镭雕检验规范
042-镭雕检验规范-
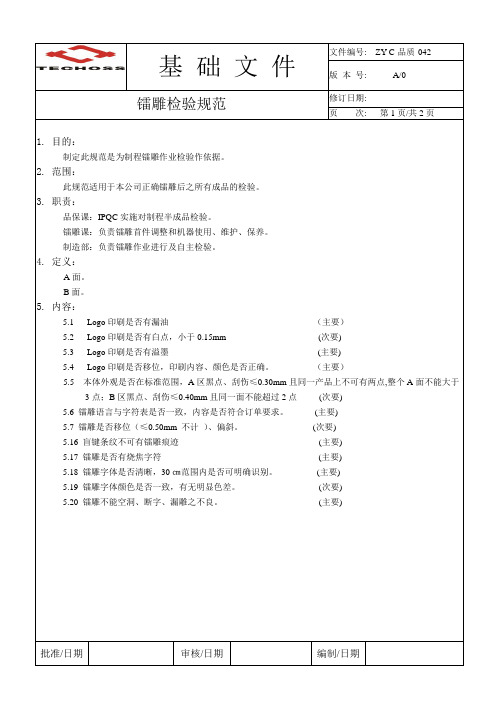
基础文件文件编号: ZY-C-品质-042版本号: A/0镭雕检验规范修订日期:页次: 第1页/共2页1. 目的:制定此规范是为制程镭雕作业检验作依据。
2. 范围:此规范适用于本公司正确镭雕后之所有成品的检验。
3. 职责:品保课:IPQC实施对制程半成品检验。
镭雕课:负责镭雕首件调整和机器使用、维护、保养。
制造部:负责镭雕作业进行及自主检验。
4. 定义:A面。
B面。
5. 内容:5.1 Logo印刷是否有漏油(主要)5.2 Logo印刷是否有白点,小于0.15mm (次要)5.3 Logo印刷是否有溢墨(主要)5.4 Logo印刷是否移位,印刷内容、颜色是否正确。
(主要)5.5 本体外观是否在标准范围,A区黑点、刮伤≤0.30mm且同一产品上不可有两点,整个A面不能大于3点;B区黑点、刮伤≤0.40mm且同一面不能超过2点(次要)5.6 镭雕语言与字符表是否一致,内容是否符合订单要求。
(主要)5.7 镭雕是否移位(≤0.50mm 不计)、偏斜。
(次要)5.16 盲键条纹不可有镭雕痕迹(主要)5.17 镭雕是否有烧焦字符(主要)5.18 镭雕字体是否清晰,30㎝范围内是否可明确识别。
(主要)5.19 镭雕字体颜色是否一致,有无明显色差。
(次要)5.20 镭雕不能空洞、断字、漏雕之不良。
(主要)批准/日期审核/日期编制/日期基础文件文件编号: ZY-C-品质-042版本号: A/0镭雕检验规范修订日期:页次: 第2页/共2页5.21 字键耐磨测试参照《键盘可靠度实验》。
未列入上述之不良现象依类似不良加以判定。
6. 记录:《镭雕首件检查报告》《IPQC制程品质统计日报表》《制程品质异常单》《可靠性实验报告》7. 参考文件:《抽样检验指引》《产品外观检验规范》《移印、丝印、喷油检验规范》批准/日期审核/日期编制/日期。
外发加工镭雕件检验规范
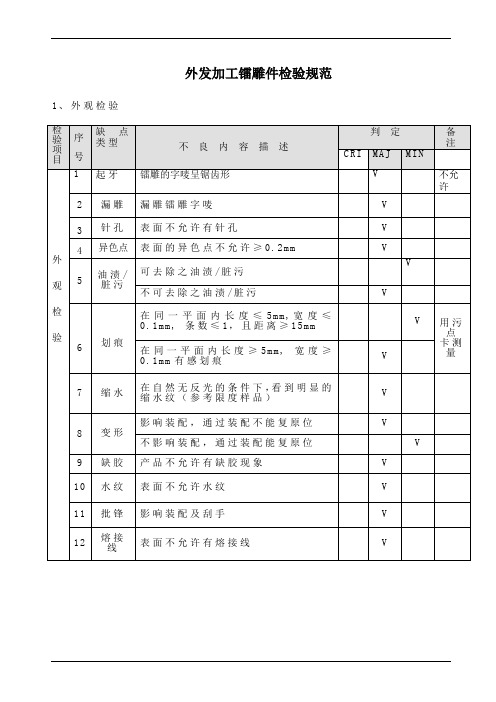
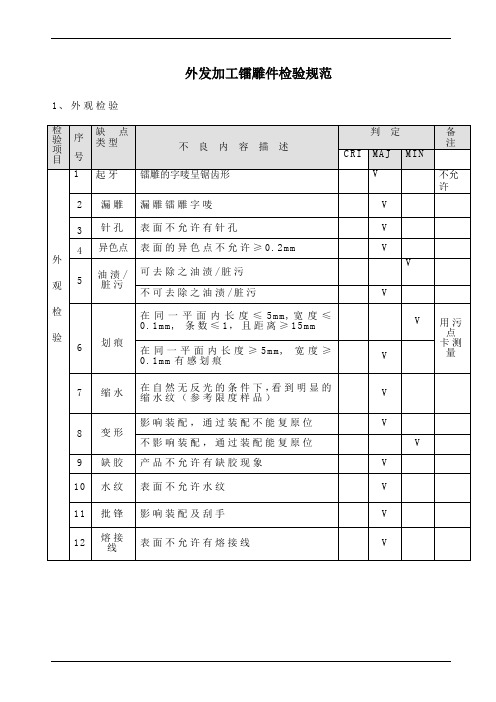
外发加工镭雕件检验规范1、外观检验2 、尺寸检测:严格按照文控中心所发放的图纸或样品,用卡尺、工具显微镜或投影仪测量产品的长度、宽度、厚度等关键尺寸,公差按照±0.05进行检验,并记录在检验报告中,当非关键尺寸有特殊要求时也要测量。
3 、附着力测试:用锋得刀片(刀锋角度为15º~30º)在测试样板表面划10X10个1mmX1mm或(5X5个2mmX2mm)小网格,每一条划线应深及油漆层的底材;用毛刷将测试区域的碎片刷干净;用3M 600号胶纸牢牢粘住被测试小网格,并用橡皮擦拭胶带,以加大胶带与测试区域的接触面积及力度;用手抓住胶带的一端,将胶带呈45º角迅速扯下胶纸,粘揭3次,每次使用新的胶带.