车制蜗杆时的轴向齿形角(齿轮滚刀滚蜗轮时)
齿轮滚刀刀具简介
齿轮滚刀刀具简介(一)齿轮滚刀的形成齿轮滚刀是依照螺旋齿轮副啮合原理,用展成法切削齿轮的刀具,齿轮滚刀相当于小齿轮,被切齿轮相当于一个大齿轮,如图9-24所示。
齿轮滚刀是一个螺旋角β0很大而螺纹头数很少(1~3个齿),齿很长,并能绕滚刀分度圆柱很多圈的螺旋齿轮,这样就象螺旋升角γz很小的蜗杆了。
为了形成刀刃,在蜗杆端面沿着轴线铣出几条容屑槽,以形成前面及前角;经铲齿和铲磨,形成后刀面及后角,如图9-25所示。
(二)齿轮滚刀的基本蜗杆齿轮滚刀的两侧刀刃是前面与侧铲表面的交线,它应当分布在蜗杆螺旋表面上,这个蜗杆称为滚刀的基本蜗杆。
基本蜗杆有以下三种:1.渐开线蜗杆渐开线蜗杆的螺纹齿侧面是渐开螺旋面,在与基圆柱相切的任意平面和渐开螺旋面的交线是一条直线,其端剖面是渐开线。
渐开线蜗杆轴向剖面与渐开螺旋面的交线是曲线。
用这种基本螺杆制造的滚刀,没有齿形设计误差,切削的齿轮精度高。
然而制造滚刀困难。
2.阿基米德蜗杆阿基米德蜗杆的螺旋齿侧面是阿基米德螺旋面。
通过蜗杆轴线剖面与阿基米德蜗螺旋面的交线是直线,其它剖面都是曲线,其端剖面是阿基米德螺旋线。
用这种基本蜗杆制成的滚刀,制造与检验滚刀齿形均比渐开线蜗杆简单和方便。
但有微量的齿形误差。
不过这种误差是在允许的范围之内,为此,生产中大多数精加工滚刀的基本蜗杆均用阿基米德蜗杆代替渐开线蜗杆。
3.法向直廓蜗杆法向直廓蜗杆法剖面内的齿形是直线,端剖面为延长渐开线。
用这种基本蜗杆代替渐开线基本蜗杆作滚刀,其齿形设计误差大,故一般作为大模数、多头和粗加工滚刀用。
(三)滚刀的齿形误差用阿基米德蜗杆代替渐开线基本蜗杆作滚刀,切制的齿轮齿形存在着一定误差,这种误差称为齿形误差。
由基本蜗杆的性质可知,渐开线基本蜗杆轴向剖面是曲线齿形,而阿基米德基本蜗杆轴向剖面是直线齿形。
为了减少造型误差,应使基本蜗杆的轴向剖面直线齿形与渐开线基本蜗杆轴向剖面的理论齿形在分度圆处相切。
阿基米德滚刀基本蜗杆轴向剖面齿形角αx0,应等于渐开线蜗杆轴向剖面齿形的分度圆压力角,如图9-26所示。
蜗杆传动
H1 1000P 1 (1 )
W
式中:P1—蜗杆传动的功率,KW
—蜗杆传动的总效率
单位时间由箱体外壁散发到空气中的热量为
H 2 aW A(t1 t0 )
式中 aw—表面散热系数 A—箱体的散热面积
W
t1—箱体的工作温度,在800以内
t0—周围空气温度, t0=200
根据热平衡条件H1=H2可求得箱体的工作温度和应满 足的要求为
式中 px 蜗杆轴向齿距;z1-蜗杆头数; u-齿数比,导程角大,传动效率高; 导程角小,传动效率低。
普通蜗杆传动的m与d1搭配值 (注:d1与m的比值称为蜗杆直径系数q)
3 、传动比i、蜗杆头数Z1和蜗轮齿数Z2
n1 Z 2 i n2 Z1
蜗杆头数Z1通常取为:1,2,3,4,或6
