1Cr18Ni9Ti不锈钢筒形件拉深工艺
不锈钢水杯

不锈钢水杯一、不锈钢水杯几何参数该产品材料为1Cr18Ni9Ti,其主要几何参数为:壁厚t = 1.0 mm,中面直径d = 87.5 mm,杯高h =84.8 mm,顶部卷边半径r1=1.75 mm,底部圆角半径r2=5mm,设计精度为IT12级。
不锈钢水杯二维图:二、工艺分析及冲压方案确定由于该产品所用的材料为塑性较好,易成型的1Cr18Ni9Ti,产品的形状为简单的圆筒形且深度不大,精度要求不高,所以毛坯可通过普通冲裁进行加工。
根据分析,该产品的冲压成型工序为:落料—首次拉深—二次拉深—切边—卷边—抛光。
三、模具结构在该产品生产过程中需要用到落料模具,两套拉深模具,切边模具和卷边模具等。
落料模具形式选择:由于落料件形状简单、尺寸要求不高且材料壁厚适中,落料模具采用带导向装置、具有对角导柱模架的下件模具;采用斜钢。
壁式凹模、直通式凸模和固定卸料板;通过冲裁力计算得该模具所受冲裁力为F=372.9KN,工作条件属于轻载状况,选择采用T10A四、模具装配图41.凸模2.压边圈3.坯料4.凹模五.冲压设备选择选择通用压力机,型号为J21—400.压力机技术参数六.常见冲模设计要点七.冲压工艺八、不锈钢薄板冲压特点(1)屈服点高、硬度高、冷作硬化效应显著、易出现裂口等缺陷。
(2)导热性比普通碳钢差,导致所需变形力大,冲裁力、拉深力大。
(3)拉深时塑性变形剧烈硬化,薄板拉深易起皱或底。
(4)拉深模具易出现粘接瘤现象,导致零件外径严重划伤。
(5)拉深时,难以达到预期的形状。
九、解决不锈钢薄板冲压拉深问题的途径分析认为,以上问题的产生,是由不锈钢本身的性能决定的,主要受以下五个方面的因素影响:一是原材料性能;二是模具的结构及冲压速度;三是模具的材料;四是冲压润滑液;五是工艺路线的安排。
1Cr18Ni9Ti不锈钢筒形件拉深工艺

Ke o d :sane s s e lt tr l r wig;t c e t p r y w r s tils t lpae ma i ;d a n e e a r l s a t u d
1 引 言 1r i' Cl qi  ̄ l不锈钢属于应变硬化很强的金属材
维普资讯
模具工业 2O 年 第 3 卷 第 5 O7 3 期
1 r 8 iT 不 锈 钢 筒 形 件 拉 深 工 艺 i C 1N 9
李文彬 1 .李 磊 1 .官 军 (. 1 唐山广播电视大学 理工 系。河北 唐山 030 ; 600
的工艺结构对照上述方法合理安排工艺路线,以便 可靠、 经济地进行生产。
维普资讯
模具工业 20 年第 3 卷第 5 07 3 期
3 7
期长,大大降低了生产效率。在图 1 所示不锈钢筒 形件的拉深加工中,采取了取消或改变热处理方法
的新工艺。
图3 第2 次拉深工件 图 l 零件图
光亮退火的热处理方法。其特点是成本高,生产周
4
5
6
() a已弯曲零件
() b 弹顶销顶起零件
图 6 成形凸模斜向运动卸料
() c卸下零件
1 下模板 2 弹性支柱 3 导向板 . . .
4 上模板 5 弹簧 . .
6 凸模 .
