QJG冷镦用碳素钢
JIS G3507-1-2005 翻译

J I S G3507-1:200 5 冷顶镦用碳素钢—第1部分:盘条引言本标准是参考ISO 4954-1993(第二版)冷镦和冷挤压用钢标准制定的,并对其中的部分技术内容作了修改。
标示侧线或下划点线的部分是表示对国际标准作了修改之处。
附录2(资料性附录)中列出了本标准与国际标准不同之处,并给出了解释。
1.范围标准JIS G 3507的本部分规定的是冷镦和冷锻钢丝用碳素钢盘条。
备注:标准JIS G 3507本部分对应于下列国际标准:另外,根据ISO/IEC指南21的规定,用来表示JIS与相应国际标准的符合性程度的符号是IDT(等同),MOD(修改)和NET(非等效)。
ISO 4954:1993 冷镦和冷锻用钢(MOD)2.引用标准附表1中列出的标准,其条款通过本标准的引用而成为本标准的条款,其最新版本(包括修改单)适用于本标准。
3.钢的牌号盘条包括6类沸腾钢或替代品,11类铝镇静钢,21类镇静钢,其牌号如表1所示。
表1 钢的牌号注(1):包括沸腾钢。
4.制造方法制造方法应符合下列要求:a)盘条应通过钢锭热轧加工而成(包括通过连铸方式生产的铸造金属)。
b)盘条的锻造比应至少为4S。
5.化学成分盘条化学分析应按8.1进行,其熔炼分析结果应符合表2的要求。
6.金相组织6.1脱碳层深度牌号为SWRCH30K—SWRCH50K的盘条,当需方对脱碳层深度提出要求时,应按8.2.1规定的试验进行,其平均脱碳层深度应符合表3的规定。
然而,对于直径大于32mm的盘条,其脱碳层深度要求应由供需双方协商确定。
6.2奥氏体晶粒度和非金属夹杂物需方可要求奥氏体晶粒度和非金属夹杂物,或其中一项。
这时,应按8.2.27.表面质量、外形和尺寸及允许偏差7.1表面质量盘条的表面质量应符合下列a)~d)的要求。
a) 盘条表面应光滑,无影响使用的缺陷存在,b)中许可的情况除外。
b) 根据8.3检测盘条表面缺陷,对于铝镇静钢和镇静钢,其表面缺陷允许最大深度为0.10mm;对于直径小于等于32mm的沸腾钢替代品(包括沸腾钢),其表面缺陷允许最大深度为0.20mm。
JIS G3507-1- 翻译
JIS G3507-1:2005冷顶镦用碳素钢—第1部分:盘条引言本尺度是参考ISO 4954-1993(第二版)冷镦和冷挤压用钢尺度制订的,并对个中的部分技巧内容作了修正.标示侧线或下划点线的部分是暗示对国际尺度作了修正之处.附录2(材料性附录)中列出了本尺度与国际尺度不合之处,并给出了说明.1.规模尺度JIS G 3507的本部分划定的是冷镦和冷锻钢丝用碳素钢盘条.备注:尺度JIS G 3507本部分对应于下各国际尺度:别的,依据ISO/IEC指南 21的划定,用来暗示JIS与响应国际尺度的相符性程度的符号是IDT(等同),MOD(修正)和NET(非等效).ISO 4954:1993 冷镦和冷锻用钢(MOD)2.引用尺度附表1中列出的尺度,其条目经由过程本尺度的引用而成为本尺度的条目,其最新版本(包含修正单)实用于本尺度.3.钢的商标盘条包含6类沸腾钢或替代品,11类铝沉着钢,21类沉着钢,其商标如表1所示.表1 钢的商标注(1):包含沸腾钢.4.制作办法制作办法应相符下列请求:a)盘条应经由过程钢锭热轧加工而成(包含经由过程连铸方法临盆的锻造金属).b)盘条的锻造比应至少为4S.5.化学成分盘条化学剖析应按8.1进行,其熔炼剖析成果应相符表2的请求.6.金相组织商标为SWRCH30K—SWRCH50K的盘条,当需方对脱碳层深度提出请求时,应按8.2.1划定的实验进行,其平均脱碳层深度应相符表3的划定.