基于可拓工程方法的加工中心可靠性研究
CNC加工中心项目可行性研究报告完整立项报告
CNC加工中心项目可行性研究报告完整立项报告项目名称:CNC加工中心项目可行性研究报告一、项目背景和目标随着制造业的快速发展和技术的进步,CNC(计算机数控)加工中心已经成为现代制造业中不可或缺的设备之一、CNC加工中心能够实现高精度、高效率和高度自动化的加工过程,对于提高产品质量、生产效率和工作环境条件都具有重要意义。
本项目旨在建立一家专业从事CNC加工中心生产和销售的企业,为制造行业提供高质量的加工设备,满足市场需求。
二、市场分析1.市场需求:随着工业化进程的加快,国内制造业对高精度和高效率设备的需求不断增长。
CNC加工中心在汽车、航空航天、机械制造等行业中的应用广泛,市场潜力巨大。
2.竞争分析:目前市场上已经存在许多CNC加工中心生产企业,竞争较为激烈。
但是市场对于高品质、高可靠性和高定制化的设备的需求依然存在,本项目通过提供定制化产品和服务,满足市场的特殊需求,以此在竞争中脱颖而出。
三、技术分析本项目的核心技术是CNC加工中心的研发和制造。
公司将聘请一支具备丰富经验和专业知识的技术团队,在CAD/CAM软件、机械结构设计、控制系统等方面进行研发。
通过引进先进的加工设备和生产工艺,确保产品质量和生产效率的提升。
四、经济效益预测根据市场调研和销售预测分析,预计项目在建立初期可能会面临一定的市场推广和产品认可的难题。
然而随着时间的推移,公司通过提供高品质产品和优质的售后服务,将逐渐获得市场份额和用户认可。
预计项目在三年内实现年营业额大于1000万元,并逐年增长。
五、投资风险评估1.技术风险:2.市场风险:市场竞争激烈,项目需要针对市场需求进行准确预测和合理定位,制定市场推广策略,降低市场风险。
3.财务风险:项目需要大量资金投入,财务风险较高。
投资者应具备充足的投资实力,同时制定合理的资金使用计划,降低财务风险。
六、项目实施计划1.前期准备(1个月):市场调研、项目立项、团队组建、资金筹措等。
2.设计与制造(6个月):研发CNC加工中心的关键技术、制定生产计划、采购加工设备等。
基于可拓理论的某机械系统失效模式与效果分析

基于可拓理论的某机械系统失效模式与效果分析导言:在现代工程领域,机械系统的设计和运行安全性是至关重要的。
然而,由于各种外界因素和内部故障,机械系统可能会发生失效,从而导致生产中断、财产损失甚至人员伤亡。
因此,进行失效模式与效果分析(Failure Mode and Effects Analysis,简称FMEA),对机械系统的可靠性评估和风险控制具有重要意义。
本文将使用可拓理论(Rough Set Theory)来分析某机械系统的失效模式与效果,以评估其可靠性并提出改进措施。
一、可拓理论简介可拓理论是基于数学和逻辑推理的一种不确定性处理方法,广泛应用于风险评估和数据挖掘领域。
其核心思想是通过处理模糊和不完全信息,建立不确定性知识库,进行准确的决策分析。
在FMEA中,可拓理论可以用于处理失效模式和失效影响之间的模糊性和不确定性,帮助分析师更准确地评估机械系统的可靠性。
二、某机械系统的失效模式分析在对某机械系统进行FMEA时,首先需要确定可能的失效模式。
失效模式通常是指在某种特定的工作状态下,机械系统无法按照设计要求正常运行的情况。
下面将以某高速列车的门系统为例进行失效模式分析:1. 门打开速度过慢原因:液压系统故障、门轨道堵塞、传感器故障等。
后果:乘客进出速度变慢,影响列车的运行效率。
2. 门无法完全关闭原因:门锁故障、电子控制系统故障、门与车身间隙过大等。
后果:安全隐患,乘客可能受到挤压或脱离列车。
3. 关闭力道不稳定原因:电机故障、传动链路断裂、控制系统异常等。
后果:乘客可能在进出门时失去平衡,造成意外摔倒。
此外还可能存在其他失效模式,但由于篇幅限制,本文只选取了上述几种进行分析。
三、失效效果分析与改进措施失效效果分析是评估失效模式对机械系统性能和安全性的影响的过程。
通过对失效效果的分析,可以制定相应的改进措施来提高机械系统的可靠性。
下面将对上述失效模式的效果进行分析并提出改进措施:1. 门打开速度过慢效果:影响列车的运行效率。
加工中心项目可行性研究报告

加工中心项目可行性研究报告
