日文说明书中利用照片作为图示的注意事项
コンピュータの基础知识ープリント
第一章 コンピュータの基礎知識第一章 电脑的基础知识1.1 コンピュータシステムデジタルカメラで写真をと撮ったら、写真のデータをパソコンに取り込んで、色調したり、トリミみングをするなど加工かこうを行い、加工済みデータをプリンターに送って印刷します。
これが、入力→処理→出力の流れです。
コンピュータシステムも同様で、入力装置から入力したデータを処理装置が加工して、出力装置で出力します。
1. 1 电脑体系如果用数码相机拍照的话,照片的数据导入到电脑中,对色调进行美容加工,将加工后的数据送到打印机里打印。
这就是输入→处理→输入的流程。
电脑体系也是同样的,从输入设备的数据输入,处理设备加工,输出装置确认。
1.入力装置コンピュータでデータを処理しょりするためには、その元になるデータを入力にゅうりょく装置そうちから取とりり込こみます。
処理された結果けっかは出力装置で表示・印刷して確認することができます。
取り込むデータ(文字、画像、音など)の種類に合わせて入力装置を使い分け、結果をどのように見たいかによって出力装置を選びます。
入力装置には、文字や数字を入力する文字入力装置、画面上の位置を表す座標を入力する座標入力装置(ポインティンダデバイス)、写真や絵を読み取る画像入力装置などがあります。
1. 输入设备在计算机中对数据进行处理,从输入设备中导入数据。
处理的结果在输出设备上表示,可以通过打印进行确认。
根据导入的数据(文字,图像,声音等)的种类配合使用不同的输出设备,想看到什么结果取决于选择的输出设备。
输入设备中,文字和数字用文字输入设备输入;画面上的坐标位置用坐标输入设备表示;读取照片和图画用图像输入设备。
入力装置の種類と特徴:输入设备的种类和特征:①文字入力(1)キーボード文字・数字・記号の入力を行う。
(2)光学式文字読み取り装置手書きや印刷された文字に光を当てて、その反射光によってデータの入力を行う。
(3)バーコードリーダーバーコードから英字や数字を読み取る装置で、POS システムを中心に広く使われている。
ISO9001-2008-日文版

Q 9001:2008 (ISO 9001:2008) 品質マネジメントシステム-要求事項(1)目次ページ序文0.1 一般0.2 プロセスアプローチ0.3 JIS Q 9004 との関係0.4 他のマネジメントシステムとの両立性1 適用範囲1.1 一般1.2 適用2 引用規格3 用語及び定義4 品質マネジメントシステム4.1 一般要求事項4.2 文書化に関する要求事項5 経営者の責任5.1 経営者のコミットメント5.2 顧客重視5.3 品質方針5.4 計画5.5 責任,権限及びコミュニケーション5.6 マネジメントレビュー6 資源の運用管理6.1 資源の提供6.2 人的資源6.3 インフラストラクチャー6.4 作業環境97 製品実現7.1 製品実現の計画7.2 顧客関連のプロセス7.3 設計・開発7.4 購買7.5 製造及びサービス提供7.6 監視機器及び測定機器の管理8 測定,分析及び改善8.1 一般8.2 監視及び測定8.3 不適合製品の管理8.4 データの分析8.5 改善附属書A(参考)JIS Q 9001:2008 とJIS Q 14001:2004 との対比附属書B(参考)JIS Q 9001:2000 からJIS Q 9001:2008 への変更参考文献まえがきこの規格は,工業標準化法第14 条によって準用する第12 条第 1 項の規定に基づき,財団法人日本規格協会(JSA)から,工業標準原案を具して日本工業規格を改正すべきとの申出があり,日本工業標準調査会の審議を経て,経済産業大臣が改正した日本工業規格である。
これによって,JIS Q 9001:2000 は改正され,この規格に置き換えられた。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願,実用新案権又は出願公開後の実用新案登録出願に抵触する可能性があることに注意を喚起する。
経済産業大臣及び日本工業標準調査会は,このような特許権,出願公開後の特許出願,実用新案権及び出願公開後の実用新案登録出願にかかわる確認について,責任はもたない。
日本蜡烛图教程(一)

⽇本蜡烛图教程(⼀)什么是蜡烛图交易?在我们的动画⾓⾊哥斯拉还是⼀只可爱的⼩蜥蜴时,⽇本⼈就已经创造了他们⽤来交易⼤⽶的古⽼版本技术分析⽅法。
对,就是⽤来交易⼤⽶的⽅法。
⼀名叫做史蒂夫·尼森(Steve Nison)的西⽅⼈“发现”了“⽇本蜡烛图”的技术秘密,并从众多的⽇本经纪商那⾥学到这门独特的交易技术。
尼森从此和⽇本蜡烛图结下了不解之缘,他⽇以继夜的研究这门独到的技术⽅法,并开始着⼿相关书籍的写作。
慢慢的,这门神秘的技术分析⽅法在上个世纪90年代流⾏开来。
长话短说,要是没有史蒂夫·尼森,⽇本蜡烛图可能仍是不为⼈知的秘密。
那么,什么是外汇蜡烛线呢?解释它最好的⽅法是使⽤图形:蜡烛线能够分割为不同的时段进⾏使⽤,不管是1天、1⼩时、30分钟,都不是问题。
