工序卡
工序卡(1)
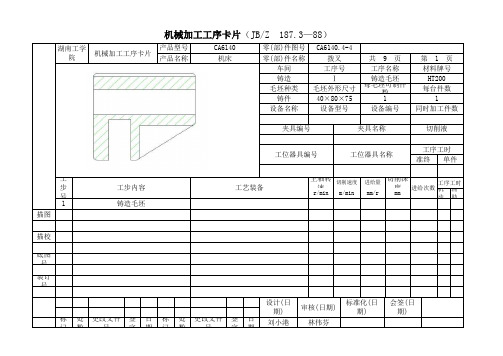
主轴转速切削深度r/min mm机动辅助1描图描校底图号装订号标记处数更改文件号签字日期标记处数更改文件号签字日期刘小港审核(日期)标准化(日期)林伟芬会签(日期)机械加工工序卡片(JB/Z 187.3—88)工步号工步内容工艺装备设计(日期)m/min mm/r 工序工时准终单件切削速度工序工时切削液HT200设备名称设备型号铸件40×80×7511机械加工工序卡片铸造Ⅰ铸造毛坯 工序号工序名称产品型号产品名称CA6140机床湖南工学院每台件数车间材料牌号夹具编号夹具名称同时加工件数第 1 页零(部)件图号CA6140.4-4工位器具编号工位器具名称零(部)件名称拨叉共 9 页设备编号毛坯种类毛坯外形尺寸每毛坯可制件数进给量进给次数铸造毛坯主轴转速切削深度r/min mm机动辅助1300 1.3描图1501###描校底图号机械加工工序卡片(JB/Z 187.3—88)湖南工学院机械加工工序卡片产品型号CA6140零(部)件图号CA6140.4-4产品名称机床零(部)件名称拨叉共 9 页第 2 页材料牌号铣床Ⅱ粗、半精铣左端面C面HT200车间工序号工序名称设备型号设备编号每台件数铸件40×80×75毛坯种类毛坯外形尺寸每毛坯可制件数设备名称夹具名称切削液气动夹具1同时加工件数铣床X5032工序工时准终单件工步号工步内容工艺装备切削速度进给量工位器具编号工位器具名称1夹具编号1.粗铣表面75×40专用夹具、高速钢镶嵌式端面铣刀,游标卡尺500.2进给次数工序工时1m/min mm/z 2.精铣表面75×40专用夹具、高速钢镶嵌式端面铣刀,游标卡尺800.51装订号标记处数更改文件号签字日期标记处数更改文件号签字日期刘小港主轴转速切削深度r/min mm机动辅助127220CA6140.4-4产品名称机床设计(日期)审核(日期)标准化(日期)会签(日期)林伟芬机械加工工序卡片(JB/Z 187.3—88)湖南工学院机械加工工序卡片产品型号CA6140零(部)件图号设备名称设备型号零(部)件名称拨叉共 9 页第 3 页材料牌号铣床III 钻孔并扩花键底孔Φ22并锪2×30°倒角HT200每台件数车间工序号工序名称毛坯种类铸件40×80×7511同时加工件数铣床X5032设备编号夹具编号夹具名称切削液专用夹具工序工时准终单件工步号工步内容工艺装备切削速度进给量工位器具编号工位器具名称毛坯外形尺寸每毛坯可制件数钻孔φ20专用夹具、直柄麻花钻,卡尺,塞规17.10.48进给次数工序工时1mm/r mm/r描图21402###3描校底图号装订号标记处数更改文件号签字日期标记处数更改文件号签字日期刘小港主轴转速切削深度r/min mm机动辅助1300 1.5 倒角30°专用夹具、卡尺,塞规扩孔至φ22专用夹具、直柄麻花钻,卡尺,塞规9.670.621CA6140.4-4产品名称机床设计(日期)审核(日期)标准化(日期)会签(日期)林伟芬机械加工工序卡片(JB/Z 187.3—88)湖南工学院机械加工工序卡片产品型号CA6140零(部)件图号设备名称设备型号零(部)件名称拨叉共 9 页第 4 页材料牌号拉床Ⅳ拉花键Φ25H7HT200每台件数车间工序号工序名称毛坯种类铸件40×80×7511同时加工件数矩形花键拉刀L6120设备编号夹具编号夹具名称切削液专用夹具工序工时准终单件工步工步内容工艺装备切削速度齿开量工位器具编号工位器具名称毛坯外形尺寸每毛坯可制件数拉花键Φ25H7专用夹具、拉刀30.06进给次数工序工时1m/min mm/z描图 ###描校底图号装订号标记处数更改文件号签字日期标记处数更改文件号签字日期刘小港主轴转速切削深度r/min mm机动辅助14602 CA6140.4-4产品名称机床设计(日期)审核(日期)标准化(日期)会签(日期)林伟芬机械加工工序卡片(JB/Z 187.3—88)湖南工学院机械加工工序卡片产品型号CA6140零(部)件图号设备名称设备型号零(部)件名称拨叉共 9 页第 5 页材料牌号铣床 Ⅴ粗、半精铣底面D面HT200每台件数车间工序号工序名称毛坯种类铸件40×80×7511同时加工件数铣床X5032设备编号夹具编号夹具名称切削液专用夹具工序工时准终单件工步工步内容工艺装备切削速度进给量工位器具编号工位器具名称毛坯外形尺寸每毛坯可制件数粗铣表面 80× 30专用夹具、高速钢镶嵌式端面铣刀,18.29124.2进给次数工序工时1m/min mm/r描图24601###描校底图号装订号标记处数更改文件号签字日期标记处数更改文件号签字日期刘小港主轴转速切削深度精铣表面80× 30专用夹具、高速钢镶嵌式端面铣刀,2282.81CA6140.4-4产品名称机床设计(日期)审核(日期)标准化(日期)会签(日期)林伟芬机械加工工序卡片(JB/Z 187.3—88)湖南工学院机械加工工序卡片产品型号CA6140零(部)件图号设备名称设备型号零(部)件名称拨叉共 9 页第 6 页材料牌号钻床Ⅵ钻孔攻螺纹HT200每台件数车间工序号工序名称毛坯种类铸件40×80×7511同时加工件数钻床Z525设备编号夹具编号夹具名称切削液专用夹具工序工时准终单件工工步内容工艺装备切削速度进给量工位器具编号工位器具名称毛坯外形尺寸每毛坯可制件数进给次数工序工时16809.5描图23929.5###描校底图号装订号标记处数更改文件号签字日期标记处数更改文件号签字日期刘小港主轴转速切削深度钻孔2×φ8并钻Φ5锥孔专用夹具、麻花钻,内径千分尺14.90.361攻螺纹2×M8专用夹具、M8细柄机用丝锥,内径千9.8 1.252CA6140.4-4产品名称机床设计(日期)审核(日期)标准化(日期)会签(日期)林伟芬机械加工工序卡片(JB/Z 187.3—88)湖南工学院机械加工工序卡片产品型号CA6140零(部)件图号设备名称设备型号零(部)件名称拨叉共 9 页第 7 页材料牌号铣床Ⅶ粗、半精铣槽HT200每台件数车间工序号工序名称毛坯种类铸件40×80×7511同时加工件数X5032设备编号夹具编号夹具名称切削液专用夹具工序工时准终单件工工步内容工艺装备切削速度进给量工位器具编号工位器具名称毛坯外形尺寸每毛坯可制件数进给次数工序工时146030描图24605###描校底图号装订号标记处数更改文件号签字日期标记处数更改文件号签字日期刘小港专用夹具工位器具编号工位器具名称工序工时准终单件每台件数铸件40×80×7511切削液同时加工件数设备型号设备编号车间工序号工序名称毛坯种类夹具编号夹具名称毛坯外形尺寸每毛坯可制件数设备名称零(部)件图号CA6140.4-4材料牌号铸造Ⅷ去毛刺HT200产品名称机床零(部)件名称拨叉共 9 页第 8 页湖南工学院机械加工工序卡片产品型号CA6140粗铣18H11槽专用夹具、铣刀游标卡尺250.091半精铣18H11槽专用夹具、铣刀游标卡尺220.061林伟芬设计(日期)审核(日期)标准化(日期)会签(日期)r/min mm机动辅助1描图描校底图号装订号标记处数更改文件号签字日期标记处数更改文件号签字日期刘小港单件切削液专用夹具工位器具编号工位器具名称工序工时准终铸件40×80×7511毛坯外形尺寸每毛坯可制件数铸造同时加工件数设备名称设备型号设备编号每台件数共 9 页车间工序号工序名称毛坯种类夹具编号夹具名称机床Ⅸ终检,入库HT200零(部)件图号CA6140.4-4材料牌号零(部)件名称拨叉设计(日期)审核(日期)标准化(日期)第 9 页湖南工学院机械加工工序卡片产品型号CA6140产品名称会签(日期)林伟芬去除毛刺m/min mm/r 步r/min mm机动辅助1描图描校底图号装订号标记处数更改文件号签字日期标记处数更改文件号签字日期徐菠林伟芬设计(日期)审核(日期)标准化(日期)会签(日期)1.检验2.入库m/min mm/r 步。