格式简洁,逻辑合理,语句表达准确,适当参考其他文献,摘录1-2段话就可以,本文档约2350字,共6页
一、项目背景
随着社会经济的快速发展,加工业正在发挥发展的活力,为促进加工业的发展,建立加工中心项目,打破地域和行业间的壁垒,成为推动社会经济发展的重要措施。
本文主要对加工中心项目提出可行性研究,包括论证,评价等内容。
二、项目论证
(一)市场可行性论证
1、市场需求调研
通过对当地市场进行调研,了解需求类型、程度和需求量,以支持产业链的发展。
2、项目客户调研
根据产品类型和市场需求,分析客户结构,尽可能全面地考察客户背景,以求了解客户意愿,从而确定项目的市场定位。
3、市场竞争分析
对市场现有竞争者进行比较,分析竞争优势,通过竞争分析来确定项目的市场优势。
(二)技术可行性论证
1、技术方案确定
根据企业的需求和生产过程,确定最佳的技术方案,细化各设备结构及特性。
2、能源供应系统
制定合理的系统关系,设计合理的供电方案,确保项目的稳定供电。
3、安全控制系统。
基于物元可拓模型的数控机床可靠性评价

2011年第06期(总第256期)吉 林 农 业JILIN AGRICULTURENO.06,2011(CumulativetyNO.256)314 JILIN AGRICULTURE在日趋激烈的开放市场竞争中,数控机床可靠性成为广大用户关注的焦点,国内外研究表明[1]:如何评价子系统的可靠性水进而评价整机的可靠性水平成为国内外研究的热点。
本文采用物元理论和可拓集合论中的相关函数分析法,得到各子系统可靠性评价的综合模型。
1 基本概念物元:给定事物的名称 ,它关于特征 的量值为 ,以有序三元组 作为描述事物的基本元[2]。
2 实例分析本文以某型号数控机床刀架、电气、液压三个子系统为例,根据文献[3]确定子系统可靠性评价指标为:MTTEF (小时), MTBF (小时),MTTR (小时)和 F (个),则物元分析模型中可靠性评价指标 。
可靠性水平由高到低的评价等级为:1,2,3,则物元分析模型中的 。
2.1 确定子系统可靠性评价物元模型经典域2.2 确定子系统可靠性评价物元模型节域2.3 确定刀架、电气、液压系统可靠性物元模型2.4计算关联度将刀架系统物元模型与2.1和2.2中经典域和节域代入式 ,得刀架系统关联矩阵(1)由专家经验打分得到各评价指标的权重为将 和式(1)带入式 ,求得刀架与各等级的综合关联度为得该数控机床刀架可靠性水平为3级。
同理,可计算电气和液压的综合关联度综上,这三个子系统的可靠性水平由高到底的顺序为:电气系统、液压系统、刀架。
3 结论本文利用物元模型理论,得出电气系统可靠性水平相对较高,其次是液压系统,刀架可靠性水平较低,这与机床实际运行情况相符。
参考文献[1] 张英芝.申桂香.吴甦等.基于模糊理论的数控车床故障分析[J].中国机械工程. 2009(19):2354-2357.[2] Q.Long,M.Xie,etc. Reliability analysis and optimization of weighted voting systems with continuous states input[J].Europan journal of operational research,2007(8):240-252.[3] 申桂香,张英芝,薛玉霞,等.基于熵权法的数控机床可靠性综合评价[J].吉林大学学(工学版,2009(5):1208-1211.作者简介:邵娜(1981-),女,吉林大学机械科学与工程学院博士,研究方向:面向生命周期的数控装备可信性技术。
加工中心可行性研究报告

加工中心可行性研究报告一、引言随着工业的不断发展,加工中心在制造业中扮演着越来越重要的角色。
加工中心作为一种先进的加工设备,不仅能够提高生产效率,还能够提高产品质量,降低生产成本,受到了广泛的应用和青睐。
本报告旨在对加工中心的可行性进行研究,分析其在当前市场环境下的发展前景与机遇,为企业的投资决策提供参考。
二、市场分析1. 行业发展概况中国制造业的快速发展推动了加工中心行业的迅速成长。
加工中心作为一种高效、精密的加工设备,能够满足复杂零部件的加工需求,受到了广泛的应用。
目前,中国加工中心市场呈现出快速增长的趋势,市场需求持续增加,发展潜力巨大。
2. 市场需求分析随着制造业的转型升级,产品的精度和质量要求不断提高,对加工中心的需求也在不断增加。