然而,对于直径大于32mm的盘条,其脱碳层深度请求应由供需两边协商肯定.需方可请求奥氏体晶粒度和非金属搀杂物,或个中一项.这时,应按8.2.2和8.2.3或个中的一项进行实验,划定值应由供需两边协商肯定.7.概况质量.外形和尺寸及许可误差盘条的概况质量应相符下列a)~d)的请求.a) 盘条概况应滑腻,无影响应用的缺点消失,b)中许可的情形除外.b) 依据8.3检测盘条概况缺点,对于铝沉着钢和沉着钢,其概况缺点许可最大深度为0.10mm;对于直径小于等于32mm的沸腾钢替代品(包含沸腾钢),其概况缺点许可最大深度为0.20mm.c) 对于直径不超出25mm的铝沉着钢和沉着钢盘条,如缺点深度需特别掌握时,经供需两边协商,可按附录1中表1的A级履行.d) 对于直径不超出15mm的沸腾钢盘条,如缺点深度需特别掌握时,经供需两边协商,可按附录1中表2的B级履行.盘条的公称直径应相符表4的请求.7.3外形和尺寸许可误差盘条的直径许可误差和不圆度应相符表5的请求.注(3)不圆度是指统一截面上盘条的直径最大值与最小值之差.8.实验剖析实验和熔炼剖析样品的制取应相符JIS G 0404中第8章(化学成分)的划定.剖析办法应相符JIS G 0320的请求.表2 化学成分单位:%注(2):包含沸腾钢.备注:Cr含量不该超出0.20%,此外,搀杂物Cu和Ni分离不该超出0.30%和0.20%.表3 平均脱碳层深度单位:毫米表4 公称直径单位:毫米表5 直径许可误差和不圆度单位:毫米脱碳层深度的测定实验应相符下列请求:a)统一炉次.统一轧制道次.统一规格构成的批应取一试样.b)实验办法应相符JIS G 0558中 4.1(显微镜测量办法)的请求.盘条横截面上平均脱碳层深度测定,是以最大脱碳层深度处为基点,将圆周四等分,测量该四点处的脱碳层深度,求平均深度值即为脱碳层平均深度.奥氏体晶粒度实验应相符下列请求:a)试样的取样办法应由供需两边协商肯定.b)实验办法应相符JIS G 0551的划定.然而,选用个中何种办法应由供需两边协商肯定.非金属搀杂物实验应相符下列请求:a)试样的取样办法应由供需两边协商肯定.b)实验办法应相符JIS G 0555的划定.然而,JIS G 0555中划定的实验办法是否采取应由供需两边协商肯定.概况缺点检测实验应相符下列请求:a)应从统一炉次.统一轧制道次和统一规格构成的批中一盘条端部取样.b) 缺点检测实验应经由过程恰当的办法进行,如磁粉检测办法和酸洗.对于试样产品,概况缺点深度可经由过程具有适合精度的装备进行检测.9.磨练磨练应按下列请求进行:a)磨练的一般请求应相符JIS G 0404中相干划定.b)化学成分应相符第5章的划定.c)当需方对脱碳层深度有请求时,其磨练成果应相符6.1中划定的请求.d)当需方对奥氏体晶粒度有请求时,其检测成果应相符6.2中划定的请求.e)当需方对非金属搀杂物有请求时,其检测成果应相符6.2中划定的请求.f)概况质量应相符7.1的请求.g)尺寸应相符7.3的请求.10.标记对于磨练及格的盘条,应在每卷或每捆上标识出下列内容.如需方许可,可以省略部分内容.a)钢的商标b)炉号或磨练号c)盘条直径d)临盆厂名称或其简称.11.陈述书陈述书应相符JIS G 0404中第13章(陈述书)的划定.当需方请求时,磨练文件的类别应为JIS G 0415中表1(验收文件汇总表)中的符号 2.3(验收实验陈述)或 3.1B(验收及格证书3.1B).此外,附录1特别质量请求中划定的项目陈述书应由供需两边协商肯定.