制程首末件及巡检记录
工序首件及巡检记录表-打扣

工序:打扣
类别 检验时间 检验项目 检验标准
日期:
抽检数量 不良数 不良描述 判定 检验人员 不合格品处置 返工/返修/废弃
首件检验
位置、牢度 位置、牢度 位置、牢度 位置、牢度 位置、牢度 位置、牢度 位置、牢度
工序检验规范 工序检验规范 工序检验规范 工序检验规范 工序检验规范 工序检验规范 工序检验规范 工序检验规范 工序检验规范 工序检验规范 工序检验规范 工序检验规范 工序检验规范 Nhomakorabea巡检
位置、牢度 位置、牢度 位置、牢度 位置、牢度 位置、牢度 位置、牢度
注:首件检验当天生产当班生产的第一件产品:巡检每一个小时抽检一次,抽样数量1-5pcs,或者依照固定的AQL.
FM-SYQP-06-01A
首、巡、末检验记录模板

首、巡、末检验记录
车间(工段)班200 年月日产品型号、名称:
图号工序名称工序号批次号检验依据
□检验卡□工艺卡□产品图样
序号检验项目要求
重
要
度
首检/时间巡检/时间末检/时间
:::::::
1
2
3
4
5
6
7
操作者:自检结论
品管员签名:确认结论
1.开始进行生产,材料变化,生产使用的设备、工装修理、调整后,生产参数更改后,生产过程中止一个小时以上时应进
行首检;
2.同一工序不同工位生产的产品根据工位分别进行首、巡检。
首、巡、末检验记录
车间(工段)班200 年月日产品型号、名称:
图号工序名称工序号批次号检验依据
□检验卡□工艺卡□产品图样
序号检验项目要求
重
要
度
首检/时间巡检/时间末检/时间
:::::::
1
2
3
4
5
6
7
操作者:自检结论
品管员签名:确认结论
1.开始进行生产,材料变化,生产使用的设备、工装修理、调整后,生产参数更改后,生产过程中止一个小时以上时应进
行首检;
2.同一工序不同工位生产的产品根据工位分别进行首、巡检。
制程巡检记录 (完整版)
生产班组:
上午(8:30-12:00) 下午(13:00-17:30)
项目编号: 日期:不适用于消声器的检查记录
IPQC:
记录编号:ZISEN•JL-824/03-02
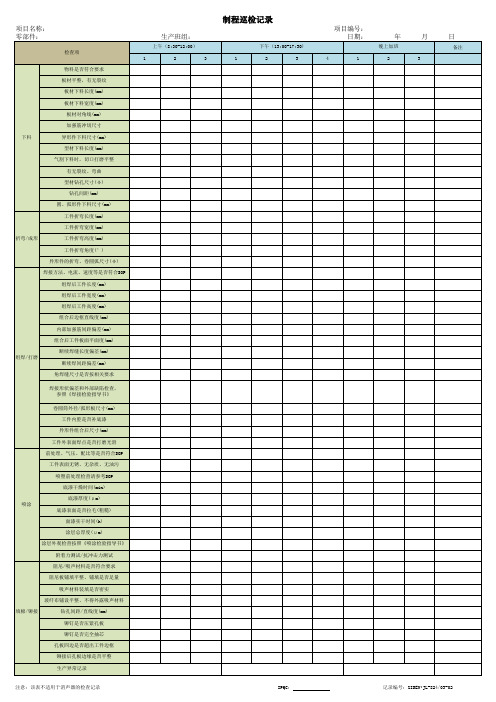
制程巡检记录
项目名称: 零部件:
检查项 1 物料是否符合要求 板材平整,有无裂纹 板材下料长度(mm) 板材下料宽度(mm) 板材对角线(mm) 加强筋冲切尺寸 下料 异形件下料尺寸(mm) 型材下料长度(mm) 气割下料时,切口打磨平整 有无裂纹、弯曲 型材钻孔尺寸(φ ) 钻孔间距(mm) 圆、弧形件下料尺寸(mm) 工件折弯长度(mm) 工件折弯宽度(mm) 折弯/成形 工件折弯高度(mm) 