油阀座工艺过程卡与工序卡
机械加工工艺过程卡片及工序卡片之欧阳术创编
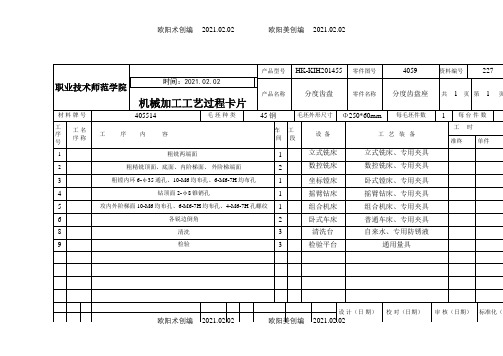
2016/6/17 2016/6/25 标记处数签字日期标记处数更改文件号签字日期职业技术师范学院机械加工工序卡片产品型号零件图号4059产品名称分度齿盘零件名称分度齿盘座共 1 页第 1 页职业技术师范学院机械加工工序卡片产品型号零件图号4059产品名称分度齿盘零件名称分度齿盘座共 1 页第 2 页欧阳术创编 2021.02.02 欧阳美创编 2021.02.02欧阳术创编 2021.02.02 欧阳美创编 2021.02.02期)职业技术师范学院机械加工工序卡片产品型号 零件图号4059产品名称分度齿盘 零件名称 分度齿盘座共1 页 第 3 页欧阳术创编 2021.02.02 欧阳美创编 2021.02.02期)职业技术师范学院机械加工工序卡片产品型号 零件图号4059产品名称分度齿盘 零件名称 分度齿盘座共1 页 第 4 页欧阳术创编 2021.02.02 欧阳美创编 2021.02.02期)职业技术师范学院机械加工工序卡片产品型号 零件图号4059产品名称分度齿盘 零件名称 分度齿盘座共1 页 第 4 页欧阳术创编 2021.02.02 欧阳美创编 2021.02.02期)职业技术师范学院机械加工工序卡片产品型号 零件图号4059产品名称分度齿盘 零件名称 分度齿盘座共1 页 第 5 页欧阳术创编 2021.02.02 欧阳美创编 2021.02.02设 计(日 期) 校 对(日期)审 核(日期)标准化(日期) 会 签(日期)职业技术师范学院机械加工工序卡片产品型号 零件图号4059产品名称分度齿盘 零件名称 分度齿盘座共1 页 第 6 页欧阳术创编 2021.02.02 欧阳美创编 2021.02.025设 计(日 期) 校 对(日期)审 核(日期)标准化(日期) 会 签(日期)职业技术师范学院机械加工工序卡片产品型号 零件图号4059产品名称分度齿盘 零件名称 分度齿盘座共1 页 第 7 页欧阳术创编 2021.02.02 欧阳美创编 2021.02.02。
柴油机连杆零件机械加工工艺过程卡片及工序卡(第一部分)知识讲解
柴油机连杆零件机械加工工艺过程卡片及工序卡(第一部分)机械加工工艺过程卡片收集于网络,如有侵权请联系管理员删除收集于网络,如有侵权请联系管理员删除收集于网络,如有侵权请联系管理员删除太原科技大学华科学院机械加工工序卡片产品型号105 零(部)件图号H-32A产品名称柴油机零(部)件名称大件老连杆共()页第()页车间工序号工序名称材料牌号50 铣连杆平面 45钢毛坯种类毛坯外型尺寸每毛坯可制件数每台件数设备名称设备型号设备编号同时加工件数收集于网络,如有侵权请联系管理员删除连杆两平面铣床NZ73008 专-229 2 夹具编号夹具名称切削液专用夹具冷却液工位器具编号工位器具名称工序工时准终单件游标卡尺工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时机动辅助1 粗铣上平面至连杆身中心平面86 108 2.09 1.8 1 描图2 精铣上平面至杆身中心平面86 108 2.09 0.7 13 粗铣下平面至杆身中心平面86 108 2.09 1.8 1 描校4 精铣下平面86 108 2.09 0.7 1装订号设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期太原科技大学华科学院机械加工工序卡片产品型号2105A 零(部)件图号H-32A产品名称柴油机零(部)件名称连杆共( 43 )页第( 2 )页车间工序号工序名称材料牌号60 磨两平面毛坯种类毛坯外型尺寸每毛坯可制件数每台件数收集于网络,如有侵权请联系管理员删除设备名称设备型号设备编号同时加工件数平面磨床苏联037-1 6 夹具编号夹具名称切削液浮化液工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时机动辅助1 