工艺卡片样本模板
工艺卡片模板100例
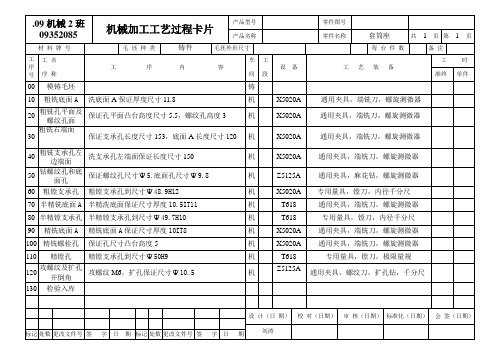
.09机械2班09352085 机械加工工艺过程卡片产品型号零件图号产品名称零件名称套筒座共 1 页第 1 页材料牌号毛坯种类铸件毛坯外形尺寸每台件数备注工序号工名序称工序内容车间工段设备工艺装备工时准终单件00 模铸毛坯铸10 粗铣底面A洗底面A保证厚度尺寸11.8 机X5020A 通用夹具,端铣刀,螺旋测微器20 粗铣孔平面及螺纹孔面保证孔平面凸台高度尺寸5.5,螺纹孔高度3 机X5020A 通用夹具,端铣刀,螺旋测微器30 粗铣右端面保证支承孔长度尺寸153,底面A长度尺寸120 机X5020A 通用夹具,端铣刀,螺旋测微器40 粗铣支承孔左边端面洗支承孔左端面保证长度尺寸150 机X5020A 通用夹具,端铣刀,螺旋测微器50 钻螺纹孔和底面孔保证螺纹孔尺寸ψ5.底面孔尺寸ψ9.8 机Z5125A 通用夹具,麻花钻,螺旋测微器60 粗镗支承孔粗镗支承孔到尺寸ψ48.9H12机X5020A 专用量具,镗刀,内径千分尺70 半精铣底面A半精洗底面保证尺寸厚度10.5IT11机T618 通用夹具,端铣刀,螺旋测微器80 半精镗支承孔半精镗支承孔到尺寸ψ49.7H10机T618专用量具,镗刀,内径千分尺90 精铣底面A精铣底面A保证尺寸厚度10IT8机X5020A 通用夹具,端铣刀,螺旋测微器100 精铣螺栓孔保证孔尺寸凸台高度5 机X5020A 通用夹具,端铣刀,螺旋测微器110 精镗孔精镗支承孔到尺寸ψ50H9机T618 专用量具,镗刀,极限量规120 攻螺纹及扩孔并倒角攻螺纹M6,扩孔保证尺寸ψ10.5机Z5125A通用夹具,螺纹刀,扩孔钻,千分尺130 检验入库设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)材料牌号毛坯种类毛坯外形尺寸每毛坯件数每台件数备注工序号工名序称工序内容车间工段设备工艺装备工时准终单件设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)材料牌号毛坯种类毛坯外形尺寸每毛坯件数每台件数备注工序号工名序称工序内容车间工段设备工艺装备工时准终单件设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)。
工艺卡片模板
毛坯种类
毛胚外形尺寸
每毛坯可制作件 数
每台件数
设备名称
设备型号
设备编号
同时加工件数
描图 工
描校 步 号 1
底图号 2
工步内容
工艺装备
夹具编号 工位器具编号
夹具名称 专用夹具
工位器具Байду номын сангаас称
切削液
工序工时 准终 单件
主轴 转速 r/min
切削速 度
m/min
进给 量 mm/r
切削 深度
mm
进给 次数
工步工时 机动 辅助
机械加工工序卡片
产品型号 产品名称
零件图号 零件名称
车间
工序号
共
工序名
页
第
页
材料牌
毛坯种类
毛胚外形尺寸
每毛坯可制作件 数
每台件数
设备名称
设备型号
设备编号
同时加工件数
夹具编号
夹具名称
切削液
描图 工
描校 步 号 1
底图号 2
3 装订号
工步内容
工艺装备
工位器具编号
工位器具名称
工序工时 准终 单件
主轴 转速 r/min
装订号
设计(日期) 审核(日期) 标准化(日期) 会签(日期) 标记 处数 更改文件号 签字 日期 标记 处数 更改文件号 签字 日期
描图 工
描校 步 号
底图号
机械加工工序卡片
产品型号 产品名称
工步内容
工艺装备
零件图号 零件名称
车间
工序号
共
工序名
页
第页
材料牌
毛坯种类
毛胚外形尺寸
每毛坯可制作件 数
工艺卡片(范例)

研磨型孔
平面磨床
钳工研磨型孔达技术要求
11
检验
磨平面
平面磨床
磨上下平面级基准面达要求
9
型孔精加工
坐标磨床
在坐标磨床上磨型孔,留研磨余量0.01mm
10
研磨型孔
平面磨床