7 结束语 零件在进行小于 9 。 曲时,可以针对零件 0角弯
Unv r i i s e 够,T n s a , H b i0 ; 0 , C i a aghn e e ( 0 0 h n : 3
2 T n sa nn & Mealria c iey Pa t a g h n . a gh n Miig tl gc l u Ma hn r ln,T n sa ,H b i ;0 o hn ) e e 3 0 ,C ia
1cr18ni9ti不锈钢的热处理工艺为
1cr18ni9ti不锈钢的热处理工艺为1Cr18Ni9Ti不锈钢是一种具有优异耐腐蚀性能的不锈钢材料,也被广泛应用于航空航天、化工、医疗仪器等领域。
而热处理是不锈钢材料中一种重要的工艺,可以改善材料的力学性能和耐腐蚀性能。
热处理工艺包括加热和冷却两个过程,根据处理温度和时间的不同,可以分为退火、固溶处理、时效处理等不同的方式。
针对1Cr18Ni9Ti不锈钢的热处理工艺,常用的方式之一是退火处理。
退火可以消除不锈钢材料中的残余应力,提高材料的塑性和韧性,使其更易加工。
一般来说,退火温度为800-900℃,保温时间为1-2小时,冷却方式为空气冷却。
通过退火处理,不锈钢材料的晶粒能够得到细化,强度明显下降。
固溶处理也是一种常用的热处理方法。
固溶处理可以在一定程度上提高不锈钢的硬度和抗拉强度,同时改善其耐腐蚀性能。
固溶处理温度一般为1050-1100℃,保温时间为1小时左右,冷却方式为快速水淬或空冷。
固溶处理后的不锈钢材料的晶粒更加细化,晶界清晰,力学性能得到明显改善。
时效处理也被广泛应用于1Cr18Ni9Ti不锈钢材料的热处理过程中。
通过在一定温度下保温一定时间,使材料内部的碳化物相和一些固溶元素沉淀,进一步提高材料的力学性能和耐腐蚀性能。
时效处理温度一般在450-600℃之间,保温时间为1-4小时,冷却方式为空冷。
时效处理后的不锈钢材料具有较高的强度和硬度,且耐腐蚀性能更为出众。
总的来说,不锈钢1Cr18Ni9Ti的热处理工艺包括退火、固溶处理和时效处理三个重要步骤。
通过适当选择温度、保温时间和冷却方式,可以使不锈钢材料的晶粒细化、塑性和韧性提高、强度和硬度增加,从而获得理想的力学性能和耐腐蚀性能。
这些热处理工艺的选择和优化,可以根据实际使用要求和材料特性进行调整,以实现最佳效果。
4.1拉深工艺及拉深件的结构工艺性
二. 拉深变形过程
方法:拉深网格试验
二. 拉深变形过程
(1)底部(d内)网格不变形; (2)拉深前等距同心圆 不等距水平圆周线 (3)拉深前等角度射线 等距、平行于底面的平行线 (4)拉深前筒壁上的扇形网格,拉深后变成矩形网格。 (5)测量工件高度,高度H>(D-d)/2
二. 拉深变形过程
拉深过程中毛坯各部分变化
一. 拉深工艺
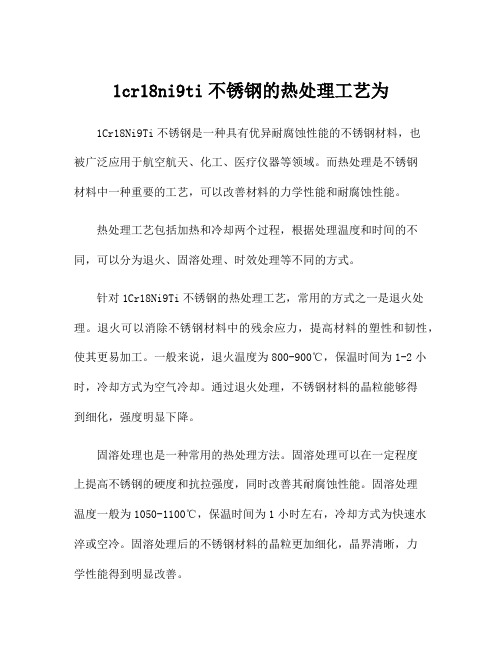
拉深概念
利用模具将平板毛 坯冲压成各种开口的空 心零件,或将已制成的 开口空心件压制成其他 形状和尺寸空心件的一 种冲压加工方法。
一. 拉深工艺
生活中的拉深件
一. 拉深工艺
拉深工艺分类
➢按壁厚变化情况分: ① 一般拉深(工件壁厚不变) ② 变薄拉深(工件壁厚变薄)
➢按使用的毛坯的形状分:
1Cr18Ni9Ti不锈钢等。
较硬材料拉深时,需增加工序改变性能: ①先退火处理后拉深,最后淬火。 ②加热后拉深。
四.拉深件的结构工艺性
拉深件结构工艺性
拉深件的形状:简单、对称,对应r相等 尽量避免半敞开及非对称的空心件,否则
应设计成对称组合的拉深,然后剖开。
四.拉深件的结构工艺性
拉深件高度:尽量小一些
① 第一次拉深(使用平板毛坯) ② 以后的各次拉深(以开口空心件为毛坯)
二. 拉深变形过程
如图a圆形薄片,剪去图中阴影部分,再将剩余部分沿直径d圆 周弯折,然后焊接,就得到一个图b的直径为d,高度为(D-d)/2 的直圆筒形件。
二. 拉深变形过程
拉深变形过程:
用相同直径大小的圆形平板毛坯,在拉深成直圆筒形 件的过程中,并没有去除多余材料,多余材料流向哪里?