要求附着力达4B(或3B)为合格.5B-划线边缘光滑,在划线的边缘及交叉点处均无油漆层脱落;4B-在划线的交叉点处有小片的油漆层脱落,且脱落总面积小于5%;3B-在划线边缘及交叉点处有小片的油漆层脱落,且脱落总面积在5%~15之间2B-在划线边缘及交叉点处有成片的油漆层脱落,且脱落总面积在15%~35之间1B-在划线边缘及交叉点处有成片的油漆层脱落,且脱落总面积在35%~65之间0B-在划线的边缘及交叉点处有成片的油漆层脱落,且脱落总面积≥65%注1: 当测试面积较小时,不要求一定要划10X10个小方格,可以根据测试面积的大小确定划格的数目.注2: 当油漆层的厚度小于50µm时,划10X10个1mmX1mm的小方格; 当油漆层的厚度大于50µm时,划5X5个2mmX2mm的小方格.注3: 对于表面光滑的喷油件,表面附着力达4B以上;对于表面有皮纹的油漆层,要求附着力达3B以上.4、耐磨性测试:用专用的RCA耐磨测试仪及专用的纸带,施加175g的载荷,带动纸带在样本表面磨擦200个循环, 油漆层不露底材为合格.(供应商提供测试报告)5 、耐醇测试:用纯棉布蘸满无水酒精(浓度≥99.5%),包在专用的500g砝码头上(包上棉布后测试头的面积为1平方厘米),以40次/分钟~60次/分钟的速度,20mm左右的行程,在样本表面来回擦拭200个循环,试验完成后以油漆层无变色、不露底材为合格.(供应商提供测试报告)6、漏光测试:镭雕的字唛和喷油的部分对准小手电筒光线,不能有像针孔似的光线射出。
镭雕管理规范
镭雕管理规范一、背景介绍镭雕是一种常用于工艺品、装饰品等领域的加工技术,通过激光刻蚀的方式将图案、文字等刻在材料表面上,具有精细、高效、耐久等特点。
为了保证镭雕加工的质量和安全性,制定一套镭雕管理规范是必要的。
二、目的本文旨在确保镭雕加工过程中的质量和安全,规范镭雕操作流程,提高工作效率和产品质量。
三、适用范围本规范适用于所有从事镭雕加工的相关人员,包括操作人员、管理人员等。
四、管理要求1. 操作人员要具备相关技术知识和操作经验,定期接受培训,熟悉镭雕设备的操作流程和安全规范。
2. 镭雕设备应定期进行维护和保养,确保设备的正常运行和安全性能。
3. 操作人员在进行镭雕加工前,应仔细检查设备的运行状态和安全装置是否完好,并佩戴个人防护装备。
4. 镭雕加工过程中,操作人员应严格按照操作规程进行操作,确保加工质量和安全。
5. 镭雕加工过程中,应加强通风设施的管理,确保操作环境的安全性。
6. 镭雕材料的存放和管理应符合相关规定,防止材料的损坏和丢失。
7. 镭雕加工过程中,应定期对加工质量进行检查和评估,及时发现和纠正问题。
8. 镭雕加工后的产品应进行质量检验,确保产品符合要求。
五、操作流程1. 准备工作:操作人员应检查设备的运行状态和安全装置是否完好,佩戴个人防护装备。
2. 设定参数:根据加工要求,设置镭雕设备的加工参数,包括功率、速度、频率等。
3. 材料准备:将待加工的材料放置在设备工作台上,并固定好。
4. 图案设计:使用计算机软件设计所需镭雕图案,并将图案导入到镭雕设备中。
5. 镭雕加工:启动镭雕设备,按照设定的参数进行加工操作,确保加工质量和安全。
6. 检查和评估:加工完成后,对加工质量进行检查和评估,及时发现和纠正问题。
7. 产品质量检验:对加工后的产品进行质量检验,确保产品符合要求。