工件折弯角度(°) 异形件的折弯、卷圆弧尺寸(φ ) 焊接方法、电流、速度等是否符合SOP 组焊后工件长度(mm) 组焊后工件宽度(mm) 组焊后工件高度(mm) 组合后边框直线度(mm) 内部加强筋间距偏差(mm) 组合后工件板面平面度(mm) 断续焊缝长度偏差(mm) 组焊/打磨 断续焊间距偏差(mm) 角焊缝尺寸是否按相关要求 焊接形状偏差和外部缺陷检查, 参照《焊接检验指导书》 卷圆筒外径/弧形板尺寸(mm) 工件内腔是否补底漆 异形件组合后尺寸(mm) 工件外表面焊点是否打磨光滑 前处理、气压、配比等是否符合SOP 工件表面无锈、无杂质、无油污 喷塑前处理检查请参考SOP 底漆干燥时间(min) 底漆厚度(μ m) 喷涂 底漆表面是否拉毛(粗糙) 面漆实干时间(h) 涂层总厚度(μ m) 涂层外观检查按照《喷涂检验指导书》 附着力测试/抗冲击力测试 阻尼/吸声材料是否符合要求 阻尼板铺填平整、铺填是否足量 吸声材料装填是否密实 玻纤布铺设平整、不得外露吸声材料 填棉/铆接 钻孔间距/直线度(mm) 铆钉是否压紧孔板 铆钉是否完全抽芯 孔板四边是否超出工件边框 铆接后孔板边缘是否平整 生产异常记录 2 3 1 2 3 4 1 2 3
制程巡检记录表
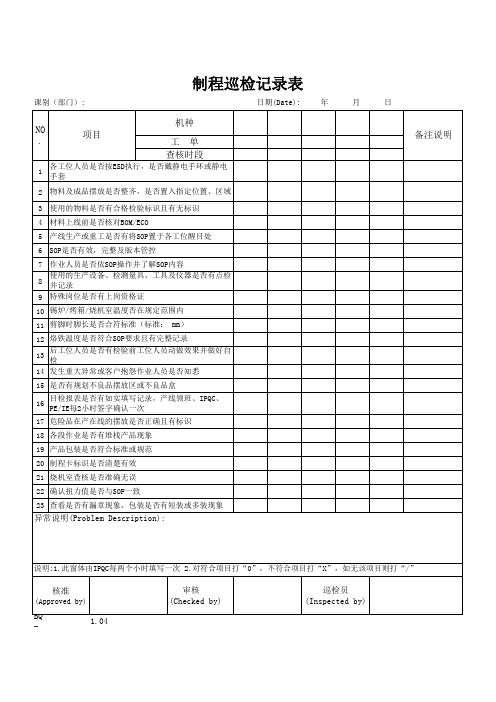
14 发生重大异常或客户抱怨作业人员是否知悉
15 是否有规划不良品摆放区或不良品盒
16
目检报表是否有如实填写记录,产线领班、IPQC、 PE/IE每2小时签字确认一次
17 危险品在产在线的摆放是否正确且有标识
18 各段作业是否有堆栈产品现象
19 产品包装是否符合标准或规范
20 制程卡标识是否清楚有效
21 烧机室查核是否准确无误
22 确认扭力值是否与SOP一致
23 查看是否有漏章现象,包装是否有短装或多装现象
异常说明(Problem Description):
备注说明
说明:1.此窗体由IPQC每两个小时填写一次 2.对符合项目打“0”,不符合项目打“X”,如无该项目则打“/”
核准 (Approved by)
6 SOP是否有效,完整及版本管控
7 作业人员是否依SOP操作并了解SOP内容
使用的生产设备、检测量具、工具及仪器是否有点检 并记录
9 特殊岗位是否有上岗资格证
10 锡炉/烤箱/烧机室温度否在规定范围内
11 剪脚时脚长是否合符标准(标准: mm)
12 烙铁温度是否符合SOP要求且有完整记录
13
后工位人员是否有检验前工位人员动做效果并做好自 检
BQ -
1.04
审核 (Checked by)
巡检员 (Inspected by)
课别(部门):
制程巡检记录表
日期(Date): 年
月
日
NO .
