A8-05 目视检验员一览表VT Inspector List
CNAS-AL01-04:20200831 附表3(实验室人员一览表)
CNAS-AL01-04:20200831 第1页共1页
附表3
实验室人员一览表
名称:
地址:
填表说明:
1.“岗位”栏请填写实验室主任、 室主任、检测员、鉴定人、档案管理员、授权签字人等。
2. 当一人多职时,请在“备注”栏按下列序号注出该人的其它关键岗位。
①负责管理体系运行的人员②对实验室活动有效性负责的人员③监督员。
其它关键岗位序号可顺延,并可用文字叙述。
3.“从事本岗位年限”是指该人员在本实验室本岗位的工作年限,不是该人员的工龄。
如果该人员在其他机构从事过本岗位工作,可在“备注”栏说明其在其他机构从事的该岗位的年限。
4. 存在多场所或分支机构时,不同场所的人员请分开填写。
发布日期:2020年08月31日实施日期:2020年08月31日。
焊缝目视检验规程
6. Detailed Description详细描述
(4)Sign on Welding Record Card在焊接记录卡上签字
(5)Prepare VT report出具目视报告
6.2 Inspection on welded part size焊接件尺寸检查
According to the characteristics of welded part, the scope and content of examination on the welded part size can be those from simple flatness, straightness to complex inspection using the instruments exceeding the normal range of weld examination. Such as width and excess weld metal of weld butt weld, etc.
QC检验员负责按相应法规、标准或规程进行焊接目视检测工作,并服从TLC管理规定。
4.3 QC Inspector engaged in weld visual examination shall be familiar with and master the basic flow of weld visual examination defined in the Guide for the Visual Examination of Welds, AWS ห้องสมุดไป่ตู้1.11 - 2000.
机舱检查表7.0DW812A5009A-2005

MD70/77Checklist Chapter 7.0 检查表7.0On-Site Erection 现场安装Location 地点:System No. 系统号: Name of responsible installer : 安装责任人签名Name of installers :安装人签名The check list was processed according to the instruction on-site erection V-1.1-MO.AU.01, with the relevant valid test instructions and torque lists, according to the corresponding chapter and the remaining works were documented 本检查表的顺序按现场安装指导书V-1.1-MO.AU.01的说明。
根据对应的条款和剩余的工作,记录相关的有效检测说明和扭矩表。
Carried Out 是否执行Chapter 条款7.0 Nacelle 机舱是Yes 否NoRemark / Deficiency / Remaining workUse following pages if required 如需要,用附页填写备注/缺陷/剩余的工作 7.1Check nacelle and accessories forcompleteness and damage.检查机舱及其辅助部件的是否齐全,有无损坏。
7.2- 7.20Nacelle installation 机舱安装Carry out operation steps as in Chapters 7.2to 7.20 in accordance with instructions! 操作步骤7.2到7.20按安装说明执行。
7.21Tighten up tower head bolts crosswise to reqd. torque.按要求的力矩交叉拧紧塔架头部的螺栓。
检测人员_览表(DOC44页)

工地试验室试验检测人员一览表【省局】SGL-001项目名称:合同段:试验室名称:日期:年月日注:有关学历、技术职称、检测资格、监理资格及身份证复印件依次整理装订成册,原件随身携带随时备查。
