20钢管化学成分
20g钢管化学成分
20g钢管化学成分20g钢管化学成分:钢管是一种常见的金属材料,主要由铁和碳组成。
除了铁和碳之外,钢管中还含有其他元素,这些元素的含量和种类会对钢管的性能产生重要影响。
下面将详细介绍20g钢管的化学成分。
20g钢管的化学成分主要包括:碳(C)、硅(Si)、锰(Mn)、磷(P)和硫(S)等元素。
碳(C)是钢管中最主要的元素之一,其含量决定了钢管的碳当量。
碳的含量越高,钢管的硬度和强度也会相应增加。
但过高的碳含量会导致钢管的脆性增加,降低其可塑性和韧性。
20g钢管的碳含量较低,一般在0.17%至0.24%之间。
硅(Si)是钢管中的一种合金元素,对钢管的强度和硬度有一定影响。
适量的硅含量可以提高钢管的抗氧化性能和耐磨性。
20g钢管中硅的含量一般在0.17%至0.37%之间。
锰(Mn)是一种重要的合金元素,对钢管的强度和韧性有显著影响。
适量的锰含量可以提高钢管的强度和韧性,但过高的锰含量会导致钢管的脆性增加。
20g钢管中锰的含量一般在0.35%至0.65%之间。
磷(P)和硫(S)是钢管中的杂质元素,它们的含量应尽量控制在较低的水平。
过高的磷含量会导致钢管的冷脆性增加,而过高的硫含量会影响钢管的可焊性。
20g钢管中磷的含量一般控制在0.035%以下,硫的含量一般控制在0.035%以下。
除了上述主要元素外,20g钢管中还可能含有少量的铜(Cu)、铬(Cr)等合金元素。
铜的添加可以提高钢管的耐蚀性,而铬的添加可以提高钢管的耐磨性。
这些合金元素的含量一般较低,控制在0.30%以下。
总的来说,20g钢管的化学成分对其性能具有重要影响。
合理控制各元素的含量可以使钢管具有较高的强度、硬度和耐磨性,同时保持良好的可塑性和韧性。
这些性能使得20g钢管在工业领域有着广泛的应用。
20#无缝钢管总量
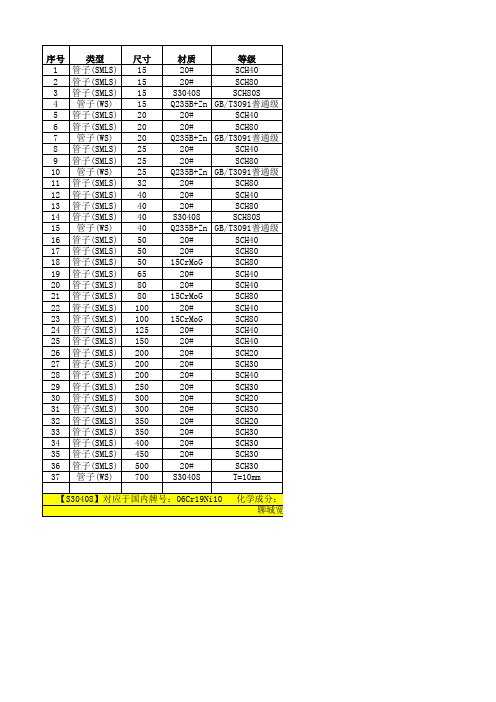
化学成分:碳%:≤0.08;硅%:≤1.00;锰%:≤2.00;磷%:≤0.045;硫%:≤0.030;镍%:8.00-11.00 聊城宽达钢管有限公司现货 电议:0635-7510013
总量/m 412.3 8073 7.2 1.8 300 244.1 82.7 438.3 578.2 26 2.6 1697.1 8603.6 0.4 35.4 11528.2 2.5 变更取消 3.3 5628.5 变更取消 11845.8 变更取消 9.1 4246 825.8 803.4 620 433.5 113.8 877.6 91 166.7 17.1 4.2 34.2 12
壁厚mm 理论重量kg/m 2.9 1.32 3.6 1.57 3.6 1.57 2.8 1.28 2.9 1.72 4.0 2.26 2.8 1.66 3.2 2.41 4.5 3.24 3.2 2.41 5.0 4.61 3.6 3.97 5.0 5.34 5.0 5.34 3.5 3.87 4.0 5.55 5.6 7.55 5.6 7.55 5.0 8.77 5.6 11.50 8.0 15.96 6.3 16.78 8.8 22.89 10.0 31.98 7.1 28.22 6.3 33.06 7.1 37.12 12.5 63.68 8.0 52.28 6.3 49.34 8.8 68.38 8.0 68.57 10.0 85.22 10.0 97.75 11.0 120.98 12.5 152.74 10 172.87
