9.钢管化学成分及性能表
钢的化学成分及物理性能表
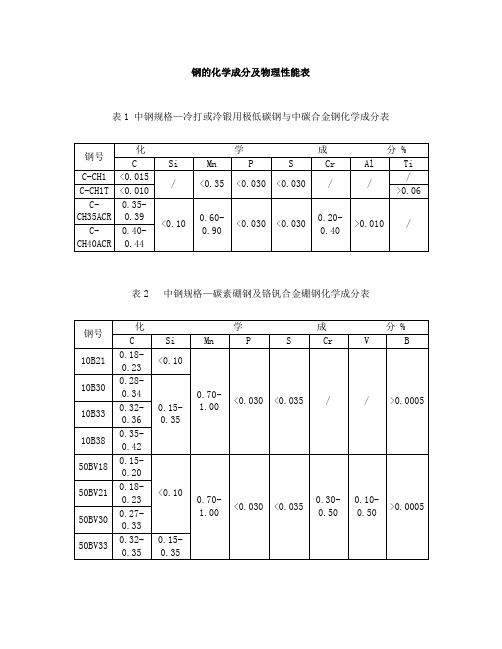
钢的化学成分及物理性能表表1 中钢规格—冷打或冷锻用极低碳钢与中碳合金钢化学成分表表2 中钢规格—碳素硼钢及铬钒合金硼钢化学成分表表3 中钢规格—免铅浴韧化线材化学成分表表4 JIS G3104 铆钉用钢化学成分表表5 JIS G3105链条用钢化学成分表表6 JIS G3503 被覆焊条心线用钢材化学成分表表7 JIS G3505 低碳软钢化学成分表表12 JIS G4102 镍铬合金钢化学成分表表13 JIS G4103 镍铬钼合金钢化学成分表表8 JIS G3505硬钢线材化学成分表注:上表之含碳量可由买卖双方协议,由原规定之成分范围上、下限各缩窄0.01%.表14 JIS G4104 铬合金钢化学成分表表9 JIS G3507冷打或冷锻用碳钢化学成分表注:S09CK,S15CK及S20CK之不纯物不得超过Cu 0.25%,Cr 0.20%,Ni 0.20%,Ni+Cr 0.30%,其余种类之不纯物不得超过Cu 0.30%,Ni 0.20%,Cr 0.20%,Ni+Cr 0.35%。
表16 JIS G4106达式机械构造用锰钢及锰铬合金钢化学成分表注:各种类钢料中不纯物,Ni不得超过0.25%,Cu不得超过0.30%,又锰钢钢料之Cr 不得超0.35%.表11 JIS G4052 保证硬化能之构造用合金钢化学成分表注:各种类钢料中之不纯物,Cu不得超过0.30%, Ni除在Ni-Cr钢及Ni-Cr-Mo钢外不得超过0.25%,双锰钢料中之Cr含量不得超过0.35%。
表15 JIS G4105 铬钼合金钢化学成分表注:不纯物Cu不得超过0.30%,Ni不得超过0.25%.表17 JIS G4801 弹簧钢化学成分表注:不纯物Cu不得超过0.30%。
表18 JIS Z3312 CO2熔接用碳钢焊条钢化学成分表表19 SAE/AISI 条钢、线材、锻造用半成品碳钢化学成分表注:1、铅(Lead)—为改良车削性,可在普通碳钢中加入0.15~0.35之铅,而在代号的第二位与第三位中间加“L”,如10L45、10L12。
钢管力学性能

钢管力学性能力学性能钢材力学性能是保证钢材最终使用性能(机械性能)的重要指标,它取决于钢的化学成分和热处理制度。
在钢管标准中,根据不同的使用要求,规定了拉伸性能(抗拉强度、屈服强度或屈服点、伸长率)以及硬度、韧性指标,还有用户要求的高、低温性能等。
①抗拉强度(σb)试样在拉伸过程中,在拉断时所承受的最大力(Fb),出以试样原横截面积(So)所得的应力(σ),称为抗拉强度(σb),单位为N/mm2(MPa)。
它表示金属材料在拉力作用下抵抗破坏的最大能力。
计算公式为:式中:Fb--试样拉断时所承受的最大力,N(牛顿); So--试样原始横截面积,mm2。
②屈服点(σs)具有屈服现象的金属材料,试样在拉伸过程中力不增加(保持恒定)仍能继续伸长时的应力,称屈服点。