附表1 引用尺度JIS G 0320 钢产品熔炼剖析实验办法JIS G 0404 钢和钢产品——交货一般技巧请求JIS G 0415 钢和钢产品——验收文件JIS G 0551 钢的奥氏体晶粒度的测定办法JIS G 0555 钢中非合金搀杂物的显微检测办法JIS G 0558 钢脱碳层深度检测办法附录1(规范性附录)特别质量请求1 铝沉着钢和沉着钢的概况缺点当铝沉着钢和沉着钢的概况缺点深度请求需进行特别掌握时,经供需两边协商,可采取附录1中表1的请求,不采取7.1b)的请求.附录1表1 铝沉着钢和沉着钢的概况缺点深度单位:毫米2 沸腾钢替代品概况缺点沸腾钢替代品(包含沸腾钢)概况缺点的深度,经供需两边协定,可采取附录1中表2的请求,不采取7.1b)的请求.附录1表2 沸腾钢替代品的概况缺点深度单位:毫米3 外形和尺寸许可误差当直径公役和偏离直径差请求需特别掌握时,依据供需两边协定,可采取附录1表3中A级或B级的请求,不采取7.3的请求.附录1表3 直径公役和偏离直径差。
冷镦工艺对金属材料的要求

冷镦工艺对金属材料的要求1、冷镦用金属材料的机械性能要求根据冷镦工艺特点,对钢材机械性能提出如下要求:1)屈服强度Re以及变形抗力尽可能低,这样可使单位变形力相应减小,以延长模具寿命;2)材料的冷变形性能要好,既材料应有较好的塑性,较低的硬度,在大的变形程度下不致引起开裂。
如冷镦高强度螺栓时,即可使用含碳量较高的碳素钢,又可使用含碳量较低的低合金钢。
如果增加含碳量,就会使硬度提高,塑性降低,使冷变形性能变坏。
但是在含碳量较低的钢中加入少量合金元素(如添加少量硼10B21、10B33钢),即可显著提高钢材强度,从而满足产品的使用性能要求,同时又不损害其冷变形性能;3)材料的加工硬化敏感性能越低越好,这样不致使变形过程中的变形力太大。
材料的加工硬化敏感性可用变形抗力--应变曲线的斜率来反映。
斜率越大,则加工硬化敏感性越高。
如不锈钢0Cr18Ni9(SUS304)的曲线斜率最大。
这种材料的加工硬化敏感性就比较剧烈,随着变形程度的增加,变形抗力急剧上升。
钢材的机械性能不但表现原始坯料的Rm、Re、A、Z 及硬度等指标,不但受原材料的化学成分、宏观组织、微观组织等方面的影响,还受到材料准备过程中的拉拔及各道工序之间的热处理影响。
2、化学成分的要求⑴碳(C)碳是影响钢材冷塑性变形的最主要元素。
含碳量越高,钢的强度越高,而塑性越低。
含碳量每提高0.1%,其屈服强度Re提高27.4MPa,抗拉强度Rm提高(58.8-78. 4MPa),而伸长率A则降低4.3%,断面收缩率Z降低7.3%。
当钢的含碳量<0.5%、含锰量<1.2%、断面收缩率Z=80%时,单位冷变形力P与钢材含C、Mn量之间的近似关系如下:P=1950C+500Mn+1860(MPa) (1)可见,钢中含碳量对于钢材的冷塑性变形性能的影响是很大的。
在实际工艺过程中,冷镦挤压用钢的含碳量大于0. 25%时,要求钢退火成具有最好的塑性组织——球状珠光体组织。
冷镦用碳素钢材料线材的化学成分及力学性能
本标准规定了公司内部使用的冷镦用碳素钢材料线材的化学成分及力学性能等;
2.引用标准
JIS G 3507冷镦用碳素钢用线材、
JIS G 3539冷镦用碳钢钢丝的钢号与力学性能
AISI SAE标准与UNS低碳合金钢号与化学成分
3.技术要求
3.1冷镦碳素钢线材
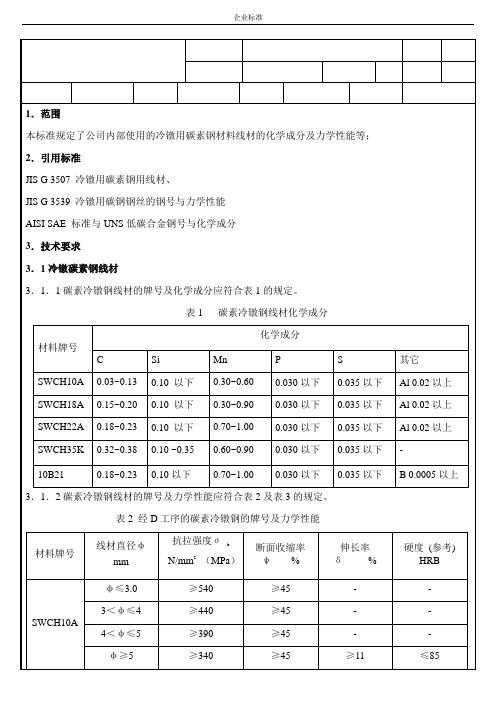
3.1.1碳素冷镦钢线材的牌号及化学成分应符合表1的规定。
强度等级
