蚀刻和侧蚀
PCB电路板蚀刻工艺及过程控制 - 电子技术
PCB电路板蚀刻工艺及过程控制 - 电子技术印刷线路板从光板到显出线路图形的过程是一个比较复杂的物理和化学反应的过程,本文就对其最后的一步--蚀刻进行解析。
目前,印刷电路板(PCB)加工的典型工艺采用"图形电镀法"。
即先在板子外层需保留的铜箔部分上,也就是电路的图形部分上预镀一层铅锡抗蚀层,然后用化学方式将其余的铜箔腐蚀掉,称为蚀刻。
一.蚀刻的种类要注意的是,蚀刻时的板子上面有两层铜。
在外层蚀刻工艺中仅仅有一层铜是必须被全部蚀刻掉的,其余的将形成最终所需要的电路。
这种类型的图形电镀,其特点是镀铜层仅存在于铅锡抗蚀层的下面。
另外一种工艺方法是整个板子上都镀铜,感光膜以外的部分仅仅是锡或铅锡抗蚀层。
这种工艺称为“全板镀铜工艺“。
与图形电镀相比,全板镀铜的最大缺点是板面各处都要镀两次铜而且蚀刻时还必须都把它们腐蚀掉。
因此当导线线宽十分精细时将会产生一系列的问题。
同时,侧腐蚀会严重影响线条的均匀性。
在印制板外层电路的加工工艺中,还有另外一种方法,就是用感光膜代替金属镀层做抗蚀层。
这种方法非常近似于内层蚀刻工艺,可以参阅内层制作工艺中的蚀刻。
目前,锡或铅锡是最常用的抗蚀层,用在氨性蚀刻剂的蚀刻工艺中.氨性蚀刻剂是普遍使用的化工药液,与锡或铅锡不发生任何化学反应。
氨性蚀刻剂主要是指氨水/氯化氨蚀刻液。
此外,在市场上还可以买到氨水/硫酸氨蚀刻药液。
以硫酸盐为基的蚀刻药液,使用后,其中的铜可以用电解的方法分离出来,因此能够重复使用。
由于它的腐蚀速率较低,一般在实际生产中不多见,但有望用在无氯蚀刻中。
有人试验用硫酸-双氧水做蚀刻剂来腐蚀外层图形。
由于包括经济和废液处理方面等许多原因,这种工艺尚未在商用的意义上被大量采用.更进一步说,硫酸-双氧水,不能用于铅锡抗蚀层的蚀刻,而这种工艺不是PCB外层制作中的主要方法,故决大多数人很少问津。
二.蚀刻质量及先期存在的问题对蚀刻质量的基本要求就是能够将除抗蚀层下面以外的所有铜层完全去除干净,止此而已。
蚀刻过程中应注意的问题

蚀刻过程中应注意的问题蚀刻过程中应注意的问题1. 减少侧蚀和突沿,提高蚀刻系数侧蚀产生突沿。
通常印制板在蚀刻液中的时间越长,侧蚀越严重。
侧蚀严重影响印制导线的精度,严重侧蚀将使制作精细导线成为不可能。
当侧蚀和突沿降低时,蚀刻系数就升高,高的蚀刻系数表示有保持细导线的能力,使蚀刻后的导线接近原图尺寸。
电镀蚀刻抗蚀剂无论是锡-铅合金,锡,锡-镍合金或镍,突沿过度都会造成导线短路。
因为突沿容易断裂下来,在导线的两点之间形成电的桥接。
影响侧蚀的因素很多,下面概述几点:1)蚀刻方式:浸泡和鼓泡式蚀刻会造成较大的侧蚀,泼溅和喷淋式蚀刻侧蚀较小,尤以喷淋蚀刻效果最好。
2)蚀刻液的种类:不同的蚀刻液化学组分不同,其蚀刻速率就不同,蚀刻系数也不同。
例如:酸性氯化铜蚀刻液的蚀刻系数通常为3,碱性氯化铜蚀刻液的蚀刻系数可达到4。