8. 清洁和维护:及时清洁设备,进行日常维护,保持设备的正常运行。
六、安全措施1. 操作人员应佩戴防护眼镜、手套等个人防护装备,确保人身安全。
塑料件油漆涂层及镭雕符号检验规范
经典文档塑料件喷涂、移印性能检验规范编制/日期:审核/日期:会签/日期:批准/日期:1.范围本文件规定了本公司所有涂饰塑料零件(按键、外壳等)油漆涂层在没有客户相关标准规定时的技术要求、检查验收项目、检验方法、验收规则、标识、包装、运输和储存等要求。
本文件适用于上开汽车电器(上海)有限公司所有配套厂家所供给的所有涂饰塑料零件产品的性能检测与质量验收。
本文不适用于非喷涂塑料件产品性能检测与质量验收。
注:如果客户标准低于本标准按本标准执行2. 规范性引用文件下列文件对于本文件的应用是必不可少的。
凡是注日期的引用文件,仅注日期的版本适用于本文件。
凡是不注明日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
GB/T 1732-1993 漆膜耐冲击性测定法GB/T 6739-2006 涂膜铅笔硬度测定法GB 9274-1988 色漆和清漆耐液体介质的测定GB/T 9276-1996 涂层自然气候曝露试验法GB/T 9286-1998 色漆和清漆漆膜的划格试验GB/T 9754-1988 色漆和清漆不含金属颜料的色漆漆膜之20°、60°和85°镜面光泽的测定GB/T 13452.2-2008 色漆和清漆漆膜厚度的测定GB/T 16422.2-1999 塑料实验室光源暴露试验方法第2 部分:氙弧灯QC/T 15-1992 耐制动液性测定法QC-T 484-1999 汽车油漆涂层PV 1200 气候交变试验,机组,零部件,分类原则,半成品PV 1210 车身;腐蚀试验PV 1303 塑料镀层,织物表面结构,氙弧灯同步照射PV 2005 汽车内饰零件,耐气候交变试验PV 3341 汽车内饰件非金属材料;有机化合物散发性能的规定PV 3906 非金属表面构件,耐磨性能试验PV 3952 内室塑料构件,耐划伤性能试验PV 3964 整车表面;耐润肤霜试验TL 521 17 酒精,变性,润滑剂技术要求VW 011 55 汽车外构件概论,首次供货和更改的批准VW 501 80 汽车内室构件,散发性能VW 501 85 汽车构件,耐风化性VW 501 90 汽车内部装备的构件,色度米制评估VW 911 01 汽车环境标准,汽车零件,燃料,生产原料,避免有害物质DIN 51 631 沸腾范围汽油,技术要求DIN 75 220 汽车构件在日照模拟装置中的老化试验DIN EN 20105-A02 纺织物,颜色牢度试验,第A02 部分:颜色变化评估所用的灰色尺寸DIN EN 20105-A03 纺织物,颜色牢度试验,第A03 部分:流痕状态的评估所用的灰色尺寸DIN EN ISO 105-X12 纺织物,颜色牢度试验,摩擦不褪色性DIN EN ISO 2409 油漆和涂层材料;网格法试验DIN EN ISO 4628-2 