0803焊工技能评定记录
评分记录表

评分人:
年月日
核分人:
年月日
10GS10000000-60402050030001
第1页 共2页
职业技能鉴定国家题库试卷
焊工中级操作技能考核评分记录表
考件编号:
姓名:
准考证号:
单位:
试题 2、CO2 焊低碳钢板对接立位或横位焊单面焊双面成型
序号 考核内 容
考 核 要 点 配分
职业技能鉴定国家题库试卷
焊工中级操作技能考核评分记录表
考件编号:
姓名:
准考证号:
单位:
试题 1、CO2 焊低碳钢板对接平位焊单面焊双面成型
序号 考核内 容
考 核 要 点 配分
评分标准
扣分 得分
1
焊前准 备
①工件清理(焊前、
焊后) ②定位焊
---
③焊接参数调整
在总分中扣除:10 分 ①工件清理不干净 ②定位焊定位不正确 ③焊接参数调整不正确
孔、夹渣、未焊透、未熔合等任何缺陷存在;
评分人:
年月日
核分人:
年月日
10GS10000000-60402050030001
第2页 共2页
扣4分 扣4分 扣4分 扣完为 止
①焊缝余高
①焊缝余高>3mm;
扣 10 分
②焊缝余高差
②焊缝余高差>2mm; 扣 10 分
③焊缝宽度差
③焊缝宽度差>3mm; 扣 10 分
④背面余高
④背面余高>3mm;
扣 10 分
⑤焊缝直线度
⑤焊缝直线度>2mm; 扣 10 分
⑥角变形
⑥角变形>3;
扣 10 分
2
焊缝外 ⑦错边 观质量 ⑧背面凹坑
专项焊工评分表
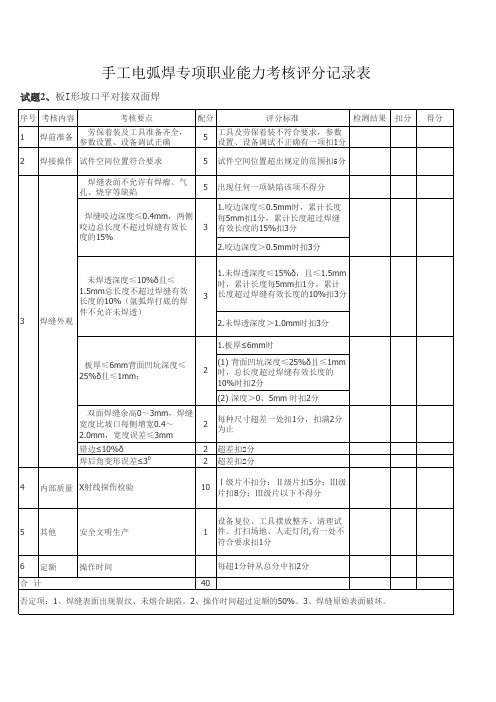
试题2、板I形坡口平对接双面焊
序号 考核内容 1 2 焊前准备 考核要点 劳保着装及工具准备齐全, 参数设置、设备调试正确 配分 5 5 5 评分标准 工具及劳保着装不符合要求,参数 设置、设备调试不正确有一项扣1 试件空间位置超出规定的范围扣5分 出现任何一项缺陷该项不得分 1.咬边深度≤0.5mm时,累计长度 每5mm扣1分,累计长度超过焊缝 有效长度的15%扣3分 2.咬边深度>0.5mm时扣3分 1.未焊透深度≤15%δ,且≤ 1.5mm时,累计长度每5mm扣1 分,累计长度超过焊缝有效长度的 1ቤተ መጻሕፍቲ ባይዱ%扣3分 2.未焊透深度>1.0mm时扣3分 1.板厚≤6mm时 板厚≤6mm背面凹坑深度≤ 25%δ且≤1mm; 2 (1) 背面凹坑深度≤25%δ且≤1mm 时,总长度超过焊缝有效长度的 10%时扣2分 (2) 深度>0、5mm 时扣2分 双面焊缝余高0~3mm,焊 缝宽度比坡口每侧增宽0.4~ 2.0mm,宽度误差≤3mm 错边≤10%δ 焊后角变形误差≤3 4 内部质量 X射线探伤检验