近来的研究表明,以硝酸为基础的蚀刻系统可以做到几乎没有侧蚀,达到蚀刻的线条侧壁接近垂直。
这种蚀刻系统正有待于开发。
3)蚀刻速率:蚀刻速率慢会造成严重侧蚀。
蚀刻质量的提高与蚀刻速率的加快有很大关系。
蚀刻速度越快,板子在蚀刻液中停留的时间越短,侧蚀量越小,蚀刻出的图形清晰整齐。
4)蚀刻液的PH值:碱性蚀刻液的PH值较高时,侧蚀增大。
峁见图10-3为了减少侧蚀,一般PH值应控制在8.5以下。
5)蚀刻液的密度:碱性蚀刻液的密度太低会加重侧蚀,见图10-4,选用高铜浓度的蚀刻液对减少侧蚀是有利的.6)铜箔厚度:要达到最小侧蚀的细导线的蚀刻,最好采用(超)薄铜箔。
而且线宽越细,铜箔厚度应越薄。
因为,铜箔越薄在蚀刻液中的时间越短,侧蚀量就越小。
2. 提高板子与板子之间蚀刻速率的一致性在连续的板子蚀刻中,蚀刻速率越一致,越能获得均匀蚀刻的板子。
要达到这一要求,必须保证蚀刻液在蚀刻的全过程始终保持在最佳的蚀刻状态。
这就要求选择容易再生和补偿,蚀刻速率容易控制的蚀刻液。
选用能提供恒定的操作条件和对各种溶液参数能自动控制的工艺和设备。
电路板蚀刻是什么意思
电路板蚀刻是什么意思电路板蚀刻是什么意思印刷线路板从光板到显出线路图形的过程是一个比较复杂的物理和化学反应的过程,本文就对其最后的一步--蚀刻进行解析。
目前,印刷电路板(PCB)加工的典型工艺采用“图形电镀法”。
即先在板子外层需保留的铜箔部分上,也就是电路的图形部分上预镀一层铅锡抗蚀层,然后用化学方式将其余的铜箔腐蚀掉,称为蚀刻。
蚀刻法是用蚀刻液将导电线路以外的铜箔去除掉的方法,雕刻法是用雕刻机将导电线路以外的铜箔去除掉的方法,前者是化学方法,较常见,后者是物理方法。
电路板蚀刻法,是化学腐蚀法,是用浓硫酸腐蚀不需要的覆铜做成的电路板。
雕刻法使用物理的方法,用专门的雕刻机,刀头雕刻覆铜板形成电路走线的方法。
了解有关PCB蚀刻过程中应该注意的问题。
减少侧蚀和突沿,提高蚀刻系数侧蚀产生突沿。
通常印制板在蚀刻液中的时间越长,侧蚀越严重。
侧蚀严重影响印制导线的精度,严重侧蚀将使制作精细导线成为不可能。
当侧蚀和突沿降低时,蚀刻系数就升高,高的蚀刻系数表示有保持细导线的能力,使蚀刻后的导线接近原图尺寸。
电镀蚀刻抗蚀剂无论是锡-铅合金,锡,锡-镍合金或镍,突沿过度都会造成导线短路。
因为突沿容易断裂下来,在导线的两点之间形成电的桥接。
侧蚀的影响因素如下!1、蚀刻方式:浸泡和鼓泡式蚀刻会造成较大的侧蚀,泼溅和喷淋式蚀刻侧蚀较小,尤以喷淋蚀刻效果最好。
2、蚀刻液的种类:不同的蚀刻液化学组分不同,其蚀刻速率就不同,蚀刻系数也不同。
例如:酸性氯化铜蚀刻液的蚀刻系数通常为3,碱性氯化铜蚀刻液的蚀刻系数可达到4。
近来的研究表明,以硝酸为基础的蚀刻系统可以做到几乎没有侧蚀,达到蚀刻的线条侧壁接近垂直。
这种蚀刻系统正有待于开发。
FPC软性电路板术语速查要点
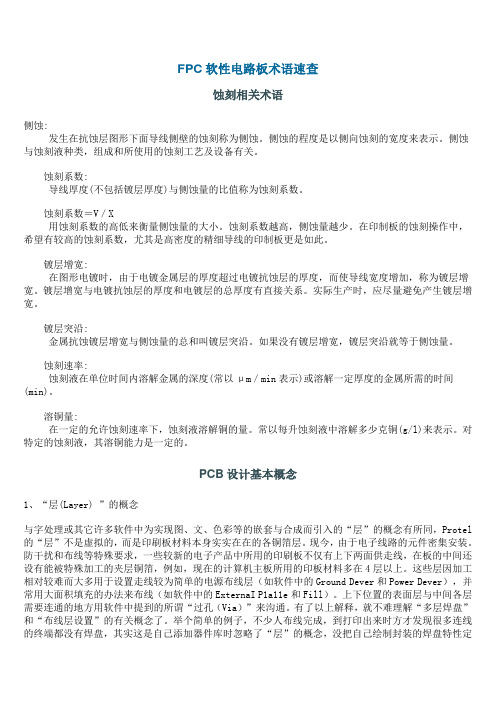