涂层材料;涂层损伤的评价;损伤数量和大小的评价和外观明暗度的均匀变化;部分2:气泡等级的评价DIN EN ISO 6270-2 涂层材料;耐湿度稳定性的规定;部分2:冷凝水恒定气候试验的要求方法DIN EN ISO 7253 涂层材料;耐中性盐雾稳定性试验的规定3 术语和定义3.1 塑料件油漆涂层缺陷:指塑料零部件涂层表面有颗粒、流挂、露底、缩孔、针孔、起皱、桔皮、杂漆、色差、发花、划痕、磨痕、补漆雾圈、坑包等缺陷4 技术要求4.1 检验条件4.1.1 检验人员视力较正后1.0 以上,无色盲;4.2.2 标准照度下光源与被检视物之距离为50CM;4.3.3 检查人员与检视之物之间的视距为30CM;4.4.4 光源与被检视物之角度为45∘;4.5.5 检查一面之时间为A级面停留10秒,B级面停留5秒,C级面停留3秒;4.6.6 检测过程中不使用放大镜;4.7.7 检验期间A级面应转动,以获得最大反光效果。
塑料件油漆涂层及镭雕符号检验规范
经典文档塑料件喷涂、移印性能检验规范编制/日期:审核/日期:会签/日期:批准/日期:1.范围本文件规定了本公司所有涂饰塑料零件(按键、外壳等)油漆涂层在没有客户相关标准规定时的技术要求、检查验收项目、检验方法、验收规则、标识、包装、运输和储存等要求。
本文件适用于上开汽车电器(上海)有限公司所有配套厂家所供给的所有涂饰塑料零件产品的性能检测与质量验收。
本文不适用于非喷涂塑料件产品性能检测与质量验收。
注:如果客户标准低于本标准按本标准执行2. 规范性引用文件下列文件对于本文件的应用是必不可少的。
凡是注日期的引用文件,仅注日期的版本适用于本文件。
凡是不注明日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
GB/T 1732-1993 漆膜耐冲击性测定法GB/T 6739-2006 涂膜铅笔硬度测定法GB 9274-1988 色漆和清漆耐液体介质的测定GB/T 9276-1996 涂层自然气候曝露试验法GB/T 9286-1998 色漆和清漆漆膜的划格试验GB/T 9754-1988 色漆和清漆不含金属颜料的色漆漆膜之20°、60°和85°镜面光泽的测定GB/T 13452.2-2008 色漆和清漆漆膜厚度的测定GB/T 16422.2-1999 塑料实验室光源暴露试验方法第2 部分:氙弧灯QC/T 15-1992 耐制动液性测定法QC-T 484-1999 汽车油漆涂层PV 1200 气候交变试验,机组,零部件,分类原则,半成品PV 1210 车身;腐蚀试验PV 1303 塑料镀层,织物表面结构,氙弧灯同步照射PV 2005 汽车内饰零件,耐气候交变试验PV 3341 汽车内饰件非金属材料;有机化合物散发性能的规定PV 3906 非金属表面构件,耐磨性能试验PV 3952 内室塑料构件,耐划伤性能试验PV 3964 整车表面;耐润肤霜试验TL 521 17 酒精,变性,润滑剂技术要求VW 011 55 汽车外构件概论,首次供货和更改的批准VW 501 80 汽车内室构件,散发性能VW 501 85 汽车构件,耐风化性VW 501 90 