富士康品质管理系统
富士康品管调令流程
富士康品管调令流程1. 调令的定义和目的调令是富士康(Foxconn)公司内部的一种管理工具,用于调配和分配品质管理资源,以确保产品质量符合公司的标准和客户的要求。
调令旨在提高产品质量、降低不良率、增加客户满意度,并优化生产流程。
2. 调令流程概述富士康品管调令流程包括以下步骤:1.提交调令申请2.调配资源评估3.资源分配和安排4.实施和执行5.结果评估和总结下面将详细介绍每个步骤。
3. 调令流程详解步骤1:提交调令申请•由生产部门或品管部门发起调令申请。
•调令申请包括以下信息:–需要进行品管调整的产品或工序–调整后的目标要求和标准–预计需要的资源数量和时间周期•调令申请需经过相关部门审批,如生产经理、质量经理等。
步骤2:调配资源评估•品管部门根据调令申请,评估所需资源的合理性和可行性。
•资源评估包括:–确定所需的人力资源和培训需求–确定所需的设备、工具和材料–确定调令对其他生产线或工序的影响•资源评估结果需要与申请部门进行沟通和确认。
步骤3:资源分配和安排•品管部门根据资源评估结果,制定资源分配计划。
•资源分配计划包括:–分配合适的人员到相关岗位或工作组–获取所需设备、工具和材料,并进行安装和配置–安排培训计划,提升员工技能和知识•资源分配计划需要与相关部门共同制定,并获得他们的支持和承诺。
步骤4:实施和执行•根据资源分配计划,开始执行品管调令。
•实施步骤包括:–员工按照新要求进行操作、检验和记录–使用新设备、工具和材料进行生产或检验–参加培训课程,提升技能和知识•实施过程中需要密切监控和跟踪,及时解决问题和调整计划。
步骤5:结果评估和总结•完成品管调令后,进行结果评估和总结。
•结果评估包括:–检查产品质量是否符合新要求和标准–收集数据,分析不良率、客户投诉等指标的变化–进行内部审查和外部审核,确认改进效果•总结报告需要向相关部门汇报,并记录经验教训以供参考。
4. 流程优化与改进为了确保流程清晰且实用,可以考虑以下优化与改进措施:1.制定统一的调令申请模板,明确申请信息的内容和格式要求,简化申请流程。
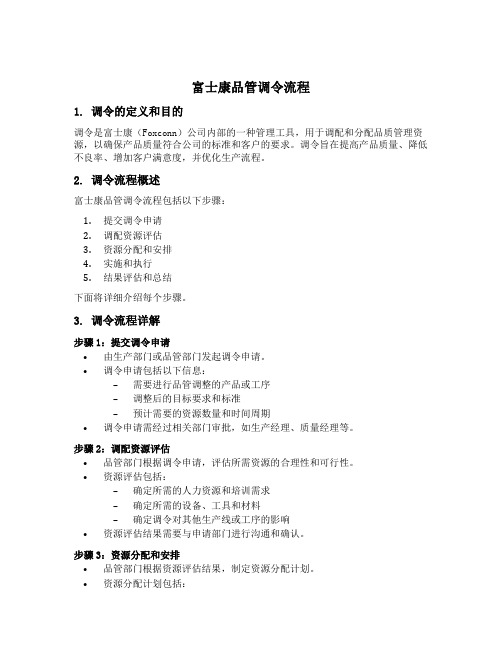
品质保证系统介绍

製程品質 保證系統
FQC (最終品質管制)
自主檢驗
量測設備管理
進料品質管制作業
原材料進廠
OK OK
數量檢驗
NG
品質檢驗
NG 拒收
入庫
拒收
異常處理流程
品質記錄
供應商管理
製程品質管制作 業
製造流程 衝 壓 塑件成型 PCBA
ቤተ መጻሕፍቲ ባይዱ
電 鍍
裝 配
出 庫
貨 存
120 Hours
6Sigma品質改善
品質問題
目標檢討
OK
團隊組建
目標設定
團隊工作
是否達到 設定目標?