线材的力学性能
推荐材料钢号(参考)
加工方法
抗拉强度N/mm
倔服强度N/mm
伸长率%
断面收缩率%
硬度(参考)HRB
4.8
D
420~570
≥340
≥16
≥55
≤90
SWCH10ASWCH18A
DA
420~520
≥340
≥18
≥60
≤83
5.8
D
520~670
≥420
≥12
≥50
≤92
SWCH18ASWCH22A
0.10以下
0.70~1.00
0.030以下
0.035以下
Al 0.02以上
SWCH35K
0.32~0.38
0.10 ~0.35
0.60~0.90
0.030以下
0.035以下
-
10B21
0.18~0.23
0.10以下
0.70~1.00
0.030以下
0.035以下
B 0.0005以上
3.1.2碳素冷镦钢线材的牌号及力学性能应符合表2及表3的规定。
SWCH35K
550~620
≥55
≥12
≤92
10B21
≥440
各国冷镦钢标准对照
各国冷镦钢标准对照全文共四篇示例,供读者参考第一篇示例:各国冷镦钢标准对照冷镦钢是一种常用的金属材料,广泛用于机械制造领域。
在不同国家和地区,冷镦钢的标准也各有不同。
下面我们就来对比一下各国冷镦钢的标准。
1. 中国标准:中国国家标准GB/T 699-1999《普通碳素结构钢》是对于冷镦钢的主要标准,其中包括不同牌号的冷镦钢的化学成分、力学性能等要求。
GB/T 699-1999中规定的冷镦钢牌号有Q195、Q215、Q235等。
3. 欧洲标准:欧洲标准化委员会(CEN)制定了EN 10263-2标准,该标准适用于冷镦钢以及其他冷加工用的钢材。
EN 10263-2中规定了不同冷镦钢的化学成分、力学性能等要求。
4. 日本标准:日本标准JIS G 3507制定了冷镦钢的标准,主要包括SWRCH6A、SWRCH12A等不同牌号的冷镦钢。
JIS G 3507中规定了冷镦钢的化学成分、力学性能等要求。
通过以上对比可以看出,不同国家和地区对于冷镦钢的标准有所不同,但总体上都注重了冷镦钢的化学成分和力学性能等关键指标。
在实际使用中,需要根据不同国家和地区的标准要求选择合适的冷镦钢材料,以确保产品的质量和性能。
希望本文对大家了解各国冷镦钢标准有所帮助。
第二篇示例:一、中国标准1. GB/T 3077-1999《合金结构钢技术条件》2. GB/T 699-1999《普通碳素结构钢技术条件》3. GB/T 8162-2008《结构用无缝钢管》4. GB/T 1220-2007《不锈钢棒》二、美国标准1. ASTM A108-13《冷加工无缝钢棒标准规范》2. ASTM A29 / A29M-20《普通要求的钢材和合金钢产品的标准规范》3. ASTM A304-16《不锈钢和热加工合金棒材标准规范》4. ASTM A510/A510M-18《通用要求的冷加工高碳合金钢线标准规范》三、德国标准1. DIN EN ISO 683-17 2014《热轧和锻造钢材中高碳非合金钢、低碳合金钢和合金钢的质量要求》2. DIN EN 10083-3:2006《热轧技术要求的结构用钢》3. DIN 17100-1980《结构钢半成品技术条件》4. DIN 17200-1991《高碳钢棒棒瓦技术条件》四、日本标准1. JIS G 3507-1:2005《钢线棒相对于强度的冷镦股螺纹钢》2. JIS G 4051-2009《碳钢芯条》3. JIS G 4311-1991《不锈钢钢棒》4. JIS G 4319-1991《不锈钢钢线》以上是对一些主要国家的冷镦钢标准进行的对照,每个国家都有自己的冷镦钢标准,其中可能存在一些差异,但总体上都遵循国际标准,以确保产品的质量和安全性。
