硬母排加工及安装工艺
硬母排加工及安装工艺

硬母排加工及安装工艺1.总则本文件规定了电气成套产品的硬母排的选择、加工及安装工艺。
适用于本公司电气成套产品中硬母排的选择、加工和安装的质量控制。
如部分条款与合同质量计划或制造规范相冲突时,以质量计划和制造规范为准,工艺过程不变。
2.使用材料2.1在额定电流小于160A或不能使用硬母排情况下采用绝缘导线制作一次回路,其他情况一律采用硬母排。
2.2紧固件:螺栓、螺母、弹垫、平垫及标准加厚加大垫片。
2.3工业凡士林2.4导电膏2.5绝缘包覆材料2.6绝缘子、母线夹、隔块等3.工具与设备3.1工具包括:划规、划针、木榔头、样冲、平锤、8磅大锤、卷尺、直尺、塞规、板手(活动板手、导板手、套筒板手)、板锉、钢刷、直柄(锥柄)、麻花钻头、力矩板手、螺丝刀等。
3.2设备包括:数控母线加工中心、电镀设备、钻床、冲床、手动弯曲机。
4.基本要求4.1主母线选择的一般原则是满足主母线额定电流(也就是主进断路器额定电流),同时满足热效应和动稳定能力,在开关柜中应考虑其安装的空间和位臵许可。
4.2分支母线选择原则按该开关柜的额定电流确定母线,同时检验热效应和电动力。
开关柜的额定电流是按照所有一次回路中额定电流最小值确定的。
4.3 同等截面积要选用母排宽度比较大的型号。
4.4 母排的规格选择应考虑与设备连接的匹配。
4.5 避免两根母排无间隙相连,如不可避免则宽度≥80mm时降容0.8,宽度小于80mm 时降容为0.9。
4.6 额定电流≥1250A时,母排穿过金属隔板时,周围不应形成闭合磁路。
4.7 母排夹板和固定金具应同样能够承受电动力,不能形成闭合磁路。
4.8 母线安装应避开飞弧区。
4.9 母排联接必须将联接面整平、压花、紧固件要配套使用。
4.10 母排应调校后转入加工(窄面每半弯曲量≤3mm,宽面弯曲量≤2mm/m)。
4.11 应用机械加工剪切和手工锯断母排下料,禁用气割或电焊切断。
剪切口应去毛刺修圆角。
4.12 连接安装应接触紧密不松动,紧固件配臵齐全。
硬母线安装工艺
硬母线安装工艺1. 硬母线简介硬母线是一种电力传输和配电系统中常用的导电元件。
其由铜或铝材料制成,具有优异的导电性能和机械强度,适用于大电流、大功率的输电场合。
硬母线安装工艺是指在建筑物或工业设备中安装和布设硬母线的具体方式和要求。
2. 硬母线安装前的准备工作在进行硬母线安装之前,需要进行相关的准备工作。
主要包括以下几方面内容:2.1 设计方案确认在进行硬母线安装前,需要与设计人员确认相应的设计方案,确保安装过程符合设计要求。
2.2 材料和工具准备准备所需的硬母线材料、端子、连接件等,并检查其质量和数量是否满足安装需求。
同时,准备所需要的安装工具,包括螺丝刀、扳手、电缆剥线工具等。
2.3 安全措施在进行硬母线安装前,需要做好安全措施的准备工作。
例如佩戴好安全帽、安全鞋等个人防护装备,并对安装现场进行安全检查,确保安全隐患得到消除。
3. 硬母线安装步骤硬母线安装可以分为以下几个步骤:3.1 母线准备在进行硬母线安装前,需要先对母线进行准备工作。
首先,根据设计方案的要求,将硬母线进行切割,并根据需要进行穿线孔的打孔工作。
然后,对切割后的母线进行打磨,以去除母线表面的氧化物等不良物质,以保证良好的导电性能。
3.2 母线连接在连接硬母线时,首先需要将母线端子插入到连接件中。
然后,使用扳手或螺丝刀等工具,紧固连接件,确保母线端子和连接件之间紧密连接,同时保证不导致扭曲或损坏母线。
3.3 母线固定硬母线安装完成后,需要进行固定工作。
根据设计方案的要求,使用固定件将硬母线固定在设备或建筑物的相应位置。
同时,需要确保固定件的紧固度适宜,以保证硬母线的稳固性和安全性。
3.4 检查和测试在硬母线安装完毕后,需要对其进行检查和测试,以确保安装质量符合要求。
