高性能T800碳纤维复合材料树脂基体_陈伟明
耐高温的多官能团环氧树脂复合材料2013-7

耐高温的多官能团环氧树脂复合材料杭苏平上海华谊树脂有限公司1、关于上海华谊树脂有限公司上海华谊树脂有限公司是由上海华谊集团投资有限公司与华东理工大学华昌聚合物有限公司共同投资组建的公司,于2013年6月28日成立。
双方将把原华谊集团上海市合成树脂研究所的安得宝/ADBEST® AG80、AFG90产品和华东理工大学华昌聚合物有限公司的美丽坚/MERICAN® M3系列环氧树脂体系产品的销售和生产组合到现在的上海华谊树脂有限公司,上海市合成树脂研究所的伏达®聚酰亚胺产品业务也将转移到新成立的华谊树脂中生产。
上海华谊树脂有限公司的在复合材料应用领域的核心产品为:多官能团环氧树脂安得宝/ADBEST® AG80 、AFG90/MERICAN® M*安得宝/ADBEST ® 胶粘剂美丽坚/MERICAN®的树脂/固化剂体系安得宝/ADBEST® AG-80产品是上海市合成树脂研究所在70年代研发生产的四官能缩水甘油胺环氧树脂, 上海合成树脂所已经生产40 多年,已广泛应用于我国航天航空复合材料, 并开发了以其为主料的高温粘结剂及导电胶。
在新的上海华谊树脂有限公司的框架下,将改造扩建生产设备,提高批次产能和稳定性。
并利用华东理工大学(原华东化工学院)的研发平台及上海合成树脂所原有的研发力量,开发新的树脂产品系列及应用领域,加强技术合作及客户技术支持。
同时,我们也将继续进行拉挤、缠绕、RTM、预浸料树脂体系的研发工作。
2、上海华谊树脂有限公司的环氧树脂产品2.1 ADBEST/AG80 四官能缩水甘油胺环氧树脂,重均分子量 410~490(4,4’-二氨基二苯甲烷)(tetraglycidyl-4,4’-diaminodiphenylmethane, TGDDM)ADBEST® AG-80多官能团环氧液体性能指标项目 指标 外观 红棕色-琥珀色粘稠液体 环氧值 ≥0.8当量/100克 总氯 ≤0.5% 挥发份 ≤1.5%粘度(50℃) 3.0~7.0Ps.s2.2 ADBEST® AG-80树脂浇铸体性能项 目 指 标 测试方法 拉伸强度,MPa 70~80 GB/T 2567-2008 拉伸模量,GPa 3.0~3.5 GB/T 2567-2008 断裂伸长率,% 1.0~3.0 GB/T 2567-2008 弯曲强度,MPa 120~135 GB/T 2567-2008 弯曲模量,GPa 3.0~3.5GB/T 2567-2008玻璃化转变温度,℃210~220 DSC (10℃/min)注:1、固化系AG80环氧树脂:DDS=100:352、上表数据为充分固化树脂浇铸体的典型性能,不应视作产品规格。
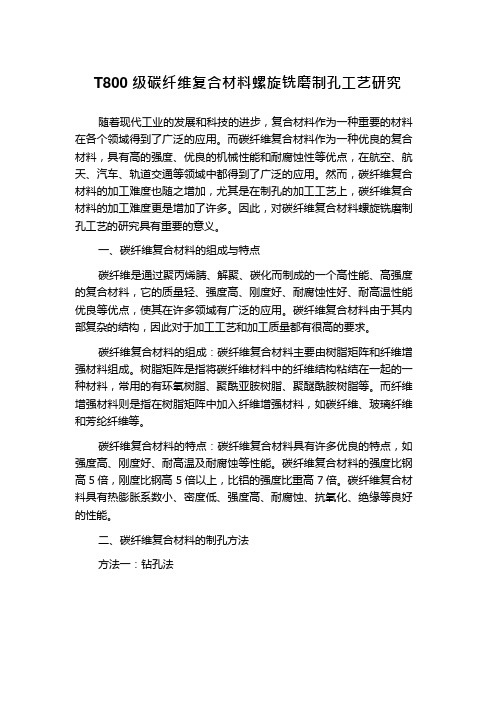
不同直径的T800级高强中模碳纤维的结构对比

研究与开发合成纤维工业ꎬ2018ꎬ41(5):5CHINA㊀SYNTHETIC㊀FIBER㊀INDUSTRY㊀㊀收稿日期:2018 ̄05 ̄14ꎻ修改稿收到日期:2018 ̄08 ̄07ꎮ作者简介:钟俊俊(1986 )ꎬ女ꎬ工程师ꎬ主要从事高性能碳纤维检测表征工作ꎮE ̄mail:zhongjj@nimte.ac.cnꎮ基金项目:中科院创新基金项目(CXJJ ̄17 ̄M160)ꎻ装备发展部领域基金重点项目(6140922010103)ꎮ㊀∗通讯联系人ꎮE ̄mail:qx3023@nimte.ac.cnꎮ不同直径的T800级高强中模碳纤维的结构对比钟俊俊ꎬ钱㊀鑫∗ꎬ张永刚ꎬ王雪飞ꎬ李德宏ꎬ宋书林(中国科学院宁波材料技术与工程研究所碳纤维制备技术国家工程实验室ꎬ浙江宁波315201)摘㊀要:对自制的两种不同直径的T800级高强中模碳纤维(NBF1ꎬNBF2)的结构与性能进行了研究ꎬ并与日本东丽公司T800碳纤维进行了比较ꎮ结果表明:NBF1ꎬNBF2的直径分别为5.64ꎬ6.31μmꎬ均高于日本东丽公司T800碳纤维(5.45μm)ꎬ截面比日本东丽公司T800碳纤维规整ꎻNBF1ꎬNBF2的拉伸强度分别为5.58ꎬ5.56GPaꎬ略高于日本东丽公司T800碳纤维(5.52GPa)ꎬ拉伸模量分别为293ꎬ295GPaꎬ略高于日本东丽公司T800碳纤维(290GPa)ꎬ断裂伸长率分别为1.97%ꎬ1.89%ꎬ均高于日本东丽公司T800碳纤维(1.80%)ꎻNBF2的石墨微晶层间距为0.3527nmꎬ显著低于日本东丽公司T800碳纤维(0.3555nm)ꎬNBF2具有更高的石墨化程度ꎻ碳纤维表面无序化程度越低ꎬ其拉伸强度越高ꎮ关键词:碳纤维㊀聚丙烯腈纤维㊀高强中模㊀结构㊀性能中图分类号:TQ342+.742㊀㊀文献标识码:A㊀㊀文章编号:1001 ̄0041(2018)05 ̄0005 ̄04㊀㊀聚丙烯腈(PAN)基碳纤维具有高强度㊁高模量㊁耐高温㊁耐腐蚀㊁导电㊁导热等独特性能ꎬ因而广泛用作先进复合材料的增强体[1-3]ꎮPAN基碳纤维按照力学性能可以分为高强中模㊁高模和高强高模三大类ꎬ高强中模碳纤维以日本东丽公司T300ꎬT700ꎬT800等为典型代表ꎮ近年来碳纤维发展迅速ꎬ新性能产品不断出现ꎬ因而高模和高强高模概念有所延伸ꎮ目前高模是以日本M40JꎬM50JꎬM55J中强高模碳纤维为代表ꎬ并逐渐取代了最初M40ꎬM50等低强高模纤维ꎻ而高强高模则是最近几年国内外研究热点ꎬ该产品特点是同时具有高强度㊁高模量ꎬ以日本东丽T1100G(拉伸强度7.0GPa㊁拉伸模量324GPa)㊁美国佐治亚理工学院研制的高性能碳纤维(拉伸强度5.5~5.8GPa㊁拉伸模量354~357GPa)[4]为代表ꎮ近期中国科学院宁波材料技术与工程研究所研制出拉伸强度5.24GPaꎬ拉伸模量593GPa型碳纤维也呈现出兼具高强度㊁高模量的特征ꎮ目前碳纤维市场仍然被日本及美国等垄断ꎬ经过多年自主研发ꎬ国内碳纤维发展迅速ꎬ主体性能指标也不断突破ꎬ但由于国内产品大多是参照国外尤其是日本东丽公司产品性能指标发展及分级ꎬ对于结构或性能等不同规格的碳纤维研发有待开展ꎮ依据Weibull最弱链接理论ꎬ纤维拉伸断裂出现在最大缺陷处ꎬ纤维尺寸越大ꎬ出现较大缺陷概率也随之增高ꎬ因而纤维直径越细ꎬ碳纤维拉伸强度越高[5]ꎮ若在不同纤维直径下获得的碳纤维力学性能相同或相近ꎬ其内部结构是否存在显著区别ꎬ对此目前国内外尚未有报道ꎮ基于上述碳纤维研究现状分析ꎬ作者以自制两种不同直径的T800级碳纤维为研究对象ꎬ对比研究了相近力学性能下不同直径的自制T800级碳纤维微观结构的差异ꎬ同时以日本东丽T800碳纤维作为对比ꎮ本研究对阐明高强中模碳纤维的结构㊁性能关联性ꎬ尤其不同规格产品的开发具有一定的指导意义ꎮ1㊀实验1.1㊀主要原料及试样丙烯腈:纯度大于等于99.0%ꎬ台州市中海医药化工有限公司提供ꎻ衣康酸(化学纯)㊁偶氮二异丁氰(分析纯):国药集团化学试剂有限公司提供ꎻ东丽PAN基碳纤维:规格T800ꎬ12Kꎬ简称T800碳纤维ꎬ日本东丽公司生产ꎮ1.2㊀实验方法T800级碳纤维的制备:以丙烯腈㊁衣康酸为原料ꎬ偶氮二异丁腈为引发剂ꎬ采用湿法纺丝工艺ꎬ经聚合㊁纺丝㊁高温拉伸㊁上油等工艺制备得到PAN原丝ꎬ再经过180~260ħ预氧化㊁300~800ħ低温碳化㊁1000~1600ħ高温碳化工艺制备得到PAN基碳纤维ꎬ其中通过PAN原丝制备过程中喷丝孔径调控来获得不同直径纤维ꎮ小直径丝束规格为12Kꎬ大直径丝束规格为6Kꎬ分别标记为NBF1ꎬNBF2试样ꎮ1.3㊀测试力学性能:按照GB/T3362 2005试验标准ꎬ使用美国Instron公司5569型万能材料试验机测试碳纤维的拉伸强度ꎬ加载速度2.0mm/minꎬ测试8个试样取平均值ꎮ形貌结构:利用美国FEI公司QuantaFEG250型场发射扫描电镜(SEM)对两种自制T800㊁东丽T800碳纤维表面㊁断面形貌进行观察ꎻ同时ꎬ通过截面形貌对纤维直径进行了统计分析ꎬ纤维直径取30根纤维直径的平均值ꎮX射线衍射(XRD):采用日本Rigaku公司D8AdvanceDavinci型X射线衍射仪进行测试ꎮ测试条件:采用Ni过滤的CuKα辐射(波长为0.15418nm)ꎬ管压40kVꎮ测试时将纤维研磨成粉末放置在载物台上ꎬ采用对称透射几何安排进行纤维衍射并进行赤道扫描ꎮ拉曼光谱:使用英国Renishaw公司inVia ̄re ̄flex型激光拉曼光谱仪对碳纤维拉曼光谱进行测试ꎮ激发光波长为532nm(氩离子)ꎬ扫描时间为10~30sꎬ光谱分辨率为1cm-1ꎬ拉曼光谱扫描波数为600~2100cm-1ꎬ采用高斯 ̄洛伦兹拟合以获得峰结构信息ꎮ2㊀结果与讨论2.1㊀力学性能从表1可以看出ꎬ两种规格T800级碳纤维NBF1ꎬNBF2拉伸强度与拉伸模量均略高于日本东丽T800碳纤维ꎬ而自制T800级碳纤维断裂伸长率也明显高于日本东丽T800碳纤维ꎮ表1㊀自制T800级碳纤维与T800碳纤维性能对比Tab.1㊀PerformancecomparisonofChina ̄madeT800carbonfiberandT800carbonfibers试样线密度/tex体密度/(g