若力发生下降时,则应区分上、下屈服点。
屈服点的单位为N/mm2(MPa)。
上屈服点(σsu):试样发生屈服而力首次下降前的最大应力;下屈服点(σsl):当不计初始瞬时效应时,屈服阶段中的最小应力。
屈服点的计算公式为:式中:Fs--试样拉伸过程中屈服力(恒定),N(牛顿)So--试样原始横截面积,mm2。
③断后伸长率(σ)在拉伸试验中,试样拉断后其标距所增加的长度与原标距长度的百分比,称为伸长率。
以σ表示,单位为%。
计算公式为:式中:L1--试样拉断后的标距长度,mm; L0--试样原始标距长度,mm。
④断面收缩率(ψ)在拉伸试验中,试样拉断后其缩径处横截面积的最大缩减量与原始横截面积的百分比,称为断面收缩率。
以ψ表示,单位为%。
计算公式如下:式中:S0--试样原始横截面积,mm2; S1--试样拉断后缩径处的最少横截面积,mm2。
⑤硬度指标金属材料抵抗硬的物体压陷表面的能力,称为硬度。
根据试验方法和适用范围不同,硬度又可分为布氏硬度、洛氏硬度、维氏硬度、肖氏硬度、显微硬度和高温硬度等。
对于管材一般常用的有布氏、洛氏、维氏硬度三种。
A、布氏硬度(HB)用一定直径的钢球或硬质合金球,以规定的试验力(F)压入式样表面,经规定保持时间后卸除试验力,测量试样表面的压痕直径(L)。
钢管化学成分
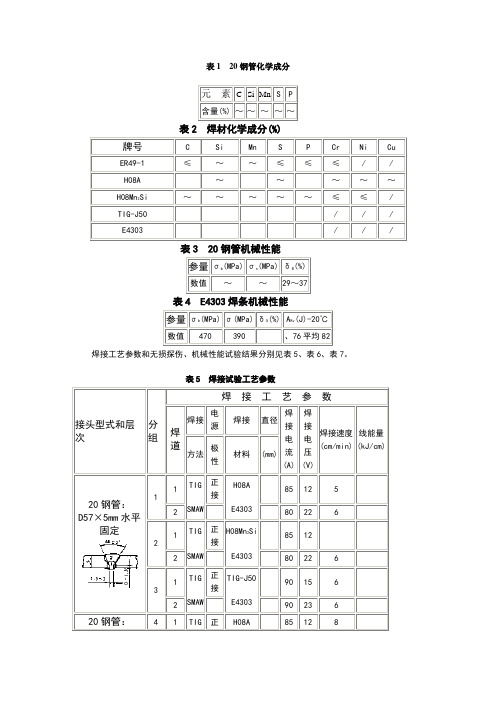
表120钢管化学成分元素 C Si Mn S P含量(%)~~~~~表2 焊材化学成分(%)牌号C Si Mn S P Cr Ni Cu ER49-1≤~~≤≤≤//H08A~~~~~H08Mn2Si~~~~~≤≤/ TIG-J50///E4303///表3 20钢管机械性能参量σb(MPa)σs(MPa)δ8(%)数值~~29~37表4 E4303焊条机械性能参量σb(MPa)σ(MPa)δ5(%)A Kv(J)-20℃数值470390、76平均82焊接工艺参数和无损探伤、机械性能试验结果分别见表5、表6、表7。
表5 焊接试验工艺参数接头型式和层次分组焊接工艺参数焊道焊接电源焊接直径焊接电流(A)焊接电压(V)焊接速度(cm/min)线能量(kJ/cm)方法极性材料(mm)20钢管:D57×5mm水平固定11TIGSMAW正接H08AE430385125 280226 21TIGSMAW正接H08Mn2SiE43038512 280226 31TIGSMAW正接TIG-J50E430390156 29023620钢管:4 1 TIG 正H08A 85128D57×5mm垂直固定2-312-312-3SMAW接E43038522115 6TIGSMAW正接H08Mn2SiE4303TIG-J50E4303851258522TIGSMAW正接90158802210表6 RT探伤结果分组号缺陷性质判定级别1多点气孔Ⅰ、Ⅱ2夹渣Ⅱ3无Ⅰ4多点气孔Ⅰ5无Ⅰ6夹渣Ⅱ表7 