钳工研磨型孔达技术要求
11
检验
附五:冲孔凸模加工工艺卡片
工序号
工序名称
设备
工序内容
1
备料
空气锤
将毛坯锻成平行六面体,尺寸为:φ3.5×46mm
2
热处理
退火
3
铣平面
立式铣床
铣各平面,厚度留磨削余量0.6mm,侧面留磨削余量0.4mm
2
热处理
退火
3
铣平面
立式铣床
铣各平面,厚度留磨削余量0.6mm,侧面留磨削余量0.4mm
4
磨平面
平面磨床
磨上下平面,留磨削余量0.3~0.4mm,磨相邻两侧面保证垂直
5
钳工划线
高度游标卡尺
划出对称中心线,固定孔及销孔线
6
孔加工
钻床
加工固定孔及销孔
7
热处理
淬火,回火,按热处理工艺保证60~64HRC
8
2
热处理
退火
3
铣平面
立式铣床
铣各平面,厚度留磨削余量0.6mm,侧面留磨削余量0.4mm
4
磨平面
平面磨床
磨上下平面,留磨削余量0.3~0.4mm,磨相邻两侧面保证垂直
5
钳工划线
划出对称中心线,固定孔及销孔线
6
型孔粗加工
夹钳
利用已加工好的固定板作导向,用固定孔及销孔
定模板工艺卡片

模具设计与制造专业机械加工工序卡片工序名称立铣工序号 4零件名称落料凹模零件号8零件重量同时加工零件数 1材料毛坯牌号硬度型号重量T10A 60~64 10设备夹具名称辅助工具名称型号立式铣床VMC640 直角钳垫铁安装工步安装及工步说明刀具量具走刀长度走刀次数切削深度进给量主轴转速切削速度基本工时1 1 1 1 1 1 111111铣上平面铣下平面铣前平面铣后平面铣左平面铣右平面φ35端铣刀卡尺0.50.50.50.543430.510.51200mm/min60mm//min200mm/min60mm/min800r/min400r/min800r/min400r/min0.5mm/min0.4mm/min0.5mm/min0.4mm/min设计者孙金辉指导教师韩艳艳共 2 页第 2 页模具设计与制造专业机械加工工艺过程卡片零件号零件名称8 定模板工序号工序名称设备夹具刀具量具工时名称型号名称规格名称规格名称规格1 2 3 4 5 6 7 8 91011 下料锻造热处理立铣平磨钳工工具铣钻削热处理平磨钳工锯床立式铣床磨床工具铣床钻床平面磨床直角钳平口钳直角钳斜度钳直角钳锯条铣刀平行砂轮立铣刀φ6、φ8平行砂轮钢皮尺游标卡尺游标卡尺游标卡尺游标卡尺游标卡尺游标卡尺。
装配工艺过程卡片(模板)
标记
处数 更改文件号 签字
日期
标记
处数 更改文件号
签字
日期
装配工序卡片
工 序 序 号 1 2 3 4 5 6 7 8 9 10 11 工序名称 工序内容 装配部门
产品型号 产品名称
φ1400×8 C02再生塔
零件图号 零件名称
筒体段
共1页 第 1页 工时 定额 min
设备及工艺设备
辅助材料
描图 描校 Leabharlann 图号 装订号设计(日期) 审核(日期) 标准化(日期) 会签(日期)
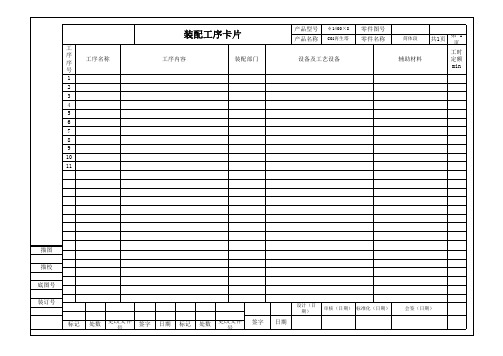
装配工序卡片产品型号14008零件图号产品名称零件名称工序名称工序内容装配部门设备及工艺设备辅助材料1011描图底图号装订号设计日期审核日期标准化日期会签日期签字日期标记更改文件号签字日期标记更改文件号c02再生塔工时定额min装配工艺过程卡片产品型号零件图号产品名称零件名称工序名称车间工段设备工序工时简图
工艺卡片模板
签字
日期
机
戒加工工序卡
「片
产品型号
零件图号
产品名称
零件名称
共页
第页
车间
工序号
工序名
材料牌
毛坯种类
毛胚外形尺寸
每毛坯可制作件
数
每台件数
设备名称
设备型号
设备编号
同时加工件数
夹具编号
夹具名称
切削液
工位器具编号
工位器具名称
工序工时
准终
单件
描图
工
步
号工Biblioteka 内容工艺装备主轴转速
r/min
切削速 度
m/min
同时加工件数
夹具编号
夹具名称
切削液
工位器具编号
工位器具名称
工序工时
准终
单件
描图
工
主轴
切削速
进给
切削
进给
次数