5
其他
安全文明生产
1
6
定额
操作时间 40
合 计
否定项:1、焊缝表面出现裂纹、未熔合缺陷。2、操作时间超过定额的50%。3、焊缝原始表面破坏。
评分人:
年 月 日
核分人:
年 月 日
年
月
日
0
检测结果 扣分
得分
焊接操作 试件空间位置符合要求 焊缝表面不允许有焊瘤、气 孔、烧穿等缺陷 焊缝咬边深度≤0.4mm,两 侧咬边总长度不超过焊缝有效 长度的15%
3
3
焊缝外观
未焊透深度≤10%δ且≤ 1.5mm总长度不超过焊缝有效 长度的10%(氩弧焊打底的焊 件不允许未焊透)
电焊工操作技能考核评分记录表

超差不得分
焊后角角变形误差≤3°
5
超差不得分
4
焊接质量
强度拉伸试验
30
断裂在母材、塑性断裂及大于母材倍得满分
5
其他
安全文明生产
5
设备、工具复位,试件摆放整齐、场地清理干净,有一处不符合要求扣1分
合计
100
否定项:1、焊缝表面存在裂纹、未熔合缺陷;2、焊接操作时任意更改试件焊接位置;3、焊缝原始表面破坏;
2.未焊透深度超标不得分
背面凹坑深度≤25%δ且≤1mm
4
1.背面凹坑深度≤25%δ,且≤1mm时背面凹坑长度每5mm扣1分,扣满4分为止
2.背面凹坑深度>1mm时不得分
1.双面焊缝余高0~3mm
2.焊缝宽度比坡口每侧增宽~
3.焊缝宽度误差≤3mm
10
每种尺寸超差一处扣2分,扣满10分为止
错边≤10%δ
.序号
考核内容
测评要点
配分
评分标准
检测结果
扣备齐全,参数设置、设备调试正确并符合要求
5
工具及劳保着装不符合要求,参数设置及工具每缺一项或不符合标准一项扣1分
2
焊接操作
试件固定的空间位置符合要求
10
试件固定的空间位置超出规定范围不得分
3
焊缝外观
两面焊缝表面不允许有焊瘤、气孔、烧穿等缺陷
10
有任何一项缺陷不得分
焊缝咬边深度≤,两侧咬边总长度不超过焊缝有效长度的15%
8
1.咬边深度≤
⑴累计长度每5mm扣1分
⑵累计长度超过焊缝有效长度的15%不得分
2.咬边深度>不得分
未焊透深度≤15%δ且≤
总长度不超过焊缝有效长度的10%氩弧焊打底的试件不允许未焊透
电焊工考评定(范本)
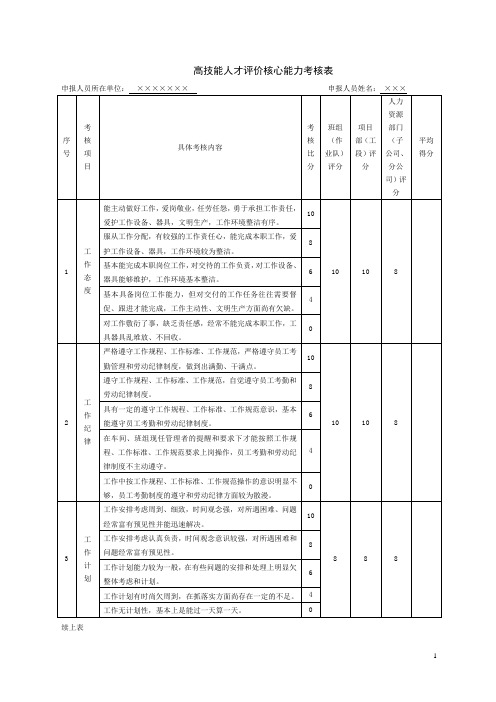