一次成形零件的拉深高度应满足: ①无凸缘筒形件: h≤(0.5~0.7)d
1cr18ni9ti是什么材料
1cr18ni9ti是什么材料1cr18ni9ti是一种不锈钢材料,也被称为321不锈钢。
它是一种具有优良耐热性、耐蚀性和耐磨性的不锈钢材料,广泛应用于化工、石油、食品加工、医药等领域。
下面将详细介绍1cr18ni9ti的材料特性、应用领域以及相关加工工艺。
1cr18ni9ti的材料特性。
1cr18ni9ti不锈钢具有良好的耐热性,能够在高温环境下保持稳定的性能。
它的耐蚀性也非常优秀,能够抵御大多数化学介质的侵蚀,具有较强的耐腐蚀能力。
此外,1cr18ni9ti还具有良好的加工性能和焊接性能,能够满足复杂工艺要求。
1cr18ni9ti的应用领域。
由于其优异的性能,1cr18ni9ti广泛应用于化工设备、石油管道、食品加工设备、医疗器械等领域。
在化工领域,1cr18ni9ti常被用于制造反应釜、蒸馏塔、换热器等设备,其耐腐蚀性能能够保证设备长期稳定运行。
在石油管道领域,1cr18ni9ti不锈钢管具有良好的耐高温、耐压性能,适用于输送高温、高压介质。
在食品加工领域,1cr18ni9ti常被用于制造食品加工设备,如不锈钢储罐、输送管道等,其优良的耐腐蚀性能能够确保食品安全卫生。
在医疗器械领域,1cr18ni9ti 常被用于制造手术器械、医用针管等产品,其优异的耐腐蚀性能和生物相容性能能够满足医疗器械的严格要求。
1cr18ni9ti的加工工艺。
1cr18ni9ti的加工工艺相对复杂,需要采用专业的设备和工艺技术。
在加工过程中,需要注意控制加工温度,避免材料变质;选择合适的切削工艺和刀具,确保加工表面质量;采用适当的焊接工艺,保证焊接接头的质量。
此外,还需要对1cr18ni9ti进行热处理,提高材料的机械性能和耐蚀性能。
总结。
1cr18ni9ti是一种优良的不锈钢材料,具有良好的耐热性、耐蚀性和加工性能,广泛应用于化工、石油、食品加工、医疗器械等领域。
在实际应用中,需要根据具体工艺要求选择合适的加工工艺,确保产品质量和性能。
1Cr18Ni9Ti压力容器焊接工艺设计

1Cr18Ni9Ti压力容器焊接工艺设计专业综合课程设计课题:压力容器制造中的焊接工艺制定材料:1Cr18Ni9Ti焊接方法:手工电弧焊学院:机械工程学院班级:09焊接指导老师:1题目:压力容器制造中的焊接工艺制定材料:1Cr18Ni9Ti焊接方法:手工电弧焊要求:1、看懂图纸2、根据相关标准画出焊缝布置图,并标注焊缝类别3、制定焊接工艺总则4、设计焊接工艺卡5、重要的焊缝制定相应的焊接工艺卡材料:不锈钢筒体厚度:6mm 法兰直径:200mm 容器长:1000mm 直径:650mm2目录一、压力容器简介4-7二、母材1Cr18Ni9T焊接性分析7-9三、板材的成型9-11四、手工电弧焊简介11-15五、薄壁奥氏体不锈钢压力容器制造难点分析与控制15-16六、焊接工艺过程16-17七、焊接装配八、容器的检验九、参考资料19十、工艺卡20-233 17 17-18一、压力容器简介1 . 1 压力容器的分类1、按压力等级分类:压力容器可分为内压容器与外压容器,内压容器又可按设计压力P大小分为四个压力等级,具体划分如下;低压( 代号L) 容器0 . 1 M P a≤P 1 . 6 M P a ;中压( 代号M) 容器1 . 6 M P a≤P 1 0 . 0 M P a ;高压( 代号H) 容器1 0 M P a≤P 1 0 0 M P a;超高压(代号U)容器P≥1 0 0 M P a。