蜡烛图⽤来描述特定时间内的价格波动状况。
✿蜡烛线由⼀定时间以内的开盘价、收盘价、最⾼价和最低价组成;✿如果收盘价⾼于开盘价,我们称该蜡烛线为阴线;✿如果收盘价低于开盘价,我们称该蜡烛线为阳线;✿蜡烛线的中空部分我们称为“实体”;✿蜡烛线上部分和下部分细线我们称为影线;✿上影线的顶部为“最⾼点”;✿下影线的底部为“最低点”。
K线实体和影线看看我性感的⾝材!性感的⾝材和⼈类有不同的体型⼀样,蜡烛线也有不同的类型。
当我们把蜡烛线⽤在外汇交易中时,没有什么⽐识别出蜡烛线的形态更有⽤了。
蜡烛线越长,意味着汇价买盘或卖盘越强。
蜡烛线越短,意味着汇价买盘或卖盘活动不强。
在街头外汇⾏话中,⽜市意味着上涨⾏情,⽽熊市则意味着下跌⾏情。
长阳线显⽰出汇价的买盘强劲。
阳线越长,汇价收盘价就越⾼于开盘价。
这意味着,汇价⾃开盘价⼤幅⾛⾼,且买⽅⼒量强⼤。
换句话说,市场多头⼒量超过空头,并最终推⾼汇价。
长阴线显⽰汇价卖盘强劲。
阴线越长,汇价收盘价就越低于开盘价。
这意味着,汇价⾃开盘价⼤幅下跌,且卖⽅⼒量强⼤。
换⼀句话说,市场空头⼒量盖过多头,并最终推低汇价。
第二版 1108R日文说明书 081911
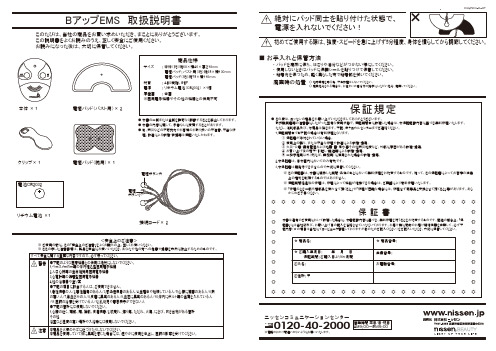
クリップ× 1 電池CR2032
電極パッド(腕用)× 1
電極ボタン大
電極 ボタン小
リチウム電池 ×1
接続コード× 2
<安全上のご注意>
※ ご使用の前に、この「安全上のご注意」をよくお読みの上、正しくお使いください。 ※ ここの示した注意事項は、製品を安全にお使いいただき、あなたや他の方への危害や損害を未然に防止するためのものです。
電極パッド(腕用) 電極パッド(腕用)の突起に本体裏面 の電極ボタン小(+)をはめる。
保護シール保ຫໍສະໝຸດ シールR各電極パッドを保護シールから剥がして 使用部位に貼りつけてください。 ※それぞれの電極パッドの保護シールは、 捨てないでください。パッドの保管の際に使用します。
<使用部位>
バストアップエクササイズ
<電池の取付方法>
本体
本体
リチウム電池
ツメ 凹部
R R
R
電池フタ
本体表面の電池フタを 矢印の方向にスライドさせ開ける
<使用方法> ◆電極パッド (バスト用) 接続方法
電極ボタン小(+) 電極ボタン小(-)
リチウム電池を+の面が 上にくるようにセットする。
Ԝ෦
ತ෦
本体裏面
本体裏面の電極ボタン(-)に電極 ボタン小(+)をはめる。片方の電極 ボタン(-)にも適用してください。
すべて安全に関する重要な内容ですので、必ず守ってください。
警告 ●下記のような医療機器との併用は絶対にしないでください。
1.ペースメーカー等の体内植込型医用電子機器 2.人口心肺等の生命維持用医用電子機器 3.心電計等の装着型医用電子機器 4.他の治療器や塗り薬 ●下記の項目に該当する人は、ご使用できません。 1.急性疾患の人/2.悪性腫瘍のある人/3.感染症疾患のある人/4.生理中や妊娠している人/5.心臓に障害のある人/6.熱 の高い人/7.貧血ぎみの人/8.皮膚に異常のある人/9.血圧に異常のある人/10.体内にボルト等の金属を入れている人 /11.医師の治療を受けている人/12.乳幼児や意思表示ができない人 ●下記の箇所には使用しないでください。 1.心臓の近く、頭部、顔、陰部、皮膚疾患/2.肌荒れ、擦り傷、ただれ、火傷、にきび、吹き出物がある箇所 その他 浴室など湿度の高い場所や入浴時には使用しないでください。
日文说明书翻译(共2篇)

篇一:sb3日文说明书简略译文(文字版)一、操作说明鼠标操作:1、基本操作:左键选择/决定右键取消2、视点操作旋转:拖曳左键扩大缩小:左右拖曳右键或滚轮上下移动:上下拖曳右键移动:左右拖曳平面移动:按住滚轮拖曳3、h操作活塞:左键(根据点击时机不同,会出现种类各异的活塞运动模式)搅拌/律动:拖曳左键(摇动是搅拌,按住不放则是律动)自动:在按左键进行活塞运动同时上下滑动滚轮(向上为快速,向下为慢速)[注意:自动模式中快感槽不增加]键盘操作:(笔记本键盘,无法对应说明书,只介绍基本操作)1、基本操作数字键1-0说明:1:左上角日期/时间带显示on/off2:help on/off3:3段背景4:障碍物on/off5:视点中心(十字椭圆)on/off6:饰品on/off7:裙裾on/off8:咸猪手on/off9:服装on/off0:色狼on/off-(0右侧键):凶器on/off紧急回避:esc系统菜单:f1强制退出:alt+f4场景旋转:“\”为逆向旋转,“.”为正向旋转,“/”复原。
拉远视角:“]”拉近视角:“;”摄影:prtsc键。
所拍下的图像保存在“sexyビーチ3”--“data”--“cap”文件夹当中。
二、亲密度上升亲密度作为与女孩子亲密程度的表示,随着约会次数增加而发生特殊情景并得到提升。
伴随着关系的进一步深化,会增加新的泳装与饰品,涂油与h也成为可能。
另外亲密度分为5个级别,涂油与h场景及其中的内容随着亲密度提升而增加。