FPC软性电路板术语速查蚀刻相关术语侧蚀:发生在抗蚀层图形下面导线侧壁的蚀刻称为侧蚀。
侧蚀的程度是以侧向蚀刻的宽度来表示。
侧蚀与蚀刻液种类,组成和所使用的蚀刻工艺及设备有关。
蚀刻系数:导线厚度(不包括镀层厚度)与侧蚀量的比值称为蚀刻系数。
蚀刻系数=V/X用蚀刻系数的高低来衡量侧蚀量的大小。
蚀刻系数越高,侧蚀量越少。
在印制板的蚀刻操作中,希望有较高的蚀刻系数,尤其是高密度的精细导线的印制板更是如此。
镀层增宽:在图形电镀时,由于电镀金属层的厚度超过电镀抗蚀层的厚度,而使导线宽度增加,称为镀层增宽。
镀层增宽与电镀抗蚀层的厚度和电镀层的总厚度有直接关系。
实际生产时,应尽量避免产生镀层增宽。
镀层突沿:金属抗蚀镀层增宽与侧蚀量的总和叫镀层突沿。
如果没有镀层增宽,镀层突沿就等于侧蚀量。
蚀刻速率:蚀刻液在单位时间内溶解金属的深度(常以μm/min表示)或溶解一定厚度的金属所需的时间(min)。
溶铜量:在一定的允许蚀刻速率下,蚀刻液溶解铜的量。
常以每升蚀刻液中溶解多少克铜(g/l)来表示。
对特定的蚀刻液,其溶铜能力是一定的。
PCB设计基本概念1、“层(Layer) ”的概念与字处理或其它许多软件中为实现图、文、色彩等的嵌套与合成而引入的“层”的概念有所同,Protel 的“层”不是虚拟的,而是印刷板材料本身实实在在的各铜箔层。
现今,由于电子线路的元件密集安装。
防干扰和布线等特殊要求,一些较新的电子产品中所用的印刷板不仅有上下两面供走线,在板的中间还设有能被特殊加工的夹层铜箔,例如,现在的计算机主板所用的印板材料多在4层以上。
这些层因加工相对较难而大多用于设置走线较为简单的电源布线层(如软件中的Ground Dever和Power Dever),并常用大面积填充的办法来布线(如软件中的ExternaI P1a11e和Fill)。
上下位置的表面层与中间各层需要连通的地方用软件中提到的所谓“过孔(Via)”来沟通。
有了以上解释,就不难理解“多层焊盘”和“布线层设置”的有关概念了。
FPC曝光机设计技术手记(4)蚀刻与侧蚀影响

噴嘴
水膜 線路 基材
13
藥液流向
FPC蚀刻过程中水溝效應—即密集區和空曠區蝕刻量不同的現象
定義:
➢ 藥液的附著性使藥液粘附在線路上以及線路之間的間隙; ➢ 在密集區域,線路之間的藥液很難被噴下的藥液衝出,藥液更新速度慢,
蝕刻量少; ➢ 在空曠區域,線路周邊的藥液更新速度快,蝕刻量大; 產生效果:水溝效應導致密集區和空曠區蝕刻量不同。 改善方法:對空曠區線路單獨多加補償,保證密集區和空曠區蝕刻後線寬
分辨率高,细线条 VLSI广泛使用干法刻蚀 针对不同的材料,其典型的湿法腐蚀液(配方)及干法腐蚀剂
日本三菱公司的超级蚀刻生产线的蚀刻因子特性
FPC 蚀刻过程中的四种蚀刻效应
PCB蝕刻線包括水平噴淋式蝕刻線、真空蝕刻線、垂直式蝕刻 線、浸潤式蝕刻線,本報告針對最常用的水平噴淋式蝕刻線 的四種蝕刻效應進行講述。