cm-3)拉伸强度/GPa拉伸模量/GPa断裂伸长率ꎬ%NBF14501.785.582931.97NBF23151.805.562951.89T800碳纤维4501.805.522901.80㊀㊀对于碳纤维线密度ꎬNBF1试样与日本东丽T800碳纤维同为12K规格碳纤维ꎬ两者线密度相同均为450texꎻ根据产品信息日本东丽T800碳纤维6K规格的线密度为224texꎬ而NBF2试样的丝束规格同为6K情况下ꎬ纤维的线密度高达315texꎬ线密度越高ꎬ说明获得相同质量所需纤维长度越短ꎬ即纤维直径越大ꎮ2.2㊀形貌结构由图1试样的表面SEM照片可以看出ꎬ自制T800级碳纤维(NBF1ꎬNBF2试样)与日本东丽T800碳纤维均存在明显的轴向沟槽ꎬ该结构产生与PAN原丝制备过程中双扩散过程有关[6]ꎮ从图1还可以看出ꎬ日本东丽T800碳纤维沟槽结构更为明显ꎬ这是由于其原丝制备过程中双扩散过程更为剧烈ꎮ而从纤维断面形貌图中也可以看出ꎬ自制NBF1ꎬNBF2试样断面较日本东丽T800碳纤维截面要规整ꎮ图1㊀碳纤维的表面及断面形貌的SEM照片Fig.1㊀SEMsurfaceandcross ̄sectionalphotosofcarbonfibers㊀㊀按照GB/T29762 2013碳纤维纤维直径和横截面积的测定ꎬ对自制NBF1ꎬNBF2及日本东丽T800碳纤维直径理论值按公式(1)进行计算ꎮd=4tˑ103/πρn(1)式中:d为纤维的理论直径ꎻt为纤维的线密度ꎻρ为纤维的体密度ꎻn为纤维单丝根数ꎮ㊀㊀同时使用SEM对纤维截面测量计算得到纤6㊀合㊀成㊀纤㊀维㊀工㊀业㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀2018年第41卷维直径数据如表2所示ꎮ表2㊀碳纤维的直径Tab.2㊀Diametersofcarbonfibers试样直径/μm理论值实测值NBF15.185.64ʃ0.22NBF26.096.31ʃ0.13T800碳纤维5.155.45ʃ0.12㊀㊀按照公式(1)计算ꎬ在小直径NBF1试样与日本东丽T800碳纤维具有相同丝束规格情况下ꎬ由于小直径NBF1试样体密度较小ꎬ因而纤维理论直径要稍微高于东丽T800碳纤维ꎬ经SEM截面实测的小直径NBF1试样要高于日本东丽T800碳纤维ꎮ而对于大直径NBF2试样ꎬ纤维直径的理论值和实测值均显著高于小直径NBF1和日本东丽T800碳纤维ꎬ其实测值达到6.31μmꎮ2.3㊀微晶结构石墨微晶层间距(d002)及微晶堆砌厚度(Lc)是评价碳纤维石墨特征结构两个重要参数ꎮd002值的大小和(002)晶面衍射峰峰形的宽窄可以反映材料的石墨化程度的高低ꎬd002值越小ꎬ(002)峰越窄ꎬ表示石墨化程度越高ꎮd002和Lc可利用XRD赤道扫描图中的(002)峰的半峰宽(FWHM)通过布拉格公式和谢乐公式进行计算[7]ꎮ通过对XRD赤道扫描分析计算得到3种碳纤维结构参数如表3所示ꎮ表3㊀碳纤维的XRD结构参数Tab.3㊀XRDstructuralparametersofcarbonfibers试样2θ(002)/(ʎ)d002/nmFWHM(002)/ (ʎ)Lc/nmNBF125.130.35414.561.98NBF225.230.35274.591.97T800碳纤维25.030.35554.661.94㊀㊀从表3可以看出ꎬ自制T800级碳纤维的d002要显著低于日本东丽T800碳纤维ꎬ而Lc也略高于日本东丽T800碳纤维ꎮ对于大直径NBF2纤维ꎬd002为0.3527nm略低于小直径NBF1的0.3541nmꎬ但远低于日本东丽T800碳纤维的0.3555nmꎬ说明NBF2试样的石墨化度要高于其他两种纤维ꎬ在3种碳纤维拉伸强度及拉伸模量相近情况下ꎬNBF2试样高石墨化度将更有利于制备高模碳纤维ꎮ2.4㊀拉曼光谱拉曼光谱是碳纤维微观结构最为常用且有效的表征手段之一[8-9]ꎬ但其检测范围局限在一定范围内ꎬ通常可对纤维表面数十纳米范围内结构进行明确表征[10]ꎮ碳纤维拉曼光谱在1000~2000cm-1波数内会出现两个典型峰ꎬ分别是位于1580~1600cm-1附近的G峰和1350~1360cm-1附近的D峰ꎬ其中G峰是石墨化层平面内碳原子(SP2杂化)的伸缩振动峰ꎬ代表了有序石墨化结构峰ꎻD峰则是石墨片层边缘碳原子(SP3杂化)的伸缩振动峰ꎬ代表了无序结构峰[5ꎬ11-12]ꎮ两个峰面积比值(ID/IG)代表了碳纤维无序化程度ꎬ数值越大㊁纤维无序化程度越高ꎮ从图2可以看出ꎬ3种纤维均存在显著的无序结构D峰和石墨结构G峰ꎬ其中D峰位于1360cm-1附近ꎬG峰位于1600cm-1附近ꎮ图2㊀碳纤维的拉曼光谱Fig.2㊀Ramanspectraofcarbonfibers1 NBF1试样ꎻ2 NBF2试样ꎻ3 