凸模固定板
模具毕业设计实例冲裁模设计举例
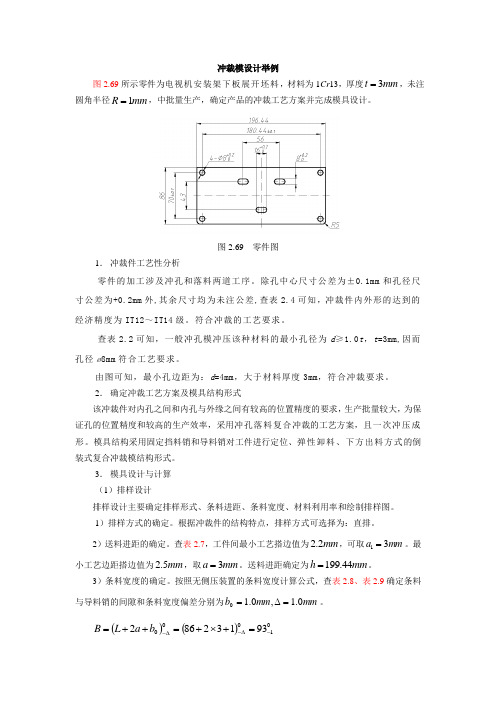
冲裁模设计举例图2.69所示零件为电视机安装架下板展开坯料,材料为1Cr 13,厚度mm t 3=,未注圆角半径mm R 1=,中批量生产,确定产品的冲裁工艺方案并完成模具设计。
图2.69 零件图1. 冲裁件工艺性分析零件的加工涉及冲孔和落料两道工序。
除孔中心尺寸公差为±0.1mm 和孔径尺寸公差为+0.2mm 外,其余尺寸均为未注公差,查表2.4可知,冲裁件内外形的达到的经济精度为IT12~IT14级。
符合冲裁的工艺要求。
查表2.2可知,一般冲孔模冲压该种材料的最小孔径为d ≥1.0t ,t =3mm,因而孔径ø8mm 符合工艺要求。
由图可知,最小孔边距为:d =4mm ,大于材料厚度3mm ,符合冲裁要求。
2. 确定冲裁工艺方案及模具结构形式该冲裁件对内孔之间和内孔与外缘之间有较高的位置精度的要求,生产批量较大,为保证孔的位置精度和较高的生产效率,采用冲孔落料复合冲裁的工艺方案,且一次冲压成形。
模具结构采用固定挡料销和导料销对工件进行定位、弹性卸料、下方出料方式的倒装式复合冲裁模结构形式。
3. 模具设计与计算(1)排样设计排样设计主要确定排样形式、条料进距、条料宽度、材料利用率和绘制排样图。
1)排样方式的确定。
根据冲裁件的结构特点,排样方式可选择为:直排。
2)送料进距的确定。
查表2.7,工件间最小工艺搭边值为mm 2.2,可取mm a 31=。
最小工艺边距搭边值为mm 5.2,取mm a 3=。
送料进距确定为mm h 44.199=。
3)条料宽度的确定。
按照无侧压装置的条料宽度计算公式,查表2.8、表2.9确定条料与导料销的间隙和条料宽度偏差分别为mm mm b 0.1,0.10=∆=。
()()0100093132862-∆-∆-=+⨯+=++=b a L B4)材料利用率的确定。
%08.91%10044.1999344.19686=⨯⨯⨯==Bh A η 4)绘制排样图。
冲压模具名词术语大集合

上模:上模是整副冲模的上半部,即安装于压力机滑块上的冲模部分。
上模座:上模座是上模最上面的板状零件,工件时紧贴压力机滑块,并通过模柄或直接与压力机滑块固定。
下模:下模是整副冲模的下半部,即安装于压力机工作台面上模具部件术语上模:上模是整副冲模的上半部,即安装于压力机滑块上的冲模部分。
上模座:上模座是上模最上面的板状零件,工件时紧贴压力机滑块,并通过模柄或直接与压力机滑块固定。
下模:下模是整副冲模的下半部,即安装于压力机工作台面上的冲模部分。
下模座:下模座是下模底面的板状零件,工作时直接固定在压力机工作台面或垫板上。
刃壁:刃壁是冲裁凹模孔刃口的侧壁。
刃口斜度:刃口斜度是冲裁凹模孔刃壁的每侧斜度。
气垫:气垫是以压缩空气为原动力的弹顶器。
反侧压块:反侧压块是从工作面的另一侧支持单向受力凸模的零件。
导套:导套是为上、下模座相对运动提供精密导向的管状零件,多数固定在上模座内,与固定在下模座的导柱配合使用。
导板:导板是带有与凸模精密滑配内孔的板状零件,用于保证凸模与凹模的相互对准,并起卸料(件)作用。
导柱:导柱是为上、下模座相对运动提供精密导向的圆柱形零件,多数固定在下模座,与固定在上模座的导套配合使用。
导正销:导正销是伸入材料孔中导正其在凹模内位置的销形零件。
导板模:导板模:板模是以导板作导向的冲模,模具使用时凸模不脱离导板。
导料板:导料板是引导条(带、卷)料进入凹模的板状导向零件。
导柱模架:导柱模架是导柱、导套相互滑动的模架。
冲模:冲模是装在压力机上用于生产冲件的工艺装备,由相互配合的上、下两部分组成。
凸模:凸模是冲模中起直接形成冲件作用的凸形工作零件,即以外形为工作表面的零件。
凹模:凹模是冲模中起直接形成冲件作用的凹形工作零件,即以内形为工作表面的零件。
防护板:防护板是防止手指或异物进入冲模危险区域的板状零件。