工序卡1
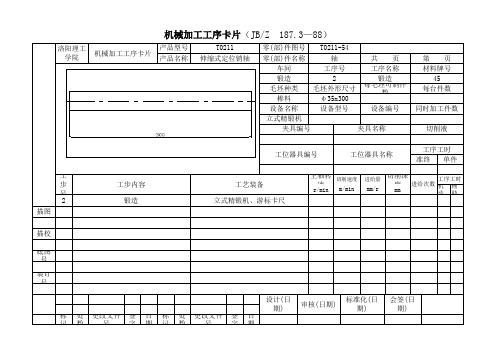
工位器具编号 工 步 号 2 描图 描校 底图号 装订号
工位器具名称
工步内容 锻造
工艺装备 立式精锻机、游标卡尺
主轴转速 切Biblioteka 速度进给量切削深度
r/min
m/min
mm/r
mm
进给次数
设计(日期) 审核(日期) 标准化(日期) 会签(日期) 标记 处数 更改文件号 签字 日期 标记 处数 更改文件号 签字 日期
机械加工工序卡片(JB/Z
洛阳理工 学院 机械加工工序卡片 产品型号 产品名称 T0211 伸缩式定位销轴
187.3—88)
零(部)件图号 T0211-54 零(部)件名称 轴 共 页 第 页 车间 工序号 工序名称 材料牌号 锻造 2 锻造 45 毛坯种类 毛坯外形尺寸 每毛坯可制件数 每台件数 棒料 φ 35x300 设备名称 设备型号 设备编号 同时加工件数 立式精锻机 夹具编号 夹具名称 切削液 工序工时 准终 单件
工艺过程卡和工序卡卡片
工艺过程卡和工序卡卡片工艺过程卡和工序卡是在生产过程中用于记录和跟踪工艺流程和工序的工具。
它们有助于提高生产效率、减少错误和优化制造过程。
工艺过程卡和工序卡在制造业中广泛应用,尤其是在批量生产和组装流程中。
工艺过程卡是用于记录和跟踪整个生产过程的工具。
它通常包括以下内容:1.产品信息:包括产品名称、规格、图纸和相关技术要求等。
2.工艺流程:描述产品的主要工艺步骤和流程。
这些步骤通常按照顺序排列,并标示出所需的物料和设备。
3.检验要求:指明每个工艺步骤的检验要求和方法。
这有助于确保质量和产品符合规格要求。
4.工时和人员:记录每个工艺步骤需要的工时和所需的人员数量。
这有助于安排生产计划和人力资源。
5.物料和设备:列出每个工艺步骤所需的原材料和设备。
这有助于确保所需的物料和设备及时到位,以避免生产延迟。
6.工艺参数:记录每个工艺步骤的关键参数。
这有助于确保产品在生产过程中满足技术要求。
工序卡是用于记录和跟踪每个工序的工具。
它通常包括以下内容:1.工序信息:包括工序名称和编号、工序顺序和描述等。
2.检验要求:指明该工序的检验要求和方法。
这有助于确保质量和产品符合规格要求。
3.工时和人员:记录该工序需要的工时和所需的人员数量。
4.设备和工具:列出该工序所需的设备和工具。
这有助于确保所需的设备和工具及时到位。
5.物料:记录该工序所需的原材料和零部件。
这有助于确保所需的物料及时供应。
6.工序参数:记录该工序的关键参数。
这有助于控制和优化工序的执行。
工艺过程卡和工序卡的使用可以带来以下好处:1.提高生产效率:通过明确的工艺流程和工序信息,工人可以更好地理解和执行生产任务,减少错误和延迟。
此外,工艺过程和工序的标准化也有助于减少变动和优化生产线布局。
2.优化制造过程:通过记录和分析工艺过程和工序的数据,可以发现和解决制造过程中的瓶颈和问题,以改进和优化生产流程。
3.提高产品质量:工艺过程卡和工序卡中的检验要求和参数记录有助于控制和监测产品质量,确保产品符合规格要求。
工序卡(法兰盘)--法兰盘工艺课程设计工序卡(有详细工序图)