高技能人才评价核心能力考核表
续上表
续上表
考核人签署(盖章):
班组(作业队):×××;
项目部(工段):×××;
人力资源部门(子公司、分公司):×××。
说明:1.考核打分参考标准为:十分满意10分、满意8分、尚可6分、需改进4分、不满意0分。
考评者只需在最符合考评对象情形的唯一比分选项下打分即可;
2.考核打分10项合计满分100分,各项目考核平均得分累加达到60分为核心能力成绩合格;
3.班组(作业队)评分、项目部(工段)评分、人力资源部门(子公司、分公司)评分不分权重及所占比例,平均分即为考核内容得分。
主要业绩记录表范例
高技能人才主要业绩记录表(1)
高技能人才主要业绩记录表(2)
高技能人才主要业绩记录表(3)
业绩公示实例
注:1.本人所起作用主要指主持、独立完成、主要参加者和一般参与者。
2.对公示业绩有任何疑问者可向人力资源部门反映,电话:╳╳╳╳联系人:╳╳╳。
本人签字:╳╳╳
╳╳年╳月╳日
业绩评审标准表范例
电焊工(技师)业绩评审标准表
续上表
11。
焊工(初级工)技能鉴定考核评分表

4.超出时限10分钟按不及格论
2.焊接过程中违反安全操作规程,视情节扣1-3分
3.焊接过程中违反焊接技术要求的,每项次扣2分
4.焊接过程中,乱扔焊条头扣2分
2
1.安全规范操作 安全文明 2.现场文明施工
5.节约材料,有浪费材料现象的扣1分
施工 4.遵守考场纪律,尊重 6.焊接结束后,工具、材料未收回的,每项扣1分,收
评委,服从管理。
焊工(初级工)技能鉴定考核评分表
题目:V形坡口板对接平焊 第一部分:操作评分(24分)
序号 主要内容
考核技能要求
评分标准 1.不穿工作衣扣4分,工作服穿着不规范,每处扣1分 (领口、袖口未扣好、裤腿卷起等) 2.不戴电焊手套扣4分,电焊手套不完好扣1分
3.不按规定穿防护鞋扣2分
配分
扣分原因
1. 不 穿 工 作 衣 扣 4 分 , 工 作 服 穿 着 不规范,每处扣1分(领口、袖口 未2.扣不好戴、电裤焊腿手卷套起扣等4)分 , 电 焊 手 套 不完好扣1分 3.不按规定穿防护鞋扣2分
回未按规定摆放整齐的,每项扣0.5分
7.未清扫场地卫生的扣2分,清扫不干净扣1分
8.不尊重监考老师、不服从管理,按不及格论
1.在考核时限内完成不加分
3
时限
焊件必须在规定考核时 2.超出考核时限≤5min,扣2分 限内完成(30分钟) 3.超出考核时限≤10min,扣5分