X=h*tan(a+b)=4*tan2.5°= 0.17mil
Process Engineer
2020/12/11
不同极性材料的刻蚀剖面
各向异性
各向同性
各向异性,锥形
各向异性,内切
不同极性材料的刻蚀剖面
各向异性,脚印 各向异性,反锥形
各向异性,反脚印 各向异性,内切
不同刻蚀方法的特性小结
湿法刻蚀具有以下特性: 化学刻蚀,各向同性,工艺简单,选择性高,粗线条, 干法刻蚀具有以下特性: 物理和/或化学(三种工艺:等离子蚀刻、溅射蚀刻、反应离子蚀刻),各向异性,设备复杂,
Tp*tan(a+b)
+
ur
up
up為聚脂薄膜折射率
ur為光阻劑折射率
tp為聚脂薄膜厚度(HT312為0.8mil)
PCB微短路产生介绍

線路側蝕
線路蝕刻正常
線路蝕刻輕微側蝕
線路蝕刻嚴重側蝕
產生原因:蝕刻線速度過慢,造成線路側蝕嚴重.
銅絲形成橋連
蚀刻侧蚀产生突沿,然后由磨板过程使突沿断裂下来在导线之间形成桥接,再印上绿油就使其桥接 不是完全短路桥接。
印刷綠油後的橋連現象
蚀刻侧蚀产生突沿,然后由磨板过程使突沿断裂下来在导线之间形成桥接,再印上绿油就使其桥接 不是完全短路桥接。
切片
微短現象 切片位置
微短切片
側蝕嚴重
總結
因為阻焊(綠油)絲印時會使橋接銅絲絕緣加重,造成電測機也無法測出,而在搬 運、裝聯、高溫高濕等情況下使其橋接形成短路。 為解決這一方面問題,主要在線路制作時保證線寬和線距,防止部份線路過 近;蝕刻時保證側蝕的質量(嚴格控制蝕刻速度);採用目數較多的尼龍刷,降 低削切銅箔的能力。 銅箔部份
pcb阻焊侧蚀接受标准

pcb阻焊侧蚀接受标准
PCB(Printed Circuit Board)阻焊侧蚀是指在电路板制造过程中,阻焊层在电路板侧面的蚀刻程度。
阻焊层的作用是保护电路板上的铜
箔不被氧化和腐蚀,同时提供电路的绝缘性能。
阻焊侧蚀的接受标准通常由电路板制造商和客户协商确定,因为
它们可能因应用、电路板设计和制造要求而有所不同。
以下是一些常
见的阻焊侧蚀接受标准:
1. 蚀刻深度:阻焊层应该蚀刻到电路板的基材,但不应蚀刻过度,以免影响电路板的电气性能。
通常,蚀刻深度应在 25-50μm 之间。
2. 侧蚀宽度:阻焊层在电路板侧面的蚀刻宽度应该均匀,不应出
现过宽或过窄的区域。
通常,侧蚀宽度应在 50-100μm 之间。
3. 外观质量:阻焊层的外观应该平整、光滑,不应出现起泡、分层、脱落或其他缺陷。
阻焊层的颜色应该均匀,不应出现色差或色斑。
4. 绝缘性能:阻焊层应该提供良好的绝缘性能,以防止电路板上
的电路短路或漏电。
通常,阻焊层的绝缘电阻应该大于10^12 Ω。
需要注意的是,这些标准可能会因电路板的类型、应用和制造工艺而有所不同。
在实际生产中,应该根据具体情况与电路板制造商和客户协商确定阻焊侧蚀的接受标准。
FPC软性电路板术语速查