2 .按容器在生产中的作用分类;反应压力容器代号R) : 用于完成介质的物理、化学反应;换热压力容器代号E) : 用于完成介质的热量交换;分离压力容器代号S) : 用于完成介质的流体压力平衡缓冲和气体净化分离;储存压力容器代号C,其中球罐代号B,用于储存、盛装气体、液体、液化气体等介质;3.按安装方式分类固定式压力容器:有固定安装和使用地点;工艺条件和操作人员也较固定的压力容器;移动式压力容器:使用时不仅承受内压或外压载荷,搬运过程中还会受到由于内部介质晃动引起的冲击力,以及运输过程带来的外部撞击和振动载荷,因而在结构、使用和安全方面均有其特殊的要求。
不锈钢深拉伸工艺
不锈钢筒形件深拉伸新工艺编辑呈现不锈钢属于应变很强的金属材料,即在深拉深过程中加工硬化严重,Ti 1CrNi918因此,在对该类材质的板料进行深拉深加工中,每硬度增加、塑性降低的现象且十分明显。
次拉深之后,均需进行退火处理,以保证后续工序的正常完成。
,为不使材料表面产生℃1150~1170 Ti 1CrNi工件退火处理时,加热温度一般为918大大降低这种退火成本高,使生产周期延长,氧化皮,一般需采用光亮退火的热处理方法。
)拉深加工中,采取了取消或改变热处理方法的1了生产效率。
为此,在不锈钢筒形件(图新工艺。
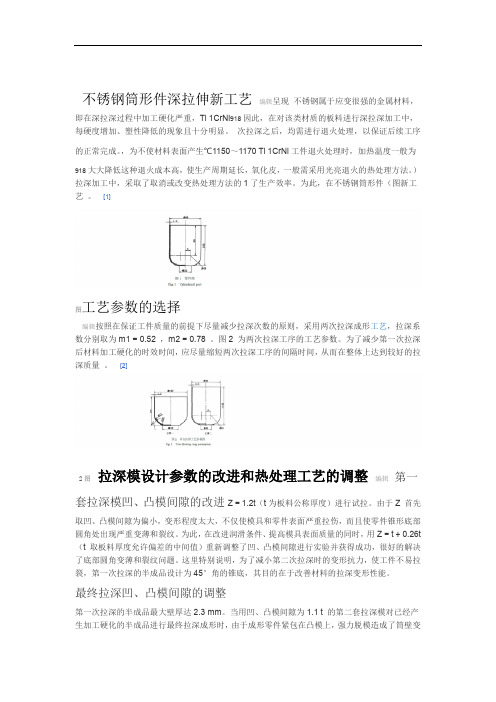
[1]图工艺参数的选择编辑按照在保证工件质量的前提下尽量减少拉深次数的原则,采用两次拉深成形工艺,拉深系数分别取为m1 = 0.52 ,m2 = 0.78 。
图2 为两次拉深工序的工艺参数。
为了减少第一次拉深后材料加工硬化的时效时间,应尽量缩短两次拉深工序的间隔时间,从而在整体上达到较好的拉深质量。
[2]2图拉深模设计参数的改进和热处理工艺的调整编辑第一套拉深模凹、凸模间隙的改进Z = 1.2t(t为板料公称厚度)进行试拉。
由于Z 首先取凹、凸模间隙为偏小,变形程度太大,不仅使模具和零件表面严重拉伤,而且使零件锥形底部圆角处出现严重变薄和裂纹。
为此,在改进润滑条件、提高模具表面质量的同时,用Z = t + 0.26t (t 取板料厚度允许偏差的中间值)重新调整了凹、凸模间隙进行实验并获得成功,很好的解决了底部圆角变薄和裂纹问题。
这里特别说明,为了减小第二次拉深时的变形抗力,使工件不易拉裂,第一次拉深的半成品设计为45°角的锥底,其目的在于改善材料的拉深变形性能。
最终拉深凹、凸模间隙的调整第一次拉深的半成品最大壁厚达2.3 mm。
当用凹、凸模间隙为1.1 t 的第二套拉深模对已经产生加工硬化的半成品进行最终拉深成形时,由于成形零件紧包在凸模上,强力脱模造成了筒壁变形,使之产生了凸肚(图3)。
1Cr18Ni9Ti不锈钢细长孔的钻削攻丝工艺研究

长安大学学报 ’ 建筑与环境科学版 ( ’ > > ( ) * + , . / * 01 2 . 3 4 . -56 7 8 , 9 6 : ; <, = 2 ?@ 7 6 , A = 6 8 = 8@ B 6 : 6 * -
> ! " D* > # C* / > ! $ $ % A 8 E :