项目
机种 工单
查核时段
1
各工位人员是否按ESD执行,是否戴静电手环或静电 手套
2 物料及成品摆放是否整齐,是否置入指定位置、区域
3 使用的物料是否有合格检验标识且有无标识
制程巡检记录表
制程巡检记录表
摘要:
1.制程巡检记录表的定义和作用
2.制程巡检记录表的内容和结构
3.制程巡检记录表的填写要求和注意事项
4.制程巡检记录表的重要性和应用场景
正文:
制程巡检记录表是制造业中用于记录生产过程中各个环节质量检查情况的一种表格,具有重要的参考和追溯作用。
制程巡检记录表以表格形式呈现,通常包含序号、检查项目、检查标准、检查结果、检查人员及检查时间等栏目,以便于对生产流程进行全面、系统地检查、记录和分析。
在填写制程巡检记录表时,需要注意以下几点:首先,要确保检查项目与生产流程相符,避免遗漏或重复;其次,检查标准应严格遵循国家或行业规定,以及企业内部标准;再次,对于检查结果,应如实填写,发现问题及时反馈并进行整改;最后,检查人员和检查时间务必准确无误,以便在需要时进行责任追溯。
制程巡检记录表在制造业中具有举足轻重的地位。
通过制程巡检记录表,企业可以及时发现生产过程中的问题,确保产品质量;同时,还可以通过对记录表的分析,找出生产过程中的潜在风险,进一步优化生产流程。
此外,在产品出现质量问题时,制程巡检记录表还可以为问题的定位和解决提供重要的依据。
总之,制程巡检记录表是制造业质量管理的重要工具,对于保障产品质量、提高生产效率具有重要意义。
首末件检验巡检记录表
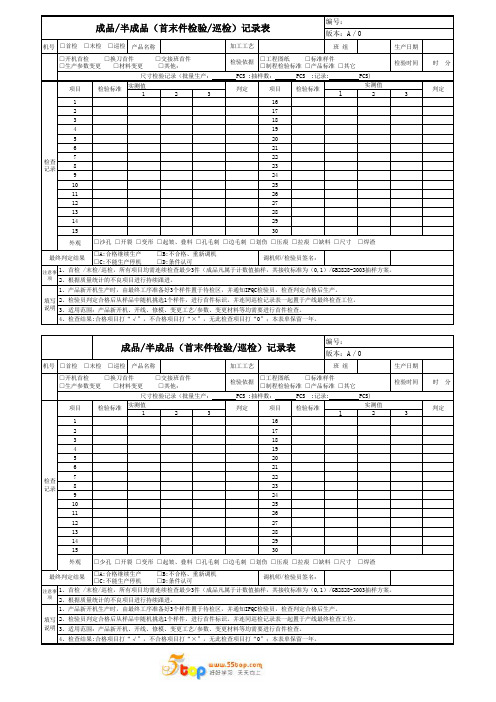
机号产品名称班 组生产日期检验时间 时 分实测值123123116217318419520621722823924102511261227132814291530外观机号产品名称班 组生产日期检验时间 时 分实测值123123116217318419520621722823924102511261227132814291530外观判定加工工艺编号:版本:A/0□开机首检 □换刀首件 □交接班首件□生产参数变更 □材料变更 □其他:□沙孔 □开裂 □变形 □起皱、叠料 □孔毛刺 □边毛刺 □划伤 □压痕 □拉痕 □缺料 □尺寸 □焊渣最终判定结果检验标准实测值2、检验员判定合格后从样品中随机挑选1个样件,进行首件标识。
并连同巡检记录表一起置于产线最终检查工位。
□首检 □末检 □巡检□首检 □末检 □巡检注意事项填写说明检验依据□工程图纸 □标准样件□制程检验标准 □产品标准 □其它检验标准项目项目成品/半成品(首末件检验/巡检)记录表4、检查结果:合格项目打“√”,不合格项目打“×”,无此检查项目打“0”;本表单保留一年。
版本:A/0检查记录□工程图纸 □标准样件□制程检验标准 □产品标准 □其它检验标准实测值尺寸检验记录(批量生产: PCS ;抽样数: PCS ;记录: PCS)判定3、适用范围:产品新开机、开线、修模、变更工艺/参数、变更材料等均需要进行首件检查。
1、首检 /末检/巡检,所有项目均需连续检查最少3件(成品凡属于计数值抽样,其接收标准为(0,1)/GB2828-2003抽样方案。
2、根据质量统计的不良项目进行持续跟进。
1、产品新开机生产时,由最终工序准备好3个样件置于待检区,并通知IPQC检验员,检查判定合格后生产。
检查记录项目判定检验依据加工工艺判定□开机首检 □换刀首件 □交接班首件□生产参数变更 □材料变更 □其他:□A:合格继续生产 □B:不合格、重新调机□C:不能生产停机 □D:条件认可调机师/检验员签名:尺寸检验记录(批量生产: PCS ;抽样数: PCS ;记录: PCS)检验标准项目编号:1、首检 /末检/巡检,所有项目均需连续检查最少3件(成品凡属于计数值抽样,其接收标准为(0,1)/GB2828-2003抽样方案。
制程首末件及巡检记录
生产数量)
生产数量)
生产数量)
生产数量)
生产数量)
生产数量)
生产数量)
生产数量)
末件 时间
规格值
检验工具 抽样 抽样1 抽样2 抽样3 抽样1 抽样2 抽样3 抽样1 抽样2 抽样3 抽样1 抽样2 抽样3 抽样1 抽样2 抽样3 抽样1 抽样2 抽样3 抽样1 抽样2 抽样3 抽样1 抽样2 抽样3 抽样1 抽样2 抽样3 抽样1 抽样2 抽样3 抽样