汽车内部装备的构件,色度米制评估VW 911 01 汽车环境标准,汽车零件,燃料,生产原料,避免有害物质DIN 51 631 沸腾范围汽油,技术要求DIN 75 220 汽车构件在日照模拟装置中的老化试验DIN EN 20105-A02 纺织物,颜色牢度试验,第A02 部分:颜色变化评估所用的灰色尺寸DIN EN 20105-A03 纺织物,颜色牢度试验,第A03 部分:流痕状态的评估所用的灰色尺寸DIN EN ISO 105-X12 纺织物,颜色牢度试验,摩擦不褪色性DIN EN ISO 2409 油漆和涂层材料;网格法试验DIN EN ISO 4628-2 涂层材料;涂层损伤的评价;损伤数量和大小的评价和外观明暗度的均匀变化;部分2:气泡等级的评价DIN EN ISO 6270-2 涂层材料;耐湿度稳定性的规定;部分2:冷凝水恒定气候试验的要求方法DIN EN ISO 7253 涂层材料;耐中性盐雾稳定性试验的规定3 术语和定义3.1 塑料件油漆涂层缺陷:指塑料零部件涂层表面有颗粒、流挂、露底、缩孔、针孔、起皱、桔皮、杂漆、色差、发花、划痕、磨痕、补漆雾圈、坑包等缺陷4 技术要求4.1 检验条件4.1.1 检验人员视力较正后1.0 以上,无色盲;4.2.2 标准照度下光源与被检视物之距离为50CM;4.3.3 检查人员与检视之物之间的视距为30CM;4.4.4 光源与被检视物之角度为45∘;4.5.5 检查一面之时间为A级面停留10秒,B级面停留5秒,C级面停留3秒;4.6.6 检测过程中不使用放大镜;4.7.7 检验期间A级面应转动,以获得最大反光效果。
外发加工镭雕件检验规范
外发加工镭雕件检验规范1、外观检验2 、尺寸检测:严格按照文控中心所发放的图纸或样品,用卡尺、工具显微镜或投影仪测量产品的长度、宽度、厚度等关键尺寸,公差按照±0.05进行检验,并记录在检验报告中,当非关键尺寸有特殊要求时也要测量。
3 、附着力测试:用锋得刀片(刀锋角度为15º~30º)在测试样板表面划10X10个1mmX1mm或(5X5个2mmX2mm)小网格,每一条划线应深及油漆层的底材;用毛刷将测试区域的碎片刷干净;用3M 600号胶纸牢牢粘住被测试小网格,并用橡皮擦拭胶带,以加大胶带与测试区域的接触面积及力度;用手抓住胶带的一端,将胶带呈45º角迅速扯下胶纸,粘揭3次,每次使用新的胶带.要求附着力达4B(或3B)为合格.5B-划线边缘光滑,在划线的边缘及交叉点处均无油漆层脱落;4B-在划线的交叉点处有小片的油漆层脱落,且脱落总面积小于5%;3B-在划线边缘及交叉点处有小片的油漆层脱落,且脱落总面积在5%~15之间2B-在划线边缘及交叉点处有成片的油漆层脱落,且脱落总面积在15%~35之间1B-在划线边缘及交叉点处有成片的油漆层脱落,且脱落总面积在35%~65之间0B-在划线的边缘及交叉点处有成片的油漆层脱落,且脱落总面积≥65%注1: 当测试面积较小时,不要求一定要划10X10个小方格,可以根据测试面积的大小确定划格的数目.注2: 当油漆层的厚度小于50µm时,划10X10个1mmX1mm的小方格; 当油漆层的厚度大于50µm时,划5X5个2mmX2mm的小方格.