自动化、柔性化生产模式的推广,使得加工中心成为工厂自动化升级的重要组成部分。
同时,汽车、航空、电子、模具等行业的快速发展,也带动了对加工中心的需求增长。
3. 竞争分析目前,国内外加工中心生产厂家众多,市场竞争激烈。
国外厂家在技术和品牌方面具有一定优势,国内厂家在成本和服务方面有一定竞争优势。
在进入市场之前,需要了解竞争对手的产品、价格、市场份额等情况,进行充分的竞争分析。
三、技术分析1. 加工中心的技术特点加工中心具有高精度、高速度、柔性化生产等特点,能够完成复杂零部件的加工,适用于批量生产。
其采用了数控系统、自动换刀装置、自动化送料等先进技术,大大提高了生产效率和产品质量。
2. 技术研发走向随着科技的不断发展,加工中心的技术也在不断进步。
高速高精加工技术、柔性化生产技术、智能化操作技术等成为当前研发的热点。
企业需要不断跟进行业的最新技术动态,进行技术创新和技术升级。
四、成本与效益分析1. 投资成本分析加工中心属于一种大型设备,需要耗资较高。
投资成本包括设备购置费、生产厂房建设费、技术人才培养和管理人员费用等。
在投资之前,需要进行详细的成本预算,确保投资规模和资金充足。
加工中心制造项目可行性研究报告

加工中心制造项目可行性研究报告一、项目背景加工中心作为一种高效、灵活和智能的机械加工设备,广泛应用于汽车、航空航天、电子、机械制造等行业。
随着工业自动化和数字化程度的提高,市场对加工中心的需求也在逐年增加。
因此,建设一家加工中心制造项目具有良好的发展前景和市场潜力。
二、市场分析1.行业现状当前,我国制造业正处于由大变强的转型升级阶段,数控机床产业也在发展壮大。
加工中心作为数控机床的重要组成部分,市场需求量呈上升趋势,并且技术、质量和性能要求也越来越高。
2.市场需求随着制造业向高端发展,加工中心在汽车、航空航天、电子等行业的应用越来越广泛。
其对高精度、高效率加工的需求不断增加,市场潜力巨大。
3.竞争分析目前,国内加工中心制造项目处于增长期,但市场上存在一些强劲的竞争对手。
这些公司拥有先进的技术、强大的研发实力和丰富的市场经验,如华中数控、Dalian Machine Tool Group等。
因此,在进入市场时应充分了解竞争对手的产品特点和市场定位,制定有效的市场营销策略。
三、技术分析1.设备与技术2.研发投入为了提高产品竞争力,项目应加大研发投入,不断推陈出新,提高产品性能和质量。
四、生产能力分析根据市场需求和资源条件,合理规划生产能力。
通过引进或自主研发设备,提高设备利用率和产能,并保证产品质量和交货期,以满足客户需求。
五、经济效益分析1.投资规模根据项目规模和生产能力,科学确定投资规模。
包括设备投资、研发费用、人力资源投入等。
2.成本控制3.盈利能力通过市场营销策略和产品质量的提升,提高市场份额和销售额,使企业实现规模经济,提高盈利能力和竞争力。
六、环境影响分析在加工中心制造项目中,应注重环境保护,合理消耗资源,减少废弃物的排放。
建立和完善环境管理体系,确保项目的可持续发展。
七、风险分析与对策在加工中心制造项目中,存在一些风险和不确定性,如市场变化、竞争压力、技术风险等。
项目方需制定风险管理策略,降低风险对项目的影响。
加工中心精度可靠性分析

Ma. 1 r02 2
Ax Kx 1 1Kx 3X 3Kx 5 = dAd+ d /d+ dA如+ Ad 6
机 械 设 计 与 制 造
表 2 角度 取 值
l 7
Ay K dAd+ 3 3f dAd+ y6 6 y3 s ( ) = y 1 l dAd+ 5 5 aAd K aAa ^ ; y r + 4
}为了 分析各运动参数对精度可靠性的影响程度, 建立了 机构精度可靠性数学模型, 应用解析法 进行了
;精度可靠性灵敏度分析, 出 得 运动可靠度对各运动参数误差均值和方差的灵敏度。 ;
;
关键词 : 精度可靠性; 精度工作空间; 精度可靠性灵敏度
【 btat Fv A s c】 i r e tri - ln et nip r n n da e Cmahn n ed j unn mii cne i a ot t davc dN c i i lso。 g lg rs m a a w e f i
—
as n i ai
_