磨上平面至杆身中心平面1000 1100 0.02 0.4 20 描图磨下平面至尺寸1000 1100 0.02 0.4 20 退磁描校底图号装订号设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期太原科技大学华科学院机械加工工序卡片产品型号2105-A 零(部)件图号H-32A产品名称柴油机零(部)件名称连杆共( 43 )页第( 3 )页车间工序号工序名称材料牌号70 钻小头孔毛坯种类毛坯外型尺寸每毛坯可制件数每台件数收集于网络,如有侵权请联系管理员删除设备名称设备型号设备编号同时加工件数立钻Z575 021-51 1 夹具编号夹具名称切削液浮化液工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时机动辅助1 钻小头孔至尺寸88 11.75 0.34 54 1 描图描校底图号装订号设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期太原科技大学华科学院机械加工工序卡片产品型号2105A 零(部)件图号H-32A产品名称柴油机零(部)件名称连杆共( 43 )页第( 4 )页车间工序号工序名称材料牌号大件老连杆80 倒小头孔角45收集于网络,如有侵权请联系管理员删除设备名称设备型号设备编号同时加工件数立衍X525B 021-56 1 夹具编号夹具名称切削液工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时机动辅助1 小头孔上端倒角至尺寸85 12.68 0.52 2.5 1 描图 2 小头孔另一端倒角至尺寸85 12.68 0.52 2.5 1描校底图号装订号设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期太原科技大学华科学院机械加工工序卡片产品型号2105-A 零(部)件图号H-32A产品名称柴油机零(部)件名称连杆共( 43 )页第(5 )页车间工序号工序名称材料牌号90 镗小头孔收集于网络,如有侵权请联系管理员删除设备名称设备型号设备编号同时加工件数金刚镗T740 027-5 1 夹具编号夹具名称切削液工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时机动辅助1 镗小头孔至直径670 92.6 0.10 0.55 1 描图镗小头孔至尺寸670 92.6 0.10 0.2 1描校底图号装订号设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期太原科技大学华科学院机械加工工序卡片产品型号2105A 零(部)件图号H-32A产品名称柴油机零(部)件名称大件老连杆共( 43 )页第( 6 )页车间工序号工序名称材料牌号100 铣大头定位点收集于网络,如有侵权请联系管理员删除太原科技大学华科学院机械加工工序卡片产品型号2105A 零(部)件图号H-32A产品名称柴油机零(部)件名称连杆共( 43)页第(7 )页车间工序号工序名称材料牌号毛坯种类毛坯外型尺寸每毛坯可制件数每台件数设备名称设备型号设备编号同时加工件数卧铣X6130 068-14 1夹具编号夹具名称切削液工位器具编号工位器具名称工序工时准终单件H-32-741-04 连杆大头定位点铣夹具工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时机动辅助1 铣大头定位点至尺寸420 165 0.25 2.6 1 描图描校底图号装订号设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期大件老连杆110 去大头定位点毛刺毛坯种类毛坯外型尺寸每毛坯可制件数每台件数设备名称设备型号设备编号同时加工件数卧铣 1 夹具编号夹具名称切削液工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时机动辅助1 