注3: 对于表面光滑的喷油件,表面附着力达4B以上;对于表面有皮纹的油漆层,要求附着力达3B以上.4、耐磨性测试:用专用的RCA耐磨测试仪及专用的纸带,施加175g的载荷,带动纸带在样本表面磨擦200个循环, 油漆层不露底材为合格.(供应商提供测试报告)5 、耐醇测试:用纯棉布蘸满无水酒精(浓度≥99.5%),包在专用的500g砝码头上(包上棉布后测试头的面积为1平方厘米),以40次/分钟~60次/分钟的速度,20mm左右的行程,在样本表面来回擦拭200个循环,试验完成后以油漆层无变色、不露底材为合格.(供应商提供测试报告)6、漏光测试:镭雕的字唛和喷油的部分对准小手电筒光线,不能有像针孔似的光线射出。
镭雕检验规范
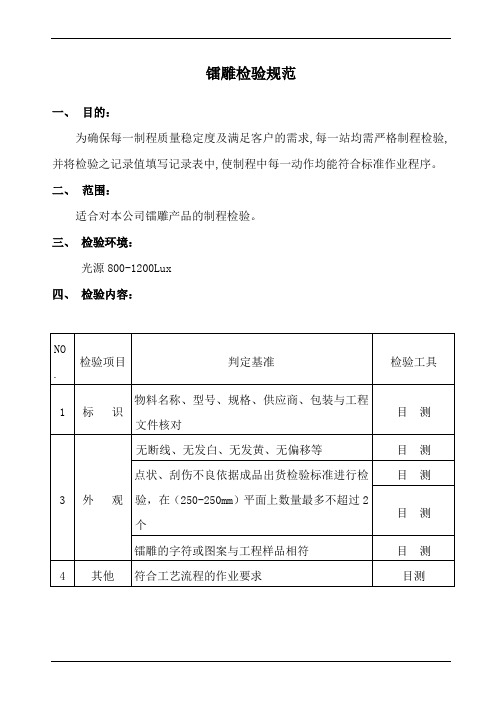
镭雕检验规范
一、目的:
为确保每一制程质量稳定度及满足客户的需求,每一站均需严格制程检验,并将检验之记录值填写记录表中,使制程中每一动作均能符合标准作业程序。
二、范围:
适合对本公司镭雕产品的制程检验。
三、检验环境:
光源800-1200Lux
四、检验内容:
五、流程说明:
1、镭雕产品批量生产前,生产应先送3-5PCS至品质,并填写好首件送检单交当班
IPQC确认首件;
2、首件OK,方可开机生产;首件NG,需重新调整机台参数后再重新送首件确认;
3、生产过程中IPQC要严格监督产线员工按工艺要求操作;
4、IPQC在巡检过程中,当发现问题应及时反馈生产责任人,单项不良超出5%,IPQC应及时开出品质异常联络单给责任分析改善,并追踪改善效果。
5、当生产出现重大异常时,如严重不良已导致报废不良比例在10%以上,应要求生产立即停线,并开出停线通知单。
6、IPQC要稽核现场的7S,并要求和监督现场操作人员对产品按要求作好防护措施。
六、相关文件
《不合格品控制程序》
七、相关表格
《内部品质异常联络单》
《IPQC检验报表》。
镭雕件检验作业指导书
镭雕件检验作业指导书1.0目的为来料检验人员明确来料品质质量要求,特制定此通用标准作为来料检验的标准,同时提供给供应商了解本公司的品质水平要求,加强品质管理。
2. 适用范围适用于本厂所有外发加工镭雕件材料入厂时的检验。
3.权责单位3.1检验规范由品保单位制定,品保单位经理核准后发行。
3.2所制定之规格,如有修改时,须经原核准单位同意后修改之。
4.0检验依据4.1依据工程提供产品图纸进行检验。
4.2依据工程提供的产品样板进行检验。
4.3依据制定的检验标准以及相关的资料进行检验。
5.0检验标准5.1检验工具卡尺、工具显微镜、投影仪、点卡、刀片、3M600胶纸、RAC耐耐磨仪、硬度测试仪、酒精、棉布等。
5.2允收标准a. 外观按照MIL-STD-105E一般检验水准II抽样,AQL定为CRI=0、MAJ=0.65、MIN=1.0;b. 性能测试按照MIL-STD-105E特殊检验水准S-1抽样,AQL定为C=0;c. 尺寸按照MIL-STD-105E特殊检验水准S-3抽样,AQL定为C=0.5.3缺陷定义a. 缺陷(CRI):产品功能完全失常或会导致使用者或操作者生命安全之缺陷。