粗车端面,保持尺寸粗车外圆,保持尺寸
粗车端面,保持粗车外圆
钻孔18锥柄麻花钻
扩孔19.7锥柄扩孔钻
粗绞孔20钢锥柄机用铰刀精绞孔20钢锥柄机用铰刀
粗车端面,保持尺寸
粗车外圆,
粗车端面,保持尺寸粗车端面,保持尺寸粗车外圆
半精车端面,保持尺寸半精车端面,保持尺寸半精车端面,保持尺寸半精车端面,保持尺寸半精车外圆
半精车外圆
半精车外圆
精车端面,保持尺寸精车端面,保持尺寸
粗铣平面,保持尺寸粗铣平面,保持尺寸
保证尺寸精铣平面,保持尺寸
钻孔8.4锥柄麻花钻头绞孔9锥柄机用铰刀
钻孔4锥柄麻花钻头钻孔 5.8锥柄麻花钻头绞孔6锥柄机用铰刀
面、、磨外圆
磨外圆
24。
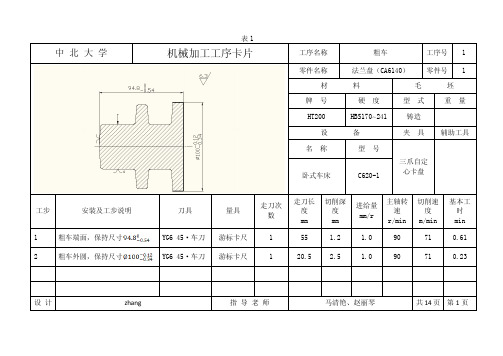
工序卡片
铣床
X62W
工
序
工
步
工步说明
刀
具
量
具
走刀
长度
(mm)
走刀
次数
切削
深度(mm)
进给量(mm/r)
主轴转速
(r/min)
切削
速度(m/min)
基本工时min
3
1
2
粗铣B面
精铣B面
高速钢面铣刀
游标卡尺
52
52
1
1
3
0.2
0.6
0.512
160
210
23.7
33.1
0.525
0.336
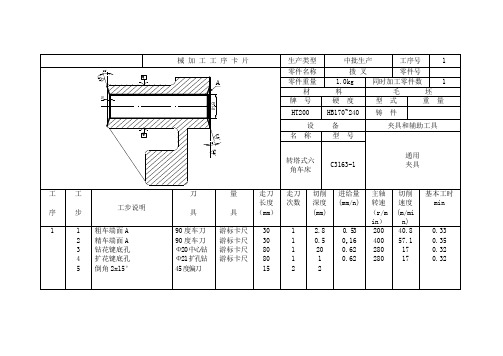
械加工工序卡片
生产类型
1
磨宽为1800。12mm的槽
GZ46KV6P350×40×127
量块
120
1
0.5
50
3000
2.5
3.1
57.1
17
17
0.33
0.35
0.32
0.32
械加工工序卡片
生产类型
中批生产
工序号
2
零件名称
拨叉
零件号
零件重量
1.0kg
同时加工零件数
1
材料
毛坯
牌号
硬度
型式
重量
HT200
HB170~240
铸件
设备
夹具辅助工具
名称
型号
专用
夹具
拉床
工
序
工
步
工步说明
刀
具
量
具
走刀
长度
(mm)
走刀
次数
切削
深度(mm)
加工工艺过程卡片及工序卡
加工工艺过程卡片及工序卡1.产品信息:包括产品名称、规格、图纸编号等基本信息。
2.工艺流程:详细描述产品的加工过程,包括零件的加工顺序、加工方法、加工设备等。
3.工序参数:记录每个工序的加工参数,如切削速度、进给速度、切削深度等。
4.质量要求:记录每个工序要求的质量标准,包括尺寸、表面质量、材料性能等要求。
5.特殊要求:记录一些特殊的加工要求,如热处理、表面涂装等。
加工工艺过程卡片可以用于生产过程的记录和追溯。
它可以帮助工人了解加工产品的要求和工艺流程,并据此进行生产操作。
同时,它也可以用于产品质量检查和追溯,当产品出现质量问题时,可以通过查看过程卡片找到问题所在,并采取相应的措施进行纠正。
工序卡是加工工艺过程卡片的具体体现,它是在加工工艺过程卡片的基础上,针对每个具体的工序进行记录的卡片。
工序卡通常包括以下内容:1.工序编号:标识每个工序的唯一编号。
2.工序名称:描述每个工序的名称。
3.工序内容:详细描述每个工序的具体内容和要求。
4.工时:记录每个工序的预计加工时间。
5.工具设备:记录每个工序需要使用的工具和设备。
6.检验方法:记录每个工序的检验方法和标准。
7.完工标志:标识每个工序是否已经完成。
工序卡可以用于具体的生产操作,工人可以根据工序卡上的信息进行操作,并在完成后进行标记。
通过工序卡,生产部门可以清晰地了解每个工序的进度和质量情况,及时跟踪和调整生产计划。
综上所述,加工工艺过程卡片及工序卡是一种重要的生产管理工具。
它们可以帮助企业规范生产操作、提高生产效率和质量,并便于生产过程的记录和追溯。
对于企业来说,合理使用和管理这些工具是提高生产效率和质量的重要手段之一。