机械性能试验分组号拉力试验值δb(MPa)弯曲试验结果90°面弯90°背弯1、无裂纹合格无裂纹合格2480、480无裂纹合格无裂纹合格3460、450无裂纹合格无裂纹合格4、无裂纹合格无裂纹合格5485、495无裂纹合格无裂纹合格6430、445无裂纹合格无裂纹合格2 现场焊接我们在施工现场进行手工钨极氩弧焊打底焊接低碳钢管时,曾采用过H08(或H08A)、H08Mn2Si、TIG-J50及ER705-3和瑞典OK焊丝,十多年的应用经验表明,没有发生焊接质量事故,焊缝能够满足设计和使用要求。
钢的化学成分及机械性能表

钢的化学成分及机械性能表表1 中钢规格—冷打或冷锻用极低碳钢与中碳合金钢化学成分表表2 中钢规格—碳素硼钢及铬钒合金硼钢化学成分表表3 中钢规格—免铅浴韧化线材化学成分表表4 JIS G3104 铆钉用钢化学成分表注:上表之含碳量可由买卖双方协议,由原规定之成分范围上、下限各缩窄0.01%.表14 JIS G4104 铬合金钢化学成分表表9 JIS G3507冷打或冷锻用碳钢化学成分表0.20%,Ni+Cr 0.30%,其余种类之不纯物不得超过C u 0.30%,Ni 0.20%,Cr 0.20%,Ni+Cr 0.35%。
表16 JIS G4106达式机械构造用锰钢及锰铬合金钢化学成分表不得超0.35%.不得超过0.25%,双锰钢料中之C r含量不得超过0.35%。
1、铅(Lead)—为改良车削性,可在普通碳钢中加入0.15~0.35之铅,而在代号的第二位与第三位中间加“L ”,如10L45、10L12。
2、硼(Boron)——在细晶净静钢{Fine Grain ,Killed Steel}中,加入0.0005~0.0030%的硼,可增进硬化能,而在代号的第二位与第三位中间加“B ”,职10B21、10B38。
3、矽{Silico n }——条钢及半成品,当矽有要求时,其范围如下:0.10%以下\0.10~0.20%,0.15~0.35%,0.20~0.40%,0.30~0.60。
——线材,当矽有要求时,其范围如下:0.10以下,0.07~0.15%,0.10~0.20%,0.15~0.35%,0.20~0.40%,0.30~0.60%。
4、某些品质、产品之磷、硫可降低成分上限要求。
表22 SAE/AISI 保证硬化能(淬火性)之碳钢及硼钢化学成分表表23 SAE/AISI 保证硬化能(淬火性)之合金钢化学成分表残留元素Cu:0.35%以下,Ni:0.25%以下,Cr:0.20%以下,Mo:0.06%以下.1、除表列元素外,其它刻意增加的元素也必须报列。
标准性能要求(GB9711)

标准要求对比注1:1、对于GB/T9711.1-1997, L290到L450级钢的最大含碳量比规定最大值每降低0.01%,含锰量则允许比规定最大值增高0.05%,但对不超过L360的钢级,最大含锰量不应超过1.45%,对高于L360的钢级,最大含锰量不应超过1.60%,对L555及以上钢级,最高锰含量不应超过2.00%。