三、约会画面カメラ:主视点设定,五个选项从上到下分别为:リセット:视点回到初期位置フェイス:以脸部作为中心视点バスト:以胸部作为中心视点ウェスト:以私处作为中心视点ヒップ:以臀部作为中心视点オート:视点自动旋转最右侧的四个选项,从上到下分别为:换装、涂油、h、回到大地图。
四、换装1、横向的选项分别为:ミズキ(泳装):泳装分为4种类(纵向选择),未达到所需亲密度标准的泳装无法选择。
日本图纸说明
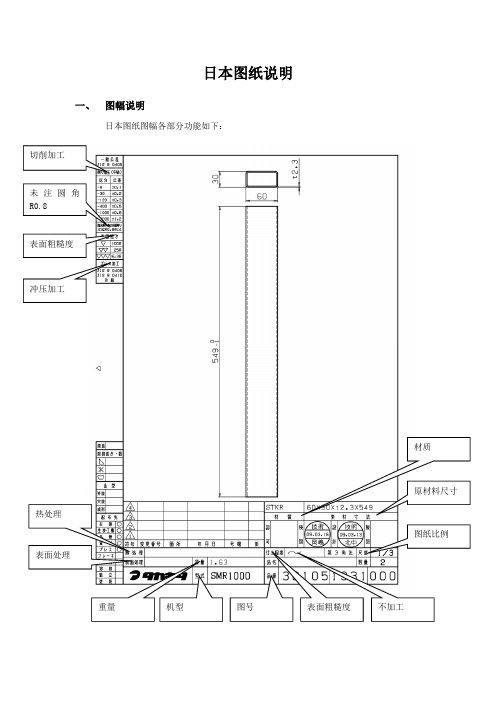
日本图纸说明一、 图幅说明日本图纸图幅各部分功能如下:二、日本图纸视角日本采用的是第三视角法(在图纸图框右下角用“第3角法”标出),中国采用的是第一视角法。
第一视角法,也称第一象限法,俗称投影法;第三视角法,也称第三象限法,俗称镜面法。
第一角和第三角的区别:任何物体在空间位置都有八个位置,即所谓视角。
第一视角就是把物体放在座标系的第一象限;人在第一象限前方,人眼位置是光源,是人眼-物体-图形的顺序。
把物体向YZ平面投影得到主视图,向XY平面投影得到府视图,向XZ平面投影得到右视图。
即物体放在图纸和你的眼睛中间,从眼睛方向投影到图纸上。
第三视角就是把物体放在座标系的第三象限,人还是在第一象限前方,用人眼透过座标平面去看物体,是人眼-图形-物体的顺序。
人眼所看到的物体在YZ平面留下的投影得到主视图,在XY平面留下的投影得到仰视图,在XZ平面留下的投影得到左视图。
第三视角是所见即所得,眼前看到什么就画下什么。
即图纸放在实物和你的眼睛中间,实物往你的眼睛方向投影到图纸上,简单说就是左视图在左边,右视图在右边。
三、表面粗糙度日本用倒三角符号表示粗糙度,如下表所示,一个▽表示粗糙度25,两个▽表示6.3,三个▽表示1.6,四个▽表示0.2,“~”表示不作表面粗糙度要求的表面(按原材料的精度控制)。
注:1、若表面粗糙度符号上有字母“G”,代表研磨、磨削加工。
四、尺寸公差日本图纸中很少标注尺寸公差,一般根据制作工艺的不同和孔、外形的类别加以区分。
注意:并不是尺寸要求不严格才不标注公差的,只有在一般未注公差不能满足要求情况下才在图纸上标注公差,有时候标注的公差要比一般未注公差宽松。
1、切削加工一般公差2、钻头加工一般公差3、冲压加工一般公差4、焊接加工一般公差五、焊接符号说明日本的焊接符号与中国基本相同,存在以下几点差异:1、焊缝高度日本图纸中没有对焊缝尺寸进行标注,如下表所示,焊缝高度的确定是根据焊接板材的料厚和单侧、双侧焊接确定的。
日本图纸说明
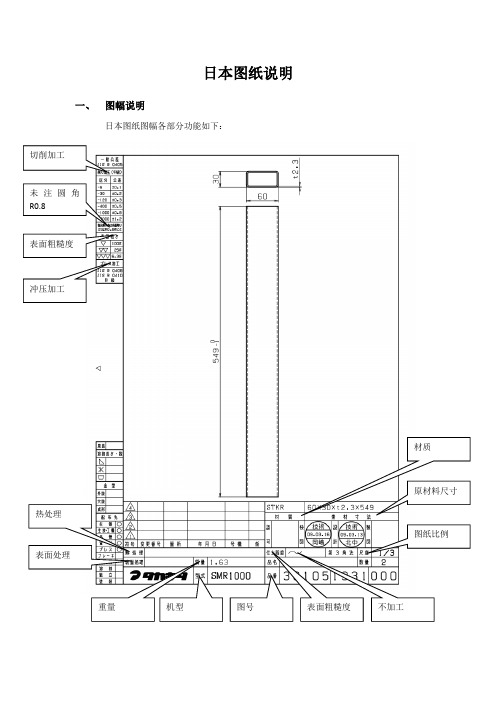
日本图纸说明一、 图幅说明日本图纸图幅各部分功能如下:切削加工未注圆角R0.8冲压加工原材料尺寸材质表面粗糙度二、日本图纸视角日本采用的是第三视角法(在图纸图框右下角用“第3角法”标出),中国采用的是第一视角法。
第一视角法,也称第一象限法,俗称投影法;第三视角法,也称第三象限法,俗称镜面法。
第一角和第三角的区别:任何物体在空间位置都有八个位置,即所谓视角。
第一视角就是把物体放在座标系的第一象限;人在第一象限前方,人眼位置是光源,是人眼-物体-图形的顺序。
把物体向YZ平面投影得到主视图,向XY平面投影得到府视图,向XZ平面投影得到右视图。
即物体放在图纸和你的眼睛中间,从眼睛方向投影到图纸上。
第三视角就是把物体放在座标系的第三象限,人还是在第一象限前方,用人眼透过座标平面去看物体,是人眼-图形-物体的顺序。
人眼所看到的物体在YZ平面留下的投影得到主视图,在XY平面留下的投影得到仰视图,在XZ平面留下的投影得到左视图。
第三视角是所见即所得,眼前看到什么就画下什么。
即图纸放在实物和你的眼睛中间,实物往你的眼睛方向投影到图纸上,简单说就是左视图在左边,右视图在右边。
三、表面粗糙度日本用倒三角符号表示粗糙度,如下表所示,一个▽表示粗糙度25,两个▽表示6.3,三个▽表示1.6,四个▽表示0.2,“~”表示不作表面粗糙度要求的表面(按原材料的精度控制)。
注:1、若表面粗糙度符号上有字母“G”,代表研磨、磨削加工。
四、尺寸公差日本图纸中很少标注尺寸公差,一般根据制作工艺的不同和孔、外形的类别加以区分。
注意:并不是尺寸要求不严格才不标注公差的,只有在一般未注公差不能满足要求情况下才在图纸上标注公差,有时候标注的公差要比一般未注公差宽松。
1、切削加工一般公差2、钻头加工一般公差3、冲压加工一般公差4、焊接加工一般公差五、焊接符号说明日本的焊接符号与中国基本相同,存在以下几点差异:1、焊缝高度日本图纸中没有对焊缝尺寸进行标注,如下表所示,焊缝高度的确定是根据焊接板材的料厚和单侧、双侧焊接确定的。
电磁分离器 型号 CG 型 AT-CG 型 (水冷式 风冷式) 使用说明书
电磁分离器型号:CG型/AT-CG型(水冷式/风冷式)使用说明书・为了安全使用本机,请务必在使用前阅读本说明书,并在充分理解本说明书的内容后正确使用本机。
・请始终将本手册保存在适当的位置,以便在需要时随时阅读。