工艺过程卡工序卡
工艺过程卡工序卡工序卡是指在产品生产过程中,对每一个工序进行详细的记录和管理。
它包含了工序的操作指导、所需设备、工时要求、自检标准等信息。
通过填写和使用工序卡,可以确保每个工序的正常进行和质量要求的达标。
在实际应用中,工艺过程卡和工序卡有以下几个主要作用:1.作为指导和保证生产过程的工作文件。
工艺过程卡和工序卡中详细记录了每一个步骤的操作要求,可以为操作人员提供操作指导,确保每个工序的正确执行。
2.作为监控和管理生产过程的依据。
通过填写和使用工艺过程卡和工序卡,可以对生产过程进行监控和管理,确保生产过程的稳定性和一致性。
3.作为质量控制和追溯的工作文件。
工艺过程卡和工序卡中详细记录了产品的质量要求和自检标准,可以作为质量控制的依据。
同时,通过工艺过程卡和工序卡的填写,可以实现对产品生产过程的追溯,便于后期的质量分析和问题解决。
4.作为工时分析和效率评估的工作文件。
工艺过程卡和工序卡中记录了每个工序的工时要求,可以作为工时分析和效率评估的依据,帮助企业进行生产计划和生产力提升的决策。
在使用工艺过程卡和工序卡时,需要注意以下几个方面:1.编写规范和标准化。
工艺过程卡和工序卡的编写需要严格按照相关的规范和标准进行,确保信息的准确和一致。
2.及时更新和修订。
由于生产过程可能会有变化,工艺过程卡和工序卡需要及时更新和修订,保证与实际生产情况的一致。
3.培训和指导员工。
工艺过程卡和工序卡的使用需要培训和指导操作人员,确保操作人员能够正确理解和使用相关的信息。
4.结合信息化系统。
在现代制造业中,可以借助信息化系统来实现工艺过程卡和工序卡的管理,提高管理的效率和准确性。
总之,工艺过程卡和工序卡在制造业中起到了重要的作用,能够提高生产过程的稳定性和一致性,保证产品的质量要求和交付期限。
因此,加强对工艺过程卡和工序卡的管理,对于企业的生产管理和质量控制具有重要意义。
工序卡的概念

工序卡的概念工序卡是生产管理中的一种重要工具,主要作用是记录生产过程中的每一道工序的各项数据、量化指标、时间、工艺要求等,是企业生产管理的重要依据之一。
工序卡是生产过程进行中,记录实际情况的基础性文件。
下面,将从工序卡的概念、作用、编制方式和管理方法四个方面进行详细解析。
概念工序卡是在生产过程中,为了记录产品加工每个工序的生产情况以及管理车间进度而制定的一种生产计划和记录表。
一个中小型的工厂,需要大量的文件记录工序和截止时间和工艺参数等等。
工序卡是其中的重要的一种文件。
作用1、管理生产进度和流程。
工序卡是生产过程中,掌握生产进度和流程的重要依据,通过工序卡的记录,管理者可以清楚地看到生产流程的每一个细节和环节,及时掌握车间实际进度,及时对生产进度和流程进行调整和矫正,以确保生产工艺的顺畅进行和及时完成生产任务。
同时,工序卡还可以协助管理者进行生产计划编制和生产任务调度等工作。
2、优化生产质量和提高效益。
工序卡可以对每个工序的生产量、生产周期、质量检验等指标进行记录,通过对生产质量和效益的分析和比较,及时发现和解决生产中的问题和隐患,对工艺进行不断的改良和优化,提高生产质量、降低成本、提高效益和增加产值。
3、提高生产安全和保障生产责任。
工序卡对于工艺的详细要求和记录,也有利于生产安全的控制和保障,一方面,如发生安全事故或质量问题时,可以及时查找原因和责任人。
另一方面,生产者可以根据工序卡上的详细工艺要求和操作规程,学习和掌握安全操作技能,提高操作技术水平和生产素质。
编制方法工序卡的编制方法一般是由生产主管或技术管理人员负责。
首先,需要明确和记录每个工序的工艺要求、产量、加工时间、质量标准等相关数据和信息。