標準化
歸檔
NG
方法檢討
趕到客戶現場&其他方式聯絡
1 客訴詳情了解 2 不良樣品搜集 3 客戶庫存check 4 相關信息反餽回Foxconn Sales/CQA
異常原因分析&初步結論知會客戶 1 臨時對策實施 2 遏止計划實施 3 長期對策實施 完成8D報告
Sales/CQA
24 Hours
廠內改善團隊 36 Hours CQA
設計品保系統
• DR1: 開發可行性評估審查 • DR2: 設計規劃審查
FOXCONN新產品開發流程 :
• DR3: 設計及設計驗證審查
• DR4: 產品功能驗證審查
• DR5: 產品送樣及客戶認可審查
• DR6: 製程改善檢討/移轉審查 • DR7: 結案檢討/大量生產規劃審查
製程品質保證系統
7 LOT 管理單
入庫
8 入庫驗收單
Complaints
客戶
富士康iPEBG品质服务工作职责
富士康iPEBG品质服务工作职责
富士康iPEBG品质服务工作职责:
1. 管理质量管理系统
负责建立和维护iPEBG的质量管理体系,并负责制定和实施相
应的政策、规程、标准和程序。
2. 审核供应商
负责审核供应商的质量管理体系,并对供应商提供的原材料、
部件、产品等进行质量检验。
3. 参与设计评审
参与产品设计评审过程,提供关于产品质量方面的建议和意见,确保产品设计符合质量要求。
4. 质量培训
负责对iPEBG员工进行质量方面的培训,确保员工了解公司的
质量标准和要求,并能够按照标准和要求开展工作。
5. 质量跟踪和统计
负责对iPEBG产品的质量进行跟踪和统计,收集并分析质量数据,发现问题并提出改进措施。
6. 不良品管理
负责对iPEBG的不良品进行管理,包括处理不良品、进行故障
分析和制定改进计划等。
7. 客户满意度调查
负责对iPEBG客户进行满意度调查,并根据调查结果提出改进
建议,确保客户满意度得到提高。
8. 建立品质文化
负责建立和维护iPEBG的品质文化,提高员工对质量的意识和重视程度,推动全员参与质量管理。
富士康TIPTOP生管系统方案
进度安排与里程碑节点
项目启动
确立项目目标,成立项目组,制定实施计划 。
数据迁移与接口对接完成
实现数据迁移和接口对接,确保数据准确性 和系统互联互通。
系统安装与配置完成
完成系统的安装、配置和调试,确保系统正 常运行。
培训与推广完成
完成系统培训,推广系统使用,提高用户操 作熟练度。
资源保障及协作机制
05
培训与推广策略
培训对象及内容设计
01
培训对象
02
内容设计
富士康TIPTOP生管系统的使用人员,包括生产、计划、物料、仓库 等部门的员工。
根据员工角色和需求,设计针对性的培训课程,包括系统操作、功能 应用、业务流程等。
培训方式与时间安排
01
培训方式
采用线上和线下相结合的方式 ,包括视频教程、现场演示、
业务流程重构设计
根据优化建议,对业务流程进行重构设计,确保 新流程更加合理、高效,并满足富士康业务需求 。
功能模块划分与定义
基础数据管理模块
包括物料、供应商、客户等基础数据 的管理功能,支持数据的增删改查等 操作。
库存管理模块
实现库存的实时查询、盘点、调拨等 功能,支持多种库存策略的配置和应 用。
操作实践等。
根据员工实际工作安排,制定灵 活的培训时间,确保员工能够充
分参与培训。
02
时间安排
推广策略及效果评估
推广策略
通过内部宣传、培训推广、案例分享 等方式,提高员工对富士康TIPTOP生 管系统的认知度和使用率。
效果评估
制定评估指标,定期对推广效果进行 评估,及时调整推广策略,确保推广 目标的实现。
人力资源保障
配备专业的项目实施团队,明确各成员职责与分 工。
品质保证系统图(精细管理)

1.7 包装方式评 估 1.8 材料、成品 存储方式的分析 1.9 材料来源评 估 1.10 设备来源 评估 1.11 手工样品 制作周期 1.12 模具、设 备准备周期