工地试验室主要仪器设备一览表【省局】SGL-002试验室负责人:统计:日期:年月日注:所有的检定合格证书原件应依次整理后保存于工地试验室随时备查。
试验检测报告登记表【省局】SGL-003项目名称:合同段:试验室名称:编号:【200 】字第号试验室负责人:登记:【省局】SGL-004外委试验(检测)台帐项目名称:桐庐县S305(23省道)梅蓉至杭新景高速凤川互通公路工程合同段:试验室名称:监理办试验室编号:【201 】字第号注:1、本台帐应在委托时登记,并在取得报告后补充登记检测结果及报告编号;2、现场专项试验(含业主委托)施工单位工地试验室也应登记到本台帐。
【省局】SGL-005试验检测不合格台帐项目名称:桐庐县S305(23省道)梅蓉至杭新景高速凤川互通公路工程合同段:试验室名称:监理办试验室编号:【201 】字第号【省局】SGL-006试验仪器设备使用、维护台帐试验室名称:监理办工地试验室施工单位:中交第二公路工程局有限公司【省局】SGL-007标准养护室(箱)温、湿度记录试验室名称:监理办工地试验室施工单位:中交第二公路工程局有限公司【省局】SGL-008水泥砂浆、净浆试件入库台帐项目名称:桐庐县S305(23省道)梅蓉至杭新景高速凤川互通公路工程合同段:试验室名称:监理办试验室编号:【201 】字第号【省局】SGL-009水泥混凝土试件入库台帐项目名称:桐庐县S305(23省道)梅蓉至杭新景高速凤川互通公路工程合同段:试验室名称:监理办试验室编号:【201 】字第号材料进场检验台帐填表说明1、本台帐承包人工地试验和监理工地试验室分别填记。
2、台帐中相应栏目检验项目经检验如满足要求者打“√”,不满足要求者打“×╳”,该项目未检验者空白。
检验人员职责及代号
质量检验人员责任和权限一、原料进厂检验1、检验员职责1.1必须经过公司岗位培训合格后方能上岗;熟知所检验产品的标准、工艺、检验文件;1.2负责监督供方提供原材料的《材质单》及原材料的批次;1.3严格按照GB对来料的检验项目进行逐一检验,检验合格后做好检验状态标识,并认真做好《原材料进厂检验记录单》质量记录;1.4对检验出的不合格原材料必须开出《不合格品处理审批单》送相关领导审批,做出相应的不合格品处理,同时必须填写《纠正及预防措施表》将不合格现象反馈给供方,并要求供方及时回复不合格原因和纠正预防措施。
1.5维护和妥善保管在用量具和测量设备,使用前进行校准,以保证其准确度,发现偏差及时调整或送修;1.6经常到生产线上听取质量信息。
及时处理因为漏检和误检产生的质量问题,并做好相应的记录,预防重复出现;1.7认真做好《进料检验月报表》,做好供方品质业绩评估,并参与供方一年一度业绩评定;1.8对不按规定填写检验记录或记录不真实造成的损失负直接责任。
检验人员:二、生产过程检验1、检验员职责1.1必须经过公司岗位培训合格后方能上岗;熟知所检验产品的标准、工艺、检验文件;1.2严格按照企业标准进行对管材的外观、厚度、不圆度、长度、印字进行检验,对开机首件进行检验填写《首件检验记录》,认真填写跟班记录。
1.3对检验出的不合格品必须开出《不合格品处理单》送领导审批,做出相应的不合格品处理,同时必须填写《纠正及预防措施表》将不合格现象反馈给操作者,并连同操作者及时找出不合格原因和纠正预防措施。
1.4维护和妥善保管在用量具和测量设备,使用前进行校准,以保证其准确度,发现偏差及时调整或送修;1.5对个人的错检、漏检和误判造成的损失负直接责任。
1.6对因擅自不履行岗位职责,本岗范围内出现批量不合格或造成其对不按规定填写检验记录或记录不真实造成的损失负直接责任。
2、检验员权限2.1 有权对所检出的少量不合格品提出处理意见。
A3-A8检查表

记录体验结果的合适人员是否具有表格/记录本?
18
在监控作业点是否提供地方放置下列物品:
a
·检测量具?
b
·量具指导书?
c
·参考样品?
d
·检验记录?
19
对量具和试验设备是否提供证明和定期校准?
20
所要求的测量系统能力研究是否已
a
完成?
b
可接受?
21
初始过程能力研究是否按顾客要求进行?
22
当提供所有零件初始和现行的全尺寸数据时,全尺寸检验的设备和设施是否充足?
3
对以下内容的接受标准是否已达成一致意见:
a
新设备?
b
新工装?
c
新试验设备(包括检具)?
4.在工装和/或设备制造厂是否将进行初始能力研究?
5.是否已确定试验设备的可行性和准确度?
6.对于设备和工装是否已完成预防性维护计划?
7.新设备和工装的作业准备指导书是否完整并且清晰易懂?
8.是否具备能在设备组织的设备上进行初始过程能力研究的量具?
7
是否有足够的:
a
·中间整备区域?
b
·贮备区域?
8
为防止误装不合格产品,是否合理布置检测点?
9
为减少在操作中(包括外部工艺)误用或混淆类似产品,是否已制定了控制措施?
10
是否保护材料使其免受上层空间或气压搬运系统的污染?
11
是否有最终产品审核的设施?