4.超出时限10分钟按不及格论
4.不按规定戴防护脚盖扣1分 1.进入考场必须按规定
ቤተ መጻሕፍቲ ባይዱ
穿戴好劳动保护用品 2.清理试件,坡口两侧
5.试件未清理扣3分
10-20mm内的油污锈垢 清理干净。
焊接操作人员焊绩记录表
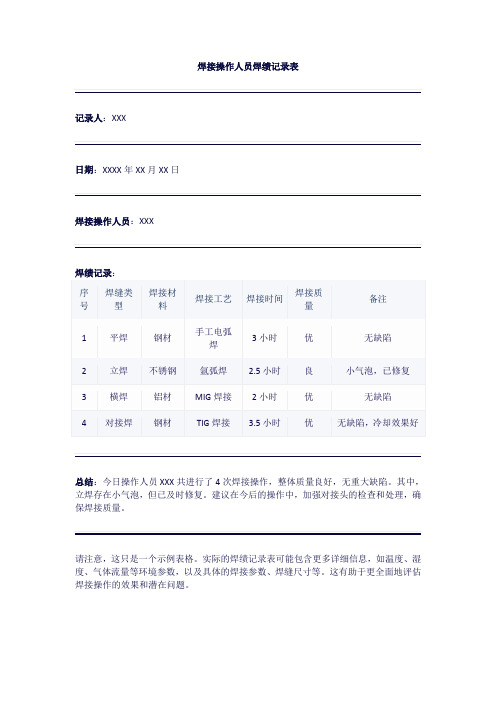
记录人:XXX
日期:XXXX 年 XX 月 XX 日
焊接操作人员:XXX
焊绩记录:
序 焊缝类
号
型
焊接材 料
焊接工艺 焊接时间 焊接质 量
备注
1 平焊
钢材Βιβλιοθήκη 手工电弧 焊3 小时
优
无缺陷
2
立焊 不锈钢
氩弧焊 2.5 小时
良
小气泡,已修复
3 横焊
铝材
MIG 焊接 2 小时
优
无缺陷
4 对接焊 钢材
TIG 焊接 3.5 小时
优
无缺陷,冷却效果好
总结:今日操作人员 XXX 共进行了 4 次焊接操作,整体质量良好,无重大缺陷。其中, 立焊存在小气泡,但已及时修复。建议在今后的操作中,加强对接头的检查和处理,确 保焊接质量。
请注意,这只是一个示例表格。实际的焊绩记录表可能包含更多详细信息,如温度、湿 度、气体流量等环境参数,以及具体的焊接参数、焊缝尺寸等。这有助于更全面地评估 焊接操作的效果和潜在问题。
建筑焊工安全操作技能考核评分(评定)记录

20
空作业的注意事项,回答错误每处扣2分
2
焊接接头质 应能正确回答如何判别焊接接头的力学性能,回答错误扣3分;应能 量判别 正确回答焊接接头的外观质量缺欠,回答错误每处扣2分;
10
3
工作环境以 及安全防护
正确穿戴防护用品,每错误一处扣1分;应正确识别接线,包括焊接 部件连接以及焊机外壳接地,每错误一处扣3分;应能正确识别不得 进行焊接操作的电源电压降值,不能识别的扣3分
10
4
ቤተ መጻሕፍቲ ባይዱ
焊接准备
应能正确选择焊接工艺,不能正确选择的扣5分;应能正确判别焊接 钢筋的外观要求,不能正确判别的扣5分
10
5
焊接过程及 成品要求
操作不熟练,扣10分;未完全焊合的,扣15分;对焊接头弯折大于4 °扣5分;接头处无适当镦粗扣3分;钢筋横向有裂缝扣5分;钢筋接 头处有烧伤扣3分;接头出轴线位移大于0.1d,或大于2mm扣3分
建筑焊工安全操作技能考核评分(评定)记录
考生姓名:
.
身份证号:
准考证号:
.
粘贴近期免冠一寸 照片1张,并加盖县
市建管局钢印
.
总得分:
折算100分制后得分:
.