主要担当: 外贸部 外贸部
外贸部 技术部 技术部 质检部 技术部 生产部 技术部 技术部 供应部 技术部 技术部 技术部
32、ROHS报告 33、客户要求的 其他性能测试报 告
担当部门 技术部 技术部 技术部 生产部 质检部 质检部 技术部 技术部 质检部 质检部 质检部 生产部 质检部 生产部 质检部 供应部 供应部 质检部
成品存储 交货管理
产品的防护
客户信息反 馈&客户满意
度调查
NG 装车检查
OK
售后服务
客诉处理
提出材料&委 外加工价格
申请手工样 品材料
样品材料采 购
手工样品配 件
检查结果的确认
样品配件组 装
联络委外加 工
需委外加工时
NG
OK
客户确认
产能评估 (工时清
单)
检查设备 (检具)提 供、试验规
格
图样分析估 价(试验规 格)无法满 足项目提出
材料的防护
提供样品材 料(附: ROHS报告、 材质证明)
版次
修订日期
修订经历
修订内容
修订者
审核
承认
文件编号:
2/2
OK
NG
生产
制程检查
OK
委外加工 (附:ROHS 报告、尺寸/ 性能报告
产品的防护
OK 组立包装
委外加 工检查
NG
NG 制程检查
OK 最终检查
改善管制
富士康科技集团PMC系统流程(标准版)

1-1.註意L/T之內需求及時開立新 需求交期確認表
交期確認表 訂單變更通知單
2.企劃根據交管X版Shipping制作組裝周X版生 2.註意新增轉量產之料號,計劃中
產排配表
務必加入
組裝周生產計劃表
3.各制程針對組裝周計劃X版進行排配展開、 產能負荷模擬; 負荷不足無法滿足組裝生產排配時,須尋找相 關資源解決;
FOXCONN集团***事业群***事业处生管系統大流程
交管
企劃
各廠生管
客戶需求訂單
組裝周生産排配 表Rev.X
各制程周生産排 配表Rev.X
采購
八周負荷模擬 系統MRP RUN
產銷缺料報表
倉庫
生產
作業要求
註意事項
作業表單
1.交管依客戶需求,區分樣品/量產並下發交期 確認單.由企劃負責交期匯整.交期確認后維護 至Demand系統;
3.超負荷部分之處理對策
制程周生產計劃表
4.物控確認缺料之物料的到料時間
4.無法滿足需求部分在產銷會中 提出合理的原因,以利交管與客戶 缺料報表 協商
每週四組織召開產銷協調會
產銷協調結果導 入demand系統
系統MRP RUN
ACNF 24WK Shipping
NPI訂單管控表
PR轉成采購PO LIST
各制程周生產計劃
9.物控采購根據MRP結果下PO到供應商
考慮MOQ,L/T
采購需求單 采購訂單 交貨通知單
10.企劃生管依A版組裝周計劃針對隔日生產所 需物料扣除庫存得出缺料報表;
10.各制程註意務必按組裝提報之 缺料表,核查其生產進度,確認回復 供料時間之准確性
缺料報表
11.生產異常部分重新確認交期; 次日生產物料確認.
富士康生产计划体系概述

INNOLUX
四大管制系统拆解(生管)
主系統 (第二層) 次系統 (第三層)
3.生管系統
3.2 內生管管制系統
支系統 (第四層) 3.2.1 產能規劃管制作業系統
3.2.2 產量管制作業系統 3.2.3物料採購管制作業系統
子系統 (第五層) 3.2.1.1 產能基本資料建立管制作業系統 3.2.1.2 產能需求規劃管制作業系統 3.2.1.3 產能負荷分析管制作業系統(4M Evaluation) 3.2.1.4 產能差異調整管制作業系統 3.2.2.1生產計劃管制作業系統 3.2.2.2 生產執行管制作業系統 3.2.3.1 物料分級分類管制作業系統 3.2.3.2 採購策略與交易模式管制作業系統 3.2.3.3 供應商管理作業系統 3.2.3.4 採購詢價報價作業系統 3.2.3.5 採購成交條件管制作業系統 3.2.3.6 請購管制作業系統 3.2.3.7 採購訂單處理管制作業系統
2
WLBU NP
Dept.