FPC软性电路板术语速查蚀刻相关术语侧蚀:发生在抗蚀层图形下面导线侧壁的蚀刻称为侧蚀。
侧蚀的程度是以侧向蚀刻的宽度来表示。
侧蚀与蚀刻液种类,组成和所使用的蚀刻工艺及设备有关。
蚀刻系数:导线厚度(不包括镀层厚度)与侧蚀量的比值称为蚀刻系数。
蚀刻系数=V/X用蚀刻系数的高低来衡量侧蚀量的大小。
蚀刻系数越高,侧蚀量越少。
在印制板的蚀刻操作中,希望有较高的蚀刻系数,尤其是高密度的精细导线的印制板更是如此。
镀层增宽:在图形电镀时,由于电镀金属层的厚度超过电镀抗蚀层的厚度,而使导线宽度增加,称为镀层增宽。
镀层增宽与电镀抗蚀层的厚度和电镀层的总厚度有直接关系。
实际生产时,应尽量避免产生镀层增宽。
镀层突沿:金属抗蚀镀层增宽与侧蚀量的总和叫镀层突沿。
如果没有镀层增宽,镀层突沿就等于侧蚀量。
蚀刻速率:蚀刻液在单位时间内溶解金属的深度(常以μm/min表示)或溶解一定厚度的金属所需的时间(min)。
溶铜量:在一定的允许蚀刻速率下,蚀刻液溶解铜的量。
常以每升蚀刻液中溶解多少克铜(g/l)来表示。
对特定的蚀刻液,其溶铜能力是一定的。
PCB设计基本概念1、“层(Layer) ”的概念与字处理或其它许多软件中为实现图、文、色彩等的嵌套与合成而引入的“层”的概念有所同,Protel 的“层”不是虚拟的,而是印刷板材料本身实实在在的各铜箔层。
现今,由于电子线路的元件密集安装。
防干扰和布线等特殊要求,一些较新的电子产品中所用的印刷板不仅有上下两面供走线,在板的中间还设有能被特殊加工的夹层铜箔,例如,现在的计算机主板所用的印板材料多在4层以上。
这些层因加工相对较难而大多用于设置走线较为简单的电源布线层(如软件中的Ground Dever和Power Dever),并常用大面积填充的办法来布线(如软件中的ExternaI P1a11e和Fill)。
上下位置的表面层与中间各层需要连通的地方用软件中提到的所谓“过孔(Via)”来沟通。
有了以上解释,就不难理解“多层焊盘”和“布线层设置”的有关概念了。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
36
Screen Printing Industry
网印工业
专栏/知识园地
1.蚀刻的定义
蚀刻就是用化学方法按一定的深度除去不需要的金属。
蚀刻技术被广泛用在装饰、电路板、精密加工和电子零件加工等领域,近几年我国用蚀刻方法加工的金属画、工艺品和缕空艺术品赚取了大量的外汇,形成了一个新型产业。
2.蚀刻技术的一般过程(1)蚀刻技术的分类A.化学蚀刻B.电解蚀刻
(2)化学蚀刻的一般工艺流程预蚀刻→蚀刻→水洗→浸酸→水洗→去抗蚀膜→水洗→干燥
(3)电解蚀刻的一般工艺流程入橹→开启电源→蚀刻→水洗→浸酸→水洗→去抗蚀膜→水洗→干燥
3.化学蚀刻的几种形式对比及应用(1)静蚀刻
即将被蚀刻的板或零件浸入蚀刻液,待蚀刻一定深度后取出,水洗,然后进入下道工序。
该方法只适用于少量的试验品或试验室使用。