首先,检查母线连接部分是否紧固可靠,并排查是否存在松动或接触不良等问题。
然后,使用合适的测试仪器对硬母线进行电气性能测试,如电阻测量等。
4. 硬母线安装质量控制为了保证硬母线安装质量,需进行相应的质量控制措施。
硬母线安装工艺标准

硬母线安装工艺标准(Ⅵ103)1 适用范围本标准适用于建筑电气安装工程中10kV及以下的矩型母线安装。
2施工准备2.1材料2.1.1母线表面应平整光滑,不能有裂纹、折叠、夹杂物、变形和扭曲现象。
2.1.2母线应具有出厂合格证、生产许可证;母线的宽度和厚度应符合标准截面的要求。
2.1.3绝缘子及穿墙套管的瓷件,应符合国家标准和有关电瓷产品技术条件的规定,并有出产合格证。
2.1.4绝缘材料的外观无损伤及裂纹,绝缘良好,其规格型号和电压等级应符合设计要求。
2.1.5铜、铝母线应有产品材质证明,当技术资料不全或对产品的质量有怀疑时,应对其进行检测。
铜、铝母线的性能符合表2.1.5的要求。
表2.1.5 母线的机械性能和电阻率2.2机具设备2.2.1手动工具:母线煨弯器、钢锯、台虎钳、板锉。
2.2.2电动工具:电(气)焊具、母线矫正机、剪切机、无齿锯、电锤、砂轮机、台钻、手电钻。
2.2.3测试器具:皮尺、钢卷尺、钢板尺、水平尺、线坠、兆欧表、万用表、力矩扳手、细钢丝或小线。
2.2.4其他工具:钢丝刷、木锤。
2.3作业条件2.3.1电气设备已就位,且检验合格。
2.3.2高空作业脚手架搭设完毕,安全技术部门验收合格。
2.3.3预留孔洞及预埋件位置、尺寸应符合设计要求。
2.4技术准备2.4.1施工图纸和技术资料齐全。
2.4.2施工方案编制完毕并经审批。
2.4.3施工前应组织参施人员熟悉图纸、方案,并进行安全、技术交底。
3 操作工艺3.1工艺流程:3.2操作方法3.2.1放线测量3.2.1.1检查母线及支架的规格型号,核对是否与图纸相符。
3.2.1.2检查沿母线敷设的空间有无障碍物。
3.2.1.3如果母线安装于箱、柜内,要核对与其它元件的电气安全距离。
3.2.1.4根据测量位置,放线确定各段支架和母线的加工尺寸。
3.2.2支架及拉紧装置的制作安装3.2.2.1母线支架用角钢或槽钢制作时,严禁采用电气焊切割。
支架上的螺孔宜加工成长孔,以便于安装。
母排加工安装作业指导书正文
母排加工、安装作业指导书正文Q/ZB J003―2021母排加工、安装作业指导书1 范围本标准规定了硬母线及软母线的制作工艺、安装作业规范。
本标准适用于高低压成套配电装置母线制作、安装作业指导。
2 规范性文件引用下列文件中的条款通过本标准的引用而成为本标准的条款。
凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。
凡是不注日期的引用文件,其最新版本适用于本标准。
GBJ149 电气装置安装工程母线装置施工及验收规范 3 设备及工装 3.1 设备多工位母排加工机、搪锡设备、冲床、软母线液压机、台钻、气泵、砂轮机等。
3.2 工装模具、工具材料车、冷却水池、塑料盘等。
3.3 工具台虎钳、铁锤、手锯、锉刀、剥线钳、压线钳、钢丝钳、尖嘴钳、电烙铁、电工刀、相应规格的钻头、扳手、电动钣手、气动工具、手电钻、专用工具、螺丝刀;划线工具、钢皮尺、卷尺、角尺、木锤、漆刷等。
3.4 材料3.4.1 主要材料:相应规格型号的铜铝母排、软母线、焊锡、锡条(含锡55%)等。
3.4.2 辅助材料:氯化锌(ZnCl2,含锌98%)、洗洁清、0#砂纸、相应规格品种的标准件、油漆、母线套管、接头套管、符号牌等。
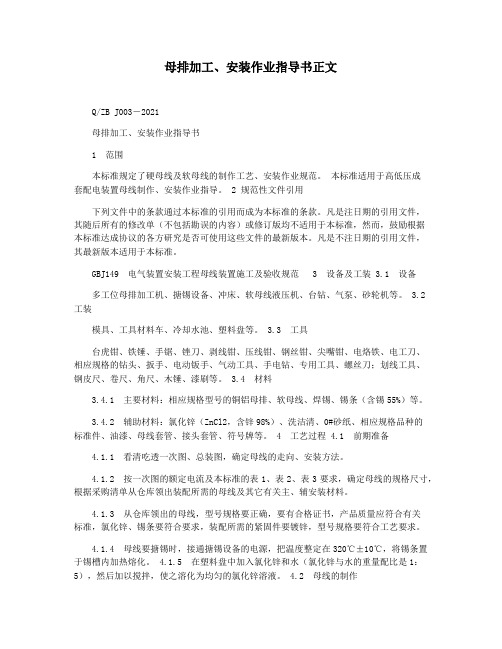
4 工艺过程 4.1 前期准备4.1.1 看清吃透一次图、总装图,确定母线的走向、安装方法。
4.1.2 按一次图的额定电流及本标准的表1、表2、表3要求,确定母线的规格尺寸,根据采购清单从仓库领出装配所需的母线及其它有关主、辅安装材料。