b. 缺陷(MAJ):产品部分功能、结构失常或严重的外观不良会导致客户拒收或抱怨的缺陷。
c. 缺陷(MIN):产品明显的外观不良可能会导致客户抱怨或包装方面的缺陷。
5.4检验条件a. 光源:标准光源灯光;b. 检物表面与眼睛距离:30~40cm;c. 视线与被检物表面角度: 45±15º;d. 检验时间:≤10S;e. 视力:裸视或矫正视力在1.0以上且无色盲。
6.0镭雕件检验内容6.1外观检验:检验项目序号缺点类型不良内容描述判定备注C R I M AJ M IN1起牙镭雕的字唛呈锯齿形V不允许2漏雕漏雕镭雕字唛V3针孔表面不允许有针孔V4异色点表面的异色点不允许≥0.2m m V2 2外观检验 5油渍/脏污可去除之油渍/脏污 V 不可去除之油渍/脏污V6划痕在同一平面内长度≤5mm ,宽度≤0.1m m, 条数≤1,且距离≥15mmV 用污点 卡测量在同一平面内长度≥5m m , 宽度≥0.1m m 有感划痕V7 缩水 在自然无反光的条件下,看到明显的缩水纹(参考限度样品)V 8 变形 影响装配,通过装配不能复原位V 不影响装配,通过装配能复原位 V 9 缺胶 产品不允许有缺胶现象 V 10 水纹 表面不允许水纹 V 11 批锋 影响装配及刮手 V 12熔接线表面不允许有熔接线V检验项目 序号缺点类型不 良 内 容 描 述判 定 备 注C R I M AJ M IN1、外观13 色泽 对比样板有明显发亮/太哑、不均匀V 对比样板基本接近V 14露黄 外表面大面积和字唛发黄V 15 起泡 用指甲往泡上前后左右推移不会扩散的毛坯泡V 一般情 况下不 允许有 用指甲往泡上前后左右推移会向周边扩散的油漆泡V16 尘点 在同一平面内面积 1cm 范围内有一个直径0.1≤D ≤0.15m m麻点V用污点 卡测量。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
镭雕检验规范
一、目的:
为确保每一制程质量稳定度及满足客户的需求,每一站均需严格制程检验,并将检验之记录值填写记录表中,使制程中每一动作均能符合标准作业程序。
二、范围:
适合对本公司镭雕产品的制程检验。
三、检验环境:
光源800-1200Lux
四、检验内容:
五、流程说明:
1、镭雕产品批量生产前,生产应先送3-5PCS至品质,并填写好首件送检单交当班
IPQC确认首件;
2、首件OK,方可开机生产;首件NG,需重新调整机台参数后再重新送首件确认;
3、生产过程中IPQC要严格监督产线员工按工艺要求操作;
4、IPQC在巡检过程中,当发现问题应及时反馈生产责任人,单项不良超出5%,IPQC应及时开出品质异常联络单给责任分析改善,并追踪改善效果。
5、当生产出现重大异常时,如严重不良已导致报废不良比例在10%以上,应要求生产立即停线,并开出停线通知单。
6、IPQC要稽核现场的7S,并要求和监督现场操作人员对产品按要求作好防护措施。
六、相关文件
《不合格品控制程序》
七、相关表格
《内部品质异常联络单》
《IPQC检验报表》。