sn /ia 1 c s  ̄iail i Osn o Osn
一 _
dc s i io a
_
0
0
1
将表 1 中各参数代入( ) , 出各变换矩阵 , 1中 得 进而 得出运
动 方程 为 :
cos
( d吣d 孚 6 3 s i
( c 一 6 以 +i 争 。 一 )s2 噍s 2 dn 。 0
lri iyom h i n r uth s sitop ci lbif a in nrs n- ea l fr a in c t biTee i i r i n eaiyomc ng et aa lbi c n g e ei l nt y es ri l r h i c ei t s . v f o t
立式加工中心可靠性测试与评价技术的研究的开题报告

立式加工中心可靠性测试与评价技术的研究的开题报告一、选题背景和意义立式加工中心广泛应用于机械制造、航空、汽车、造船等各个领域,成为现代制造业中不可或缺的重要设备。
然而,由于加工时的高强度运作和长时间使用,立式加工中心的可靠性问题一直受到关注。
面对日益激烈的市场竞争,如何提高立式加工中心的可靠性,降低维修保养成本,对于企业的生存和发展具有重要的意义。
二、研究内容和目标本研究主要针对立式加工中心的可靠性进行测试和评价,包括以下几个方面:1. 立式加工中心的可靠性测试方法及策略研究;2. 立式加工中心的故障统计分析及故障诊断技术研究;3. 基于可靠性测试结果的立式加工中心的可靠性评价与分析;4. 针对立式加工中心的可靠性问题提出解决方案,提高其可靠性指标。
本研究旨在通过建立立式加工中心的可靠性测试和评价模型,提高立式加工中心的可靠性,减少设备故障及停机时间,从而提高企业的生产效率和经济效益。
三、研究方法和技术路线本研究将采用以下方法和技术路线:1. 文献研究:对于立式加工中心的可靠性测试和评价的相关文献进行归纳和总结,了解现有可靠性测试方法和技术;2. 可靠性测试:采用加速寿命试验、冲击试验、振动试验等可靠性测试方法,对立式加工中心进行测试;3. 故障统计分析:通过故障记录、故障排除和故障分析等方法,对立式加工中心的故障情况进行统计和分析;4. 可靠性评价:根据测试和分析结果,使用可靠性评价模型对立式加工中心的可靠性进行评价;5. 解决方案提出:针对立式加工中心的可靠性问题,提出相应的解决方案,以提高设备的可靠性和稳定性。
四、预期结果本研究预期将得到以下结果:1. 建立立式加工中心的可靠性测试和评价模型,并验证其可行性;2. 分析立式加工中心的故障情况,找出故障原因并提出解决方案;3. 提高立式加工中心的可靠性指标,减少设备故障及停机时间,提高企业的生产效率和经济效益。
五、进度安排本研究计划分为以下几个阶段完成:1. 阶段一:文献调研和可靠性测试方法研究(3个月);2. 阶段二:立式加工中心测试和故障分析(9个月);3. 阶段三:可靠性评价和解决方案提出(3个月);4. 阶段四:论文撰写和答辩(3个月)。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
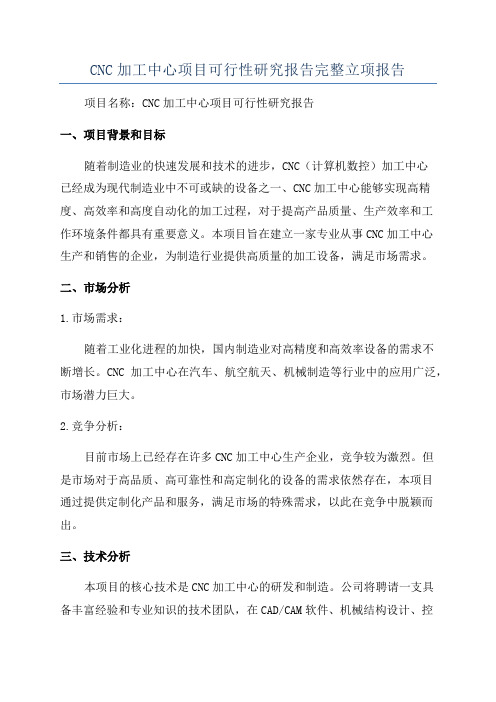
2003年11月系统工程理论与实践第11期 文章编号:100026788(2003)1020099206基于可拓工程方法的加工中心可靠性研究戴 怡1,周云飞1,贾亚洲2,韩爱国1(1.华中科技大学机械学院,湖北武汉430074;2.吉林大学机械学院,吉林长春130025)摘要: 在考虑传统可靠性方法局限的情况下,应用可拓工程方法的优度评价原理,定义并计算了加工中心各子系统及其故障模式对加工中心可靠性的影响度与影响因子Λ结合某加工中心故障实例,在综合考虑各故障因素的情况下,进行了详细计算,并且提出了可靠性改进措施Λ关键词: 可拓工程;可靠性;加工中心中图分类号: T G659;TB114.3 文献标识码: A M ach in ing Cen ter R eliab ility Study Based on Ex ten si on M ethod DA I Y i1,ZHOU Yun2fei1,J I A Ya2zhou2,HAN A i2guo1(1.Schoo l of M echan ical Engineering,H uazhong