等级 SCH40 SCH80 SCH80S GB/T3091普通级 SCH40 SCH80 GB/T3091普通级 SCH40 SCH80 GB/T3091普通级 SCH80 SCH40 SCH80 SCH80S GB/T3091普通级 SCH40 SCH80 SCH80 SCH40 SCH40 SCH80 SCH40 SCH80 SCH40 SCH40 SCH20 SCH30 SCH40 SCH30 SCH20 SCH30 SCH20 SCH30 SCH30 SCH30 SCH30 T=10mm
20Cr13是什么材料.pptx
1
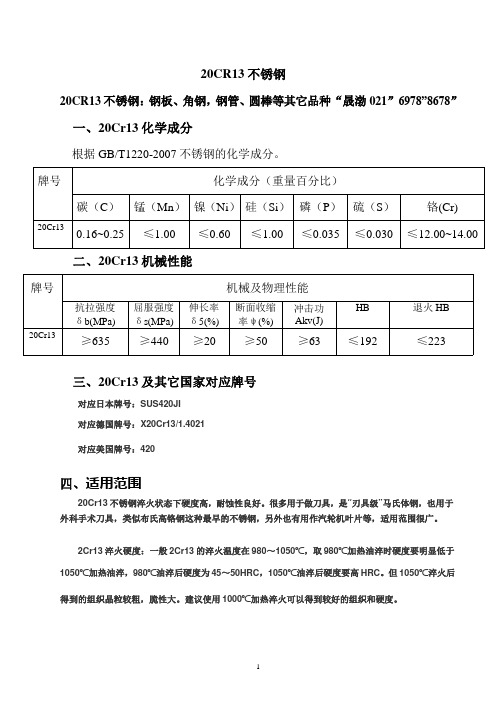
二、20Cr13 机械性能
牌号
20Cr13
抗拉强度 δb(MPa)
≥635
屈服强度 δs(MPa)
≥440
机械及物理性能
伸长率 断面收缩 冲击功 δ5(%) 率ψ(%) Akv(J)
≥20 ≥50 ≥63
HB
≤192
退火 HB
≤223
三、20Cr13 及其它国家对应牌号
对应日本牌号:SUS420JI 对应德国牌号:X20Cr13/1.4021 对应美国牌号:420
20CR13 不锈钢
20CR13 不锈钢:钢板、角钢,钢管、圆棒等其它品种“晟渤 021”6978”8678”
一、20Cr13 化学成分
根据 GB/T1220-2007 不锈钢的化学成分。
牌号
化学成分(重量百分比)
碳(C) 锰(Mn) 镍(Ni) 硅(Si) 磷(P) 硫(S)
铬(Cr)
20Cr13 0.16~0.25 ≤1.00 ≤0.60 ≤1.00 ≤0.035 ≤0.030 ≤12.00~14.00
四、适用范围
20Cr13 不锈钢淬火状态下硬度高,耐蚀性良好。很多用于做刀具,是“刃具级”马氏体钢,也用于 外科手术刀具,类似布氏高铬钢这种最早的不锈钢,另外也有用作汽轮机叶片等,适用范围很广。
2Cr13 淬火硬度:一般 2Cr13 的淬火温度在 980~1050℃,取 980℃加热油淬时硬度要明显低于 1050℃加热油淬,980℃油淬后硬度为 45~50HRC,1050℃油淬后硬度要高 HRC。但 1050℃淬火后 得到的组织晶粒较粗,脆性大。建议使用 1000℃加热淬火可以得到较好的组织和硬度。
20g钢管化学成分
20g钢管化学成分钢管是一种常用的金属材料,广泛应用于建筑、制造业等领域。
了解钢管的化学成分对于了解其性能和用途具有重要意义。
本文将介绍20g钢管的化学成分,包括主要元素和其含量。
20g钢管的化学成分主要由碳(C)、硅(Si)、锰(Mn)、磷(P)、硫(S)和铁(Fe)组成。
下面将逐一介绍各个元素的含量和作用。
1. 碳(C):是钢中最主要的元素之一,其含量在0.17%至0.24%之间。
碳的存在可以增加钢的硬度和强度,同时也影响其可焊性和可加工性。
适当的碳含量可以提高钢管的耐磨性和耐蚀性。
2. 硅(Si):是钢中的一种合金元素,其含量在0.17%至0.37%之间。
硅的存在可以提高钢的强度和硬度,同时还可以改善钢的可塑性和耐腐蚀性。
适当的硅含量可以提高钢管的耐高温性能。
3. 锰(Mn):是钢中的一种重要合金元素,其含量在0.35%至0.65%之间。
锰的存在可以增加钢的强度和韧性,同时还能提高钢的可塑性和耐冲击性。
适当的锰含量可以提高钢管的耐磨性和耐蚀性。
4. 磷(P):是钢中的一种有害杂质,其含量应控制在0.035%以下。
过高的磷含量会降低钢的韧性和可塑性,同时还会影响钢的焊接性能和耐腐蚀性。