去大头定位点毛刺描图描校底图号装订号设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期太原科技大学华科学院机械加工工序卡片产品型号2105A 零(部)件图号H-32A产品名称柴油机零(部)件名称连杆共( 43)页第( 8 )页车间工序号工序名称材料牌号产品名称柴油机零(部)件名称连杆共( 43 )页第( 9 )页车间工序号工序名称材料牌号130 半边镗大头孔毛坯种类毛坯外型尺寸每毛坯可制件数每台件数设备名称设备型号设备编号同时加工件数粗镗大头孔专机1夹具编号夹具名称切削液工位器具编号工位器具名称工序工时准终单件H-32-734-06 连杆大头孔粗镗夹具工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时机动辅助1 半边镗大头孔至尺寸270 62.77 0.25 5 1 描图描校底图号装订号设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期。
油阀座加工工艺及夹具设计
河南工业职业技术学院Henan Polytechnic Institute毕业设计(论文)题目油阀座的加工工艺及夹具设计班级_机械设计与制造 1101姓名刘继浩____指导教师_刘云豫__摘要本设计的主要内容是CA6140油阀座零件的机械加工工艺规程以及其专用夹具的设计。
根据所设计出的零件的尺寸,运用CAD画出零件图、毛坯图、夹具零件图、夹具装配图。
设计的主要步骤为确定零件的生产类型,进行工艺分析,确定毛坯种类及制造方法,运用CAD对零件进行分析,通过对相关资料的查询确定出零件表面的加工方法及加工工序顺序的安排以及其专用夹具的设计,填写相关的工艺卡片。
在保证零件加工质量的前提下,还要提高生产效率,降低消耗,以取得较好的经济效益和社会效益。
关键词:油阀座、工艺、工序、夹具设计目录1.绪论 (4)1.1设计目的 (5)1.2设计意义 (5)1.3现状分析及发展前景 (5)2零件的分析 (7)2.1零件的作用 (7)2.2零件的工艺分析 (7)3工艺规程的设计 (9)3.1确定毛胚的制造形式 (9)3.2基准的选择 (9)3.3表面加工方法的选择 (10)3.4工序的安排 (11)3.5机械加工余量毛胚尺寸的确定 (12)3.6有关供需尺寸及公差的确定 (14)3.7确定切削用量及基本工时 (16)4夹具设计 (30)4.1问题的提出 (30)4.2定位基准的选择 (30)4.3切削力及加紧力的计算 (31)4.4定位误差的分析 (32)4.5夹具设计及操作说明 (33)总结........................................................ (34)致谢 (35)参考文献........................................................ ..36绪论机械制造是国民经济的支柱产业,现代制造正在改变着人们的生活方式、生产方式、经济管理模式乃至社会的组织结构和文化。
阀门工艺过程卡片

划
划28-M10螺纹孔线
钳
平台
卷尺
70
钻
钻28-M10-6H螺纹孔
钳
Z3050
钻头¢8.5
卡尺
80
镶圈
将此件及¢6胶条装入阀体,用螺纹钉紧固
钳
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
天津博纳斯威阀门有限公司
机械加工工艺过程卡片
卡尺
50
划
划两端法兰空钻孔找正线
钳
平台
60
钻
钻左端面法兰孔
钳
Z3050
钻头¢16
卡尺
70
钻
掉头,钻左端面法兰孔
钳
Z3050
钻头¢18
卡尺
80
钳
去掉尖角无刺,铸件表面凸出物
钳
手砂轮
90
检
检查
检
卡尺
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