确定圆周力Ft及径向力Fr的方向的方法同外啮合圆柱齿轮 传动,也可按照主动件左右手定则来判断。而轴向力Fa的方向 则可根据相应的圆周力Ft的方向来判定,即Fa1与 Ft2方向相反, Ft1与 Fa2的方向相反。
力的方向判断例题
2. 蜗杆传动的计算载荷
计算载荷=K*名义载荷
K K A K K
1000 P 1 (1 ) t1 t0 80C C aW A
在既定工作条件下,保持正常油温所需要的散热面积, 对于散热肋布置良好的固定式蜗杆减速器,其散热面 积可用下式估算:
A 9 105 a1.88 m2 式中a为传动中心距,mm
若t>80℃或有效的散热面积不足时,则必须 采取措施,以提高其散热能力
1
d1n1
m/s
式中:
d1--蜗杆分度圆直径,mm
n1--蜗杆的转速,r/min
滚刀的安装调试
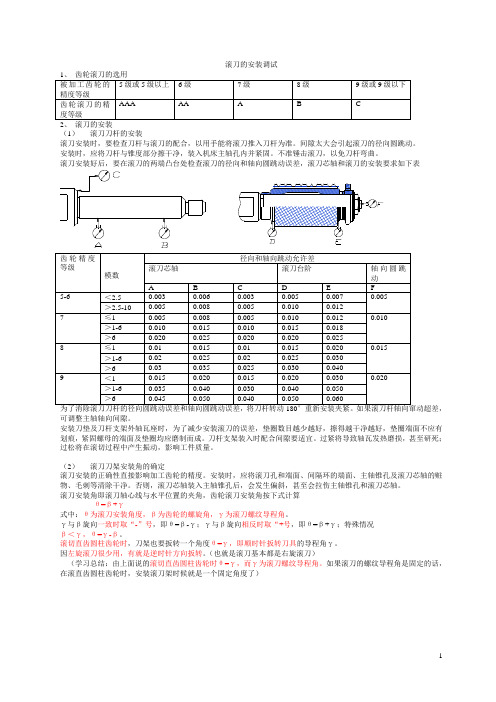
滚刀的安装调试(1) 滚刀刀杆的安装滚刀安装时,要检查刀杆与滚刀的配合,以用手能将滚刀推入刀杆为准。
间隙太大会引起滚刀的径向圆跳动。
安装时,应将刀杆与锥度部分擦干净,装入机床主轴孔内并紧固。
不准锤击滚刀,以免刀杆弯曲。
滚刀安装好后,要在滚刀的两端凸台处检查滚刀的径向和轴向圆跳动误差,滚刀芯轴和滚刀的安装要求如下表可调整主轴轴向间隙。
安装刀垫及刀杆支架外轴瓦座时,为了减少安装滚刀的误差,垫圈数目越少越好,擦得越干净越好,垫圈端面不应有划痕,紧固螺母的端面及垫圈均应磨制而成。
刀杆支架装入时配合间隙要适宜。
过紧将导致轴瓦发热磨损,甚至研死;过松将在滚切过程中产生振动,影响工件质量。
(2) 滚刀刀架安装角的确定滚刀安装的正确性直接影响加工齿轮的精度。
安装时,应将滚刀孔和端面、间隔环的端面、主轴锥孔及滚刀芯轴的赃物、毛刺等清除干净。
否则,滚刀芯轴装入主轴锥孔后,会发生偏斜,甚至会拉伤主轴锥孔和滚刀芯轴。
滚刀安装角即滚刀轴心线与水平位置的夹角,齿轮滚刀安装角按下式计算 θ=β+γ式中:θ为滚刀安装角度,β为齿轮的螺旋角,γ为滚刀螺纹导程角。
γ与β旋向一致时取“-”号,即θ=β-γ;γ与β旋向相反时取“+号,即θ=β+γ;特殊情况 β<γ,θ=γ-β。
滚切直齿圆柱齿轮时,刀架也要扳转一个角度θ=γ,即顺时针扳转刀具的导程角γ。
因左旋滚刀很少用,有就是逆时针方向扳转。
(也就是滚刀基本都是右旋滚刀)(学习总结:由上面说的滚切直齿圆柱齿轮时θ=γ,而γ为滚刀螺纹导程角。
如果滚刀的螺纹导程角是固定的话,在滚直齿圆柱齿轮时,安装滚刀架时候就是一个固定角度了)直 齿 轮左旋齿轮右旋齿轮右旋齿轮(3) 滚刀角度的调整首先松开刀架的锁紧螺母,然后手摇刀架转角度的方头手柄,通过蜗轮、蜗杆带动刀架旋转,按所需安装角调整完刀架角度后,应将松开的锁紧螺母紧固好。
滚刀刀架转角调整误差对滚切6级、7级、8级、9级齿轮分别允许为3'、5'、10'、15'。
滚刀的结构及检测-个人总结.