记录(1)
钢筋闪光对焊技能考核评分记录
序号 项目
扣分标准
分值 扣分 实得分
应能正确回答进入施工现场的安全注意事项,回答错误每处扣2分;
1
焊工安全知 应能正确回答如何防止火灾爆炸事故,回答错误每处扣2分;应能正 识 确回答触电事故的主要原因,回答错误每处扣2分;应能正确回答高
10
3
氧气表 直流修复
氧气表直流修复操作错误,每处错误扣2分
10
4
特种设备焊工焊绩记录表

特种设备焊接操作人员焊绩记录表单位: (公章)焊工姓名: 《特种设备作业人员证》编号:焊接检验员: 焊接责任工程师:日期:日期:共页第页备注:焊工焊绩记录表每半年提交一次。
根据TSG特种设备安全技术规范TSD Z6002-2010《特种设备焊接操作人员考核细则》(特种设备作业人员证)每四年复审一次。
第二十四条《特种设备作业人员证》每四年复审一次首次取得的合格项目在第一次复审时,需要重新进行考试;在第二次以后(含第二次)复审时,需要在合格项目范围内抽考。
第二十五条持证焊工应当在期满3个月前,将复审申请资料提交给原考试机构,委托焊工考试机构统一向发证机关提出复审申请;焊工个人也可以将复审申请资料直接提交原发证机关,申请复审。
跨地区作业的焊工,可以向作业所在地的发证机关申请复审。
第二十六条申请复审时,持证焊工应当提交以下资料: (一)《特种设备焊接操作人员复审申请表》(见附件G,1份);(二)《特种设备作业人员证》(原件);(三)《特种设备焊工焊绩记录表》(见附件H,1份);(四)《特种设备焊工考试基本情况表》(见附件D,1份);(五)焊接操作技能考试检验记录表(适用于重新考试或抽考的焊工,1份);(六)医疗卫生机构出具含有视力、色盲等内容的身体健康证明(原件)。
《特种设备焊接操作人员复审申请表》由用人单位(或者考试机构)签署意见,明确申请人经过安全教育和培训的内容和课时,有无违规、违法等不良记录。
第二十七条复审时,满足以下所有要求的为复审合格: (一)提交的复审申请资料真实齐全;(二)年龄不超过55周岁(超过55岁的按照本细则第二十九条要求)的;(三)没有因违反工艺纪律以致发生重大质量事故;(四)重新考试合格的项目或者按照本细则附件A的A8,附件B的B7抽考合格的项目。
第二十八条发证机关应当在5个工作日内对复审资料进行审查,或者告知申请人补正申请资料,并且做出是否受理的决定。
能够当场审查的,应当场办理。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
试样号、类型
弯头直径
弯曲角度
结果
3/面弯
1δ
180°
合格
5/背弯
1δ
180°
合格
外观检验结果(QW-302.4)合格
射线检验结果(QW-304和QW-305)/
(用于坡口焊缝采用射线检测的另一种评定方法)
角焊缝-断裂试验/缺陷的长度和百分数/in
熔合宏观检查/角焊缝焊脚尺寸/in x/in凸度/凹度/in
焊接电流类型和极性(GTAW)(QW-409)直流反接直流反接
自动/机动焊变数 (QW-360)实际值评定范围W)//
接头自动跟踪//
焊接位置(1G,5G等)1G1G
熔化性嵌条//
衬垫(金属、焊缝金属、双面焊、焊剂等)//
导向弯曲试验结果
弯曲试验类型()QW-462.2(側弯)(√)QW-462.3(a)()QW-462.3(b)
焊接试验执行人
力学试验执行人实验室试验编号
兹证明本报告记载正确,且试验是根据ASME规范第IX卷的要求进行试件的准备、焊接和试验的。
机构胜利油田瑞特机械制造有限责任公司
日期签字人
填充金属标准:E4303 (J422)
每种焊接方法的手工或半自动焊接的变素实际值评定范围
衬垫(金属、焊缝金属、双面焊、焊剂等)(QW-402)//
ASME-No.与ASME P-No. (QW-403)//
母材厚度-OFW(QW403)6mm3.2~12
填充金属F-No.(QW-404)E4303E4303
填充金属种类[实芯/空心/药芯-GTA/PAW(QW-404)]//
熔化性嵌条(GTAW或PAW)/
每种焊接方法的焊缝熔敷厚度63.2~12
焊接位置(1G,5G等)(QW-405)1G1G
焊接方向(上坡焊/下坡焊)//
背面保护气(GTAW、PAW或GMAW)或燃料气(OFW)(QW-408)//
过渡形式(GTAW)(QW-409)//
胜利油田瑞特机械制造有限责任公司
焊工技能评定记录(WPQ)
(参见ASME锅炉及压力容器规范第IX卷,QW-301)RT/JL0803
焊工姓名:上班记时卡车No.钢印号:
所用的焊接方法:SMAW自动化等级:手工
(手工、半自动、机动、自动)
焊工焊接试件时遵照的WPS No.WPS-01
试件母材牌号:Q235A厚度6mm