U n iversity of Science and T echno logy,W uhan430074,Ch ina;2.Schoo l of M echan ical Engineering,J ilin U n iversity,Changchun130025,Ch ina)Abstract: T he paper takes accoun t of the li m it of conven ti onal m ethod of reliab ility.U tilizingop ti m izati on evaluati on p rinci p le of ex ten si on m ethod,the paper defines and calcu lates the effect degreeand effect facto r of sub system and its failu re mode to reliab ility of m ach in ing cen ter.U ndercon siderati on of vari ou s failu re item s,the paper gives the detailed calcu lati on fo r a m ach in ing cen ter andp rovides reliab ility i m p rovem en t m ean s.Key words: ex ten si on engineering;reliab ility;m ach in ing cen ter1 引言加工中心是现代制造系统的基本单元,其可靠性研究具有重要意义Λ加工中心的故障是多种多样的,它们对加工中心可靠性的影响也是不一样的Λ例如:主轴与刀库相撞、地线接错等故障相对于刀夹损坏故障,对加工中心可靠性的影响要大得多Λ因此有效地区分这些故障,在设计、制造、安装调试和售后维修等方面对某些故障给予足够重视,并采取相应的改进措施,对提高加工中心可靠性是十分有效的Λ传统的可靠性方法用“危害度”来表示不同故障模式对产品的影响程度[1],它的前提是已知产品各部件或零件的失效率,否则危害度无法计算Λ然而加工中心是一个复杂的系统,要测一些部件的失效率耗资大、时间长,并且其结构和零件由于技术进步时常会变化或更新,因此这种方法用于加工中心是不适宜的Λ可拓工程方法[2]中的优度评价原理(也称优度评价法)在对各衡量条件加权的情况下,评价一个对象的优劣程度,用这种方法表示不同故障对加工中心可靠性的影响,有较好效果Λ本文应用优度评价法,在综合考虑故障频率、故障类别、故障维修难度和故障维修时间的情况下,结合某国产加工中心的实例,定义并计算了加工中心各子系统及其故障模式对加工中心可靠性的影响度与影响因子Λ进而提出了可靠性改进措施Λ收稿日期:2002210222资助项目:国家“九五”重点科技攻关资助项目(97-776-03-01 02) 作者简介:戴怡(1962-),男,华中科技大学机械学院博士后研究人员,主要从事数控技术与数控机床可靠性研究, Em ail:dym lx@2 确定衡量条件、权系数与关联函数通过对大量故障数据的统计分析可以得到这些故障的故障频率、故障类别、故障维修难易程度和维修时间的大致估计Ζ为了计算这些故障因素对加工中心可靠性的影响度与影响因子,这里首先定义衡量条件、权系数与关联函数Ζ1)确定衡量条件设衡量条件集为V =(V 1,V 2,V 3,V 4).V 1表示子系统或部件的故障频率;V 2表示故障类别:致命故障、严重故障、一般故障和轻微故障;V 3维修难易程度:难、较难、一般、容易;V 4表示维修时间:长、较长、一般、短Ζ2)确定权系数通过多方面考虑,确定四个衡量条件V 1,V 2,V 3和V 4的判断矩阵如表1Ζ表1V 1V2V3V4V 11355V 21 3133V 31 51 313V41 51 31 31在表1的判断矩阵中,条件V 1相对于条件V 2稍微重要,相对于条件V 3、V 4明显重要Ζ条件V 2相对于条件V 3、V 4稍微重要Ζ利用层次分析法[3],计算出判断矩阵的最大特征根及其对应的特征向量,得到权系数向量为:Α=(Α1,Α2,Α3,Α4)=(0.5436,0.2442,0.1359,0.0763) 