2017/10/9
24
.齿顶径向圆跳动
2017/10/9
25
10.齿形误差:在轴向截面的测量范围内,容纳实
际 齿形的两条理论直线齿向间的法向距离。
2017/10/9
26
11.刀齿前刃面的非径向性:在测量范围内,
容纳实际刀齿前刃面的两个平行于理论前刃面的平面间距 离
2017/10/9
27
12.刀齿前刃面与内孔轴线的平行度:在靠近分圆处的测量范
2017/10/9 6
0°前角
2017/10/9
正前角
7
2)顶刃后角:是滚刀设计时的一个理论参数。
精加工取7 °~9 °;粗加工加大到 12 °~15 °; 一般取10 °~12 °; 在实际中我们用径向铲背量表达:
K=兀·Deg·tgae/Zg
Deg—外径; ae —顶刃后角; Zg — 容屑槽数 3)侧刃后角 :与顶刃后角保持一定的关系,以保证滚
2017/10/9 11
当采用正前角时,滚刀的轴向齿形角必须要
修正计算,其左右齿形角相等
2017/10/9
12
Ctg z Ctg fn Cos f (1
K—径向铲背量
Zg K e 2
2 fg
Cos f
)
e—滚刀前刃面偏位值
rfg —滚刀分圆半径
rf —滚刀分圆前角
刀重磨后齿形不发生变化;同时又要保证最小的侧刃后角 ,使滚刀不易磨损。侧刃后角ac应不小于3°
tgac=Zg · K ·Sinafn/(兀· Deg afn—滚刀分圆法向齿形角
2017/10/9
)
8
5.滚刀的分度圆直径与螺纹升角
分度圆直径:dfg=Deg-2heg-0.2(K+δDeg) heg—滚刀的齿顶高 δDeg —滚刀的外径偏差 螺纹升角:sinλf=n.mn
金属切削原理与刀具试题试卷及答案6套
金属切削原理与刀具试题试卷及答案6套一、填空题1.扩孔钻既可用作孔的最后加工,也可用作前的预加工。
2.不同于普通的孔加工,深孔加工的主要问题有三,即:断屑和排屑、冷却和润滑以及刚度和振动。
3.铣削加工时,主要运动是旋转运动。
4.铣削时,切削厚度ac是指每齿切削深度。
5.尖齿成形铣刀需经过钝化后再进行重磨。
6.拉刀的前导部起到定位作用,并可检查拉前孔是否太小。
7.直齿插齿刀沿其轴线方向往复运动时,切削刃的运动轨迹就像一个直齿渐开线齿轮的齿面,这个假想的齿轮称为插齿轮。
8.齿轮滚刀加工齿轮时,滚刀的齿形误差是沿径向传递到工件上去的。
9.蜗轮滚刀切削刃切削蜗轮时,模拟着与蜗轮的啮合过程。
10.蜗轮滚刀采用径向进给方式切削蜗轮,要求机床有专用附件——蜗杆中心距调整装置。
二、单选题1.(2)不同于普通的孔加工,深孔加工的主偏角Kr应小于90°。
2.(1)焊接式硬质合金车刀能消除刃磨或重磨时内应力可能引起的裂纹。
3.(2)设计一把加工阶梯轴零件的可转位车刀时,应选择四边形的刀片。
4.(2)加工一些大直径的孔,深孔钻几乎是唯一的刀具。
5.(2)当工件表面有硬皮时,不宜采用逆铣方式。
6.(3)丝锥是用于加工内、外螺纹的标准刀具。
7.(3)螺纹铣刀是用铣削方式加工内、外螺纹的刀具。
8.(1)对于螺旋导程角λ>5°的右螺旋滚刀,其容屑槽应做成左螺旋。