T800碳纤维㊀㊀经拟合分峰得到峰结构详细参数如表4所示ꎮ从表4可以看出ꎬ小直径NBF1试样的ID/IG值要显著低于其他两种纤维ꎮ表4㊀碳纤维的拉曼光谱分析结果Tab.4㊀Ramanpeakparametersofcarbonfibers试样D峰峰位/(cm-1)FWHM/(cm-1)峰面积G峰峰位/(cm-1)FWHM/(cm-1)峰面积ID/IGNBF11360.6232.8572.571594.489.0121.493.38NBF21359.6224.1570.991600.184.9618.913.75T800碳纤维1362.1242.2072ꎬ681598.488.2119.203.79㊀㊀这说明NBF1中纤维表面的无序化程度较低ꎬ结合表1中的纤维力学性能数据可以看出ꎬID/IG与碳纤维拉伸强度存在一定对应关系ꎬID/IG越低㊁碳纤维的拉伸强度越高ꎬ其原因在于纤维表面结构越有序ꎬ表面的缺陷结构也越少ꎬ因7第5期㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀钟俊俊等.不同直径的T800级高强中模碳纤维的结构对比而碳纤维越有利于获得优异的性能ꎮ通过对比大直径NBF2与日本东丽T800碳纤维结构参数可看出ꎬ虽然两种纤维在直径上存在较大差异(见表2)ꎬ但两种纤维表面石墨化有序结构程度差异并不大ꎮ3㊀结论a.自制T800级碳纤维截面较日本东丽T800碳纤维截面要规整ꎬNBF1ꎬNBF2试样的纤维直径分别5.64ꎬ6.31μmꎬ均高于日本东丽T800碳纤维的5.45μmꎮb.大直径T800级碳纤维NBF2的d002显著低于日本东丽T800碳纤维的d002ꎬ证明该规格纤维具有更高的石墨化程度ꎮc.碳纤维表面无序化程度与碳纤维拉伸强度存在对应关系ꎬ纤维表面无序化程度越低ꎬ碳纤维的拉伸强度也越高ꎮ参㊀考㊀文㊀献[1]㊀ZhaoMinꎬMengLinghuiꎬMaLichunꎬetal.Layer ̄by ̄layergraftingCNTsontocarbonfiberssurfaceforenhancingthein ̄terfacialpropertiesofepoxyresincomposites[J].CompSciTechꎬ2018ꎬ154:28-36.[2]㊀QianXinꎬZouRuifenꎬOuyangQinꎬetal.Surfacestructuralevolvementintheconversionofpolyacrylonitrileprecursorstocarbonfibers[J].ApplSurfSciꎬ2015ꎬ327:246-252. [3]㊀AndidehMꎬEsfandehM.Effectofsurfacemodificationofelectrochemicallyoxidizedcarbonfibersbygraftinghydroxylandaminefunctionalizedhyperbranchedpolyurethanesonin ̄terlaminarshearstrengthofepoxycomposites[J].Carbonꎬ2017ꎬ123:233-242.[4]㊀HanGCꎬNewcombBAꎬGulgunjePVꎬetal.Highstrengthandhighmoduluscarbonfibers[J].Carbonꎬ2015ꎬ93:81-87.[5]㊀FitzerE.PAN ̄basedcarbonfibers ̄presentstateandtrendofthetechnologyfromtheviewpointofpossibilitiesandlimitstoinfluenceandtocontrolthefiberpropertiesbytheprocesspa ̄rameters[J].Carbonꎬ1989ꎬ27(5):621-645. [6]㊀YuMeijieꎬXuYongꎬWangChengguoꎬetal.Heredityanddifferenceofmultiple ̄scalemicrostructuresinPAN ̄basedcar ̄bonfibersandtheirprecursorfibers[J].JApplPolymSciꎬ2012ꎬ125(4):3159-3166.[7]㊀HuangYꎬYoungRJ.EffectoffibremicrostructureuponthemodulusofPAN ̄andpitch ̄basedcarbonfibres[J].Carbonꎬ1995ꎬ33(2):97-107.