压料板(圈):压料板(圈)是冲模中用于压住冲压材料或工序件以控制材料流动的零件,在拉深模中,压料板多数称为压料圈。
冲压工艺与模具设计:冲裁模的主要零部件结构设计
凹模厚(高)度
H=kb (≥15)
k见表2.22 凹模壁厚 C=(
1.5~2)H
(≥30~40)
计算值:
靠用标准,选择模架的依据。
2 工作零 件3.凸凹模
复合模中同时具有落料凸模和冲孔凹模作用的工作零件。
凸凹模的最小壁厚: 正装复合模,内孔不积存废料,胀力小,最小壁厚可以小些; 倒装复合模,若内孔为直筒形刃口形式,且采用下出料方式, 则内孔积存废料,胀力大,故最小壁厚应大些。
导料板的厚度:见表2.24
导料板结构
3 定位零件(续)
2)侧压装置
设置目的:若条料公差较大,为避免条料在导料板中偏摆,使最 小搭边得到保证。
结构形式:①弹簧式侧压装置 ②簧片式侧压装置 ③簧片压块式侧压装置 ④板式侧压装置
不宜设置侧压装置的场合:①板料厚度在0.3mm以下的薄板; ②辊轴自动送料装置的模具。
谢谢!
特殊侧刃:既可定距,又可冲裁零件的部分轮廓 宽度b
侧刃断面尺寸 其他尺寸按标准规定
侧刃凹模按侧刃实际尺寸配制,留单边间隙。
侧刃数量: 一个或两个 侧刃布置: 并列布置、对角布置
侧刃定位误差比较
1-导料板 2-侧刃挡块 3-侧刃 4-条料
尖 角 形 侧 刃
特殊侧刃
3 定位零件(续)
5)导正销
使用目的: 消除送进导向和送料定距或定位板等粗定位的误差。 主要用于: 级进模
1)导料销、导料板 导料销:两个,位于条料的同侧, 从右向左送料时,导料销装在后侧; 从前向后送料时,导料销装在左侧。 结构形式: 固定式、活动式
3 定位零件(续) 1)导料销、导料板(续) 导料板:设在条料两侧 结构形式:一种是标准结构,它与卸料板(或导板)分开制造 一种是与卸料板制成整体的结构。
冲压基础知识培训试题

冲压基础知识培训试题1. 落料和冲孔是常用的冲压分离工序,这两种方法合称为()。
[单选题] *A.冲裁工序(正确答案)B.弯曲工序C.拉深工序2. 冲孔工序中,模具从坯料上冲切下来的是()。
[单选题] *A.零件B.废料(正确答案)C.工具3.冲裁的变形过程包含以下三个阶段()。
[单选题] *A.弹性变形阶段、塑性变形阶段、断裂分离阶段(正确答案)B.分离阶段、变形阶段、断裂阶段C.变形阶段、成形阶段、断裂阶段4.在冲裁的变形过程中,哪个阶段冲裁件断面会产生粗糙的断裂带和毛刺()。
[单选题] *A弹性变形阶段B塑性变形阶段C断裂分离阶段(正确答案)5.冲裁的间隙可以分成五类,间隙最大的应该是()。
[单选题] *B.Ⅰ类C.Ⅴ类(正确答案)6.以下冲裁材料,硬度低,塑性好,容易冲裁成形的是()。
[单选题] *A.低碳钢、铝和铜的合金(正确答案)B.不锈钢、高碳钢C.硬质合金7.什么情况选择复合模?() [单选题] *A.工序不多,一般两三道工序时(正确答案)B.工序比较多,超过5道工序时C.只有一道工序8.冲压的卸料方式有两种()。
[单选题] *A.弹性卸料、刚性卸料(正确答案)B.被动卸料、主动卸料C.顶料、卸料9.正装式的冲压模,采用弹性卸料时,卸料板通常在()。
[单选题] *A.下模,和凹模在同一侧B.上模,和凸模在同一侧(正确答案)C.都可以10.冲压模具冲压的自动定位方式,一般采用()来定位。
[单选题] *B.侧刃(正确答案)C.都可以11.哪种排样法浪费材料少,材料利用率最高()。
[单选题] *A.有废料排样法B.少废料排样C.无废料排样法(正确答案)12.一次只能冲压一个零件的排样方法是()。
[单选题] *A.直排单排,斜排(正确答案)B.对排C.混排,多排13.适合于精度要求不高的冲压模,工作区域大,适合手工送料,特别是条料尺寸比较大的情况,能两个方向送料,会产生冲压力偏心()。
凸模的设计
2.6.2 凸模的设计
淬火长度
说明:1.尺寸5,4.25按凸模实际尺寸配做,双面间隙0.19mm. 2.热处理HRC58-60.