(2)动蚀刻
A.鼓泡式(也称吹气式),即把容器内的蚀刻液用空气搅拌鼓泡(吹气)的方法进行蚀刻。
B.泼溅式,在一个容器内用泼溅的方法把蚀刻液泼在被蚀刻物体表面进行蚀刻的方法。
C.喷淋式,用一定压力将蚀刻液喷淋在被蚀刻物体的表面进行
文/李春甫
蚀 刻 和 侧 蚀
图1 蚀刻示意图
图2 侧腐蚀开始
图3 侧腐蚀过程
图4 蚀刻最后结果
37
Screen Printing Industry
网印工业
知识园地/专栏
蚀刻的一种方法。
该方法较为普遍,且蚀刻速度和质量较为理想。
4.侧蚀及侧蚀系数(1)侧蚀的形成过程
蚀刻开始时,金属板表面被图形所保护,其余金属面均和蚀刻液接触,此时蚀刻垂直向深度进行,如图1。
当金属表面被蚀刻到一定深度后,裸露的两侧出现新的金属面,这时蚀刻液除向垂直方向还向两侧进行蚀刻,如图2。
随着蚀刻深度的增加,两侧金属面的蚀刻的面积也在加大。
开始的部分被蚀刻的时间长,向两侧蚀刻的深度也大,形成严重侧蚀,底部蚀刻时间较短,侧蚀相对轻微,如图3。
图4是最后的蚀刻结果。
(2)侧蚀对产品质量的影响
侧蚀能使凸面的图形(泛指阳图)线条或网点变细变小,反之使凹图的线条或网点变粗变大,使图形变形或尺寸超差,严重时使产品报废,是蚀刻中的大敌。
近几年,随着科技的发展,科技工作者进行了大量的实验,找出了一些解决方法。
(3)减小侧蚀的方法
蚀刻过程中产生侧蚀是不可避免的,所以如何将侧蚀降至最小值成为各生产厂家的首要目标,其方法主要有以下几种:
A.选择高效率的蚀刻液,最好能使蚀刻液连续使用、再生,永远处于最佳的活跃状态。
B.制定或控制好适于自身产品的蚀刻液的温度。
C.选择理想的蚀刻方法,如喷淋式较好,其它方式较差,静止
蚀刻侧蚀最大。
使用喷淋蚀刻时,上喷和下喷差别较大,应选择下喷,如图5所示。
这是因为,如果选择上喷,即喷头向下,蚀刻应喷至板面,蚀刻液停留时间较长,在垂直蚀刻的同时向两侧蚀刻。
而下喷当蚀刻液喷向板面时即刻落下,溶液交换的速度快,永远有新溶液喷向板面,减少了侧蚀的机会,侧蚀较小。
D.严格控制蚀刻时间。
方法是先做首件,选择出最佳的蚀刻时间,一旦达到理想深度即刻取出用水冲洗(若有局部蚀刻不掉,取出清洗后做局部处理)。
以后的产品按此蚀刻时间。
E.适量加入高分子成膜物质作保护剂,这种物质要能溶解于
水,与金属要有特定的亲和力,蚀刻时可以粘附于金属的侧壁上。
5.图形补偿的方法
(1)先计算出有关金属的蚀刻系数(按规定的工艺条件),见图6侧蚀示意图。
式中:
A.原掩膜宽度B.蚀刻后的宽度I.蚀刻后造成的缺口宽度d.为蚀刻深度(2)计算公式:蚀刻系数=d/I
其中蚀刻系数越大侧蚀越小。
以静蚀刻为例,其蚀刻系数为2~4,也就是说我们平时的蚀刻系数要远远超过它才行。
(3)补偿方法。
在设计光绘底片前,根据新测得的蚀刻系数将蚀刻深度的数值代入式中,计算出侧蚀刻量从而对照底的数值加以修正,以补偿因侧蚀引起的线条及网
点失真。