m圆柱度误差为irrm并有许多小于j内螺纹o在此类细长孔及小径内螺纹的加工中m如果采用传统工艺方法加工m首先是加长钻头的稳定性差m很难满足技术要求o特别是排屑困难m极易造成钻头折断m使工件报废p其次是钻头n丝锥磨损加剧m一般加工几个零件就需更新钻头n丝锥m使加工成本上升m加工效率降低o钻孔工艺设计及参数确定s加长钻杆及提高钻头稳定性由于是深孔加工m需要一些加长钻头m订做这种加长钻头m不仅成本高m而且周期长m在无专用夹具的情况下m对通用标准钻头焊一个加长柄时不易焊正m无法满足技术要求o为此m设计一套专用夹具m如图所示m使其焊后变形小o其原理是f利用带有c型夹具座m保证钻头及钻柄的同心度m用螺栓压板将钻头n钻柄定位夹持进行焊接m采用铜材料钎焊o加长的钻柄尺寸应准确m并使其具有导向作用m以提高收稿日期收稿日期
却不充分 ; 热量不能及时散发出去 4 针对上述问题 ;
削液能及 时 地 % 连 续 地 流 到 加 工 面 上 去 冷 却% 润 滑;
’ 结
语
$ 对丝锥的改进措施
针对 ! 等 奥 氏 体 不 锈 钢 的 特 性; 在 ! 7 9 6 1 8) : ) 攻 螺 纹 工 序 采 用 R! 并使用 7 ’ 6 1 # 作 为 刀 具 材 料; 具有较小导角 S 校 准 部 分 较 短; 容 屑 槽 数 较 多; 较 ; 大前角 T 和后角 结 构 的 丝 锥 C! F > ?$ @ > C7 > ?! $ > 4 B 根据使用情况 ; 该丝锥加工 U=以上的螺纹孔可行 ; 但加工 U=以下螺纹时易出现攻不进 % 丝锥 H 咬死 I % 易折断等弊病 4 分析其原因 ; 主要是由于不锈钢的特 点所致; 由 于 丝 锥 小; 开 容 屑 槽 后 的 断 面 很 小; 经淬 火 后 基本 淬 透 ; 硬 度 高 而 韧 性 差; 抗 扭 强 度 低; 容易 产生折断现象 4 通过实验分析 ; 对现有的通用丝锥进 行改进; 研 制 成 三 棱 形 丝 锥; 如 图 $所 示 ; 其具有较 大导角 S 前角 后角 ; C$ @ > ?$ F > A C7 > ?! @ > 4 该丝 T B 万方数据 锥横截面面积大于同规格号 F " $ $ " G H I J & ’ ! $ $ % ( $ # G $ $ H & G $ !
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
价yw 八 :s 训ess e p t m t l da l o 1 t s t l l a e ; r w昭;位 cf Pr 5 a e a e a i r uk s a e t t
1引 言
1 纵呱 不锈钢属于应变硬化很强的金属材 01
取板料厚度允许偏差的中间值) , 进行实验并获得了 成功, 解决了零件底部圆角变薄和开裂问题. 为了减小第2 次拉深时的变形抗力,使零件不 易拉裂, 1 第 次拉深的零件底部设计为4. ( 5 锥角 见 图2, 的在于改善材料的拉深变形性能. ) 其目 32 终拉深凸, . 凹模间隙的调整 第1 次拉深后的零件最大壁厚达 23lO .nn 当用 凸, 凹模间隙为 1I 的第2 . t 副拉深模对已 经产生加 工硬化的零件进行最终拉深时,成形零件紧包在凸 模上, 强力脱模造成了 零件筒壁变形, 使之产生了凸 肚( ), 见图4 但零件和模具工作表面并无拉伤.