[8]㊀MelanitisNꎬTetlowPLꎬGaliotisC.CharacterizationofPAN ̄basedcarbonfibreswithlaserRamanspectroscopy.1.EffectofprocessingvariablesonRamanbandprofiles[J].JMaterSciꎬ1996ꎬ31(4):851-860.[9]㊀FrankOꎬTsoukleriGꎬRiazIꎬetal.Developmentofauniver ̄salstresssensorforgrapheneandcarbonfibres[J].NatCom ̄munꎬ2011ꎬ2(1):255.[10]GaliotisCꎬBatchelderDN.Straindependencesofthefirst ̄andsecond ̄orderRamanspectraofcarbonfibres[J].JMaterSciLettꎬ1988ꎬ7(5):545-547.[11]TuinstraFꎬKoenigJL.Ramanspectrumofgraphite[J].JChemPhysꎬ1970ꎬ53(3):1126-1130.[12]TuinstraFꎬKoenigJL.Characterizationofgraphitefibersur ̄faceswithRamanspectroscopy[J].JCompMaterꎬ1970ꎬ4(4):492-499.StructurecontrastofT800high ̄strengthandintermediate ̄moduluscarbonfiberswithdifferentdiametersZhongJunjunꎬQianXinꎬZhangYonggangꎬWangXuefeiꎬLiDehongꎬSongShulin(NationalEngineeringLaboratoryofCarbonFiberPreparationTechnologyꎬNingboInstituteofMaterialTechnologyandEngineeringꎬChineseAcademyofSciencesꎬNingbo315201)Abstract:Thestructureandpropertiesofself ̄madeT800high ̄strengthandintermediate ̄moduluscarbonfiberswithdifferentdiameters(NBF1andNBF2)werestudiedandwascomparedwithJapanTorayT800carbonfiber.TheresultsshowedthatNBF1andNBF2hadthediametersof5.64and6.31μmꎬhigherthanthediameterofJapanTorayT800carbonfiber(5.45μm)ꎬandthecrosssectionofNBF1andNBF2wasmoreregularthanthatofJapanTorayT800carbonfiberꎻNBF1andNBF2hadtheten ̄silestrengthof5.58and5.56GPaꎬslightlyhigherthanthatofJapanTorayT800carbonfiber(5.52GPa)ꎬthetensilemodulusof293and295GPaꎬslightlyhigherthanthatofJapanTorayT800carbonfiber(290GPa)ꎬandtheelongationatbreakof1.97%and1.89%ꎬhigherthanthatofJapanTorayT800carbonfiber(1.80%)ꎻNBF2hadthegraphitemicrocrystallineinter ̄layerdistanceof0.3527nmꎬprofoundlylowerthanthatofJapanTorayT800carbonfiber(0.3555nm)ꎬindicatingthehighergraphitedegreeofNBF2ꎻthelowerthesurfacedisorderdegreeofcarbonfiberꎬthehigherthetensilestrength.Keywords:carbonfiberꎻpolyacrylonitrilefiberꎻhighstrengthandintermediatemodulusꎻstructureꎻproperty8㊀合㊀成㊀纤㊀维㊀工㊀业㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀2018年第41卷。