富士康核心武器
INNOLUX
流程
+
表单
+
执行力
3
IE
工 业 工 程 无 处 不 在
WLBU NP Dept.
富士康核心武器
INNOLUX
流程和表单几乎覆盖到各事业群的任何节点: 犯错都不会放过,必须提交 8D 报告
有专门的DC并不定期稽核。
hub使数据更为准确/安全/及时/完整 资讯流一幕全览便于供应商全程掌控 免费为供应商提供库存和出货管理系统
适时互动 的平台
Forecast资讯共享与互动
MAX/MIN安全库存资讯共享与互动
12
WLBU NP Dept.
富士康的生管工管品管经管太有用了

富士康的生管、工管、品管、经管,太有用了世界500强企业,富士康科技集团(FOXCONN)是电子制造业规模最大,管理水平最高的标志企业,其对四大管制系统(生管、工官、品管、经管)的诠释便是其管理水平的集中体现。
◆◆◆◆01 .首先,谈谈生管此处的生管非生产计划(PC),而是指工厂与生产相关的所有管理活动。
所以,传统意义上的生管、物管仅仅是其很小之一部分。
富士康“同步制造”的生管系统具有如下特征:1. 快速爬坡量产的生管系统。
对于更新换代极快的电子行业而言,速度就是效益,就是生命。
所以富士康通过加强领导权威(如军事化训练),高工资高福利吸引优秀员工并使其24小时处于待命状态,组建矩阵式组织架构,和接力式的交接班作业制度,从而达到最短时间的大量生产。
2. 成本优势。
富士康通过集团采购,及专人评估分析市场、成本与价格机制,从而达到超越业界的成本优势。
3. 弹性。
富士康的生产弹性包含订单取消和订单的快速量产两个方面。
这是OEM界最好的弹性系统,这与其推行JIT(精益生产、及时生产)和零部件、原材料的标准化有关。
◆◆◆◆02 .其次,谈谈工管富士康所建立的工管,含主要做样品资料与BOM建立的产发和主要做量试工作的制工两部分。
如果将工程资料、模具资料计算在内,富士康有全球最大的企业工程数据库。
富士康通过集成、分解、存储、24小时全球接力式运作,将工程服务缩短在最小的时间内,并保证了工程服务质量。
此之为与客户研发同步的“并行研发”。
◆◆◆◆03 .再次,谈谈品管富士康的品管含品检和品保(如稽核)两部分。
对生管和工管的成果进行检验和保证。
富士康对品质的工作至少有如下几个方面:•ROHS要求;•超越客户对品质之要求及作出他们的期望;•全员品质意思;•调整工厂布局以保证品质;•使用包材保护产品;•产品生产、存储的追溯机制。
◆◆◆◆04 .最后,谈谈经管富士康是第一个将经管看作一门独立经营管理艺术的企业,且对其重要性认识到位,但做得不够好。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
6. 各部門主管秉持”品質是公司生存的命脈“的
原則,應排除萬難出席此會議 7. 會議的焦點在保護顧客保護公司,不讓不良流
出,而非爭論責任歸屬
每日品質會議(Daily Quality Meeting) (3/5)
700-19866-02 700-20326-02
800-28367-01 800-28871-01
800-28367-01 800-28871-01
800-26973-02
700-24161-02
800-26342-01
顯示器面板不良
本體碰刮傷
橡膠墊不良 下蓋料花
贓污 點膠不良
Supplier A0001
每日品質會議(Daily Quality Meeting) (1/5)
1. 製造單位每日須召開品質會議,瞭解各單位前 一日品質及對策執行之即時有效性
2. 會議由製造最高主管主持,Q主管負責會議進行 及掌控,各項不良應即時決定對策,避免延誤 時間
3. 會議重點在不良防堵之確認,即系統運作之有 效性,而非責任歸屬
SAQ品質優先課題作法(1/2)
1. 定義顧客滿意之項目(約3項). 2. 決定各項目之權重. 3. 依問題的產生關連性分成設計、生產、供應商. 4. 生產部門應對實質的不良流出做有效的管制. 5. 選擇優先性較高的議題, 由主管領導進行跨功能團
隊改善.