因此,在生产过程中需要控制磷的含量。
5. 硫(S):是钢中的一种有害杂质,其含量应控制在0.035%以下。
过高的硫含量会降低钢的韧性和可塑性,同时还会影响钢的可焊性和耐腐蚀性。
因此,在生产过程中需要控制硫的含量。
6. 铁(Fe):是钢中的主要成分,其含量通常在99%以上。
铁是钢的基础元素,决定了钢的性能和用途。
其他元素的含量和作用都是为了改变钢的性能,而铁是构成钢的基础。
20g钢管的化学成分主要由碳、硅、锰、磷、硫和铁组成。
不同元素的含量和作用决定了钢管的性能和用途。
了解钢管的化学成分可以帮助我们选择合适的钢管材料,并了解其适用范围和性能特点。
在实际应用中,需要根据具体需求来选择合适的钢管材料,以确保工程质量和安全性。
20#无缝管讲解

工业管工艺流程
管坯——检验——剥皮——检验——加热——穿孔——酸洗——修蘑
无缝管
GB3087-2008无缝管是用钢锭或实心管坯经穿孔制成毛管,然后经热
240多家,无缝钢管机
250多套,年产能力约450多万吨。从口径看,<φ76的,占35%,
φ159-650的,占25%。从品种看,一般用途管190万吨,占54%;石油
2.5-75mm,冷轧无缝钢管处径可以到6mm,壁厚可到0.25mm,薄壁管
5mm,壁厚小于0.25mm,冷轧比热轧尺寸精度高。
一般用无缝钢管:是用10、20、30、35、45等优质碳结钢16Mn、5MnV
40Cr、30CrMnSi、45Mn2、40MnB等合金钢热轧或冷轧制
10、20等低碳钢制造的无缝管主要用于流体输送管道。45、40Cr等
GB3088-1999 11、船舶用无缝钢管:GB5312-1999 12、
GB3639-1999 13、各种合金管16Mn、27SiMn、15CrMo、
、12CrMov、20G、40Cr,12Cr1MoV,15CrMo
另外,还有GB/T17396-1998(液压支柱用热轧无缝钢管)、GB3093-1986
51*4 73*5 140*8
51*4.5 73*5.5 140*10
51*5 73*7 159*4.5
51*6 76*3.5 159*5
54*3.5 76*4 159*5.5
54.5*3.5 76*4.5 159*6
54*5 76*5 159*7
57*3 76*6 159*8
57*3.5 76*7 159*10
273*10 325*20 426*19
273*11 325*25 426*20
20无缝钢管标准
20无缝钢管标准无缝钢管是一种重要的工业材料,广泛应用于石油、化工、电力、航空、机械等行业。
为了确保无缝钢管的质量和安全性能,国际上制定了一系列标准,其中20无缝钢管标准是其中之一。
本文将介绍20无缝钢管的标准要求及其应用领域。
一、20无缝钢管的材料要求20无缝钢管的材料要求主要包括化学成分和机械性能两个方面。
根据20无缝钢管标准,其化学成分要求为:碳含量在0.17-0.24%,硅含量在0.17-0.37%,锰含量在0.35-0.65%,磷含量不超过0.035%,硫含量不超过0.035%。
同时,20无缝钢管的机械性能要求为:抗拉强度不低于410MPa,屈服强度不低于245MPa,延伸率不低于25%。
二、20无缝钢管的生产工艺要求20无缝钢管的生产工艺要求是保证其质量的关键因素之一。
根据20无缝钢管标准,其生产工艺要求包括热轧、冷轧、冷拔等工艺。
热轧工艺适用于生产大口径和壁厚的无缝钢管,冷轧工艺适用于生产小口径和壁厚的无缝钢管,而冷拔工艺适用于生产高精度的无缝钢管。