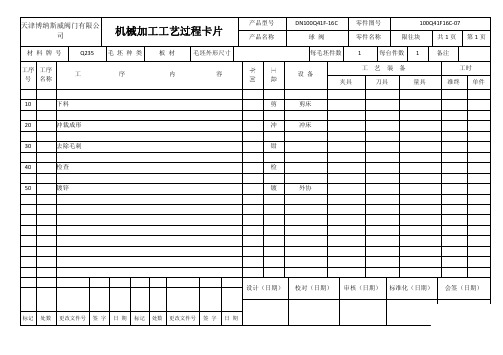
机械加工工艺过程卡片
产品型号
DN100 Q41F-16C
零件图号
100Q41F16C-02
产品名称
球阀
零件名称
阀体
共1页
第1页
材料牌号
WCB
毛坯种类
铸件
毛坯外形尺寸
每毛坯件数
1
每台件数
1
备注
阀门工艺过程卡片
处数
更改文件号
签 字
日 期
天津博纳斯威阀门有限公 司
材 料 牌 号 工序 工序 号 名称 工
机械加工工艺过程卡片
毛 坯 种 类 序 内 毛坯外形尺寸
产品型号 产品名称 续阀体圈 每毛坯件数 车 间 工 段 设 备 夹具
零件图号 零件名称 1 工 每台件数 艺 装 备 1
500D341X10共2页 备注 工时 量具 准终 单件 第2页
车 钳 检
CA6132 Z4020
卡尺 卡尺
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签 字
日 期
标记
处数
更改文件号
签 字
日 期
天津博纳斯威阀门有限公 司
材 料 牌 号 工序 工序 号 名称 2Cr13 工
机械加工工艺过程卡片
毛 坯 种 类 序 棒 料 内 毛坯外形尺寸
材 料 牌 号 工序 工序 号 名称 HT1550 工
机械加工工艺过程卡片
毛 坯 种 类 序 铸件 内 毛坯外形尺寸
产品型号 产品名称
DN500D341X-10 蝶 阀 每毛坯件数
零件图号 零件名称 1 工 地脚架 2
500D341X10共1页 备注 工时 量具 准终 单件 第1页
每台件数 艺 装 备
钻一端中心孔 C4 装夹一端,顶另一端,车外园,平大端面至尺寸 调头,平小端面至尺寸,打中心孔 C4 铣大头平面至尺寸 铣小头平面至尺寸 检查各部尺寸
钳 车 车 铣 铣 检
Z3050 C6132 C6132 X5036 X5036 卡尺 卡尺 卡尺 卡尺
设计(日期)
阀门企业常用的工艺文件有五种

阀门企业常用的工艺文件有五种:零件周转路线单、过程卡片、工艺卡片、工序卡片和工装综合明细表。
①零件周转路线单:零件周转路线单是编制生产作业计划和组织生产的依据。
它反映一种产品的所有自制零件从毛坯到加工完成所进过的路线(包括毛坯制造、热处理、检验、机械加工、工序外协等),并反映产品的外协零件和外购零件。
无论生产规模的大小,所有的阀门产品均需填写零件周转路线单。
②过程卡片:过程卡片是制定工序卡片的基础,也是帮助车间管理人员掌握零件加工过程的主要文件。
它列出了零件机械加工所经过的路线,并注明毛坯种类、机械加工各工序(包括中间热处理等工序)的工序内容、每一工序使用的设备及工装等。
在单件或小批生产时,过程卡片则用来指导工人进行生产。
③工艺卡片:工艺卡片主要用来指导工人进行生产。
工艺卡片中详细地说明了各道工序的具体内容和要求,并注明了零件的工艺特性(材料、重量、加工表面及其精度和粗糙度要求等)。
为了便于说明工序的具体内容,在的工艺卡片上附有零件草图,并将各加工表面编注加工面号。
成批生产时,对重要的零件需编制工艺卡片。
④工序卡片:工序卡片是用来具体指导工人进行生产的一种工序文件,它是根据过程卡片对零件每个工序制动的。
工序卡片中详细记了该工序加工时所需的资料,如安装方法、工序尺寸及公差、切削用量设备、夹具、量具、刀具、辅具等。
工序卡片上一般均绘有加工草图,并表面零件的定位面和加工表面。
在大批量生产中,零件除编制过程卡片外,尚需编制工序卡片。
⑤工装综合明细表:工装综合明细表是生产准备工作的重要依据之一。
它列出了一种阀门产品所有自制零件加工时所需的全部工装,包括专用工具,通用及标准工具、外购工具等。
工具准备人员根据工装综合明细表提出外购工具计划、专用工装制作计划以及查核库存通用及标准工装。
每种阀门产品均需编制工装综合明细表。
阀门公司工序流程跟踪卡
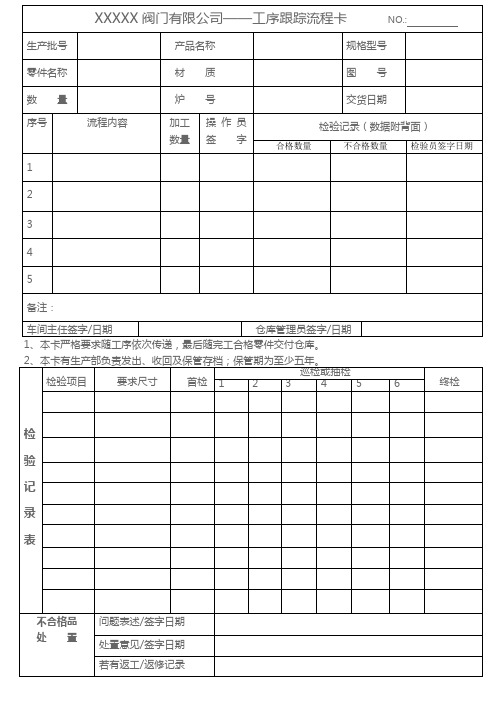
检
验
记
录
表
检验项目
要求尺寸
首检
巡检或抽检
终检
2
3
4
5
6
不合格品
处 置
问题表述/签字日期
处置意见/签字日期