SAQ品質優先課題作法(2/2)
1. SAQ由Q部門定期統計發佈. 2. 生產部門須對SAQ較高項目實施有效的防堵對策,
創新的新經營模式:CMMS 代工模式
CMMS = Component Module Move & Service
品牌 行銷
+
核心 技術
O.D.M.
代工設計
O.E.M.
代工製造
自有品牌 市場行銷 產品設計 產品開發
工程服務 小量生產
C.E.M.
大量生產 關鍵另件
全球組裝 全球交貨
Joint Design Joint Development
產品開發、製造經由下列運作系統以達到顧客滿意
產品開發系統(APQP/PPAP) Foxconn生產系統(FPS) 品質運作系統(FQM) Six Sigma支援
產品開發與生產系統關聯圖
專案核准
開發系統
開發品質運作系統
量產
交遞/服務
生產系統
量產品質運作系統
產品 研發
開發流程
量產
交期達成
設變/生產系統
10
VRT變異改善團隊
(Variation Reduction Team)
1. VRT變異改善團隊 2. 品質優先課題(SAQ)決定變異改善團隊成員 3. VRT為跨功能對策小組,依產品/機能區分而定 4. SAQ劃分至各組後,由Q單位協助各組成立,正
常運作及定期跟催各組成果
品質資訊系統
(Quality Information System; QIS)
指標趨勢
1. 建立指標後每日追蹤指標變化 2. 對策實施後,由指標變化確認對策之有效性 3. 指標變化須與對策有效性確實結合 4. 由指標趨勢決定如何對應 5. 內部指標須能明確顯示外部改善的成果
預測成果
1. 內部指標的趨勢要能與外部成果變化結合 2. 不僅以內部指標進行管理,更以內部其他指標驗
QTY
Rank
VOC #3(0.35)
FPY
QTY
Rank
Score Priority
品質優先課題(example)
Single Agenda for Quality(SAQ)----- NWE1-IPCBU
Part Number
Defect Description
Process Owner
Defect Code
4. 此會議為建立品質領導力,明確問題對策優先 度的重要會議,藉此會議凝聚品質的共識及確 保對顧客的品質承諾
每日品質會議(Daily Quality Meeting)(2/5)
1. 會議資料由Q部門依各檢查關卡結果提出 2. 各生產單位於會議中提出主要不良項目對策,
驗證及協助需求報告 3. Q部門站在顧客的立場,要求對策之合理有效與
狀況.
3.藉品質優先課題(SAQ), 聚焦品質改善的
優先性.
事实管理 (Fact Management)
1. 以充裕、即时、可靠、有效的数据(data)为基础.
2. 以图形(graph, chart)及表(table)来显示对策前后 的变化趋势.
