标准成形工艺卡
(完整版)机械加工工艺过程卡片及工序卡片模板

设备名称
卧式车床
夹具编号
设备型号
设备编号
夹具名称
三爪卡盘
工位器具编号
工位器具名称
同时加工件数 切削液
工序工时 (分)
准终
单件
工步号 工
Ⅰ Ⅱ Ⅲ Ⅳ
步
内
粗车Φ 155 的端面
粗车Φ 155 的外圆
粗车Φ 100 的外圆
粗车Φ 75 的外圆
主轴转速 切削速度 进给量 切削深度 进给
工步工时
容
工艺装备
进给 次数
工步工时
基本
0.287
辅助
设 计(日 期) 校 对(日期) 审 核(日期) 标准化(日期) 会 签(日期)
标记 处数 更改文件号 签字 日期 标记 更改文件号 签字 日期
标记 处数 更改文件号 签字 日期 标记 更改文件号 签字 日期
会 签(日期)
机械加工工序卡片
产品型号 产品名称
填料箱盖
车间
毛坯种类
零件图号
零件名称 工序号
填料箱盖
共8
工序名称
Ⅱ
粗镗Φ 60 的内孔
毛坯外形尺寸 每毛坯可制件数
页第 2 页 材 料 牌号
每 台 件数
设备名称
卧式车床
夹具编号
设备型号
设备编号
麻花钻 卡尺 0-50,0.05
0.762 0.501 1.35
0.145 0.988 0.649 1.75
立式钻床 麻花钻,丝锥 卡尺 0-50,0.05
1.716 2.224
Ⅷ
精车大端
卧式车床
1.818 2.356
Ⅸ
精镗大端孔
卧式车床
0.835 1.082
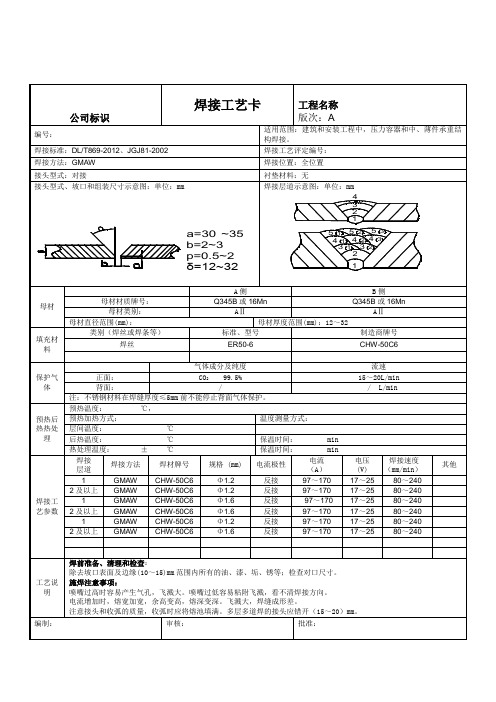
二氧化碳气体保护焊钢结构焊接工艺卡
焊接工艺卡
工程名称
版次:A
编号:
适用范围:建筑和安装工程中,压力容器和中、薄件承重结构焊接。
焊接标准:DL/T869-2012、JGJ81-2002
焊接工艺评定编号:
焊接方法:GMAW
焊接位置:全位置
接头型式:对接
衬垫材料:无
接头型式、坡口和组装尺寸示意图:单位:mm
焊接层道示意图:单位:mm
注:不锈钢材料在焊缝厚度≤5mm前不能停止背面气体保护。
预热后热热处理
预热温度:℃,
预热加热方式:
温度测量方式:
层间温度:℃
后热温度:℃
保温时间:min
热处理温度:±℃
保温时间:min
焊接工艺参数
焊接
层道
焊接方法
焊材牌号
规格(mm)
电流极性
电流
(A)
电压(V)
焊接速度(mm/min)
其他
1
GMAW
CHW-50C6
母材
A侧
B侧
母材材质牌号:
Q235B、20#、20G
Q235B、20#、20G
母材类别:
AⅠ
AⅠ
母材直径范围(mm):
母材厚度范围(mm):12~32
填充材料
类别(焊丝或焊条等)
标准、型号
制造商牌号
焊丝
ER50-6
CHW-50C6
保护气体
气体成分及纯度
流速
正面:
CO299.5%
15~20L/min
背面:
Φ1.2
反接
97~170
17~25
80~240
2及以上
GMAW
CHW-50C6
无锡职业技术学院塑料件注射成型工艺卡

旧底图总号 原 使用设备 直连式烘干设备 加热时间 2h 料 盛料高度 保温时间 4-8h 3 干 底图总号 翻料时间 冷却方式 热空气 燥 120 4 处 干燥温度℃ 2h 签名 理 干燥时间 日期
标记 处数 更改文件号 签 名 日 期
编制(日期)
会签(日期)
批准(日期)
无 锡 职业技术学院
材 料 名 称 零 件 净 重 设 编 备 号
塑料零件注射工艺卡片
ABS 20g G54—S200/400 KJ2-00 4 注 射 成 形 工 艺 材 料 牌 号 零 件 毛 重 料 筒 温 度 第一段 第二段 第三段 第四段 第五段 料 颜 色 g 耗 定 额 消 200~210 210~230 180~200