冷镦材料标准

冷镦材料标准冷镦是一种常见的金属加工方式,广泛应用于各个行业。
为了确保冷镦产品的质量和性能稳定,制定冷镦材料标准是必要的。
本文将就冷镦材料标准的相关内容进行探讨。
1. 冷镦材料的定义冷镦材料是指在冷镦加工过程中所使用的金属材料。
冷镦加工是通过在常温下将金属材料锻压成所需形状的一种加工方式。
冷镦材料需要具备一定的塑性和韧性,以便在加工过程中不发生断裂或变形。
2. 冷镦材料的分类冷镦材料可以根据其材质进行分类。
常见的冷镦材料包括碳素钢、合金钢、不锈钢等。
根据不同的应用领域和性能要求,可以选择不同材料的冷镦材料。
3. 冷镦材料的机械性能要求冷镦材料的机械性能是评价其质量的重要指标之一。
常见的机械性能指标包括抗拉强度、屈服强度、延伸率和硬度等。
这些指标反映了冷镦材料的强度、韧性和可加工性。
抗拉强度是冷镦材料在拉伸过程中能够承受的最大应力。
高抗拉强度意味着冷镦材料具有较好的强度和耐力。
屈服强度是指在拉伸过程中冷镦材料开始发生塑性变形的应力值。
延伸率是冷镦材料在拉伸过程中能够延伸的长度与原始长度之比。
硬度是冷镦材料抵抗变形和划痕的能力。
4. 冷镦材料的化学成分要求冷镦材料的化学成分对其性能和加工性能有着重要影响。
冷镦材料的化学成分要求通常包括主要元素和杂质元素的含量范围。
主要元素包括碳、硅、锰、磷、硫等,杂质元素包括铜、镍、铬等。
化学成分的合理控制可以确保冷镦材料的均匀性和稳定性。
5. 冷镦材料的热处理要求热处理是对冷镦材料进行调整和改善其性能的重要工艺。
热处理包括退火、正火、淬火等过程。
通过热处理可以改善冷镦材料的组织结构和性能,提高其硬度、强度和韧性。
冷镦材料的热处理要求通常包括加热温度、保温时间和冷却速度等参数。
6. 冷镦材料的表面质量要求冷镦材料的表面质量是评价其外观和使用性能的重要指标之一。
表面质量要求通常包括无缺陷、无裂纹、无氧化皮、无锈蚀等要求。
表面质量的好坏直接影响着冷镦材料的使用寿命和加工质量。
冷镦钢牌号及用途

冷镦钢牌号及用途冷镦钢是一种通过冷镦加工制成的工程金属材料。
它的牌号及用途可以根据不同的国家和地区而有所差异。
以下是一些常见的冷镦钢牌号及其主要用途的简介。
1. SWRCH系列(日本工业标准):SWRCH6A-23A是一种含有高碳的冷镦钢,适用于制造高强度及高导电性的螺栓、铆钉等紧固件。
2. ML系列(美国标准):ML10B-30B是一种含有中碳的冷镦钢,常用于生产汽车零部件、螺栓、螺母等高强度需要强度和韧性的零件。
3. ML20MnTiB(美国标准):ML20MnTiB是一种含有中碳及合金元素的冷镦钢,广泛用于生产汽车的传动轴、悬挂系统、车架等零部件。
4. SAE系列:SAE1006-1065是一种低碳的冷镦钢,通常用于制造细径螺钉、螺栓以及冷镦件。
5. SWRCH系列(中国国家标准):SWRCH8A-22A是中国国家标准中的一种冷镦钢,用于制造高强度的标准零件、紧固件和机械零件。
6. SC碳素系列(中国国家标准):SCM435-440是中国国家标准中的一种合金结构钢,也常用于冷镦加工,广泛应用于汽车制造、工程机械和航空航天等领域。
7. 45系列(中国国家标准):45钢是一种中碳钢,适合进行冷硬化和冷镦加工,常用于制造强度较高的标准零件和紧固件。
8. SWCH系列(中国国家标准):SWCH6-25是中国国家标准中的一种冷镦钢,适合制造高强度的螺栓、钉子、铆钉及各种紧固件。