4.1.3 从仓库领出的母线,型号规格要正确,要有合格证书,产品质量应符合有关标准,氯化锌、锡条要符合要求,装配所需的紧固件要镀锌,型号规格要符合工艺要求。
4.1.4 母线要搪锡时,接通搪锡设备的电源,把温度整定在320℃±10℃,将锡条置于锡槽内加热熔化。
4.1.5 在塑料盘中加入氯化锌和水(氯化锌与水的重量配比是1:5),然后加以搅拌,使之溶化为均匀的氯化锌溶液。
硬母线安装工艺标准

连接紧密,牢固,接地(接零)线截面选用正确,需防腐的部分涂漆均匀无遗漏。线路走
向合理,色标准确,涂刷后不污染设备和建筑物。
检验方法:观察检查。
4.3 母线安装的允许偏差、弯曲半径和检验方法应符合表 2-18 规定。
母线安装允许偏差、弯曲半径和检验方法
表 2-18
项次
项
目
允许偏差或弯曲半径 检验方法
1
105
130
155
无遮栏裸导体至地面(C)
2375
2400
2425
无同分段的无遮栏裸导体同(D)
1875
1900
1925
出线套管至室外通道路面(E)
4000
4000
4000
3.7.3 母线支持点的间距,对低压母线不得大于 900mm,对高压线不得大于 1200mm。低压
母线垂直安装且支持点间距无法满足要求时,应加装母线绝缘夹板(图 2-43)。
检验方法:观察检查。
4.1.3 母线连接必须符合下列规定:
4.1.3.1 母线的接触口连接紧密,连接螺栓紧固力矩值符合搜求。
4.1.3.2 焊接,在焊缝处有 2~4mm 的加强高度,焊口两侧各凸出 4~7mm;焊缝无裂纹、
未焊透等缺陷,残余焊药清除干净。
4.1.3.3 不同金属的母线搭接,其搭接面的处理符合施工规范规定。
闭合磁路;采用拉紧装置的车间低压架空母线的拉紧装置固定牢靠,同一档内各母线弛度相互
差不大于 10%。
使用的螺栓螺纹均露出螺母 2~3 扣;搭接处母线涂层光滑均匀;架空母线弛度一致;相
色涂刷均匀。
检验方法:观察检查和检查安装记录。
4.2.2.3 母线支架及其它非带电金属部件接地(接零)支线敷设应符合以下规定:
现场硬母线加工、安装要求

搭接形式序号连接尺寸(mm)钻孔要求Ф(mm)类别ab1或b2b1b212垂直连接垂直连接垂直连接5641112141391087171615452512512512563508010031.54050458063100125100~8080~635063~50100~8063459921131711913171113991311172144444422444444424506380125100638045504031.512525b1或b2b1或b2b1或b2b1或b2b1或b23个数a/2b2/2b2ab2 a/2ab2b1/2b2/2b) 标准GBJ 149第2.2.3条规定:相同布置的主母线、分支母线以及设备器件的连接线应对称一致、横平竖直、整齐美观。
b) 标准GBJ 149第2.2.4条规定:硬母线弯曲加工必须采用冷弯,不能采用热弯。
c) 标准GBJ 149第2.2.5条规定:硬母线弯制时应符合下述要求。
d) 硬母线平弯最小弯曲半径应不小于2倍母线材料的厚度;e) 硬母线平弯应符合图3.4.2.e)要求图3.4.2.e)f) 标准GB 50054第3.2.10条规定:机柜上方裸母排柜外部分应与地面距离:柜前保持2.5m 以上的距离;柜后保持2.3m 以上的距离。
g) 标准GBJ 149第2.3.1条规定:母线的连接应采用焊接、贯穿螺拴连接及夾板螺拴搭接,严格禁止用内螺纹接头或锡焊连接。
i) 标准GBJ 149第2.3.2条规定:母排与母排、母排与电器接线端子连接时应符合下述要求●接触面必须保持清洁,并涂以电力复合脂;●母线平置时贯穿螺拴应由下往上穿,其余情况小,螺母应置于维护侧, 紧固后螺栓应露出2~3扣;●贯穿螺拴的母线外侧,均应有平垫圈,相邻螺拴间应有3mm的间距;●连接点不应使电器接线端子受到外加的应力;●连接的接触面应紧密,连接螺拴应用力矩板手紧固,紧固力矩值如表2.4.2.i)所示。