其次,需要编制一个模板,记录工艺要求、产品名称、规格、生产批次等信息。
最后,根据实际生产需要和模板内容,一步一步逐个填写每个工序的具体信息,并及时记录生产情况和实际数据,形成完整的工序卡。
管理方法1、制定详细的工艺要求和操作规程。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
工步工时
r/min
m/min
mm/r
mm
机动
辅助
1
铣77mm孔端面,保证尺寸 mm,内端面粗糙度Ra12.5um,外端面粗糙度Ra50um
高速钢镶齿套式面铣刀Ø100mm
600
235
0.39
1
1
0.097
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
机械加工工序卡片
产品型号
CA10B
零件图号
产品名称
后钢板弹簧吊耳
零件名称
共
8
页
第
2
页
车间
工序号
工序名称
材料牌号
2
钻、铰、锪孔
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
铸件
172.5×96×72.5
1
1
设备名称
设备型号
设备编号
同时加工件数
毛坯外形尺寸
每毛坯可制件数
每台件数
锻件
1
1
设备名称
设备型号
设备编号
同时加工件数
立式钻床
Z535
1
夹具编号
夹具名称
切削液
工位器具编号
工位器具名称
工序工时(分)
准终
单件
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
切削深度
进给次数
工步工时
r/min
m/min
mm/r
mm
机动
辅助
1
加工1×45°倒角
锥柄锥面锪钻
准终
单件
5200
2.6
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
切削深度
进给次数
工步工时
r/min
m/min
mm/r
mm
机动
辅助
1
钻Ø28mm孔
高速钢莫氏锥柄麻花钻Ø28mm
275
24
0.087
121
1
1.8
2
扩孔,保证尺寸Ø mm,孔表面粗糙度Ra3.2um
高速钢锥柄机用铰刀Ø30mm
275
26
设备型号
设备编号
同时加工件数
立式铣床
X51
1
夹具编号
夹具名称
切削液
工位器具编号
工位器具名称
工序工时(分)
准终
单件
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
切削深度
进给次数
工步工时
r/min
m/min
mm/r
mm
机动
辅助
1
铣4mm的槽,保证槽面粗糙度Ra50um
高速钢中齿锯片铣刀Ø63mm
725
144
硬质合金莫氏锥柄机用铰刀
500
14.13
1
12
1
0.06
0.64
3
锪孔4×Ø150+0.11深5 Ra12.5μm
带导柱直柄平底锪钻
250
11.8
0.2
5
1
0.006
0.91
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
机械加工工序卡片
设备编号
同时加工件数
立式钻床
1
夹具编号
夹具名称
切削液
工位器具编号
工位器具名称
工序工时(分)
准终
单件
1200
0.6
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
切削深度
进给次数
工步工时
r/min
m/min
mm/r
mm
机动
辅助
1
钻2-10.5mm孔
高速钢直柄麻花钻Ø10.5mm
400
13.2
0.033
48