12
对不合格的进货材料的移动是否有足够的空间?
修订日期_____________制定人:_____________
问题
是
否
所要求的意见/措施
负责人
完成日期
检查员培训教材

思考
第一部分 国际管理标准及体系
2015-7-21
1、国际管理标准及体系
ISO18000 国际性安全 及卫生管理 系统认证标 准
ISO9000质 量管理体系 标准
IRIS国际铁 路行业标准
ISO14000 国际环境管 理系列标准
2、基础知识
ISO9000质量 2009 管理体系标准 IRIS国际铁 2010 路行业标准 ISO14000国际环 2011 境管理系列标准 ISO18000国际 性安全及 2012 卫生管理系统 认证标准
16
4、5W1H、品质三色
5W1H
5W1H分析法也称六何分析法,是一 种思考方法,也可以说是一种创造技 法。是对选定的项目、工序或操作, 都要从原因(WHY)、对象(WHAT )、地点(WHERE)、时间( WHEN)、人员(WHO)、方法( HOW)等六个方面提出问题进行思考 。这种看似很可笑、很天真的问话和 思考办法,可使思考的内容深化、科 学化。
第三部分
质量管理之基础概念
2015-7-21
1、品质、质量、质量管理
品质
品质就是满足客需求的 各种要素属性的总和。 在市场竞争中,品质 是 质量、信誉、责任和文 化的集合,品质是始终 如一的一种追求,品质 的外在表现是品牌。 品 质不仅是产品,也是企 业“人品”的一种外在表 现。
质量
质量,如产品质量等,指 的是产品的特性满足我 们对这产品的要求的程 度,在iso标准中的定义 是一组固有特性满足要 求的程度。质量就是符 合要求。符合要求更深 层次的讲,就是不要给 客户(下工序)带来麻 烦,即把“零麻烦”传递 给客户(下工序)。
④以事实为依据,以数据说话,不要“大概加可能”; ⑤凡事多问为什么? ⑥把握“三现、5M1E、5W1H”事事寻找原因,寻求方法
铲车安全检查表-中英文对照ycl
姓名
部门&职位:
签字&日期
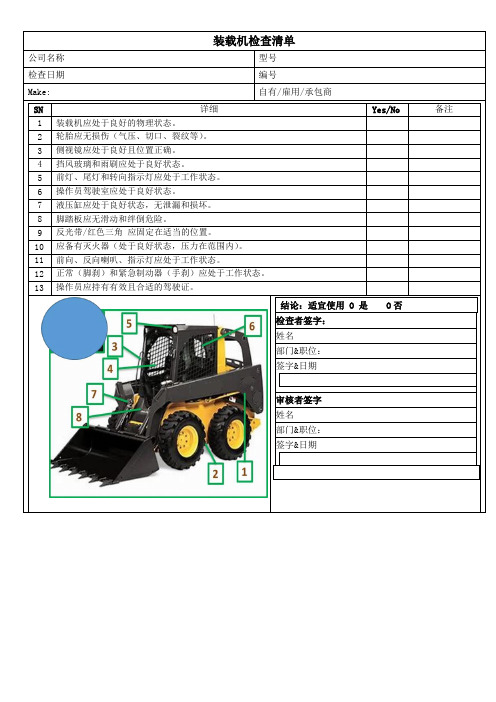
装载机检查清单
公司名称
ቤተ መጻሕፍቲ ባይዱ型号
检查日期
编号
Make:
自有/雇用/承包商
SN
详细
Yes/No
备注
1
装载机应处于良好的物理状态。
2
轮胎应无损伤(气压、切口、裂纹等)。
3
侧视镜应处于良好且位置正确。
4
挡风玻璃和雨刷应处于良好状态。
5
前灯、尾灯和转向指示灯应处于工作状态。
6
操作员驾驶室应处于良好状态。
7
液压缸应处于良好状态,无泄漏和损坏。
8
脚踏板应无滑动和绊倒危险。
9
反光带/红色三角 应固定在适当的位置。
10
应备有灭火器(处于良好状态,压力在范围内)。
11
前向、反向喇叭、指示灯应处于工作状态。
12
正常(脚刹)和紧急制动器(手刹)应处于工作状态。
13
操作员应持有有效且合适的驾驶证。
结论:适宜使用O是O否
检查者签字:
姓名
部门&职位:
签字&日期