硬母线安装质量管理

硬母线安装质量管理一、引言硬母线在电气系统中扮演着至关重要的角色,具有传输大电流、低电阻、可靠接地等优点。
因此,在硬母线的安装过程中,质量管理至关重要,不仅关系到电气系统的安全性能,还会影响系统的稳定运行。
本文将从硬母线安装的流程、要点和质量管理等方面进行深入探讨。
二、硬母线安装流程1. 准备阶段在进行硬母线安装之前,应做好充分的准备工作,包括确定安装位置、清理安装区域、检查硬母线材质和规格等。
2. 安装阶段1)固定硬母线:将硬母线按照设计要求进行固定,并确保其与设备的连接牢固可靠。
2)连接硬母线:对硬母线的连接点进行绝缘处理,并采用合适的连接器将硬母线与其他设备进行连接。
3)接地处理:对硬母线进行必要的接地处理,确保接地电阻符合标准要求。
3. 验收阶段硬母线安装完成后,应进行验收,检查硬母线的安装位置、固定情况、连接质量等是否符合设计标准和要求。
三、硬母线安装的质量管理要点1. 勘察设计在进行硬母线安装前,必须进行勘察设计工作,确定安装位置、安装方式、安装数量等信息,确保硬母线安装符合设计要求。
2. 施工质量控制在硬母线安装过程中,应加强施工质量控制,对硬母线的固定、连接和接地等环节进行严格监管,确保施工质量符合标准。
3. 材料供应管理硬母线的材料质量直接影响安装质量,因此在材料供应环节,应选择优质,符合标准的硬母线材料,并确保供应的硬母线材料与设计要求一致。
4. 施工验收硬母线安装完成后,应进行施工验收,检查硬母线固定、连接、接地等质量情况,确保硬母线安装达到设计要求。
四、总结在电气系统中,硬母线的安装质量管理尤为重要,通过本文的介绍,我们了解到了硬母线安装的流程、要点和质量管理措施。
只有加强对硬母线安装过程的质量管理,才能确保硬母线系统的正常运行,从而保障电气系统的安全性能。
希望本文能为硬母线安装质量管理提供一定的参考和借鉴。
主回路母排的安装工艺

主回路的安装本工艺守则根据《JB/DQ6142》、《GB7251-97》、《GB2681-81》并结合我厂实际情况编制。
主回路一般采用以下材料铝母排LMY、硬铜母排TMY、软铝母线LMR、软铜母线TMR制作。
在电流小于100A或不能使用的情况下可采用绝缘导线进行制作。
母线一般应满足以下条件:1、抗拉极限强度:铜母线ρ=0.0172Ωmm2/m铝母线ρ=0.0295Ωmm2/m一、母线制作加工1.1硬母线的加工(铜排或铝排)1.1.1按材料计划到库房领料,母线材料表面应平整、光洁,不应有裂纹、裂口、起皮、气孔、夹杂物等缺陷。
1.1.2母线矫正母线在加工前应放在平台上或平直的型钢上,用垫块(铜、铝或木垫块均可)垫在母线上用锤间接敲打平直,用力要适当,不能过猛,否则引起母线变形。
不得用铁锤直接敲打母线,母线表面不得有锤痕、划痕、气孔、坑凹、起皮。
1.1.3按照实测尺寸下料,用机械加工方法剪切或手工锯断母线,禁止使用气焊或电焊切断母线。
剪切后打磨切口处的毛刺。
1.1.4钻孔1.1.4.1冲孔或钻孔,母线连接处的开孔尺寸与搭接方式有关,按母线连接尺寸表进行开孔,开孔后应打磨平整毛刺。
1.1.4.2母线连接孔,其直径一般应大于螺栓直径1 mm,孔眼加工应保证位置正确、垂直,不歪斜,孔眼间相互距离的误差不应大于0.5mm。
1.1.5成形,1.1.5.1按实测母线的走向,用母线折弯机将母线弯曲成所需形状,母线的折弯角度不得小于90°。
成形后,弯曲处不应有裂纹或折皱,不平整度不1.1.5.2母线的弯曲一般进行冷弯,如需要加热时,其温度不得超过下表规定:母线之间连接时的接触部份的表面,应加工平整,把表面的污垢清除干净,涂上松香或焊锡膏.浸入锡锅中进行镗锡,使锡附在母线的表面。