2、对于GB/T9711.2-1999,a、最大含碳量每降低0.01%,允许含锰量比规定最大值增高0.05%,<0.060,N≤0.012,Al/N≥2/1,Cu≤0.25,Ni≤但最大增加量不得超过0.2%。
b、0.015≤Altot0.30,Cr≤0.30,Mo≤0.10。
L415钢级以上V、Nb、Ti之和不应超过0.15%。
3、对于GB/T9711.3,a、最大含碳量每降低0.01%,允许含锰量比规定最大值增高0.05%,但最<0.060,N≤0.012,Al/N≥2/1,Cu≤0.35,Ni≤0.30,Cr≤大增加量不得超过0.2%。
b、Altot0.30,Mo≤0.10。
c、V、Nb、Ti之和不应超过0.15%。
注2:对冷扩径钢管,管体规定总伸长应力与管体抗拉强度之比不得超过0.93。
是根据材料的壁厚和材质不同而变化的,当壁厚越大,材质越高时,其伸长率就越小。
A50.8注3:1、对于GB/T9711.1-1997,a、当管径不小于Φ114.3时应进行夏比冲击试验,试样尺寸为10×10×55m:要求在0℃时其冲击功:从一个熔炼批中取3个试样的平均值≥27J,单个值≥20J(三个试样中的最低值,不得低于规定值的75%);b、当管径不小于Φ508,钢级不低于L360时应进行DWTT试验,要求在0℃时其剪切面积:至少80%熔炼批的剪切面积≥40%。
2、对于GB/T9711.2-1999,a、分为安全系数为1.6和安全系数为1.4,试验温度为0℃的钢管夏比冲击功,安全系数为1.6(略),安全系数为1.4的标准要求见上表。
机械结构用碳素钢钢管

也可以根据交易当事人间的协定来规定伸长率。
2.D 表示为钢管的外径。
3. 1 N/mm2=1Mpa
5
G 3445:2006
表 4 厚度不满 8mm 钢管的 12 号试验片(纵向方向)及 5 号试验片(横向方向)的伸长率
最小值
单位:%
不同厚度对应的伸长率
类别
类别记号
试验片 类别
小于 1mm
大于 1mm 但 小于
—
STKM12A
0.35 以下
—
STKM12B 0.20 以下
0.60 以下
0.040 以下 0.040 以下
STKM12C
STKM13A
0.35 以下
STKM13B 0.25 以下
0.30~0.09 0.040 以下 0.040 以下
—
STKM13C
STKM14A
0.35 以下
—
STKM14B 0.30 以下
STKM15A 5 号试片
6
A
15 类
12 号试片
12
C STKM15C 5 号试片
-
12 号试片
2
8
10
11
12
14
16
17
13
14
16
18
19
20
22
-
-
1
2
4
6
7
3
4
6
8
9
10
12
A STKM16A 5 号试片
4
12 号试片
10
16 类
C STKM16C 5 号试片
-
12 号试片
2
6
8
材料化学成分及机械性能表
材料化学成分及机械性能表
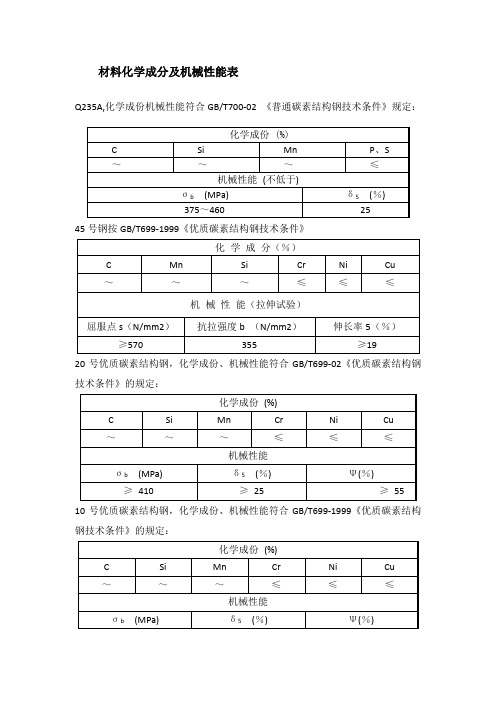