图2-32 长圆形冲孔凸模
(3) 长圆形冲孔凸模为非圆形,且强度、刚度足够, 故也采用直通式铆接固定。如图2-32所示。
(4) 圆形冲孔凸模强度、刚度也无问题,但从加工方 便的角度可采用台阶式台肩固定。见图2-23。
9.98
2.6.2 凸模的设计
1. 尺寸5、4.25按凹模实际尺寸配做,双面间隙 0.19mm;
2. 材料CrWMn, 3热处理硬度60~62HRC。
图2-23 阶梯式冲圆孔凸模
2.6.2 凸模的设计
1-垫板2-凸模固定板3-凸模4-凸模5-防转销 6-上模座 图2-24 凸模的固定方法
对圆形断面Jmin = d 4
64
bh3
对矩形断面凸模,Jmin= 12
d-凸模工作刃口直径(mm)
b-凸模工作刃口宽度(mm)
h-凸模工作刃口长度(mm)
μ-支承系数。当凸模如图(a)所示的无导向装置时,视 为一端固定,另一端自由的支承,取μ=2;如图(b)所示的直
通凸模,由导板或料导向时,可视为一端固定,另一端铰支,
2.6.2 凸模的设计
4、凸模护套
当凸模自由长度大于max时,则应采用护套保护凸模。图 2-31 a)、b)是两种简单的圆形凸模护套。
图a)所示护套1、凸模2均用铆接固定。 图b)所示护套1采用台肩固定 图c)所示护套1固定在卸料板(或导板)4上。 图d)是一种比较完善的凸模护套,三个等分扇形块6固定
全部
2.6.2 凸模的设计
淬火长度
尺寸47.81、13.86按凹模实际尺寸配做,双面 间隙0.19mm;
圆形凸模的固定

后两种固定方法是异形凸模设计中被广泛应用。
图2-20 异形凸模的固定方式
4、小凸模的固定
冲小孔的凸模强度和刚度差,容易弯曲和折断,所以必须采取措施 提高它的强度和刚度,从而提高其使用寿命。对冲小孔凸模加异向结构 就是保护措施的一种,如图a、图b所示。设计时,凸模与卸料板的间隙
图2-19
圆形凸模的固定方式
3、异型凸模的固定
在实际生产中广泛应用的非圆形凸模,可采用如图2-20所示的固定 方式,凸模与凸模固定板过渡配合。图2-20(a)所示为台肩固定,图2-
20(b)所示为铆接固定,这两种固定方法,只要工作部分截面是非圆形,
而固定部分是圆形的,就必须在固定端接缝处加防转销。图2-20(c)
要小于凸模与凹模间隙,同时应采用内导柱为卸料板导向。制造时,如
果卸料板进行淬火,可以不采用镶块结构。为了小凸模折断后容易更换, 往往将小凸模设计成易拆结构,如图c、d所示。图c为压板式,用于异
型小凸模,d用于圆形小凸模结构。
图2-21 小凸模的固定及易拆结构
冲压工艺与模具结构
广西理工职业技术学校 机械交通系 黄 悦
课题十:冲裁模具工作零件的结构——凸 模的固定方式
知识目标:
1、掌握冲裁模工作零件的凸模固定方式。
能力目标: 1、能够很好的掌握凸模的固定方式。
凸模的固定方式
1、大型凸模的固定
如图2-18所示,平面尺寸比较大的凸模,可以直接用螺钉吊 装固定,若空间允许,可以采用销钉定位,如图2-18(a)所示, 否则采用面定位,如图2-18(b)所示。
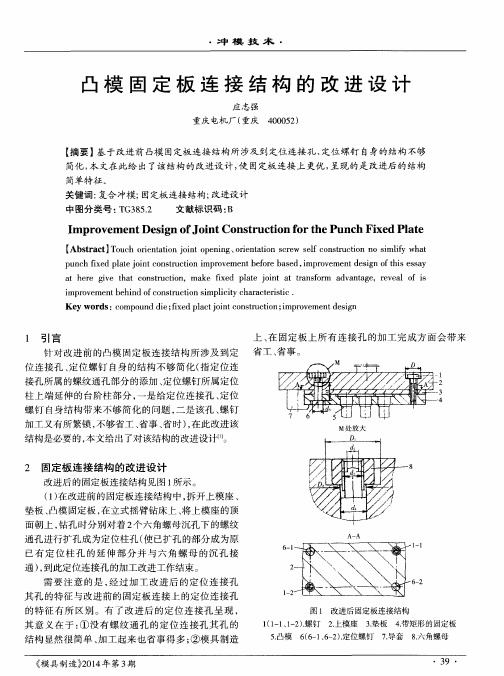