工步工
二时
描校
步
号
工步内容
工艺装备
转速
r/min
度
m/min
量
mm/r
深度
mm
机动
辅助
1
底图号
装订号
设计(日期)
甲核(日期)
标准化 (日期)
云签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
工步工时
描校
机动
辅助
号
r/min
m/min
mm/r
mm
底图号
装订号
设计(日期)
审核(日期)
标准化(日期)
会签(日期)
工序卡片模板(夹具用)
校对 会签 审定
批准
第9页 共 45 页
机械加工工序卡片
产品代号或型号 16PA6-STC
部套号
工序名称
粗铣底面
设备型号
材料
材料硬度 工时(min) 零件名称
QT500-7
机体
设备 设备名称 三坐标划线仪
编号
车间号
程序编号 切削液
零件号 GHD16PAG ABA.O-B102
工段号
工序号 10
切削深度 切削参数 进给量 刀具编号
部套号
工序名称
划线
设备型号
材料
材料硬度 工时(min) 零件名称
QT500-7
机体
设备 设备名称 三坐标划线仪
编号
车间号
程序编号 切削液
零件号 GHD16PAG ABA.O-B102
工段号
工序号 5
切削深度 切削参数 进给量 刀具编号
(mm)
(r/min) (mm/r)
编制 日期
更改 标记
更改 数量
综合工艺卡片工序号0车间号车体工段号工序名称设备工序工时min名称工装名称编号铸造机二5粗洗底面x51机二10精洗底面x51机二15粗铣侧面x60机二20精铣侧面x60机二25钻20孔z3025机二30扩孔至25z3025机二35镗26孔t68机二40镗30孔t68机二45钻底面16孔z3025机二50钻侧面12孔z3025机二55钻上面20孔z3025车体60检查探伤机械加工工序卡片产品代号或型号部套号材料材料硬度工时min零件名称零件号ghd16pag离心泵壳体ht200壳体abaob102工序名称钻孔设备型号设备名称摇臂钻床设备编号车间号工段号工序号0程序编号切削液刀具编号切削深度切削参数进给量mmrminmmr序号名称编号规格标识工艺装备编制校对审核共1页日期日期日期第1页机械加工工序卡片产品代号或型号lxbkt部套号材料ht200材料硬度工时min零件名称壳体零件号工序名称镗孔设备型号t68设备名称卧式镗床设备编号车间号工段号工序号程序编号切削液刀具编号切削深度切削参数进给量mmrminmmr序号名称编号规格标识工艺装备编制校对审核共45页日期日期日期第4页更改标记更改数量通知单编号更改者日期更改标记更改数量通知单编号更改者日期机械加工工序卡片产品代号或型号部套号材料材料硬度工时min零件名称零件号ghd16pag16pa6stcqt5007机体abaob102工序名称划线设备型号设备名称三坐标划线仪设备编号车间号工段号工序号5程序编号切削液刀具编号切削深度切削参数进给量mmrminmmr序号名称编号规格标识工艺装备编制校对审核共45页日期日期日期第5页更改标记更改数量通知单编号更改者日期更改标记更改数量通知单编号更改者日期沪东重机股份有限公司技术中心机械加工工序卡片产品代号或型号部套号材料材料硬度工时min零件名称零件号ghd16pag16pa6stcqt5007机体abaob102工序名称划线设备型号设备名称三坐标划线仪设备编号车间号工段号工序号5程序编号切削液刀具编号切削深度切削参数进给量mmrminmmr序号名称编号规格标识工艺装备编制校对审核共45页日期日期日期第6页更改标记更改数量通知单编号更改者日期更改标记更改数量通知单编号更改者日期沪东重机股份有限公司技术中心机械加工工序卡片产品代号或型号部套号材料材料硬度工时min零件名称零件号ghd16pag16pa6stcqt5007机体abaob
机械加工工艺卡片模板
1
设备名称
设备型号
设备编号
同时加工件数
立式钻床
C620-1
夹具编号
夹具名称
切削液
3
钻模
工位器具编号
工位器具名称
工序工时/min