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
机械加工工序卡片
产品型号
CA10B
零件图号
产品名称
后钢板弹簧吊耳
零件名称
共
8
页
第
7
页
车间
工序号
工序名称
材料牌号
7
加工10.5孔
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
1
1
设备名称
设备型号
235
4
1
0.136
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
产品型号
CA10B
零件图号
产品名称
后钢板弹簧吊耳
零件名称
共
8
页
第
3
页
车间
工序号
工序名称
材料牌号
3
加工倒角1.5×45°
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
锻件
1
1
设备名称
设备型号
设备编号
同时加工件数
立式钻床
Z535
1
夹具编号
夹具名称
切削液
工位器具编号
工位器具名称
工序工时(分)
准终
单件
工步号
工步内容
1
0.6
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
机械加工工序卡片
产品型号
CA10B
零件图号
产品名称
后钢板弹簧吊耳
零件名称
共
8
页
第
8
页
车间
工序号
工序名称
材料牌号
8
铣4mm槽
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
锻件
1
1
设备名称
摇臂钻床
Z3025
1
夹具编号
夹具名称
切削液
工位器具编号
工位器具名称
工序工时(分)
准终
单件
3.4
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
切削深度
进给次数
工步工时
r/min
m/min
mm/r
mm
机动
辅助
1
钻孔4×Ø8.80+0.09
硬质合金莫氏锥柄阶梯麻花钻
250
6.9
0.2
12
1
0.02
1.6
2
铰孔4×Ø90+0.022Ra3.2μm
零件名称
共
8
页
第
4
页
车间
工序号
工序名称
材料牌号
4
铣77mm孔端面
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
锻件
1
1
设备名称
设备型号
设备编号
同时加工件数
卧式铣床
X62
1
夹具编号
夹具名称
切削液
工位器具编号
工位器具名称
工序工时(分)
准终
单件
1376
0.388
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
切削深度
准终
单件
3.5
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
切削深度
进给次数
工步工时
r/min
m/min
mm/r
mm
机动
辅助
1
粗铣泵体底面粗铣70mm~69.54mm Ra12.5μm
硬质合金镶齿套式面铣刀Ø100mm
210
65.94
2
2.5
1
2.14
1.16
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
工艺装备
主轴转速
切削速度
进给量
切削深度
进给次数
工步工时
r/min
m/min
mm/r
mm
机动
辅助
1
加工1×45°倒角
锥柄锥面锪钻
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
机械加工工序卡片
产品型号
CA10B
零件图号
产品名称