凸模固定板连接结构的改进设计
奇瑞汽车股份有 限公 司( 安徽 芜湖
2 4 1 0 0 9 )
【 摘要】 通过对四 门尖点 突出部位的整改方法的探讨 , 对 尖点 突出提 出具体措施 , 通过优化
制件结构 、 选择恰 当的预 弯工艺 、 选择合适的松 紧程度 、 开缺 口等 , 对 尖点 突出部位进行有
效整改。对压合 总成件合格率的提升和整车 匹配具有重要 意义。
【 A b s t r a c t 】 T o u c h o r i e n t a t i o n j o i n t o p e n i n g 、 o r i e n t a t i o n s c r e w s e l f c o n s t r u c t i o n n o s i m l i  ̄w h a t
p u n c h i f x e d p l a t e j o i n t c o n s t r u c t i o n i mp r o v e me n t b e f o r e b a s e d , i m p r o v e me n t d e s i g n o f t h i s e s s a y
l 引 言
位连接孑 L 、 定位螺钉 自身的结构不够简化 ( 指定位 连 接孑 L 所属 的螺纹通孑 L 部 分的添加 、 定位螺钉所属定位 柱上端延伸 的台阶柱部分 , 一是给定位连接孔 、 定位 螺钉 自身结构带来 不够简化 的问题 , 二是该孔 、 螺钉 加工又有所繁锁 , 不够省工 、 省事 、 省 时) , 在此改进该 结构是必要的 , 本文给 出了对该结构的改进设计u 。
需要 注意 的是 , 经 过 加 工 改 进 后 的定 位 连 接 孑 L
其孑 L 的特征与改进 前的 固定板连接 上的定位连接孔
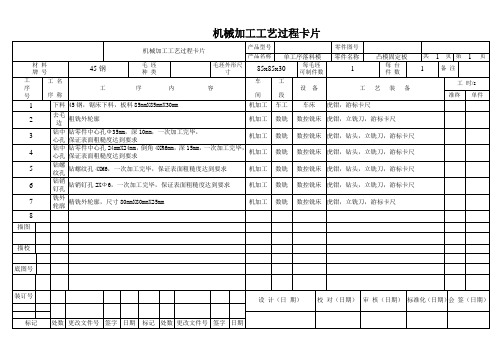
凸模固定板机械加工工艺过程卡片
机械加工工艺过程卡片
产品型号
零件图号
产品名称
单工序落料模
零件名称
凸模固定板
共
1
页
第
1
页
材料
牌号
45钢
毛坯
种类
毛坯外形尺寸
85x85x30
每毛坯
可制件数
1
每台
件数
1
备注
工
序
号
工名
序称
工序内容
车
间
工
段
设备
工艺装备
工时/s
准终
单件
1
下料
45钢,锯床下料,板料85mmX85mmX30mm
机加工
数铣
数控铣床
虎钳,立铣刀,游标卡尺
8
描图
描校
底图号
装订号
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
保证表面粗糙度达到要求
机加工
数铣
数控铣床
虎钳,钻头,立铣刀,游标卡尺
5
钻螺
纹孔
钻螺纹孔4XM6,一次加工完毕,保证表面粗糙度达到要求
机加工
数铣
数控铣床
虎钳,钻头,立铣刀,游标卡尺
6
钻销
钉孔
钻销钉孔2XФ6,一次加工完毕,保证表面粗糙度达到要求
机加工
数铣
数控铣床
虎钳,钻头,立铣刀,游标卡尺
7
铣外
轮廓
精铣外轮廓,尺寸80mmX80mmX25mm