Q235A,化学成份机械性能符合GB/T700-02 《普通碳素结构钢技术条件》规定:
45号钢按GB/T699-1999《优质碳素结构钢技术条件》
20号优质碳素结构钢,化学成份、机械性能符合GB/T699-02《优质碳素结构钢技术条件》的规定:
10号优质碳素结构钢,化学成份、机械性能符合GB/T699-1999《优质碳素结构钢技术条件》的规定:
铸造碳钢ZG270-500化学成份
铸造碳钢ZG270-500机械性能
QAl9-4化学成份:
CuNi2Si的化学成份
CuNi2Si的机械性能
QAl9-4化学成份:
QAl9-4机械性能
T2纯铜的化学成分符合GB/T5231-1985《加工铜的牌号及化学分》,力学性能符合GB/T13808-1992《铜及铜合金挤制棒
铝合金6082化学成份
铝合金6082机械性能
ZL114A铸造铝合金,其化学成分符合GB/T1173-1995《铸造铝合金》的规定,机械性能符合GB/T1173-1995的规定。
06Cr19Ni10按GB/T1220-2007《不锈耐酸钢技术条件》
12Cr18Ni9按GB/T1220-2007《不锈耐酸钢技术条件》
锌锭化学成份符合GB/T470-97《锌分类及技术条件》规定,牌号不低于2号锌:。
T91钢管化学成分

蚀裂纹。德国规定:在焊后热处理之前必须冷却至150℃ 以下。在工件较厚、有角焊缝存在及几何尺寸不好的情 况下,冷却温度不低于100℃。如
果在室温下冷却,严禁潮湿,否则容易产生应力腐蚀裂 纹。
完!谢谢欣赏!
声测管 ty26htvv
根据ASTM213/A213M-85C,T91钢的化学成份见表1。 与 T91钢对应的德国钢号为X10CrMoVNNb91,日本钢号为
HCM95,法国则为TUZ10CDVNb0901。 表1 T91钢的化学 成份% 元素 含量 C 0.08-0.12 Mn 0.30-
0.60 P ≤0.02 S ≤0.01 0.85-1.05 V 0.18
区产生软化层不可避免,而且比珠光体耐热钢的软化更 为严重。当用加热和冷却速度均较缓慢的规范时,软化 程度较大。另外,软化层的宽度和它离熔
合线的距离,不仅与焊接的加热条件及特点有关,还与 预热、焊后热处理等有关。哈尔滨锅炉厂曾做过试验得 出T91焊接热影响区硬度曲线,见图2
。 3.4 应力腐蚀裂纹 T91钢在焊后热处理之前,冷却 温度一般不低于100℃,如果在室温下冷却,而环境又比 较潮湿时,容易出现应力腐
Si 0.20-0.50
Cr 8.00-9.50
Mo
-0.25 Nb 0.06-0.10 N 0.03-0.07 Ni ≤0.40性能分析 T91钢中各合金元素分别起到固溶强化、弥散
强化和提高钢的抗氧化性、抗腐蚀性能,具体分析如下。 ①碳是钢中固溶强化作用最明显的元素,随含碳量的增 加,钢的短时强度上升,塑性、韧性
接加热和焊后热处理过程中,将先后出现VN的固溶和析 出过程:焊接加热时热影响区内已形成的奥氏体组织由 于VNபைடு நூலகம்溶入,氮含量增加,此后常温