3)建立关联函数为了将非数量量值转化为数量量值,以表达某些量符合要求的程度,可拓集合论建立了关联函数的概念Ζ关于V 1的关联函数为:K 1(x )=x , x =故障频率关于V 2的关联函数为:K 2(x )=1x =致命故障0.75x =严重故障0.5x =一般致障0.25x =轻微故障关于V 3的关联函数为:K 3(x )=1x =难0.70x =较难0.5x =一般0.25x =容易关于V 4的关联函数为:K 4(x )=1x =长0.75x =较长0.5x =一般0.25x =短3 某型加工中心各子系统对整机可靠性的影响度与影响因子3.1 各子系统故障的情况我们对70余台某型加工中心近二年来的180余条故障数据进行了统计分析,得到了表1所示的各子系统故障因素统计表Ζ该加工中心包括主轴系统、刀库、…、辅助装置等七个子系统,该机床没有机械手,而由刀库与主轴协调动作完成换刀Ζ3.2 合格度的计算合格度是优度评价法的一个概念,在这里表示各故障因素符合要求的程度Ζ将上述各值分别代入关联函数,得到合格度为:K 1=(K 1(A 1),K 1(A 2),…,K 1(A 7))=(0.2541,0.1676,0.0865,0.2811,0.0595,0.1135,0.0378)K 2=(K 2(A 1),K 2(A 2),…,K 2(A 7))==(0.75,0.50,0.50,0.75,0.75,0.5,0.25)K 3=(K 3(A 1),K 3(A 2),…,K 3(A 7))=(0.70,0.50,0.50,0.70,0.5,0.5,0.25)K 4=(K 4(A 1),K 4(A 2),…,K 4(A 7))=(0.75,0.50,0.50,0.5,0.5,0.5,0.25)001系统工程理论与实践2003年11月表1 各子系统的故障因素子系统故障频率%故障类别维修难度维修时间主轴系统A 125.41严重较难较长刀库A216.76一般一般一般进给系统A 38.65一般一般一般数控系统A 428.11严重较难一般电气系统A 55.95严重一般一般电源A611.35一般一般一般辅助装置A 73.78轻微容易短把合格度规范化得到规范合格度为:k 1=(0.9040,0.5962,0.3078,1,0.2117,0.4038,0.1345)=(k 11,k 12,…,k 17)k 2=(1,0.6667,0.6667,1,1,0.6667,0.3333)=(k 21,k 22,…,k 27)k 3=(1,0.7143,0.7143,1,0.7143,0.7143,0.3571)=(k 31,k 32,…,k 37)k 4=(1,0.6667,0.6667,0.6667,0.6667,0.6667,0.3333)=(k 41,k 42,…,k 47)3.3 各子系统对加工中心可靠性的影响度优度评价法定义衡量条件的权系数与规范合格度的积为优度,这里根据可靠性工程的需要,将其定义为子系统对加工中心可靠性的影响度Ζ主轴系统A 1的规范合格度为:K (A 1)=k 11k 21k 31k 41=0.9040111故A 1对加工中心的影响度为:C (A 1)=ΑK (A 1)=0.9478同理可得刀库A 2、进给系统A 3、…辅助装置A 7对整机的影响度为:C (A 2)=ΑK (A 2)=0.6348 C (A 3)=ΑK (A 3)=0.4781 C (A 4)=ΑK (A 4)=0.9745C (A 5)=ΑK (A 5)=0.5072 C (A 6)=ΑK (A 6)=0.5303 C (A 7)=ΑK (A 7)=0.22853.4 各子系统对加工中心可靠性的影响因子某子系统对加工中心可靠性的影响因子定义为该子系统的影响度在全部子系统中所占比例Ζ由此主轴系统A 1的影响因子为:P (A 1)=C (A 1) (C (A 1)+C (A 2)+…+C (A 7))=0.2204 同理可得刀库A 2、进给系统A 3、…辅助装置A 7对整机的影响因子为:P (A 2)=0.1476 P (A 3)=0.1112 P (A 4)=0.2266P (A 5)=0.1180 P (A 6)=0.1233 P (A 7)=0.05314 