尺 寸 检 验
检
检具编号
判定 不良数量/抽检数量 不良数量/抽检数量 不良数量/抽检数量 不良数量/抽检数量 不良数量/抽检数量 不良数量/抽检数量 不良数量/抽检数量 不良数量/抽检数量 不良数量/抽检数量 不良数量/抽检数量 判定
具
检
验
判定
不良 分类
不良种类 不良数
制程状况说明(异常、停线等状况的说明):
18:00~19:00
19:00~20:00
(不良数量/抽检数量/ (不良数量/抽检数量/ (不良数量/抽检数量/ (不良数量/抽检数量/ (不良数量/抽检数量/ (不良数量/抽检数量/ (不良数量/抽检数量/ (不良数量/抽检数量/ (不良数量/抽检数量/ (不良数量/抽检数量/
生产数量)
生产数量)
品名
外观检验项目
外 观 检 验
制程首末件及巡检记录线别
生产总量
不良数量
返修数量
首件 时间
生产数量、抽检数量、及判定
7:30~8:30
8:30~9:30
9:30~10:30
10:30~11:30
12:30~13:30
13:30~14:30
15:30~16:30
DP1804线束首末件、制程巡检记录表

班别
端子材质 16:00~18:00 04:00~06:00
白班□ 夜班□
18:00~20:00 06:00~08:00
末件123 Nhomakorabea4
5
6
尺寸
测
量 (
拉
2
力 、
尺
寸
等 )
3
包装方式
综合判定
备注
备注:1、IPQC每2H巡检1次并记录相关数据(客户或本厂特殊要求的产品除外); 2、首、末件检验时段:开机时、换机台、换班、换材料、机器维修、停机时; 3、检验合格项目用“√”表示,反之以“×”表示,综合判定合格用“OK”表示,反之以“NG”表示,未要求项目则不用填写。
DP1804A
核准:
审核:
检验员:
日期
客户
序 号 检验项目/方式
剪线
端子
点锡
外
1观
类
接插 吹热缩管
焊接
包胶带
打胶
装辅材
标准要求
时间 检测工具
首件 尺寸
苏州德业精密模塑有限公司
线束首末件、制程巡检记录表
品号
品名 08:00~10:00 10:00~12:00 12:00~14:00 14:00~16:00 20:00~22:00 22:00~24:00 00:00~20:00 02:00~04:00
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
制程首末件及巡检记录
一、制程首末件记录
1.产品信息:记录产品的型号、批次号、生产日期等信息;
2.首件检查:对首件进行全面检查,包括外观、尺寸、功能等方面的
检查,并记录检查结果;
3.末件检查:对末件进行与首件相同的全面检查,并记录检查结果;
4.检查记录:将首末件的检查结果进行详细记录,包括检查时间、检
查人员、不合格品处理等信息;
5.问题反馈:如果在首末件检查中发现问题,应及时将问题反馈给生
产部门,并跟踪处理进程,确保问题得到及时解决。
二、制程巡检记录
除了制程首末件记录外,进行制程巡检也是确保产品质量的重要手段。
制程巡检是指生产过程中对关键工序进行定期巡检,以发现和解决问题,
确保制程的稳定性和一致性。
制程巡检记录通常包括以下内容:
1.巡检项目:明确需要巡检的关键工序和项目,如温度、压力、速度、润滑油等;
2.巡检要求:对每个巡检项目,明确要求巡检的频率、方法和标准;
3.巡检记录:记录每次巡检的实际情况,包括巡检时间、巡检人员、
巡检结果等;
4.问题处理:如果在巡检过程中发现问题,应及时将问题反馈给相关部门,并跟踪处理进程,确保问题得到及时解决;
5.巡检统计:定期对巡检结果进行统计分析,以了解制程的整体稳定性和一致性,并采取相应措施进行改进。
制程巡检记录由生产运行人员进行,并与质量检查人员进行交流和协助,以确保制程巡检的有效性和准确性。
总结
制程首末件及巡检记录是生产过程中不可或缺的一环,通过对首末件的全面检查和对关键工序的巡检,可以及时发现问题,并采取措施进行纠正,以确保产品的质量和制程的稳定性。
制程首末件及巡检记录需要由专门的质量检查人员和生产运行人员进行,他们需要具备严谨的工作态度和丰富的产品质量知识,以确保记录的准确性和合理性。
同时,制程巡检记录需要定期进行统计分析,以了解制程的整体稳定性和一致性,并采取相应的改进措施。