此外,20无缝钢管的表面质量也是生产工艺要求的一部分,其要求表面光洁、无裂纹、无划伤等。
三、20无缝钢管的检测要求20无缝钢管的检测要求是为了确保其质量和性能。
根据20无缝钢管标准,其检测要求包括化学成分分析、机械性能测试、尺寸测量和无损检测等。
化学成分分析是通过对无缝钢管中各元素含量进行检测,确保符合标准要求。
机械性能测试是通过拉伸试验等方法,测试无缝钢管的强度、延伸率等机械性能指标。
尺寸测量是对无缝钢管的外径、壁厚、长度等尺寸进行检测,确保符合标准要求。
无损检测是通过超声波、射线等方法,检测无缝钢管的内部缺陷情况,确保无缝钢管的质量安全。
四、20无缝钢管的应用领域20无缝钢管具有优良的耐压能力和耐腐蚀性能,广泛应用于石油、化工、电力、航空、机械等领域。
在石油领域,20无缝钢管被用于输送石油和天然气。
在化工领域,20无缝钢管被用于输送各种化学品和液体。
alloy20是什么材质alloy20化学成分

A1a3a1a6a6a3a6a8a1a9a9a针对炼油厂烷基化装置工艺管线用材所使用的20 无缝钢管,因其设备在运行过程中,钢管焊缝处产生裂纹,险些酿成严重后果。
有关部门决定对其进行更换,更换材质为Alloy20无缝钢管。
Alloy20(NS1403/N08020),又称20 合金,是一种进口奥氏体铁镍基耐蚀合金,对氧化性和中等还原性腐蚀有很好的抵抗能力,具有优异的抗应力腐蚀开裂能力和好的耐局部腐蚀能力。
在很多化工工艺介质中有令人满意的耐蚀特性,包括侵蚀性很强的无机酸溶液、氯气和含氯化物的各种介质、干燥氯气、甲酸和醋酸、¨Alloy20Cb-3合金具有以下特性:具有很多优异性能的耐蚀合金,对氧化性和中等还原性腐蚀有很好的抵抗能力,具有优异的抗应力腐蚀开裂能力和好的耐局部腐蚀能力在很多化工工艺介质中有满意的耐蚀特性。
Alloy20Cb-3应用范围应用领域有:湿法冶金及硫酸工业装置焊接性分析Alloy20(NS143/N08020)的焊接具有与奥氏体不锈钢相类似的问题,即具有较高的热敏感性,气孔生成率较高,容易产生未融合、未焊透等缺陷。
此外,铁镍基合金钢还具有较高的焊接热裂纹倾向、焊接区域产生晶问腐蚀倾向。
由于铁镍合金具有较高的镍含量,液态镍流动性差,焊接时易产生未熔合。
母材化学成分及力学性能见表1及表2。
珠光体钢合金元素含量远不及奥氏体钢,熔池中的氧化还原反应会引起合金元素的烧损;焊接熔池边缘,液态金属温度低、流动性差,熔化母材金属在熔池边缘上与填充金属不能实现很好地熔合,使得在靠近珠光体母材的狭窄区域内形成和焊缝金属内成分不同、宽度为 0.2~0.6 mm的过渡层,离熔合线越近,珠光体钢的稀释作用越强,特别是 Cr,Ni,Mo等合金元素的稀释。
焊接时考虑采用铬镍含量较高的焊条,改善异种钢熔合区质量,将不存在相变过程,接头各区组织应力小。
熔合区中碳扩散层的形成是由于珠光体钢含碳量较高,合金元素少,而奥氏体钢却相反。
几种钢管的力学性能和化学成份(参考)

钢管成分-Q235B 16MN钢管 L245 L290 Q345钢管的力学性能和化学成份常用钢管用途(一)、各牌号碳素结构钢钢管的主要用途: 合金钢管厚壁钢管1.牌号Q195,含碳量低,强度不高,塑性、韧性、加工性能和焊接性能好。
用于轧制薄板和盘条。
冷、热轧薄钢板及以其为原板制成的镀锌、镀锡及塑料复合薄钢板大量用用屋面板、装饰板、通用除尘管道、包装容器、铁桶、仪表壳、开关箱、防护罩、火车车厢等。