总结起来,冷镦钢的牌号及用途可以根据所在地区的标准和需求而有所不同。
不同的冷镦钢具有不同的化学成分和机械性能,因此用途差异也较大。
冷镦钢通常在制造行业中广泛应用,例如汽车制造、航空航天、轴承、农机制造等领域。
通过冷镦加工,冷镦钢可以制造出各种形状的零件,具有较高的强度、耐磨性和耐用性。
BTGC003-2011 冷镦用优质碳素结构钢和合金钢 热轧盘条供货技术条件_B[1]
![BTGC003-2011 冷镦用优质碳素结构钢和合金钢 热轧盘条供货技术条件_B[1]](https://img.taocdn.com/s3/m/12234e8bdaef5ef7ba0d3ced.png)
ML18MnAl
11
(新标准)
0.15~ 0.60~ ≤ 0.20 0.90 0.10
SWRCH 18A
12
SWRCH 19A
0.15~ 0.70~ 0.20 1.00
≤ 0.10
13
ML20Al
0.18~ 0.30~ ≤
SWRCH 20A
0.23 0.60
0.10
≤ 0.030
≤ 0.030
≤ 0.030
供货技术条件审批单
BTGC003 -2011
冷镦用优质碳素结构钢和合金结构钢热轧盘条 供货技术条件(B)
拟稿
审定
会审
陈振芳 张淑平
林俊 2011.6.27
批准
实施日期
胡俊辉 2011.6.27
供货技术条件
编号
宝山钢铁股份 冷镦用优质碳素结构钢和合金结构
有限公司 钢热轧盘条供货技术条件(B) BTGC003-2011
-
SCM445
41
1541
0.37~ 1.35~ 0.10~ 0.42 1.65 0.30
≤ 0.030
≤ 0.030
42
4140 AISI4140
0.38~ 0.75~ 0.10~ 0.43 1.00 0.30
≤ 0.030
≤ 0.80~ 0.15~ 0.030 1.10 0.25
注:1)Alt 表示钢中的全铝量; 2)“ML”是“铆螺”汉语拼音的第一个字母,表示冷镦钢热轧盘条。
盘条以热轧状态交货。经供需双方协商,并在合同中注明,盘条也可以退火或其他热处 理状态交货。 4.4 冷顶锻
盘条应进行冷顶锻试验。冷顶锻试验不得出现裂纹。根据试样冷顶锻后与冷顶锻前的高 度之比,钢材的冷顶锻性能分为:
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
冷镦用碳素钢盘条
Q/JG.03.027—2012 1 范围
本标准规定了冷镦用碳素钢盘条的尺寸、外形及允许偏差、技术要求、检验和试验、包装、标志和质量证明书等。
本标准适用于供冷镦和冷锻用碳素钢盘条。
2 引用标准
下列文件中的条款通过本标准的引用而成为本标准的条款。
凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。
凡是不注日期的引用文件,其最新版本适用于本标准。
GB/T 222 钢的成品化学成分允许偏差
GB/T 20066 钢和铁化学成分测定用试样的取样和制样方法
GB/T 223 钢铁及合金化学分析方法
GB/T 4336 碳素钢和中低合金钢火花源原子发射光谱分析方法(常规法)
GB/T 2975 钢及钢产品力学性能试验取样位置及试样制备
GB/T 228.1 金属材料拉伸试验第1部分:室温试验方法
GB/T 10561 钢中非金属夹杂物含量的测定
YB/T 5293 金属材料顶锻试验方法
GB/T 6394 金属平均晶粒度测定方法
GB/T 224 钢的脱碳层深度测定方法
GB/T 2101 型钢验收、包装、标志及质量证明书的一般规定