子系统内各故障模式对加工中心的影响度与影响因子由于本计算是在计算子系统对整机可靠性的影响度与影响因子的基础上进行的,所以子系统内各故障模式的衡量条件以及各衡量条件的权系数与前面给出的权系数相同Ζ对各故障因素,如故障频率、故障类别等定义的关联函数也与前面的相同Ζ表2的1-6列给出了加工中心各子系统及子系统内各故障模式的故障因素Ζ4.1 主轴系统故障模式的合格度因为权系数和关联函数的定义与计算子系统影响度时的定义相同Ζ所以将上述各值分别代入关联函数并规范化,得到规范合格度为:101第11期基于可拓工程方法的加工中心可靠性研究k1=(0.5217,0.1304,0.0869,1,0.0869)=(k11,k12,…,k15)k2=(1,0.6667,0.6667,1,0.6667)=(k21,k22,…,k25)k3=(0.7143,0.7143,0.7143,1,0.3571)=(k31,k32,…,k35)k4=(0.6667,0.6667,0.6667,1,0.6667)=(k41,k42,…,k45)表2 子系统内各故障模式的影响度与影响因子子系统及其对整机的影响因子故障模式故障频率故障类别维修难度维修时间对子系统的影响度子系统内影响度比例对整机的影响因子主轴系统A1 (22.04%)元器(零部)件损坏A1128.57%严重一般一般0.67580.25040.0552液、汽、油渗漏A127.14%一般一般一般0.38160.14140.0312运动部件卡死A134.76%一般一般一般0.35800.13260.0292主轴失调A1454.76%严重较难较长1.00000.37050.0817紧固件松动A154.76%一般容易短0.28400.10520.0232刀库A2 (14.76%)刀库失调A2155.17%一般一般较长0.91860.31160.0460液、汽、油渗漏A2213.79%一般一般一般0.48550.16470.0243零部件损坏A2324.14%严重一般一般0.66880.22690.0335主轴与刀库相撞A243.45%严重一般较长0.49040.16630.0245传感部件失灵A253.45%一般一般一般0.38490.13060.0193进给系统A3 (11.12%)零部件损坏A3138.46%一般一般一般0.91860.29860.0332回零不准A3223.08%严重一般一般0.78260.25440.0283转位、移位超程A3330.77%严重一般一般0.89130.28970.0322元器件参数漂移A347.69%一般一般一般0.48370.15720.0175数控系统A4 (22.66%)元器(零部)件损坏A4161.54%严重一般一般0.96120.34270.0777系统参数出错A4221.15%严重较难一般0.64320.22930.0520线路电缆短路A437.69%一般一般一般0.40410.14410.0327元器件接触不良A443.85%一般较难一般0.40900.14580.0330其它A455.76%一般一般一般0.38700.13800.0313电气系统A5 (11.80%)元器(零部)件损坏A5147.61%严重一般一般0.89370.31070.0367元器件接触不良A5228.57%一般较难一般0.66050.22960.0271地线接错A5314.29%致命一般一般0.57420.19960.0236液、汽、油渗漏A544.76%一般一般一般0.34340.11940.0141线路、电缆短路A554.76%严重一般一般0.40440.14060.0166电源A6 (12.33%)外部电压过高、过低、不稳A619.52%严重一般一般0.48270.23790.0293线路、电缆短路A6233.33%一般较难一般0.66670.32860.0405元器(零部)件损坏A6357.14%一般一般较长0.87980.43360.05354.2 主轴系统内各故障模式对加工中心的影响度这里利用优度评价法的优度的概念,将衡量条件的权系数与规范合格度的积定义为各故障模式对它201系统工程理论与实践2003年11月所隶属的子系统的影响度Λ元器(零部)件损坏A 11规范合格度为:K (A 11)=k11k 21k 31k 41=0.521710.71430.6667.