盘条则多冷拔成低碳钢丝或经镀锌制成镀锌低碳钢丝,用于捆绑、张拉固定或用作钢丝网、铆钉等。
2.牌号Q215,强度稍高于Q195钢,用途与Q195大体相同。
此外,还大量用作焊接钢管、镀锌焊管、炉撑、地脚螺钉、螺栓、圆钉、木螺钉、冲制铁铰链等五金零件。
3.牌号Q235,含碳适中,综合性能较好,强度、塑性和焊接等性能得到较好配合,用途最广泛。
常轧制成盘条或圆钢、方钢、扁钢、角钢、工字钢、槽钢、窗框钢等型钢,中厚钢板。
大量用用建筑及工程结构。
用以制作钢筋或建造厂房房架、高压输电铁塔、桥梁、车辆、锅炉、容器、船舶等,也大量用作对性能要求不太高的机械零件。
C、D级钢还可作某些专业用钢使用。
4.牌号Q255,性能与Q235差不多,强度稍有提高,塑性有所降低。
应用不如Q235广泛,主要用作铆接与检接结构。
5.牌号Q275,强度、硬度较高,耐磨性较好。
用于制造轴类、农业机具、耐磨零件、钢轨接头夹板、垫板、车轮、轧辊等。
(二)、各牌号低合金高强度结构钢管的主要用途低合金高强度结构钢旧标准称低合金结构钢,又叫普通低合金结构钢。
1.牌号Q295钢,钢中只含有极少量的合金元素,强度不高,但有良好的塑性、冷弯、焊接及耐蚀性能。
主要用于建筑结构,工业厂房,低压锅炉,低、中压化工容器,油罐,管道,起重机,拖拉机,车辆及对强度要求不高的一般工程结构。
2.牌号Q345、Q390钢,综合力学性能好,焊接性能、冷热加工性能和耐蚀性能均好,C、D、E级钢具有良好的低温韧性。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
表120钢管化学成分
元素 C Si Mn S P
含量(%) 0.22~0.23 0.21~0.22 0.50~0.51 0.028~0.029 0.01~0.014
表2焊材化学成分(%)
牌号 C Si Mn S P Cr Ni Cu
ER49-1 ≤0.11 0.65~
0.95
1.80~
2.10
≤0.030 ≤0.030 ≤0.20 / /
H08A 0.10 0.038~
0.034
0.46
0.024~
0.035
0.01
0.02~
0.021
0.029~
0.043
0.074~
0.077
H08Mn2Si 0.09~
0.11
0.79~
0.88
1.88~
1.94
0.011~
0.017
0.014~
0.016
≤0.15 ≤0.20 /
TIG-J50 0.107 0.653 1.57 0.024 0.038 / / / E4303 0.08 0.16 0.43 0.010 0.019 / / /
表320钢管机械性能
参量σb(MPa) σs(MPa) δ8(%)
数值412.4~470.4 264.6~371.6 29~37
表4E4303焊条机械性能
参量σb(MPa) σ0.2(MPa) δ5(%) A Kv(J)-20℃
数值470 390 28.2 86.84、76平均82
焊接工艺参数和无损探伤、机械性能试验结果分别见表5、表6、表7。
表5焊接试验工艺参数
接头型式和层次分
组
焊接工艺参数
焊
道
焊接
电
源
焊接直径
焊
接
电
流
(A)
焊
接
电
压
(V)
焊接速
度
(cm/min)
线能量
(kJ/cm) 方法
极
性
材料(mm)
20钢管:
D57×5mm水平
固定1
1 TIG
SMAW
正
接
H08A
E4303
1.6 85 12 5 1
2.2
2 2.5 80 22 6 21.1 2
1 TIG