日本磁力株式会社CE日文第00版2020.07原始说明(Original instructions)目录简介关于本使用说明书 (3)保修范围和免责声明 (4)联系我们 4关于同捆的使用说明书 (4)定义警告标记 (5)1章安全注意事项1.1 安全说明 .................................................................................... 1-11.1.1 一般说明 ..................................................................................... 1-11.1.2 安装、操作、驾驶、维护时的注意事项 ................................. 1-11.2 安全装置 .................................................................................... 1-51.2.1 保护设备的名称和功能 ............................................................. 1-51.2.2 保护位置 ..................................................................................... 1-51.3 警告标签和铭牌 ........................................................................ 1-61.3.1 警告标签类型和位置 ................................................................. 1-61.3.2 铭牌和粘贴位置 ......................................................................... 1-72章摘要2.1 设备类型 .................................................................................... 2-12.2 各部分的名称 ............................................................................ 2-22.3 各部的名称和作用 .................................................................... 2-32.4 规格 ............................................................................................ 2-42.4.1 本体规格...................................................................................... 2-42.4.2 每个设备的规格.......................................................................... 2-72.4.3 附属品........................................................................................ 2-133章驾驶3.1 驾驶注意事项 ............................................................................ 3-13.2 控制板功能 ................................................................................ 3-33.2.1 名称和功能.................................................................................. 3-33.3 驾驶准备 .................................................................................... 3-73.3.1 屏幕组.......................................................................................... 3-73.3.2 油泵自动停止定时器设置........................................................ 