若有返工/返修记录
XXXXX阀门有限公司——工序跟踪流程卡NO.:
生产批号
产品名称
规格型号
零件名称
材 质
图 号
数 量
炉 号
交货日期
序号
流程内容
加工
数量
操 作 员
签 字
检验记录(数据附背面)
合格数量
不合格数量
检验员签字日期
1
2
3
4
5
备注:
车间主任签字/日期
仓库管理员签字/日期
1、本卡严格要求随工序依次传递,最后随完工合格零件交付仓库。
阀体零件机械加工工艺过程卡片
阀体零件机械加工工艺过程卡片阀体零件机械加工工艺过程卡片一、工艺概述阀体是阀门的主要零件之一,其作用是连接阀门的其他零件,并承受介质流动的压力。
阀体的机械加工工艺过程主要包括:铸造或锻造原料准备、铸造或锻造、热处理、精密加工、组装等环节。
二、工艺流程1.铸造或锻造原料准备根据阀体的设计要求,选择合适的铸造或锻造原料,如铁、钢等。
然后进行原料的切割、熔炼等预处理工作,以获得符合要求的原料。
2.铸造或锻造将预处理好的原料进行铸造或锻造,以得到初步成型的阀体零件。
铸造方法主要有砂型铸造、金属型铸造等,锻造方法主要有自由锻造、模锻等。
3.热处理对铸造或锻造后的阀体零件进行热处理,以改善其组织结构和性能。
常用的热处理方法有退火、正火、淬火等。
4.精密加工对经过热处理的阀体零件进行精密加工,以满足设计要求。
精密加工包括车削、铣削、钻削、磨削等工艺,以及涂层、喷砂等表面处理工艺。
5.组装将精密加工好的阀体零件进行组装,与其他阀门零件相连接,形成完整的阀门产品。
三、工艺参数1.铸造或锻造原料的选择要根据阀体的工作环境和要求来确定,通常需要考虑材料的强度、耐磨性、耐腐蚀性等因素。
2.铸造或锻造过程中的温度、时间、压力等参数需要根据具体的材料和工艺来确定,以保证铸造或锻造的质量。
3.热处理过程中的温度、时间、冷却速率等参数需要根据材料的性质和热处理方法来确定,以获得理想的组织结构和性能。
4.精密加工过程中的切削速度、进给量、切削深度等参数需要根据材料的硬度和加工要求来确定,以保证加工的精度和表面质量。
四、设备工具1.铸造或锻造需要的设备工具主要有炉子、模具、铸造或锻造机床等。
2.热处理需要的设备工具主要有炉子、冷却设备、测温仪等。
3.精密加工需要的设备工具主要有车床、铣床、钻床、磨床等。
4.组装需要的设备工具主要有手工工具、夹具等。
五、质量控制在阀体零件的机械加工过程中,需要进行严格的质量控制,以保证产品的质量。
主要包括材料的质量检验、铸造或锻造过程的质量控制、热处理过程的质量控制、精密加工过程的质量控制等。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
机械加工工艺过程卡片设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期20120619机械加工工序卡机械加工工序卡片产品型号零(部件)图号产品名称油阀座零(部件)名称油阀座共 10页第 1页车间工序号工序名材料牌号20 粗和半精车ZG45毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸铁 1 1设备名称设备型号设备编号同时加工车床CA6140 1夹具编号夹具名称切削液01三爪自定心卡盘工位器具编号工位器具名称工序工时/s准终单件27工步号工步内容工艺设备主轴转速/r﹒s-1切削速度/m﹒s-1进给量/mm﹒r-1走刀长度/mm进给次数工步工时/s机动辅助1 粗车右端面CA6140 6.671.46 0.5 35 1 15 3 粗车外圆Φ63CA614016.671.46 0.5 9 1 12设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片产品型号零(部件)图号产品名称油阀座零(部件)名称油阀座共 10页第 2页车间工序号工序名材料牌号30 钻ZG45毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸铁 1 1设备名称设备型号设备编号同时加工立式钻床Z550 1夹具编号夹具名称切削液01 三爪自定心卡盘工位器具编号工位器具名称工序工时/s准终单件84工步号工步内容工艺设备主轴转速/r﹒s-1切削速度/m﹒s-1进给量/mm﹒r-1走刀长度/mm进给次数工步工时/s机动辅助1 装夹2 钻Φ22孔Z550 2.08 0.144 0.41 58 1 84设计(日审核(日标准化(日期)会签(日期)期)期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片产品型号零(部件)图号产品名称油阀座零(部件)名称油阀座共 10页第3 页车间工序号工序名材料牌号车30 车ZG45毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸铁 1 1设备名称设备型号设备编号同时加工车床CA6140 1夹具编号夹具名称切削液05 三爪自定心卡盘工位器具编号工位器具名称工序工时/s准终单件53工步号工步内容工艺设备主轴转速/r﹒s-1切削速度/m﹒s-1进给量/mm﹒r-1走刀长度/mm进给次数工步工时/s机动辅助1 装夹2 车左端面CA614015 1.51 0.51 17 1 243 车内倒角CA6140 6.33 0.69 手动 14 车锥孔CA61408.33 0.52 0.37 20 1 125 粗车内螺纹CA6140 3.92 0.32 2 20 1 136 精车内螺纹CA6140 12.5 1.02 2 20 1 4 6 车1×45°倒角CA6140 6.33 0.69 手动标记处数更改文件号签字日期标记处数更改文件号签字日期20120619机械加工工序卡片产品型号零(部件)图号产品名称油阀座零(部件)名称油阀座共10页第4 页车间工序号工序名材料牌号40 车ZG45毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸铁 1 1设备名称设备型号设备编号同时加工车床CA6140 1夹具编号夹具名称切削液05工位器具编号工位器具名称工序工时/s准终单件12工步号工步内容工艺设备主轴转速/r﹒s-1切削速度/m﹒s-1进给量/mm﹒r-1走刀长度/mm进给次数工步工时/s机动辅助1 装夹2 半精车Φ24.5 CA6140 11.83 0.82 0.51 10 1 12设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片产品型号零(部件)图号产品名称油阀座零(部件)名称油阀座共10页第 5页车间工序号工序名材料牌号50 钻ZG45毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸铁 1 1设备名称设备型号设备编号同时加工Z515 1夹具编号夹具名称切削液04工位器具编号工位器具名称工序工时/s准终单件24工步号工步内容工艺设备主轴转速/r﹒s-1切削速度/m﹒s-1进给量/mm﹒r-1走刀长度/mm进给次数工步工时/s机动辅助1 装夹精车Φ24.5 CA6140 9.33 0.7 0.25 10 1 24设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片产品型号零(部件)图号产品名称油阀座零(部件)名称油阀座共 10页第6页车间工序号工序名材料牌号70 钻ZG45 毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸铁 1 1设备名称设备型号设备编号同时加工镗床T68 1 夹具编号夹具名称切削液03工位器具编号工位器具名称工序工时/s 准终单件24工步号工步内容工艺设备主轴转速/r﹒s-1切削速度/m﹒s-1进给量/mm﹒r-1走刀长度/mm进给次数工步工时/s机动辅助1 钻Φ10.5 Z550 5.85 0.19 0.25 34 1 