SMAW
正
接
H08Mn2Si
E4303
1.6 85 12 4.8 1
2.8
2 2.5 80 22 6 21.1
3 1 TIG
正
接
TIG-J50 2.5 90 15 6 13.5
2
SMAW E4303
2.5 90 23 6 20.7
20钢管:
D57×5mm垂直
固定4
1
2-3
1
2-3
1
2-3
TIG
SMAW
正
接
H08A
E4303
1.6 85 12 8 7.65
2.5 85 22 11 10.2 5
6
TIG
SMAW
正
接
H08Mn2Si
E4303
TIG-J50
E4303
1.6 85 12 5 1
2.2
2.5 85 22 10.6 10.6
TIG
SMAW
正
接
2.5 90 15 8 10.13
2.5 80 22 10 10.56
表6RT探伤结2.5果
分组号缺陷性质判定级别
1 多点气孔Ⅰ、Ⅱ
2 夹渣Ⅱ
3 无Ⅰ
4 多点气孔Ⅰ
5 无Ⅰ
6 夹渣Ⅱ
表7机械性能试验
分组号
拉力试验值
δb(MPa)
弯曲试验结果
90°面弯90°背弯
1461.1、452.1 无裂纹合格无裂纹合格
2 480、480 无裂纹合格无裂纹合格
3 460、450 无裂纹合格无裂纹合格
4 460.8、450.2 无裂纹合格无裂纹合格
5 485、495 无裂纹合格无裂纹合格
6 430、445 无裂纹合格无裂纹合格
2现场焊接
我们在施工现场进行手工钨极氩弧焊打底焊接低碳钢管时,曾采用过H08(或H08A)、H08Mn2Si、TIG-J50及ER705-3和瑞典OK焊丝,十多年的应用经验表明,没有发生焊接质量事故,焊缝能够满足设计和使用要求。
不同焊丝的差别主要是:使用H08A焊丝TIG打底时,焊缝根部容易产生气孔,焊缝成型差;使用H08Mn2Si和TIG-J50焊丝打底时,焊缝成型好,易于手工操作,气孔很少,焊缝质量容易保证。
由于
H08Mn2Si是国内生产的埋弧焊焊丝,容易采购,H08Mn2Si焊丝在手工钨极氩弧焊打底中得到广泛应用。
3分析
手工钨极氩弧焊打底所选用的焊丝,除应满足机械性能要求外,还应具有良好的可操作性并且不产生缺陷。
从焊接工艺试验的机械性能可以看出,H08Mn2Si焊丝打底焊缝的抗拉强度均比其原焊丝的较高;从无损探伤和现场手工焊接操作性上看,H08A焊丝打底容易产生气孔,且焊缝成型差;从化学成分的Mn、Si元素含量看,H08Mn2Si元素和ER49-1相当,TIG-J50次之,H08A最低。
经过对比分析可以认为,采用H08A焊丝TIG打底焊产生气孔、成型差的原因,关键在于其Mn、Si元素的含量。
焊缝中Mn、Si是主要合金化元素,同时也是一种较好的脱氧剂,Si脱氧能力比Mn要强,Mn 和Si都能减少焊缝金属中的氧含量,改善焊缝金属的性能,防止气孔产生;另外,Mn可以提高焊缝的强度和韧性,而Si含量过多时,将会使焊缝金属的塑性和韧性降低。
因此,必须使焊缝材料保持适当的Mn/Si 比值,该比值愈高,焊缝金属的韧性愈好,一般认为Mn/Si<2对焊缝韧性不利。
4结论
采用手工钨极氩弧焊工艺进行低碳钢打底焊,选用H08(或H08A)焊丝是不合适的,施工中选用H08Mn2Si、TIG-J50、ER49-1是可行的。
在目前生产TIG-J50和ER49-1焊丝的厂家较少的情况下,进行手工钨极氩弧焊打底焊接低碳钢选用H08Mn2Si焊丝是合理的。
我们经过十多年的应用,没有发现因焊丝强度较高,导致焊缝的淬硬倾向,而产生延迟裂纹等焊接质量事故。