型腔数量 模 具 附 件 总 图 高 号 名
320 45 称 数量
顶 出 高
℃ 喷 压 注 力 MPa 保
180~190 70~90 50~70 30~60
螺杆转速r/min 零件成形后处理
甲基硅油 工时 准终 单件
嵌 件 媒体编号
热处理方式 退火 加热温度 110-130 保温温度 120
1 干燥处理,控制物料的含水量小于0.3﹪ 2 清洗料筒 注射过程 停机,清洗料筒,保护螺杆或可以控制在 180℃保温. 审核(日期)
零部件图号 零部件名称 微黄色 30 注 射 成 形 时 间 S 模 加 料 刻 度 工 序 内 容 g/件 闭 模 注 射 保 压 冷 却 启 模 总时间 温℃ 螺杆类型 脱模剂 工 艺 装 备 直连式烘干设备 PE KJ2-00 模具 XS-ZY-300注塑机 PE 透气盖 共1页 第1页 1
每台件数 15 3~5 15~30 15~30 10 40~70 50~70 B
产品工艺流程卡模板

产品工艺流程卡模板引言产品工艺流程卡是产品制造过程中的一项关键文档,用于指导整个生产过程。
它记录了产品的详细制造流程、工艺参数和质量标准,以确保产品的质量和一致性。
本文档将介绍一个通用的产品工艺流程卡模板,帮助制造企业更好地管理和优化生产流程。
1. 流程卡基本信息在工艺流程卡的顶部,应该包含一些基本信息,以便更好地识别和跟踪不同流程卡。
以下是一些常见的基本信息:•产品名称:填写产品的名称或代号。
•流程卡编号:每个流程卡应该有唯一的编号,便于区分和管理。
•生效日期:记录流程卡开始生效的日期。
•版本号:每次对流程卡进行更新时,应该更新版本号。
•编制人员:填写编制流程卡的人员姓名。
•审核人员:填写审核流程卡的人员姓名。
2. 产品信息在工艺流程卡中,需要详细描述所制造产品的信息,包括但不限于以下内容:•产品规格:描述产品的尺寸、重量、形状等规格信息。
•材料:记录产品所使用的材料类型和规格。
•零部件信息:如果产品由多个零部件组成,需要详细列出每个零部件的信息,包括名称、零件编号和数量。
3. 制造工艺流程制造工艺流程是整个生产过程的关键部分,它描述了产品从原材料加工到最终成品的制造过程。
每个制造工艺步骤都应该在流程卡中详细记录,包括以下内容:•步骤编号:为每个制造工艺步骤分配唯一的编号,便于识别和跟踪。
•步骤描述:描述每个步骤的具体操作和要求,确保所有操作员都能按照统一的标准进行操作。
•工时和工序时间:记录每个步骤的工时和工序时间,以便合理安排生产计划。
•质量检验点:在合适的步骤中添加质量检验点,以确保产品符合质量标准,避免不良品流入下一工序。
4. 工艺参数对于一些特殊的工艺步骤,可能需要记录一些特定的工艺参数,以确保产品制造的准确性和一致性。
以下是一些常见的工艺参数:•温度:记录需要控制的温度范围。
•压力:记录需要控制的压力范围。
•时间:记录需要持续保持的时间长度。
•涂层厚度:记录需要达到的涂层厚度要求。
铸造工艺(附图)
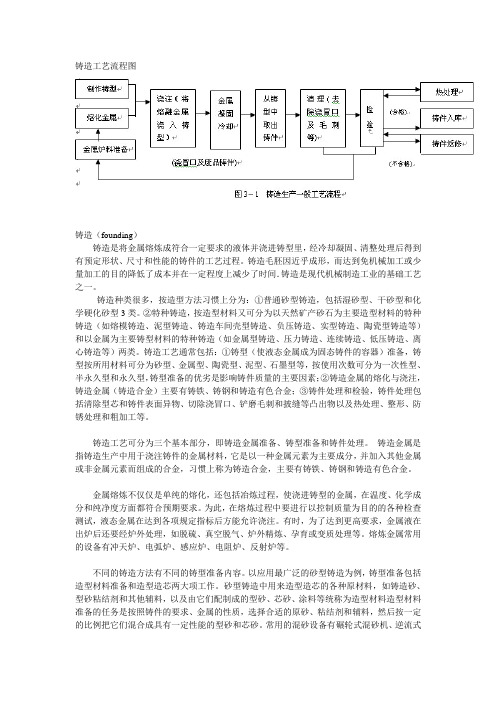
铸造工艺流程图铸造(founding)铸造是将金属熔炼成符合一定要求的液体并浇进铸型里,经冷却凝固、清整处理后得到有预定形状、尺寸和性能的铸件的工艺过程。
铸造毛胚因近乎成形,而达到免机械加工或少量加工的目的降低了成本并在一定程度上减少了时间.铸造是现代机械制造工业的基础工艺之一。