24设计(日期)审核(日期)标准化(日期)会签(日期)张洪文标记处数更改文件号签字日期标记处数更改文件号签字日期20120620机械加工工序卡片产品型号零(部件)图号产品名称油阀座零(部件)名称油阀座共10页第 7页车间工序号工序名材料牌号80 铣ZG45毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸铁 1 1设备名称设备型号设备编号同时加工钻床XA5032 1夹具编号夹具名称切削液04工位器具编号工位器具名称工序工时/s准终单件61工步号工步内容工艺设备主轴转速/r﹒s-1切削速度/m﹒s-1进给量/mm﹒r-1走刀长度/mm进给次数工步工时/s机动辅助1 铣Φ24的端面XA5032 7.9 1.57 0.1 4 1 612 铣倒角XA50327.9 1.57 手动3设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片产品型号零(部件)图号产品名称油阀座零(部件)名称油阀座共 10页第 8页车间工序号工序名材料牌号90 钻ZG45毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸铁 1 1设备名称设备型号设备编号同时加工钻床Z515 1夹具编号夹具名称切削液03工位器具编号工位器具名称工序工时/s准终单件23工步号工步内容工艺设备主轴转速/r﹒s-1切削速度/m﹒s-1进给量/mm﹒r-1走刀长度/mm进给次数工步工时/s机动辅助钻Φ16孔(不到尺寸)Z550 4.17 0.2 0.34 26 1 23设计(日期)审核(日期)标准化(日期)会签(日期)张洪文标记处数更改文件号签字日期标记处数更改文件号签字日期20120620机械加工工序卡片产品型号零(部件)图号产品名称油阀座零(部件)名称油阀座共 10页第 9页车间工序号工序名材料牌号100 镗ZG45毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸铁 1 1设备名称设备型号设备编号同时加工T68 1夹具编号夹具名称切削液07工位器具编号工位器具名称工序工时/s准终单件13工步号工步内容工艺设备主轴转速/r﹒s-1切削速度/m﹒s-1进给量/mm﹒r-1走刀长度/mm进给次数工步工时/s机动辅助1 粗镗孔Φ16T6827.5 1.37 0.19 26 1 13设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片产品名称油阀座零(部件)名称油阀座共 10页第 10页车间工序号工序名材料牌号110 铣ZG45 毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸铁 1 1设备名称设备型号设备编号同时加工铣床X63 1 夹具编号夹具名称切削液03工位器具编号工位器具名称工序工时/s 准终单件76工步号工步内容工艺设备主轴转速/r﹒s-1切削速度/m﹒s-1进给量/mm﹒r-1走刀长度/mm进给次数工步工时/s机动辅助1 钻孔Φ3mm Z550 23.33 0.22 0.02 19 1 41钻孔Φ5mm Z550 23.33 0.39 0.015 12 1 35设计(日期)审核(日期)标准化(日期)会签(日期)张洪文标记处数更改文件号签字日期标记处数更改文件号签字日期20120620机械加工工序卡片产品名称油阀座零(部件)名称油阀座共 10页第 10页车间工序号工序名材料牌号120 钻ZG45 毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸铁 1 1设备名称设备型号设备编号同时加工铣床 Z525 1 夹具编号夹具名称切削液03工位器具编号工位器具名称工序工时/s 准终单件8工步号工步内容工艺设备主轴转速/r﹒s-1切削速度/m﹒s-1进给量/mm﹒r-1走刀长度/mm进给次数工步工时/s机动辅助1 钻在圆周上孔Φ2mm Z525 22.67 0.14 0.1 18 1 