母线从锡锅中取出时,用抹布擦去表面的浮渣,露出银白色的光洁表面。
镗锡处理的长度为母线宽度的2倍。
加工后如不立即装配,接触面应用纸包好。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
硬母排加工及安装工艺1.总则本文件规定了电气成套产品的硬母排的选择、加工及安装工艺。
适用于本公司电气成套产品中硬母排的选择、加工和安装的质量控制。
如部分条款与合同质量计划或制造规范相冲突时,以质量计划和制造规范为准,工艺过程不变。
2.使用材料2.1在额定电流小于160A或不能使用硬母排情况下采用绝缘导线制作一次回路,其他情况一律采用硬母排。
2.2紧固件:螺栓、螺母、弹垫、平垫及标准加厚加大垫片。
2.3工业凡士林2.4导电膏2.5绝缘包覆材料2.6绝缘子、母线夹、隔块等3.工具与设备3.1工具包括:划规、划针、木榔头、样冲、平锤、8磅大锤、卷尺、直尺、塞规、板手(活动板手、导板手、套筒板手)、板锉、钢刷、直柄(锥柄)、麻花钻头、力矩板手、螺丝刀等。
3.2设备包括:数控母线加工中心、电镀设备、钻床、冲床、手动弯曲机。
4.基本要求4.1主母线选择的一般原则是满足主母线额定电流(也就是主进断路器额定电流),同时满足热效应和动稳定能力,在开关柜中应考虑其安装的空间和位臵许可。
4.2分支母线选择原则按该开关柜的额定电流确定母线,同时检验热效应和电动力。
开关柜的额定电流是按照所有一次回路中额定电流最小值确定的。
4.3 同等截面积要选用母排宽度比较大的型号。
4.4 母排的规格选择应考虑与设备连接的匹配。
4.5 避免两根母排无间隙相连,如不可避免则宽度≥80mm时降容0.8,宽度小于80mm 时降容为0.9。
4.6 额定电流≥1250A时,母排穿过金属隔板时,周围不应形成闭合磁路。
4.7 母排夹板和固定金具应同样能够承受电动力,不能形成闭合磁路。
4.8 母线安装应避开飞弧区。
4.9 母排联接必须将联接面整平、压花、紧固件要配套使用。
4.10 母排应调校后转入加工(窄面每半弯曲量≤3mm,宽面弯曲量≤2mm/m)。
4.11 应用机械加工剪切和手工锯断母排下料,禁用气割或电焊切断。
剪切口应去毛刺修圆角。
4.12 连接安装应接触紧密不松动,紧固件配臵齐全。
连接安装不能减小母排承载能力。
5.一般规定5.1 对母排材质有怀疑时,按照表(1)进行检验母排的机械性能和电阻率表(1)母排材料型号最小抗拉强度(N/mm²) 最小伸长率(%)20°C的最大电阻率铜TMY 255 6 0.01777 铝LMY 115 3 0.02905.2 母排表面应平整光洁,不应有裂纹、折皱、夹杂、变形和扭曲现象。
5.3 随货另行包装发运的主母线应标识清楚,附件齐全,采用木质防护包装。
5.4 母排固定孔不得采用气焊割孔或电焊吹孔。
5.5 母排表面处理应均应,无起层、皱皮等现象。
5.6 母排搭接面应符合下列规定:5.6.1 铜与铜搭接面应采取镀银或镀锡处理。
5.6.2 铝与铝搭接面应镀铜后再镀锡处理采取镀银或镀锡处理。
5.6.3 铜与铝搭接面应镀锡处理,或采用铜铝过渡板镀锡后搭接。
5.6.4 钢与铜搭接:钢先镀铜再镀锡后与镀锡铜排搭接。
5.7 母线的相序排列,除换相部分外应符合:5.7.1上下布臵时,由上至下为A,B,C相。
5.7.2水平布臵时,由柜后至柜前为A,B,C。
5.7.3引出线由左到右为A,B,C相。
5.8 母排漆涂和颜色应符合下列规定:5.8.1A、B、C分别对应黄、绿、红色或涂刷黑漆粘贴相序标志;5.8.2刷漆应均匀,无起层、皱皮等缺陷,并整齐一致。
5.9 母排安装时应满足电气间隙,爬电距离要求。
6.表面处理6.1 硬母排均要进行酸洗磷化处理。
6.1.2 不套热缩管时,应整体镀锡,进行镀锡前应将搭面整平、压花。