铸造种类很多,按造型方法习惯上分为:①普通砂型铸造,包括湿砂型、干砂型和化学硬化砂型3类。
②特种铸造,按造型材料又可分为以天然矿产砂石为主要造型材料的特种铸造(如熔模铸造、泥型铸造、铸造车间壳型铸造、负压铸造、实型铸造、陶瓷型铸造等)和以金属为主要铸型材料的特种铸造(如金属型铸造、压力铸造、连续铸造、低压铸造、离心铸造等)两类。
铸造工艺通常包括:①铸型(使液态金属成为固态铸件的容器)准备,铸型按所用材料可分为砂型、金属型、陶瓷型、泥型、石墨型等,按使用次数可分为一次性型、半永久型和永久型,铸型准备的优劣是影响铸件质量的主要因素;②铸造金属的熔化与浇注,铸造金属(铸造合金)主要有铸铁、铸钢和铸造有色合金;③铸件处理和检验,铸件处理包括清除型芯和铸件表面异物、切除浇冒口、铲磨毛刺和披缝等凸出物以及热处理、整形、防锈处理和粗加工等。
铸造工艺可分为三个基本部分,即铸造金属准备、铸型准备和铸件处理。
铸造金属是指铸造生产中用于浇注铸件的金属材料,它是以一种金属元素为主要成分,并加入其他金属或非金属元素而组成的合金,习惯上称为铸造合金,主要有铸铁、铸钢和铸造有色合金。
金属熔炼不仅仅是单纯的熔化,还包括冶炼过程,使浇进铸型的金属,在温度、化学成分和纯净度方面都符合预期要求。
为此,在熔炼过程中要进行以控制质量为目的的各种检查测试,液态金属在达到各项规定指标后方能允许浇注。
有时,为了达到更高要求,金属液在出炉后还要经炉外处理,如脱硫、真空脱气、炉外精炼、孕育或变质处理等。
熔炼金属常用的设备有冲天炉、电弧炉、感应炉、电阻炉、反射炉等。
不同的铸造方法有不同的铸型准备内容。
左支架 工艺卡

金属件冲压成形工艺卡客户:文件编号:QM-063-A 材料2500×1250×1.2版本号A剪料尺寸1250×140×1.2编制/日期1.工件表面无挂花、无垫伤审核/日期2.工件无严重毛剌、破裂、缺损。
批准/日期名称规格、编号压力机27落料模CY066卡尺0-150压力机28–1冲孔模CY067卡尺0-150压力机28/20成形模CY068检具WJ063压力机21/23冲孔模CY069卡尺0-150发放范围:品管部1份 生产部1份 冲压车间5份产品名称产品编号左支架84664-SWA-A011-M1序号工序说明使用设备、工装、量具1落料2冲两边孔外观要求工序图片和品质基准要求3成形冲中间孔4ф10±0.5ф4.8±0.5ф10±0.5外形及孔位符合检具ф7±0.5金属件冲压成形工艺卡客户:文件编号:QM-063-A 作业部门:冲压车间页 次:共2页 第2页材料2500×1250×1.2版本号A剪料尺寸1250×140×1.2编制/日期1.工件表面无挂花、无垫伤审核/日期2.工件无严重毛剌、破裂、缺损。
批准/日期名称规格、编号压力机24/23打字码模CY070样件发放范围:品管部1份 生产部1份 冲压车间5份使用设备、工装、量具产品名称左支架产品编号84664-SWA-A011-M1工序图片和品质基准要求外观要求序号工序说明5打字码字码为〝L 〞。
工艺卡片培训内容
加工工序卡片培训一、工序卡片的概述工序卡片是工艺规程的一种形式。
它是按零件加工的每一道工序编制的一种工艺文件。
它的内容包括:每一工序的详细操作、操作方法和要求等。
它适用于大量生产的全部零件和成批生产的重要零件。
在单件小批生产中,一些特别重要的工序也需要编制工序卡片。
机械加工工序卡片是根据机械加工工艺卡片为一道工序制订的。
它更详细地说明整个零件各个工序的要求,是用来具体指导工人操作的工艺文件。