9.(2)渐开线蜗杆的轴向齿形是曲线。
10.(2)蜗轮滚刀切向进给切削蜗轮的过程中,滚刀与蜗轮的中心距逐渐变小。
三、判断对错1.错。
精加工铸铁件时,可选用PCBN车刀。
2.对。
被切削材料强度越高,则切削力越大,因而金属切削变形越大。
金属切削原理与刀具试题(2)一、填空题(每题2分,共16分)1、刀尖角在前刀面内度量,楔角在主剖面内度量,刃倾角在切削面内度量。
2、外圆车刀切削部分由前刀面、主刃和刀尖组成。
3、高速钢与硬质合金相比,强度高韧性好的是高速钢材料,硬度高、脆性大的是硬质合金材料。
滚刀授课内容
齿轮滚刀的设计及通用性验算一前言我厂是中小模数齿轮生产的专业厂,用于加工齿轮的最常用的刀具-滚刀在我厂的应用非常普遍,批量化生产和单件小批量生产所需的滚刀大部分都属于专用滚刀,需要进行单独的设计与制造。
二齿轮滚刀的加工原理:齿轮滚刀加工齿轮的原理,就是一对螺旋齿轮的啮合过程。
滚刀实质就是一个具有一定切削角度的蜗杆。
滚刀切削刃所在的蜗杆,称为滚刀的基本蜗杆。
目前我们常用的滚刀是阿基米德滚刀,其轴向截面为直线齿形。
三齿轮滚刀的分类:齿轮滚刀按结构分为整体和镶片两种;按模数可分为大、中、小三种;按用途可分为粗、精两种;按精度等级又可分为四种:AA级滚刀(用于加工7级齿轮),A级滚刀(用于加工8级齿轮),B级滚刀(用于加工9级齿轮),和C级滚刀(用于加工10级齿轮)。
四齿轮滚刀的结构参数:11,小模数齿轮滚刀为了能使刀齿顶部形成切削后角,其槽形角一般取45,并适当增大槽底圆弧半径。
由于小模数齿轮滚刀螺纹升角很小,故容屑槽做成平行于其轴线的直槽。
2,滚刀的外径:滚刀的外径是一个重要的结构尺寸,其大小直接影响到其它结构参数的合理性。
一般情况,精度要求高的齿轮,滚刀的外径应选择大一些,精度底的齿轮,滚刀外径可选择小一些,因为滚刀外径越大,则分圆螺纹升角越小,滚刀的近似造型误差越小,可提高齿形的设计精度。
滚刀外径大可使孔径增大,从而增加滚刀心轴的刚性。
同时,滚刀外径的增大,还可以使容屑槽数目增加,减少切齿时齿轮齿面的包络误差,减小滚刀单齿的切削负荷,提高齿轮的耐用度和齿轮表面光洁度。
同时,滚刀的外径也要考虑零件和机床的结构特点。
我厂齿轮滚刀外径尺寸一般为Ф25,Ф32(加工模数小于1的齿轮)Ф50 Ф63(加工模数大于1的齿轮)。
3,滚刀外径偏差按d10(GB159-59)规定。
4. 滚刀的孔径及精度:滚刀的孔径主要是由外径决定的,滚刀外径越大,其孔径可相对增大,从而增加滚刀心轴的刚度,加工中能采用2较大的切削规范,提高加工效率。
华科 机械设计 第4章-蜗杆传动设计
2、齿廓圆弧半径ρ
推荐ρ=(5~5.5)m z1=1~2时,取ρ=5m ; z1=4时 ,取ρ=5.5m 3、蜗轮变位系数χ2 推荐χ2 =0.7~1.2 , 应使χ2≤1.5,以免齿顶变尖 χ2 的计算方法同普通圆柱蜗杆传动 几何尺寸计算与普通圆柱蜗杆传动相仿,详见表 4-2
●
-向外 z2
-向里 Fa4 Fa3
●
输出 z4
Ft 4
n3 n4 z3
中间轴
Ft 2 n2
●
Ft 3