JIS G 3507-1 冷镦用碳素钢第1部分:盘条
3 尺寸、外形及允许偏差
冷镦用碳素钢盘条的尺寸、外形及允许偏差应符合表1的规定。
表1 直径公差和不圆度(mm)
直径公差不圆度
≤15 ±0.3 ≤0.4
>15~25 ±0.4 ≤0.5
>25~32 ±0.5 ≤0.6
>32~50 ±0.6 ≤0.7 注:不圆度是指在同一截面上盘条的直径最大值与最小值之差。
4 技术要求 4.1 牌号及化学成分
4.1.1 钢的牌号及化学成分(熔炼成分)应符合表2规定。
表2 化学成分(%)
牌号 C Si Mn P S Al 备注
SWRCH6A ≤0.08 ≤0.10 ≤0.60 ≤0.030 ≤0.035 ≥0.02 铝镇静
钢
SWRCH8A ≤0.10 ≤0.10 ≤0.60 ≤0.030 ≤0.035 ≥0.02 SWRCH10A 0.08~0.13 ≤0.10 0.30~0.60 ≤0.030 ≤0.035 ≥0.02 SWRCH12A 0.10~0.15 ≤0.10 0.30~0.60 ≤0.030 ≤0.035 ≥0.02 SWRCH15A 0.13~0.18 ≤0.10 0.30~0.60 ≤0.030 ≤0.035 ≥0.02
SWRCH16A 0.13~0.18 ≤0.10 0.60~0.90 ≤0.030 ≤0.035 ≥0.02
SWRCH18A 0.15~0.20 ≤0.10 0.60~0.90 ≤0.030 ≤0.035 ≥0.02 SWRCH19A 0.15~0.20 ≤0.10 0.70~1.00 ≤0.030 ≤0.035 ≥0.02 SWRCH20A 0.18~0.23 ≤0.10 0.30~0.60 ≤0.030 ≤0.035 ≥0.02 SWRCH22A 0.18~0.23 ≤0.10 0.70~1.00 ≤0.030 ≤0.035 ≥0.02 SWRCH25A 0.22~0.28 ≤0.10 0.30~0.60 ≤0.030 ≤0.035 ≥0.02 SWRCH10K 0.08~0.13 0.10~0.35 0.30~0.60 ≤0.030 ≤0.035 _ 镇静钢 SWRCH12K 0.10~0.15 0.10~0.35 0.30~0.60 ≤0.030 ≤0.035 _ SWRCH15K 0.13~0.18 0.10~0.35 0.30~0.60 ≤0.030 ≤0.035 _ SWRCH16K 0.13~0.18 0.10~0.35 0.60~0.90 ≤0.030 ≤0.035 _ SWRCH17K 0.15~0.20 0.10~0.35 0.30~0.60 ≤0.030 ≤0.035 _ SWRCH18K 0.15~0.20 0.10~0.35 0.60~0.90 ≤0.030 ≤0.035 _ SWRCH20K 0.18~0.23 0.10~0.35 0.30~0.60 ≤0.030 ≤0.035 _ SWRCH22K 0.18~0.23 0.10~0.35 0.70~1.00 ≤0.030 ≤0.035 _ SWRCH24K 0.19~0.25 0.10~0.35 1.35~1.65 ≤0.030 ≤0.035 _ SWRCH25K 0.22~0.28 0.10~0.35 0.30~0.60 ≤0.030 ≤0.035 _ SWRCH27K 0.22~0.29 0.10~0.35 1.20~1.50 ≤0.030 ≤0.035 _ SWRCH30K 0.27~0.33 0.10~0.35 0.60~0.90 ≤0.030 ≤0.035 _ SWRCH33K