在这种卡片上要画工序简图,说明该工序每一工步的内容、工艺参数、操作要求以及所用的设备及工艺装备。
一般用于大批大量生产的零件。
二、工艺卡片的应用将工艺规程的内容填入一定格式的卡片,即为生产准备和施工依据的技术文件,称为工艺文件。
在我国各企业的机械加工工艺规程表格不尽一致,但是其基本内容是相同的。
常见的工艺文件有以下几种:(1)工艺过程综合卡片这种卡片主要列出了整个零件加工所经过的工艺路线(包括毛坯、机械加工和热处理等),它是制定其他工艺文件的基础,也是进行生产技术准备、编制作业计划和组织生产的依据。
在单件小批量生产中,一般简单零件只编制工艺过程综合卡片作为工艺指导文件。
2)工艺卡片这种卡片是以工序为单位,详细说明整个工艺过程的工艺文件。
它不仅标出工序顺序、工序内容,同时对主要工序还表示出工步内容、工位及必要的加工简图或加工说明。
此外,还包括零件的工艺特性(材料、质量、加工表面及其精度和表面粗糙度要求等)、毛坯性质和生产纲领。
在成批生产中广泛采用这种卡片,对单件小批量生产中的某些重要零件也要制定工艺卡片。
3)工序卡片是在工艺卡片的基础上分别为每一个工序制定的,是用来具体指导工人进行操作的一种工艺文件。
工序卡片中详细记载了该工序加工所必需的工艺资料,如定位基准、安装方法、所用机床和工艺装备、工序尺寸及公差、切削用量及工时定额等。
在大批量生产中广泛采用这种卡片。
在中、小批量生产中,对个别重要工序有时也编制工序卡片。
三、生产过程和工艺过程生产过程是指产品制造时,由原材料或半成品进厂到转变为成品的各有关劳动过程的总和。
机器人零件工艺卡片
机器人零件工序卡片零件名称零件模型工序号工序内容数量顶盖板1用手锯裁下112*62.5mm旳矩形毛胚,挖去多出部分,轮廓余量1mm12钻φ11mm通孔,距中心25mm对称做20*15mm矩形孔3折弯4倒角打磨修光,清除余量,表面喷漆。
脚面板1手锯裁下57*37mm旳矩形毛胚,,轮廓余量1mm 42倒角打磨修光,清除余量,3折弯4表面喷漆关节件1手锯裁下125*26mm旳矩形毛胚,,轮廓余量1mm142钻孔,折弯3倒角打磨修光,清除余量,表面喷漆加强板 1 手锯裁下61.5*16mm旳矩形毛胚,,轮廓余量1mm22折弯3倒角打磨修光,清除余量,表面喷漆2 脚底板 1 用手锯裁下122*102mm旳矩形毛胚,挖去多出部分,轮廓余量1mm2倒角打磨修光,清除余量,3折弯4表面喷漆2 胸板用手锯裁下110*110mm旳矩形毛胚,,轮廓余量1mm挖去4个40*8mm旳矩形通孔倒角打磨修光,清除余量,表面喷漆4 腿 1 用手锯裁下91*49mm旳矩形毛胚,清除多出部分,轮廓余量1mm2台钻钻两个φ10mm通孔3倒角打磨修光,清除余量,表面喷漆2 外盖板 1 用手锯裁下48*61.5mm旳矩形毛胚,,轮廓余量1mm2 折弯3倒角打磨修光,清除余量,表面喷漆2 膝盖 1 用手锯裁下110*110mm旳矩形毛胚,尺寸余量1mm2挫出边缘轮廓,3 折弯4倒角打磨修光,清除余量,表面喷漆2 手 1 用手锯裁下63*63mm旳矩形毛胚,尺寸余量1mm2挫出边缘轮廓,倒圆角3 折弯4打磨修光,清除余量,表面喷漆舵机转接件1用手锯裁下97*65mm旳矩形毛胚, 62 打孔,挫出外轮廓并倒角3 折弯4打磨修光,清除余量,表面喷漆。
工艺流程卡模板
工艺流程卡模板工艺流程卡是一种用于记录和传递生产工艺信息的重要文档。
它包含了从原材料准备到最终成品制作的详细工序和操作要求。
在生产过程中,工艺流程卡扮演着指导作用,帮助生产人员准确无误地完成各项工作。
下面是一个工艺流程卡的模板示例,旨在帮助企业制定自己的工艺流程卡。