Ft 1 z1
Fa2 n1
径向力均指 向各自轮心
蜗杆、蜗轮 均为右旋
Fa1 输入
机械设计
第四章 蜗杆传动设计-强度条件
二、普通圆柱蜗杆传动齿面接触疲劳强度计算 特点:1)强度计算主要针对蜗轮轮齿(材料原因)
Fa1-轴向力
3、力的方向(蜗杆主动)
Ft1 Fa 2
Fa1 Ft 2
Fr1 Fr 2
圆周力: 蜗杆上Ft 1与转向相反 同 齿 蜗轮上Ft 2与转向相同 径向力: Fr1和Fr2指向各自的轮心 轮 轴向力: 蜗杆上Fa1用主动轮左右手定则判定 左旋蜗杆用左手定则 右旋蜗杆用右手定则
机械设计
第四章 蜗杆传动设计
§4-1 概述 一、蜗杆传动的特点 用于空间交错轴间的传动,通常Σ=90° 从运动关系看,相当于螺杆与螺母运动 传动比大, i = 10~80,故结构紧凑; 传动平稳,噪声小;
可实现自锁; 摩擦发热大、传动效率低; 制造成本较高(蜗轮常用青铜合金制造)
机械设计
第四章 蜗杆传动设计-概述
减摩性好
蜗杆为细长轴零件,选材时应保证足够的强度和刚度
机械设计基础 简答题

连接问答题1.常用螺纹的类型主要有哪些?答:普通螺纹、米制锥螺纹、管螺纹、梯形螺纹、矩形螺纹和锯齿形螺纹。
2.哪些螺纹主要用于连接?哪些螺纹主要用于传动?答:普通螺纹、米制锥螺纹、管螺纹主要用于连接。
梯形螺纹、矩形螺纹和锯齿形螺纹主要用于传动。
3.螺纹连接的基本类型有哪些?答:螺栓连接、双头螺柱连接、螺钉连接、紧定螺钉连接。
其它还有地脚螺栓连接、吊环螺钉连接和T型槽螺栓连接等。
4.螺纹连接预紧的目的是什么?答:预紧的目的在于增强连接的可靠性和紧密性,以防止受载后被连接件间出现缝隙或发生相对滑移。
5.螺纹连接防松的方法按工作原理可分为哪几种?答:摩擦防松、机械防松(正接锁住)和铆冲防松(破坏螺纹副关系)等。
6.受拉螺栓的主要破坏形式是什么?答:静载荷下受拉螺栓的损坏多为螺纹部分的塑性变形和断裂。
变载荷下多为栓杆部分的疲劳断裂。
7.受剪螺栓的主要破坏形式是什么?答:螺栓杆和孔壁的贴合面上出现压溃或螺栓杆被剪断。
8.为了提高螺栓的疲劳强度,在螺栓的最大应力一定时,可采取哪些措施来降低应力幅?并举出三个结构例子。
答:可采取减小螺栓刚度或增大被连接件刚度的方法来降低应力幅。
1)适当增加螺栓的长度;2)采用减小螺栓杆直径的腰状杆螺栓或空心螺栓;3)在螺母下面安装弹性元件。
9.螺纹连接设计时均已满足自锁条件,为什么设计时还必须采取有效的防松措施?答:在静载荷及工作温度变化不大时,连接一般不会自动松脱。
但在冲击、振动、载荷变化、温度变化较大或高温下均造成连接间摩擦力减小或瞬时消失或应力松驰而发生连接松脱。
10.横向载荷作用下的普通螺栓连接与铰制孔用螺栓连接两者承受横向载荷的机理有何不同?当横向载荷相同时,两种答:前者靠预紧力作用,在接合面间产生的摩擦力来承受横向力;后者靠螺栓和被连接件的剪切和挤压来承载。
前者由于靠摩擦传力,所需的预紧力很大,为横向载荷的很多倍,螺栓直径也较大。
11.承受预紧力F0和工作拉力F的紧螺栓连接,螺栓所受的总拉力F2是否等于F0+F?为什么?答:不等于。