8设计(日期)审核(日期)标准化(日期)会签(日期)张洪文标记处数更改文件号签字日期标记处数更改文件号签字日期20120620机械加工工序卡片产品名称油阀座零(部件)名称油阀座共 10页第 10页车间工序号工序名材料牌号110 铣ZG45 毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸铁 1 1设备名称设备型号设备编号同时加工铣床X63 1 夹具编号夹具名称切削液03工位器具编号工位器具名称工序工时/s 准终单件76工步号工步内容工艺设备主轴转速/r﹒s-1切削速度/m﹒s-1进给量/mm﹒r-1走刀长度/mm进给次数工步工时/s机动辅助1 钻孔Φ3mm Z550 23.33 0.22 0.02 19 1 41钻孔Φ5mm Z550 23.33 0.39 0.015 12 1 35设计(日期)审核(日期)标准化(日期)会签(日期)张洪文标记处数更改文件号签字日期标记处数更改文件号签字日期20120620机械加工工序卡片产品名称油阀座零(部件)名称油阀座共 10页第 10页车间工序号工序名材料牌号130 钻ZG45 毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸铁 1 1设备名称设备型号设备编号同时加工铣床 Z525 1 夹具编号夹具名称切削液03工位器具编号工位器具名称工序工时/s 准终单件8工步号工步内容工艺设备主轴转速/r﹒s-1切削速度/m﹒s-1进给量/mm﹒r-1走刀长度/mm进给次数工步工时/s机动辅助1 钻在右端面上的孔Φ2mm Z525 22.67 0.14 0.1 18 1 8设计(日期)审核(日期)标准化(日期)会签(日期)张洪文标记处数更改文件号签字日期标记处数更改文件号签字日期20120620机械加工工序卡片产品名称油阀座零(部件)名称油阀座共 10页第 9页车间工序号工序名材料牌号140 镗ZG45毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸铁 1 1设备名称设备型号设备编号同时加工T68 1 夹具编号夹具名称切削液07工位器具编号工位器具名称工序工时/s 准终单件10工步号工步内容工艺设备主轴转速/r﹒s-1切削速度/m﹒s-1进给量/mm﹒r-1走刀长度/mm进给次数工步工时/s机动辅助1 精镗孔Φ16T6833.33 2.09 0.1 33 1 10设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片产品名称油阀座零(部件)名称油阀座共 10页第 9页车间工序号工序名材料牌号100 镗ZG45毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸铁 1 1设备名称设备型号设备编号同时加工T68 1 夹具编号夹具名称切削液07工位器具编号工位器具名称工序工时/s 准终单件5工步号工步内容工艺设备主轴转速/r﹒s-1切削速度/m﹒s-1进给量/mm﹒r-1走刀长度/mm进给次数工步工时/s机动辅助1 粗镗孔Φ16.8T680.67 0.14 手动 1 5设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片产品名称油阀座零(部件)名称油阀座共 10页第 9页车间工序号工序名材料牌号100 镗ZG45毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸铁 1 1设备名称设备型号设备编号同时加工T68 1 夹具编号夹具名称切削液07工位器具编号工位器具名称工序工时/s 准终单件5工步号工步内容工艺设备主轴转速/r﹒s-1切削速度/m﹒s-1进给量/mm﹒r-1走刀长度/mm进给次数工步工时/s机动辅助1 铣缺口XA503224.17 1.82 0.03 10 1 5设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期。