3-103.3.3 设置配料供应时间(ATCG) ................................................. 3-113.4 开始运行前的检查 .................................................................. 3-123.4.1 更换通风口................................................................................ 3-123.4.2 检查冷却水(仅限水冷式).................................................... 3-133.4.3 绝缘油的确认............................................................................ 3-133.5 打开和关闭电源 ...................................................................... 3-143.5.1 打开电源.................................................................................... 3-143.5.2 断电............................................................................................ 3-153.6 试车 .......................................................................................... 3-163.7 手动操作 .................................................................................. 3-173.8 自动驾驶操作 .......................................................................... 3-183.8.1 自动操作/停止按钮................................................................... 3-183.8.2 无自动操作/停止按钮............................................................... 3-183.9 紧急操作 .................................................................................. 3-193.9.1 紧急情况下的紧急停车............................................................ 3-193.9.2 重新启动.................................................................................... 3-194章加油4.1 边油的补充和更换 .................................................................... 4-15章定期检查5.1 日常检查 .................................................................................... 5-25.1.1 励磁电压和励磁电流的确认...................................................... 5-35.2 1周检查 ...................................................................................... 5-45.3 1个月检查 .................................................................................. 5-45.4 检查3个月 .................................................................................. 5-55.5 6个月检查 .................................................................................. 5-65.6 1年检查 ...................................................................................... 