5 结束语 经过探索研究和反复试验, 在取消了中间热处 理的情况下,拉深出了表面质量理想的不锈钢简形 件, 并用于批量生产.模具寿命也大大延长, 取得了 很好的经济效益. 在拉深成功壁厚 t .n 不锈钢筒形件之 =1 y s
间隙 零件拉深成功的另一重要因素是合理选择 外, 和使用了润滑剂.以下3 种润滑剂的配合使用, 保 证了拉深过程的顺利完成. ( H 2是一种干膜润滑剂, ) 1 31 使用时将它涂在 凹 模工作表面, 高温下能形成一种紧贴凹模工作表 面的 保护膜, 把零件和凹 模接触表面隔开, 其中的 挥发性物质能带走拉深过程中产生的部分热量. ( G1 ) 2 0 4氯代乙 通常不锈钢板料拉深使 烯是 用的另一种润滑剂. 把它涂在与凹模工作表面接触 的毛坯或半成品 表面,以弥补H 2涂抹凹 31 模工作 表面时生成的保护膜不均匀的缺陷.H 2 保护膜 31 是在拉深过程中 成的, 形 其均匀 性难以 保证, 再加 之涂抹时也难免不均匀. 需要注意的是, 已 1 0 1 均不能等到润 H 2 与G 4 滑剂干固 后才拉深, 这会影响凸, 模间隙, 凹 造成零 件拉裂或产生皱纹等缺陷.
模具工业 2 年第3 卷第5 的7 3 期
I 1N g 不锈钢筒形件拉深工艺 r C 8i 皿
李文彬 ' ,李 磊 ' ,官 军2 (. 1 唐山广播电视大学 理工系,河北 唐山 03 刃; 与 6 仪 2 唐山冶金矿山机械厂,河北 唐山 肠劝加) .
摘要: 介绍了 不锈钢筒 形件拉深时, 合理改变拉深凸, 模问隙, 凹 未用新的润滑荆和润滑方法, 在取消 或 改变热处理工序的情况下, 拉深出 表面质量理想的不锈钢筒形 件. 关键词: 锈钢板料; 不 拉深; 筒形件
型 腔 模 技
注 射 模 热 流 道 的 热 补 偿 计 算
徐佩弦 ' ,王建华2
1 华东 (. 理工大学 高 材料系 分子 ,上海 么 刀 ; 刃7
2 上海克朗宁技术设备有限公司,上海 21 2 . 0 6) 1
摘要: 介绍了 注射模热流道的结构及几种常用 材杆的热性能数据,分析了 几种热流道喻嘴的热澎 胀 t. 举例说明了 喻嘴, 流道板和喻嘴轴线方向的热 补偿的 计界方法, 精密热流道注射模的设计提供 可为
的工艺结构对照上述方法合理安排工艺路线,以 便 可靠, 经济地进行生产.
模具工业 2 7 ) X ( 年第3 卷第5 3 期
期长, 大大降低了生产效率.在图 1 所示不锈钢筒 形件的拉深加工中, 采取了取消或改变热处理方法
的新工艺.
飞
图 1 零件图
图3 第2 次拉深工件
同 重新 时, 调整了凸, 模间隙, 二 + . t 凹 取二 t 0 ( 6 2 t
X ei n 认 凶 访 h Z UP- l 俏 GJ 介 u , , 妇 a s at 址 (. a万 n o P lnr,Es C n U v i o si c a T c o g, 1珑pr 祀 f o 抑 t i e a 哑 r汀 f ce e n e h l e s n d o o y S l 1 众 7 址 ; .h川 a K人 Tc.& 助u .C .L a h 回坦 找 纷 ,C n 2S 少 i a a I eh P l o , 目,Sa 少 l 61,C i ) h川 a 加12 h a n A s C 犯 su饥 o ht u l i i co ol n U ot 旧 犷 at o sm s l b rt t 州n t c m f o r川 招 n n dnm u sa l a e 祀 d d eh 功 户 以da f o eu a u a e s 吧ei m t i 硒 r n 记ue . 仆e触 r l xas nal to s明 忿 的 3o htrne p y a i r 加 cd n e ni l u f e日 Ik d f o unrs旧 份 P o ln o
整了第2 副拉深模的凸, 模间隙, 凹 使零件筒壁变形
得以克服.