t800纤维的成分

T800 纤维是一种高性能的碳纤维,其主要成分为碳原子。
T800 纤维具有高强度、高模量和优异的耐热性能。
其具体的化学成分如下:
1. 碳原子:T800 纤维的主要成分是碳原子,其含量在90% 以上。
碳原子通过共价键形成高度取向的晶体结构,赋予了纤维优异的力学性能。
2. 杂原子:T800 纤维中还包含少量的其他原子,如氢、氧、氮等。
这些杂原子在一定程度上影响了纤维的性能,如氢原子可以提高纤维的柔软性。
3. 化学交联剂:为了提高纤维的稳定性和耐热性能,T800 纤维在生产过程中使用了化学交联剂。
这些交联剂可以使纤维在高温环境下保持稳定的结构。
4. 树脂基体:T800 纤维通常被制成复合材料的形式,与树脂基体相结合。
树脂基体可以提高纤维的力学性能和耐磨性。
5. 添加剂:根据不同的应用需求,T800 纤维的生产过程中可能还会添加一些其他添加剂,如抗氧剂、润滑剂等。
这些添加剂可以改善纤维的加工性能和环境稳定性。
T800级碳纤维复合材料螺旋铣磨制孔工艺研究
T800 级碳纤维复合材料螺旋铣磨制孔工艺研究随着现代工业的发展和科技的进步,复合材料作为一种重要的材料在各个领域得到了广泛的应用。
而碳纤维复合材料作为一种优良的复合材料,具有高的强度、优良的机械性能和耐腐蚀性等优点,在航空、航天、汽车、轨道交通等领域中都得到了广泛的应用。
然而,碳纤维复合材料的加工难度也随之增加,尤其是在制孔的加工工艺上,碳纤维复合材料的加工难度更是增加了许多。
因此,对碳纤维复合材料螺旋铣磨制孔工艺的研究具有重要的意义。
一、碳纤维复合材料的组成与特点碳纤维是通过聚丙烯腈、解聚、碳化而制成的一个高性能、高强度的复合材料,它的质量轻、强度高、刚度好、耐腐蚀性好、耐高温性能优良等优点,使其在许多领域有广泛的应用。
碳纤维复合材料由于其内部复杂的结构,因此对于加工工艺和加工质量都有很高的要求。
碳纤维复合材料的组成:碳纤维复合材料主要由树脂矩阵和纤维增强材料组成。
树脂矩阵是指将碳纤维材料中的纤维结构粘结在一起的一种材料,常用的有环氧树脂、聚酰亚胺树脂、聚醚酰胺树脂等。
而纤维增强材料则是指在树脂矩阵中加入纤维增强材料,如碳纤维、玻璃纤维和芳纶纤维等。
碳纤维复合材料的特点:碳纤维复合材料具有许多优良的特点,如强度高、刚度好、耐高温及耐腐蚀等性能。
碳纤维复合材料的强度比钢高5 倍,刚度比钢高5 倍以上,比铝的强度比重高7 倍。
碳纤维复合材料具有热膨胀系数小、密度低、强度高、耐腐蚀、抗氧化、绝缘等良好的性能。
二、碳纤维复合材料的制孔方法方法一:钻孔法钻孔法是用切削工具在材料上进行加工,切削钻头是通过旋转运动和进给运动的双重作用,切削掉工件上的材料,从而形成所需的孔洞。
钻孔法加工的精度和表面质量都很高,是目前最常用的加工方法之一。
但是对于碳纤维复合材料来说,并不是理想的加工方法。
方法二:冲孔法冲孔法是将切割部件放入冲床中,由冲床的压力驱动冲头进行加工。
冲床加工具有速度快、效率高、高精度等优点,但是对于碳纤维复合材料来说,冲床加工中需要使用高压空气,而空气的喷射会使得材料表面发生微小的爆裂和毛刺,因此不是很适合于碳纤维复合材料的加工。
碳纤维增强树脂基复合材料
碳纤维增强树脂基复合材料碳纤维增强树脂基复合材料是一种具有高强度、高模量、耐腐蚀性和轻质化等优良性能的新型材料,广泛应用于航空航天、汽车、船舶、体育器材等领域。
本文将对碳纤维增强树脂基复合材料的制备工艺、性能特点及应用前景进行介绍。
首先,碳纤维增强树脂基复合材料的制备工艺包括原材料选取、预处理、成型、固化等多个环节。
在原材料选取方面,需要选择优质的碳纤维和树脂,并对其进行表面处理以提高其界面粘合性。
在成型过程中,可以采用手工层叠、自动纺织、注塑成型等方法,根据不同的产品要求进行选择。
固化工艺则是利用热固化或者光固化技术,使得树脂基复合材料达到预期的性能指标。
其次,碳纤维增强树脂基复合材料具有优异的性能特点。
首先是高强度和高模量,碳纤维本身具有很高的强度和模量,与树脂复合后可以进一步提高材料的整体性能。
其次是耐腐蚀性,碳纤维不易受到化学腐蚀,使得复合材料在恶劣环境下依然能够保持稳定的性能。
此外,碳纤维增强树脂基复合材料还具有轻质化的特点,可以大幅减轻产品重量,提高使用效率。
最后,碳纤维增强树脂基复合材料在航空航天、汽车、船舶、体育器材等领域有着广阔的应用前景。
在航空航天领域,碳纤维增强树脂基复合材料可以用于制造飞机机身、发动机零部件等,以提高飞行器的整体性能。
在汽车领域,该材料可以用于制造车身结构、悬挂系统等,以提高汽车的安全性和燃油经济性。