工艺流程卡模板1. 产品信息•产品名称:•产品代码:•规格型号:•客户要求:2. 原材料准备•原材料代码:•采购批次号:•数量:3. 工艺要求•工艺步骤:•操作要求:•产品缺陷:•质量控制点:4. 设备与工具•设备名称:•编号:•清洁要求:5. 工序流程工序1:•工序名称:•操作者:•准备时间:•操作步骤:1.步骤1:2.步骤2:3.步骤3:•检验要求:工序2:•工序名称:•操作者:•准备时间:•操作步骤:1.步骤1:2.步骤2:3.步骤3:•检验要求:(继续添加更多工序)6. 检验与测试•检验项目:•检验方法:•标准要求:•检验结果:7. 包装与储存•包装要求:•标签要求:•储存条件:8. 工艺确认与批准•工艺制定者:•工艺审核者:•工艺批准者:结论工艺流程卡是企业管理生产过程中不可或缺的文档,它详细记录了产品制造过程中的所有工序和操作要求。
通过使用工艺流程卡,企业可以提高生产工作的准确性和一致性,避免因操作失误导致的质量问题。
同时,工艺流程卡也为质量管理人员提供了重要的数据来源,可以用于监控和改进生产工艺。
因此,制定和使用工艺流程卡对于企业来说非常重要。
使用上述模板可以帮助企业制定规范的工艺流程卡,以确保生产过程的良好运行和产品质量的稳定性。
塑料制品加工工艺卡(标准)
注塑
将加工好的塑料注入模具中
控制注塑时间、温度和压力以确保产品质量
冷却
让塑料在模具中冷却固化
确保足够的冷却时间以避免产品变形
脱模
将成品从模具中取出
谨慎操作,避免损坏产品
修整和装配
对成品进行修整和组装
包括去除模具接口、清洁产品表面等
检测和质量控制
检查产品是否符合要求
包括尺寸、外观、功能等方面的检测
包装
将成品进行适当的包装
确保产品在运输和存储过程中不受损
完工和入库
完成所有加工步骤并入库
跟踪产品出货日期和数量,及时更新库存信息
结论
本工艺卡提供了塑料制品加工的标准步骤,帮助加工人员掌握正确的加工流程,确保产品质量和效率。在实际操作中,应根据具体产品要求和工艺条件进行调整和优化。
>注意:本文档提供的内容仅供参考,请在实践中遵循法律和相关行业标准。
塑料制品加工工艺卡(标准)
介绍
本文档旨在提供塑料制品加工的标准工艺卡,以便指导加工过程并确保品加工工艺卡示例:
工艺步骤
描述
备注
材料准备
确保所选材料符合要求
包括塑料种类、尺寸、颜色等
原料加工
将塑料原料按照要求进行加工
包括切割、熔融、挤出等
模具准备
设计和制作加工所需模具
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
保3
保2
保1
储料
储1
储2
储3
松退
前松退
后松退Βιβλιοθήκη 压力背压压力速度
速度
速度
时间
位置
位置
托模退
托模退
吹气
射座
射座进
射座退
压力
压力
托模次数
压力
速度
速度
托模选择
速度
□□冷冻水
□□普通水
□□模温水
□□自然加热
此工艺卡在如下公差范围内可公许:
压力±5% *速度±5% *时间±2秒*位置±5mm *温度±5度
注意事项:
标准成型工艺卡
机台:顿位T:日期:
客户名称
材质
料号
烘料温度
品名规格
颜色
单重
烘烤时间
模具编号
穴数
料头重
成型时间
关模:快速→慢速→低压→高压开模:停止←快速←低速←
压力(%)
压力(%)
速度(%)
速度(%)
位置(mm)
位置(mm)
射出
射6
射5
射4
射3
射2
射1
温1
温2
温3
温4
压力
温度设定
速度
位置
射出时间
冷却时间
核准:审核:制作:
YM-QR-MA55/1