0.30~0.36
0.10~0.35
0.60~0.90
≤0.030
≤0.035
_
SWRCH35K 0.32~0.38 0.10~0.35 0.60~0.90 ≤0.030 ≤0.035 _
SWRCH38K 0.35~0.41 0.10~0.35 0.60~0.90 ≤0.030 ≤0.035 _
SWRCH40K 0.37~0.43 0.10~0.35 0.60~0.90 ≤0.030 ≤0.035 _
SWRCH41K 0.36~0.44 0.10~0.35 1.35~1.65 ≤0.030 ≤0.035 _
SWRCH43K 0.40~0.46 0.10~0.35 0.60~0.90 ≤0.030 ≤0.035 _
SWRCH45K 0.42~0.48 0.10~0.35 0.60~0.90 ≤0.030 ≤0.035 _
SWRCH48K 0.45~0.51 0.10~0.35 0.60~0.90 ≤0.030 ≤0.035 _
SWRCH50K 0.47~0.53 0.10~0.35 0.60~0.90 ≤0.030 ≤0.035 _
备注:Cu含量不应超过0.30%,作为残余元素的Cr和Ni分别不应超过0.20%和0.20%。
4.1.2 盘条的成品化学成分允许偏差应符合GB/T 222的规定。
4.2 交货状态
盘条以热轧状态交货。
4.3 脱碳层
牌号为SWRCH30K~SWRCH50K的盘条,当需方对其脱碳层深度提出要求时,其平均脱碳层深度应符合表3的规定。
然而,对于直径大于32mm的盘条,其脱碳层深度要求应由供需双方协商。
表3 平均脱碳层深度(mm)
直径铁素体脱碳层深度总脱碳层深度
≤15 ≤0.02 ≤0.15 >15~25 ≤0.03 ≤0.20
>25~32 ≤0.04 ≤0.25
4.4 表面质量
盘条表面应光滑,无危害使用的缺陷存在,对于铝镇静钢和镇静钢,其表面缺陷允许最大深度为0.10mm。
4.5 顶锻试验
要求1/2冷顶锻合格,试验后的试样高度为原试样高度的1/2,顶锻后试样上不得有裂口和裂缝。
4.6 力学性能
供方应进行热轧态纵向力学性能(抗拉强度、屈服强度、断后伸长率、断面收缩率)检验,以供需方参考。
4.7 特殊要求
根据需方要求,经供需双方协议,可进行奥氏体晶粒度、非金属夹杂物或其他项目的检验,技术要求由供需双方协商规定。
5 检验和试验
5.1 组批规则
钢材应按批检查和验收,每批由同一牌号、同一炉号、同一尺寸的钢材组成。
5.2 取样数量、取样部位及试验方法
每批钢材质量检验的取样数量、取样部位及试验方法应符合表7 的规定。
表7 取样数量、取样部位及试验方法
序号检验项目取样数量/个取样方法及取样部位试验方法
l 化学成分 1 GB/T 20066 GB/T 223、GB/T 4336
2 拉伸试验 2 不同根钢材,GB/T 2975 GB/T 228.1
3 非金属夹杂物 2 不同根钢材GB/T 10561
4 冷顶锻 2 不同根钢材YB/T 5293
5 晶粒度 1 任一根钢材GB/T 6394
6 脱碳层 2 不同根钢材GB/T 224
7 尺寸逐根整根材上卡尺、千分尺
8 表面逐根整根材上目视
5.3 钢材出厂的检验和验收由供方质量监督部门进行。
5.4 供方必须保证交货的钢材符合本标准的规定,必要时,需方有权对本标准所规定的任一检验项目进行检查和验收。
6 包装、标志和质量证明书
包装、标志和质量证明书按GB/T 2101的规定执行。
本标准自2012年5月22日起执行。