3. 长期观测驱动品质改善活动
流程管控 (Process Control)
1. 品質報告應包含最近六個月的趨勢,最近30日 的趨勢,前一日的狀況,報告以班特圖(Paynter) 呈現
2. 問題發生後若有對策應予陰影呈現,再確認問 題發生的頻度
3. 重複發生的項目應予以跟催,並要求對策 4. 前一日的狀況須擇要報告及跟催 5. 會議應有紀錄以供追蹤
協力廠商 銷售與服務
FQM基本理念
1.顧客優先 2.品質第一 3.事實管理 4.標準化 5.流程導向 6.程果兼顧 7.全員參與 8.持續改善
領導與價值
FQM 特性 1.品質領導 2.事實管理 3.流程管控
品質領導(Quality Leadership)
1.明確的品質內容具體量化品質. 2.明列品質項目優先性數據及圖形顯示品質
產品開發\生產 協力廠
業務& 服務
顧客
輸入
•顧客的聲音 •供應商變更 •設計流程 •製造流程 •市場回饋 •法規標準 •……
輸入
時間&資料管理
流程與工具
基礎架構
持續改善
資訊流
輸出
輸出
設計& 生產流 程&製 程改善
品質?(What is Quality?)
• 品質是價值與尊嚴的起點, 也是Foxconn公司賴以 生存的命脈, 是環環相扣的過程, 是緊密執行的結 果.
0
VOC #3(0.35) FPY
QTY Rank
51614 10
Score 9.70
Priority 1
481
9
8.15
2
0
0
5.40
3
0
0
4.00
4
265
8
2.80
5
40
7
2.45
6
700-24156-03
油污
Molding A0010
0
0
0
0
30
6
2.10
7
800-27584-02 (Handset)
防止不良品流出, Q部門應實施落實稽核以確認對 策之有效執行及效果之維持. 3. Q部門須確認日常品質管理系統的有效執行及每日 品質資訊報告的有效及可靠性. 4. Q部門除執行日常品質管理系統外,亦應即時回饋 品質資訊以驗證對策之有效性. 5. Q部門亦須參加較高的SAQ議題的改善會議,並於 定期的品質會議中提出SAQ的進度報告.
• 品質需要明確定義 • 品質是可衡量
FQM之目標
1.回歸基本面,建立目視管理的品質環境
2.建立日常品質運作,異常對應及持續改善之系統
3.運用有限資源及團隊合作,有方法及紀律解決品 質優先課題,提升顧客滿意度
SAQ品質優先課題 (Single Agenda for Quality)
SAQ能將顧客關心的品質議題與內部 流程的關連性,以優先次序排列成表.
Capability). 3. 降低品質成本(Cost of Quality).
F Q M 的定位
1. 富士康統一的品質管理系統. 2. 符合國際品質管理系統要求. 3. 符合顧客的品質管理系統要求. 4. FQM應包括
1) Design QA (APQP/PPAP) 2) Manufacturing QA 3) Supplier QA 4) Field QA.
Single Agenda for Quality 品質優先課題
Single Agenda for Quality (SAQ)
Part Number
Defect Description
Process
Owner
Defect Code
VOC #1(0.5)
RMA
QTY
Rank
VOC #2(0.15)
OBA
1. 以流程管理整合組織功能 2. 過程(P)與結果(Q)均應有管控(SPC). 3. 由管理果(Q)轉化為管理因(P)之品質體系. 4. 即時的反應機制(Real-time Response System),
打造現場(Shop Floor)成為一個自主管理的有機 體,適時的反應異常,即時的對應指示不接受、不 製造、不流出不良.
FQM品質管理系統運作循環
A
顧客期
P
望/滿意
驗證調整
選擇
預測成果
人員持續 的瞭解
內部的重 要流程
建立關連
指定
C
指標趨勢
衡量指標
改善追蹤
D
顧客期望∕滿意(內部與外部)
1. 明確顧客期望/滿意的項目 2. 量化這些項目的評量 3. 最好能結合品質成本 4. 項目內容須能與製程設計或廠商供應結合 5. 顧客不滿意的項目須明確掌握,而非只從報告
鴻海核心技術分布
Computer
Communication
企業資訊系統產品 資訊系統整合服務
數位產品
手機 通訊網路產品
Consumer
遊戲機 數位相機
模具產品事業單位 網路連結產品事業單位 外廠關係企業: 鴻準、群創、鴻佰..等 以各類精密模具研發、開模、製造基礎,主營電腦、通訊及消費性電子 等相關領域產品的零組機構件及系統開發、製造、銷售。