故A 11对主轴系统的影响度为:C (A 11)=ΑK (A 11)=0.6758同理可得主轴内其他故障模式对主轴系统的影响度:C (A 12)=ΑK (A 12)=0.3816 C (A 13)=ΑK (A 13)=0.3580C (A 14)=ΑK (A 14)=1 C (A 15)=ΑK (A 15)=0.28404.3 主轴系统各故障模式对加工中心的影响因子的计算①各故障模式对主轴系统的影响度所占比例A 11对主轴系统的影响度所占比例=C (A 11)(C (A 11)+C (A 12)+…+C (A 15))=0.2504 同理: A 12对主轴系统的影响度所占比例=0.1414,A 13对主轴系统的影响度所占比例=0.1326 A 14对主轴系统的影响度所占比例=0.3705,A 15对主轴系统的影响度所占比例=0.1052 ②各故障模式对加工中心的影响因子 因为主轴系统对加工中心的影响因子为0.2204,所以A 11对加工中心的影响因子为:P (A 11)=0.2204×0.2504=0.0552 同理可得主轴内其他故障模式对加工中心的影响因子为:P (A 12)=0.0312 P (A 13)=0.0292 P (A 14)=0.0817 P (A 15)=0.02324.4 其它子系统内各故障模式的影响度与影响因子同理可以计算其它子系统内各故障模式对整机的影响度与影响因子,结果列于表2的7-9列Ζ计算结果还见于图1Ζ图1 加工中心子系统内各故障模式对整机的影响度与影响因子301第11期基于可拓工程方法的加工中心可靠性研究401系统工程理论与实践2003年11月5 影响度与影响因子的计算对加工中心可靠性分析与改进的意义在图1和表2中,各子系统中零部(元器)件损坏故障模式的影响因子总和为:25.66%,即A11+A23 +A31+A41+A51+A63=25.66%Λ各子系统中的调整性故障(包括主轴失调、刀库失调、主轴与刀库相撞、进给系统的回零与超程故障)影响因子总和为:21.27%,即A14+A21+A24+A32+A33=21.27%Λ由此可以看到,在综合考虑故障频率、故障类别、故障维修难度和故障维修时间的情况下,零部(元器)件损坏故障模式对加工中心可靠性的影响位列第一,调整性故障模式位列第二Λ损坏型故障是加工中心的重要失效形式,这与其它产品,如汽车[4]、普通数控机床[5],基本上是一致的Λ而调整性故障反映了加工中心固有的特点Λ从图1和表2还可以看出,数控系统和主轴系统对加工中心可靠性的影响因子较大,分别为0.2266和0.2204Λ其中数控系统的元器(零部件)损坏的影响因子为0.0777,主轴系统的调整性故障的影响因子为0.0817,都是比较高的,应首先对其进行可靠性改进Λ此外,地线接错故障模式的影响因子为0.0236,是不容忽视的,由于它曾引起致命性故障,所以也应该首先进行改进Λ6 结论在传统的可靠性方法中,故障模式、影响及危害性分析是一个好的方法Λ但对于加工中心这样一个复杂的、至少有上百个元件组成的闭环系统来说,求解危害度所必需的失效率的计算是一个难于逾越的障碍Λ计算失效率需纪录这近百台机床二年来每天的工作时间或维修时间,另外加工中心的可靠性必须是在真实使用条件下测出来的,所以其工作时间和维修时间只能由各地的操作人员来完成,因此确定各零部件的失效率是一项非常复杂、浩繁的工程Λ事实上,世界上只有美国为了军工或宇航工业的需要,投巨资测算过一些元器件的失效率,其他国家鲜有这样的投入Λ所以传统的可靠性方法中的故障模式、影响及危害性分析应用于民用工业受到了极大的挑战Λ本文基于可拓工程方法的加工中心可靠性研究,最大限度地利用了已收集到的故障数据,成功地计算了加工中心各子系统极其故障模式对整机可靠性的影响度与影响因子,较好地解决了由于失效率难以计算给可靠性研究带来的困难Λ参考文献:[1] 徐维新,秦英孝.可靠性工程[M].北京:电子工业出版社,1988.[2] 蔡文,杨春燕,林伟初.可拓工程方法[M].北京:科学出版社,1997:86-116,188-194.[3] 赵焕臣,等.层次分析法——种简易的新决策方法[M].北京:科学出版社,1986.1-43.[4] 李显生,等.国产载货汽车的整车可靠性评价[J].公路交通科技,2000,17(5):81-84.[5] 韩卓立.CK7815数控车床可靠性考核[J].制造技术与机床,1994,(4):18-19。