在船舶领域,碳纤维增强树脂基复合材料可以用于制造船体、桅杆等,以提高船舶的耐久性和航行性能。
在体育器材领域,该材料可以用于制造高性能的运动器材,如高尔夫球杆、网球拍等,以提高运动员的比赛水平。
综上所述,碳纤维增强树脂基复合材料具有广泛的应用前景,制备工艺成熟,性能优异,是一种具有发展潜力的新型材料。
随着技术的不断进步和应用领域的不断拓展,相信碳纤维增强树脂基复合材料将会在更多领域展现出其独特的优势和价值。
T800碳纤维复合材料界面吸湿性能分析

摘 要 :本 文研 究 了不 同类 型 的 树 脂 基 体 对 1 o 、 o碳 纤 维 复 合 材 料 界 面性 能 的影 响 ,对 比 不 同树 脂 体 系 的 1 o 8 、 o碳 纤 维 复合 8
材料 于 9 ℃蒸馏水 中的吸湿特性 ,分析复合材料经吸湿后的动 态热机械 性能 的变化 。结果表 明,以改性芳香胺 为 固化体 系 5
维普资讯
2 0
1 o 纤维复合材料界面吸湿性能分析 、 o碳 8
20 0 6年 9月
T0 80碳 纤 维 复合 材料 界 面 吸湿 性 能 分 析
陈伟 明 ,王 成 忠 ,周 同悦 ,杨 小平
( 北京化工大学碳纤维及复合材料研究 所,北京 10 2 ) 0 0 9
的树 脂基 体 制 备 的 1 o 、 o碳 纤 维 复合 材 料 具 有 优 良的 界 面性 能 。T E 5树 脂/ 8 D8 改性 芳 香胺 体 系的 1 o 、 o碳 纤 维 复合 材 料 干 态层 8
间剪切强度达到 12 a 5 2 MP 。9 ℃蒸馏水浸泡后 ,该复合材料的平衡吸湿率低 于普通 芳香胺 固化体 系,且玻璃化转 变活化能 变
纤 维表 面惰性 较 高 , 与通 用 型 环 氧树 脂 和 酸 酐 固 它
树 脂 与 固化 剂按 配 比? 合均 匀 。对 于酸酐 类 固 昆 化剂 ,0 10份树 脂体 系 中另加 入 1份促 进 剂 , 空脱 真 泡后浇 铸 到标准 浇铸 体拉 伸模 具 中。在烘 箱 中酸酐 固 化 体 系 按 8 %/ h + 10 2 +10 3 + 0 2 2 ℃/ h 5 %/ h 10 1 8%/ h条 件 固 化 , 类 固 化 体 系 按 8 %/ h+ 胺 0 2 10 2 2 %/ h+10 4 5 ℃/ h条 件 固化 , 备浇 铸 体 拉 伸试 制 样 。将 碳 纤维 丝束 涂 胶 并 给予 一 定 的张 力 , 层 压 在 模具 中按 同样 条件 加 压 固化 , 固化 制 度 与相 应 的 浇 铸体 相 同 , 备单 向碳纤 维复 合材料 , 纤维体 积 分 制 碳
两种国产T800级碳纤维界面状态及复合材料力学性能研究

第1期纤维复合材料㊀No.1㊀32024年3月FIBER ㊀COMPOSITES ㊀Mar.2024两种国产T800级碳纤维界面状态及复合材料力学性能研究王㊀涵,周洪飞,张㊀路,李是卓(中航复合材料有限责任公司,北京100000)摘㊀要㊀研究了两种国产T800级碳纤维界面状态及复合材料力学性能,结果表明,与B 类纤维相比,A 类纤维表面形貌粗糙度高约23%㊁O /C 含量高约7.4%㊁活性C 含量高约20%,微观剪切强度高约10%,A 类纤维增强的复合材料冲击后压缩强度比B 类纤维高约8%㊂A 类纤维与树脂形成更好的化学与物理结合,界面结合作用较好㊂关键词㊀T800级碳纤维;界面;表面活性;力学性能Study on the Interface State of Different Domestic T 800Carbon Fibers and the Mechanical Properties of CompositesWANG Han,ZHOU Hongfei,ZHANG Lu,LI Shizhuo(AVIC Composites Co.,Ltd.,Beijing 100000)ABSTRACT ㊀The interface state and mechanical properties of two kinds of domestic T800carbon fibers were studied.The results showed that compared with class B fibers,the surface roughness of class A fibers was about 23%higher,the O /C content was about 7.4%higher,the active C content was about 20%higher,and the microscopic shear strength was about 