6.1.3 套热缩管时,采用局部镀锡,即接头部分整平、压花后镀锡。
6.2 硬母排表面处理工艺按(编号:)《母排镀锡工艺》实施。
6.3 母排刷漆的颜色见质量计划要求,一般采取刷漆处理时表面可不镀锡,但必须进行酸洗磷化处理。
刷漆范围:离开搭接区5mm处开始。
6.4 无论刷漆或镀锡应保证不露铜,表面整洁无毛刺,漆层应无流挂,无起剥、不堆积、不起皱。
7.硬母排截面选择(见表2--表5)7.1 主母排截面尺寸按系统参数选择,分支排按分支额定参数选择,选择分支排时还要考安装工艺(位臵,空间及强度,许可)。
7.2 选择分支母排应考虑降容系数,防护等级IP30的开关柜降容系数为1,IP40时为时0.9,IP50时为0.8,即用分支回路额定电流除以降容系数得到实际选择母排的电流参数。
7.3 铜主母线最小截面尺寸应≥50*5(mm²),铝主母线最小截面尺寸应≥60*6(mm²)。
7.4分支回路中熔丝的热元件的额定电流值不作为选用分支排的依据。
7.5 具体电流互感器的分支回路,应以电流互感器一次侧额定电流值为选择依据。
7.6 高压开关柜中引入电压互感器和避雷器(过电压吸收器)的分支排用40*3镀铜后镀锡扁铁。
矩形铜主母排选择表(2)额定电流(A) ≤6301000 1250 1600 2000 2500 3150 4000 5000母排规格(mm²) 50*5 80*5 80*6 80*10 100*102-80*82-100*102-120*10或3-100*10(不推荐采用)3-120*10高压开关柜接地主母排选择(TMY) 表(3)短时而授时间(S)规格1 2 3 4(mm²)额定开断电流(KA)25 40×5 40×5 40×5 40×831.5 40×5 40×6 50×6 40×1040 40×5 50×5 40×8 40×1050 50×5 50×6 50×8 50×10单片硬母排载流量(A) 表(4)母排截面铜母排铝母排(mm²) 25°C 35°C 40°C 25°C 35°C 40°C 15×3 210 185 170 165 145 134 20×3 275 242 223 215 189 174 25×3 340 299 276 265 233 215 30×4 475 418 385 365 321 296 40×4 625 550 506 480 422 389 40×5 700 615 567 540 475 438 50×5 860 756 697 665 585 539 50×6 955 840 774 740 651 600 60×6 1125 990 912 870 765 705 80×6 1480 1300 1200 1150 1010 932 100×6 1810 1590 1470 1425 1255 1155 60×8 1320 1160 1070 1025 902 831 80×8 1690 1490 1370 1320 1160 1070 100×8 2080 1830 1685 1625 1430 1315 120×8 2400 2110 1945 1900 1670 154060×10 1475 1300 1195 1155 1016 93680×10 1900 1670 1540 1480 1300 1200100×10 2310 2030 1870 1820 1600 1475120×10 2650 2330 2150 2070 1820 1680 注:1.本表为立放数据。
平放时,宽度小于等于60㎜,表中数据乘以0.95。
宽度大于60㎜时,乘以0.92。
2.实际应用时按35°C选择,质量计划另有规定除外。
3.3.主母线不推荐采用铝母排,分支额定电流小于等于1000A的固定连接可考虑采用铝母排,按35°C数据选择。