5-75.7 其他维护 .................................................................................. 5-116章故障排除6.1 磁选性能降低的情况 ................................................................ 6-27章接收,安装和处置7.1 收货人 ........................................................................................ 7-17.1.1 确认的地方.................................................................................. 7-17.1.2 检查铭牌...................................................................................... 7-17.2 安装 ............................................................................................ 7-27.2.1 空间和安装.................................................................................. 7-37.2.2 布线工作...................................................................................... 7-57.3 废弃 ............................................................................................ 7-9简介感谢您购买我们的CG型电磁分离器/AT-CG型电磁分离器。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
日文說明書中利用照片作為圖示的注意事項
http://www.jpo.go.jp/cgi/link.cgi?url=/toiawase/faq/yokuar10.htm
來源日本特許廳。
(1)図面は、原則として製図法に従って、黒色で、鮮明にかつ容易に消すことができないように描くものとし、着色してはなりません。
1、圖示原則上應依據製圖法進行繪圖,且應為黑色、鮮明、不容易消失,且不可著上顏色的圖。
4.図面として採用できる写真
(1)製図法に従って作図することが極めて困難なものであって、顕微鏡写真、X線写真、結晶構造、金属組織、繊維の形状、粒子構造、生物の形態、オシロ波形、電気泳動、セラミック材料の組織、コロイド、薄膜、クロマトグラフ、基板上に形成された微細なパターン、ディスプレー上に表示した中間調画像及びガラスの切断面の状態を表している写真は、図面として採用されます。
ただし、写真は明瞭なものであり、かつ、公報等に鮮明に掲載することができるものに限られます。
(2)図面として採用される写真を添付するときは、明細書の「【図面の簡単な説明】」の欄に何を表した顕微鏡写真であるのように、写真であることをを明記して下さい。
(3)色彩写真及び青写真は、正式の図面としては認められませんが、参考写真又は参考図面として提出することができます。
この場合、これらの参考写真及び参考図面は正式の図と同一の用紙に記載してはなりません。
また、参考写真又は参考図面の説明は、明細書の「【図面の簡単な説明】」の欄に記載してはなりません。
参考写真及び参考図面の説明が必要な場合は、当該参考写真又は参考図面の余白に記載して下さい。
4、能夠採用照片作為圖示
(1)利用製圖法非常難以製圖的圖示,例如「顕微鏡写真、X線写真、結晶構造、金属組織、繊維の形状、粒子構造、生物の形態、オシロ波形、電気泳動、セラミック材料の組織、コロイド、薄膜、クロマトグラフ、基板上に形成された微細なパターン、ディスプレー上に表示した中間調画像及びガラスの切断面の状態を表している」等的照片,係能
夠被採用作為圖示。
但是,僅限於清楚的且係能夠被明確地揭示於公報等中的照片。
(2)添付照片作為圖示時,應於說明書之「圖示的簡單說明」欄位中,明記例如“顯示何種物的顯微鏡照片”的照片說明。
(3)用彩色照片及藍色照片作為正式的圖示是不被允准的,但是可以用參考照片或參考圖示的方式提出。
此種情況時,該等參考照片及參考圖示,不可以與正式的圖示同時被揭示於相同的紙張上。
而且,參考照片及參考圖示的說明,亦不可以記載於說明書之「圖示的簡單說明」欄位中。
若必要記載參考照片及參考圖示的說明時,請於該參考照片及參考圖示的空白處加以記載。