准终
单件
工步号
工步内容
工艺装备
主轴转速
/(r/min)
切削速度
/(m/min)
进给量/(mm/r)
背吃刀量/mm
走刀
次数
公步工时/min
机动
辅助
1
钻 孔为 ,
立钻
200
14.4
更改号
签字
日期
标记
处数
更改号
签字
日期
机械加工工序卡片
产品型号
零件图号
共8页
产品名称
零件名称
偏心轮
第4页
车间
工序号
工序名称
材料牌号
20
车
20cr
毛坯种类
毛坯外形尺寸
每件毛坯可制件数
每台件数
热轧圆钢
Φ
1
1
设备名称
设备型号
设备编号
同时加工件数
卧式车床
C620-1
夹具编号
夹具名称
切削液
1
三爪卡盘
工位器具编号
0.36
2
扩 孔为 ,偏心距为9
立钻
320
15.7
0.2
3
倒两面空口角
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
工艺卡片样本(DOC 28页)
工艺卡片样本(DOC 28页)工艺规范产品名称工序名称设备名称编号共 16 页 AH/TLC70-01 框扇下料工装名称编号第 1 页工序简图技术标准1、下料长度L充差≤2000mm±1mm2、下料角度90°±0.5°3、切割后型材断面应平整光洁,外表面清洁无划伤。
操作要求1、切割前检查设备运转是否正常。
2、装夹注意夹紧力适当,牢固,定位正确,切割过程中防止型材变形。
3、型材搬取,存放过程中防止型材划伤,磕碰,表面质量。
4、首件产品严格检查合格后方可生产。
检验方法1、用钢卷尺检查下料长检测工具1.钢卷尺。
2.角度尺。
不合格品处置度。
2、用角度尺检查下料角度。
3、目测外观质量。
更改记录编制批准日期批准审核日期工艺规范产品名称工序名称设备名称编号共 16 页 AH/TLC70-01 铣排水孔工装名称编号第 2 页工序简图技术标准1、排水孔为Φ5×30槽孔,每根料数量2个。
2、纵向位置允差别±3mm,排列均匀。
3、排水孔表面光洁,无毛刺、铣刀不得损坏型材腹板4、排水孔设在外轨道左侧。
操作要求1、铣料前检查设备运转是否正常。
2、注意排水孔的位置均匀和数量。
3、铣孔时避免划伤型材表面质量。
4、首件产品严格检查,合格后方可生产。
检验方法1、用卡尺测量排水孔尺检测工具1、卡尺。
2、卷尺。
不合格品处置寸。
2、用卷尺测量排水孔位置。
更改记录编制批准日期批准审核日期工艺规范产品名称工序名称设备名称编号共 16 页 AH/TLC70-01 铣边框料工装名称编号第 3 页工序简图技术标准1、边框上方仿型铣深度距离为40mm。
2、边框下方仿型铣深度距离为50mm。
3、仿型铣后,光滑无毛刺,深度距离偏差L±1mm。
4、边框左右铣切距离为68mm,距离偏差L±0.5mm。
操作要求1、工作前检查仿型铣床运转是否正常。
2、检查铣刀型号是否正确。
3、工作时型材轻取轻放,避免划伤型材表面质量。
工艺卡片模板
执行日期:年
产品质量指标 项目 产品纯度 项目 ××含量 ××含量 项目 原料 T101顶 T101底 < < ≥ 单位 %(质量分数) ※ 指标 0.5 500 频次 1次/8h 1次/4h 1次/4h 塔底温度 进料温度 塔顶温度 V103液位 塔底液位 塔顶压力 塔底温度 塔底液位 ××出装置温度 V104液位 ××出装置温度 塔底液位 塔顶温度 塔顶压力 回流流量 ※ ※ ※ ※ ※ ※ ℃ ℃ ℃ % % MPa ℃ % ℃ ××塔B % ℃ % ℃ MPa t/h (45~55)±15 (40-50)±20 (45~55)±15 (40~45)±5 (1.6~1.8)±0.2 (40~80)±10 LICA108 TI133 LIC107 TR129 PRCA104 FRC114 单位 液化石油气 %(质量分数) mg/L 内容 组成 组成 组成 原料质量指标 ※ 指标 99.5 V101液位 进料温度 塔顶温度 V102液位 回流流量 塔顶压力 塔底温度 塔底液位 ※ ※ ※ % ℃ ℃ % t/h MPa ℃ % 项目 单位 ××塔 (40~60)±10 (67~72)±3 (45~50)±3 (45~55)±15 (8~10)±3 (1.75~1.85)±0.1 (100~104)±5 (45~55)±15 ××塔 (50~56)±5 (38~54)±5 (40~50)±5 (45~55)±15 (45~55)±15 (1.95~2.15)±0.2 ××精馏塔A (55~60)±5 (45~55)±15 ≤60 TIC123 LICA106 TI136 电机温度 轴承温度(滚动) 轴承温度(滑动) 项目 < < < TR115 TRC113 TR118 LICA105 LICA114 PRC102 污水含油量 污水PH值 排污合格率 ≥ % ※ 指标 65 70 65 1/2—2/3 单位 ℃ ℃ ℃ 机泵运转指标 项目 < LICA111 TRC101 TR119 LICA113 FRC115 PIC102 TR116 LICA112 热水压力 净化风压力 氮气压力 热水温度 工业循环水压力 工业循环水温度 ※ ※ ※ ※ 项目 操作指标 指标 仪表位号 电 循环水 低压蒸汽 净化风 总能耗 项目
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
工艺卡片样本模板
1
2020年4月19日
2
2020年4月19日
工艺规范
产 品 名 称 工 序 名 称 设备名称 编 号 共 16 页 AH/TLC70-01 框扇下料 工装名称
编 号 第 1 页
工序简图
技 术
标 准
1、 下料长度L 充差≤ mm ±1mm
2、 下料角度90°±0.5°
3、 切割后型材断面应平整光洁, 外表面清洁无划伤。
操 作 要 求 1、 切割前检查设备运转是否正常。
2、 装夹注意夹紧力适当, 牢固, 定位正确, 切割过程 中防止型材变形。
3、 型材搬取, 存放过程中防止型材划伤, 磕碰, 表面 质量。
4、 首件产品严格检查合格后方可生产。
检 验 方 法
1、 用钢卷尺检查下料长 检 测
工 具
1. 钢卷
尺。
2. 角度
尺。
不
合格品处 置
度。
2、 用角度尺检查下料角
度。
3、 目测外观质量。
更改记录 编 制 批 准 日 期
批 准
审 核 日 期
3 2020年4月19日
4
2020年4月19日
工艺规范
产 品 名 称 工 序 名 称 设备名称 编 号 共 16 页 AH/TLC70-01 铣排水孔 工装名称 编 号 第 2 页
工序简图
技 术
标 准
1、 排水孔为Φ5×30槽孔, 每根料数量2个。
2、 纵向位置允差别±3mm, 排列均匀。
3、 排水孔表面光洁, 无毛刺、 铣刀不得损坏型材腹板
4、 排水孔设在外轨道左侧。
操 作 要 求
1、 铣料前检查设备运转是否正常。
2、 注意排水孔的位置均匀和数量。
3、 铣孔时避免划伤型材表面质量。
4、 首件产品严格检查, 合格后方可生产。
检 验 方 法
1、 用卡尺测量排水孔尺
检 测
工 具
1、 卡
尺。
2、 卷
尺。
不 合格品处 置
寸。
2、 用卷尺测量排水孔
位
置。
5 2020年4月19日
6
2020年4月19日
工艺规范
产 品 名 称 工 序 名 称 设备名称 编 号 共 16 页 AH/TLC70-01 铣边框料 工装名称 编 号 第 3 页
工序简图
技 术
标 准
1、 边框上方仿型铣深度距离为40mm 。
2、 边框下方仿型铣深度距离为50mm 。
3、 仿型铣后, 光滑无毛刺, 深度距离偏差L ±1mm 。
4、 边框左右铣切距离为68mm, 距离偏差L ±0.5mm 。
操 作 要 求 1、 工作前检查仿型铣床运转是否正常。
2、 检查铣刀型号是否正确。
3、 工作时型材轻取轻放, 避免划伤型材表面质量。
4、 首件产品严格检查, 合格后方可生产。
检
验 方 法 1、 用卡尺检查测量铣切 检 测 工
具
1、 卡尺。
不 合格
品
处 置
深度距离尺寸。