多片硬铜母排截流量(A) 表(5) 母排截面(mm²) 2 片 3 片60×6 1740 224080×6 2110 2720100×6 2470 317080×8 2620 3370100×8 3060 3930120×8 3400 434060×10 2560 330080×10 3100 3990100×10 3610 4650120×10 4100 5200注:1.本表为立放数据。
母排之间应有母排厚度的间隔。
2.本表为环境温度25°C时的数据,环境温度35°C时应乘以系数0.94,环境温度为40°C时乘以系数0.86。
7.7 开关柜中的N线和PE级(指主干线)在制造规范中有规定时按规范选用,规范无规定时按表(1)--表(4)选用,应不小于TMY-40×4或LMY-40×4。
7.8 动触头排的选择1)按照额定电流选择动触头排,制造规范有规定时则按规范选择。
见表(6)额定电流与铜母排对应表表6额定电流A630 1000-1250 1600-2000 2500-3050 4000 5000母排截面(mm²) 50×10 80×10 2-80×10 2-100×103-100×100形2)断路器柜的动触头排根据断路器额定电流选择。
3)主进线柜和联络柜(母线提升柜)的动触头排按主母线额定电流选择。
4)PT柜,所用变柜的动触头排选40×10铜排,其它外断路器柜的动触头排一般按触头盒出排截面选择。
7.9中性导体截面积规定:如果相导线的截面积大于10 mm²,中性导体截流量等于相导母线截流量的一半,其截面积最小为10 mm²,如相导线的截面积≤10 mm²,中性条件的截面积等于相导线截面积。
对于三相四线制来说,中性导体截面积与相导体相等。
7.10 保护导体(PE)的截面积规定如下表(7)表(7)相导线的截面积(mm²) S≤16 16≤S≤35 35≤S≤400400≤S≤800 S>800保护导体最小截面积(mm²)S 16 3/2 200 3/48.电气间隙与爬电距离8.1低压类8.1.1低出抽式开关柜的导体之间二氧化碳其对地的电气间隙和爬电距离大于等于20MM。
8.1.2低压固定柜的电气间隙和爬电距离见表(8)低压类电气间隙和爬电距离表(8) 母排截面铜母排铝母排(mm²) 25ºC 35ºC 40ºC 25ºC 35ºC 40ºC 15×3 210 185 170 165 145 134 20×3 275 242 223 215 189 174 25×3 340 299 276 265 233 215 30×4 475 418 385 365 321 296 40×4 625 550 506 480 422 389 40×5 700 615 567 540 475 438 50×5 860 756 697 665 585 539 50×6 955 840 774 740 651 600 60×6 1125 990 912 870 765 705 80×6 1480 1300 1200 1150 1010 932 100×6 1810 1590 1470 1425 1255 1155 60×8 1320 1160 1070 1025 902 831 80×8 1690 1490 1370 1320 1160 1070 100×8 2080 1830 1685 1625 1430 1315 120×8 2400 2110 1945 1900 1670 1540 60×10 1475 1300 1195 1155 1016 936 80×10 1900 1670 1540 1480 1300 1200 100×10 2310 2030 1870 1820 1600 1475 120×10 2650 2330 2150 2070 1820 16808.1.3)对于外购的元器件,允许不能满足7.1.1)款规定,但不能小于,7.1.2)款规定,可通过加装绝缘板方法满足要求。