表面被严重拉伤, 零件锥形底部圆 角处出 现严重变
薄和开裂. 在改进润滑条件, 提高模具表面质量的
3 热处 . 3 理工艺的 调整
为消除内应力.对零件进行了6 ℃低温退火 ) ( 5
模具工业 么 7 刃 年第3 卷第5 3 期
中图分类号;刀肠 3 卫 2 文献标识码: B 文章编号: 一 6(( ) 一 6 仍 1 加1 28 2 刀 0 加3一 1 X 5
D a igtcnq fr1 r8 1T tu k s a rwn e】 iu o C 1N 9 r c r tP r I e i e t
n u l w 的 i, 此1 G 以 J 七 n 1 1 U l , I (. ar e o si c a E n e 坦, Dsa a d a dT l s n 1块Pt n f ce e n 昭i 山 T g hnR i n e e i mt n d e a o i v o U i ri ,T 昭sa ,H bi h a n s a e y v t hn 已 仅洲X ,C 的 ; e 心 j 昭 2 T 昭s nM l & h al cl 肠 加 e Pa . a h a n i 交t u a 加 c 的 叮 l T 昭sa ,H bi肠加印 ,C 的 ) l瑶I 址,a hn e e 加a A加tg t b d l o a s i e s ℃ r C :T e 拍wn f S te . a g a t s 往 1饥I fs Wa S td 琢 a ut 山e d rn l n ce tP r k a e ea c a t 由 i s l 瑶 e a i f e 硒e u bt吧 nPnh ld p t,a b ui nw l cn a h r t 们 a ,t 仕 c 亡t r c e n y sn e u at n i i i n n h uk s Pt d g i r b d b c D es e a g f a Can b d e 扮wl i g o s 角c qa l n o d u e ul u drt cn i n o o ha ℃ U e o w t d 免 t x y t i n e h o dt e i o fn e t位 a 刀 n ri h 迁 比n t
2 工艺参数的选择 按照在保证工件质量的前提下尽量减少拉深 次数的原则,采用了2 次拉深成形工艺.拉深系数 分别取ml05 , Z 07 . 和图3 = 2 m = . 图2 . 8 分别为2 次拉深工序的工序件图. 为了减少第 1 次拉深后材 料加工硬化的时效时间, 应尽量缩短 2 次拉深工序 的时间间隔, ( 卸下零件 ) c 图 6 成形凸 模斜向运动卸料 1下模板 2 弹性支柱 3 导向板 4 上模板 5 弹簧 6 凸模 . . . . . ,
( 已弯曲零件 ) a
7 结束语 零件在进行小于如. 角弯曲时,可以针对零件
参考. 关键词: 注射模; 热流道; 热膨胀; 热补偿
中 图分类号: 肠 印加. 2
文献标识码: B
文章编号: 一 6(刀) 一 1 28 双 7 佣阳一 的1 1 5 0 伪
D i f hr l o Pntn o t u刀ri ci o l o tema cm e ao f o rnL n 而 et m u sn eg si rh e n o d
版社, 9. 1 9 9
【 张 修. 板冲 技 J. 具 术, 7 4: 闷. ] 3 正 厚 压 术【 模 技 1 , 4 4 ] 9 ( 3 )
�
旋yw d: 沁 tnm u ; t u以 ; 已 a ePni ; 犯 I o 碑n tn 加 s 加 c o l h r 犷 山 m l xas 廿 姗 cm s i o i do 刊 n o ao 处理.
4 润滑剂的选择和使用 在整个生产工艺中,除了合理地调整凸,凹的
( 2号机油主要用于第2 ) 3 5 次拉深时, 涂在凸 模 与成形 零件接触表面, 便顺利 以 脱模, 发生零件 避免 变形和拉伤现象.
o ew nzl a sa l d .,犯 n U df ai t t 廿 n ! m stnfrnzl,即n , 刊 理 a n 物e 1 l l o 1 e o rcc i h 吧 a l g u D e a c 钾n i o oz o ao e 蓝旧 傲 a f e n 0Z n 血 d t nw si 往 t P t adnZl i a l 此 co a l s习 d e i u i e .
图2 第 1 次拉深工件
图4 筒壁变形图
3 拉深模设计参数的改进和热处理工艺的调整 31 第1 . 副拉深模凸, 凹模间隙的改进 先取凸, 凹模间隙为2 1Z (为板料厚度) 二 .tt 进 行试拉. 于2 由 值偏小, 变形程度太大, 模具和零件
在 进 滑 的 时 又 二,+. 件 同 , 按二 t 0 2调 改 润 条 1 t