10%higher.The compressive strength of Class A fiber reinforced composites after impact is about 8%higher than that of class B fiber.Class A fiber and resin form a better chemical and physical bond,and the interface bond is better.KEYWORDS ㊀T800carbon fiber;interface;surface activity;mechanical properties项目支持:国家重点研发计划资助(2022YFB3709100)通讯作者:周洪飞,男,研究员㊂研究方向为先进树脂基复合材料㊂E -mail:wanghan6583@1㊀引言碳纤维复合材料是由增强体碳纤维和基体树脂复合而成,具有明显优于原组分性能的一类新型材料[1],具有较高的比强度㊁高比模量和优异的耐腐蚀的性能,被广泛的应用于航空㊁船舶㊁航天等领域㊂在碳纤维复合材料里,碳纤维起到增强作用,承接作用力和传递载荷,树脂作为基体通过界面作用将载荷传递到纤维㊂因此当复合材料受到外力作用时,界面起到传递载荷的作用就显得尤为重要,界面的性质和状态直接影响复合材料的综合力学性能[2],是影响复合材料力学性能的关键点,也是近期国内外学者研究的热点之一㊂碳纤维增强树脂基复合材料的界面不是特指增纤维复合材料2024年㊀强体纤维和基体树脂之间的单纯几何层,而是泛指纤维与树脂之间的包括几何层在内的界面层[3]㊂在该结构层内,增强体纤维与基体树脂的微观结构与性质都存在不同程度的差异,这不仅取决于纤维与树脂的结构和性质,还受到复合材料固化工艺㊁成型工艺等其他因素影响,如碳纤维在出厂前会进行上浆处理,上浆剂的浓度㊁厚度及种类都会大大影响纤维与树脂的界面结合㊂目前国内外学者对纤维与树脂的界面结合提出几种理论,如化学键结合理论㊁机械啮合理论㊁树脂浸润理论等[4]㊂经过大量的实验研究,结果表明,纤维与树脂的界面结合不是由某一种理论完全解释的,这是多种作用相互协调㊁共同作用的结果[5]㊂Thomsomn等人[6]通过对比多种纤维与多种树脂的界面结合实验,认为纤维与树脂复合使得纤维表面的分子链活动受到限制,根据界面浸润理论,纤维经过树脂浸润后,纤维选择性吸收树脂组分,而后表面形成一层具有刚性结构的界面层,当纤维增强复合材料经过一定温度㊁压力条件下固化成型后,界面层会变得非常复杂,界面层显得更加尤为重要[7]㊂而化学键理论认为,纤维与树脂结合的过程中,主要是范德华力起主导作用[8]㊂目前对于纤维与树脂的界面表征主要包括纤维微观结构㊁纤维表面活性以及纤维与树脂的界面结合强度㊂纤维微观结构可以通过扫描电镜㊁原子力纤维镜等手段实现,纤维表面活性可以通过IGC直接测得纤维活化能,也可以通过间接方式XPS对纤维表面元素及官能团表征计算,从而间接获得纤维活化能;或者通过接触角实验,纤维与不同极性和非极性溶剂接触,通过接触力衡量纤维表面活性㊂纤维与树脂的界面结合强度主要有微脱粘实验和复合材料层间剪切强度,前者是单丝级别,后者是宏观力学级别,数据可靠度都很高,也是目前国内外大量学者常用的表征纤维与树脂界面的方式㊂本文首先通过观察纤维表面形貌㊁测试纤维表面原子含量和纤维与树脂微观结合力,对比两种国产T800级碳纤维界面状态,并制备了复合材料层合板,目的为国产T800级碳纤维应用及其增强的复合材料界面性能研究提供一定的数据支撑和参考意义㊂2㊀实验材料及方法2.1㊀原材料实验采用两种同级别但不同界面的国产A类碳纤维和B类碳纤维,两种纤维的具体信息如表1所示,实验所用树脂为某国产高性能高温环氧类树脂㊂表1㊀两种纤维基本信息批次拉伸强度/MPa拉伸模量/GPa断裂伸长率/%线密度/(g/km)体密度/(g/cm3)直径/mm长㊁短径比A6324300 2.10450 1.8 5.10 1.04 B6334297 2.13453 1.8 5.13 1.02㊀㊀2.2㊀试样制备2.2.1㊀碳纤维去上浆剂碳纤维在出厂前会在表面涂刷一层上浆剂,目的减少纤维在后续使用过程中造成的磨损㊁打结和并丝现象发生,提高纤维集束性,增加纤维与树脂的浸润性,保护纤维[9]㊂为了更加直观清晰的观察和研究碳纤维本征性能与碳纤维增强树脂基复合材料界面之间的关系,需要对已经上过浆的碳纤维进行去剂㊂本实验按照国标中索式萃取试验方法对两种不同界面的国产T800级A类碳纤维和B类碳纤维进行去剂处理㊂首先将一定长度的碳纤维放置在温度23ʃ2ħ㊁相对湿度50ʃ10%的标准环境下调湿6h以上,将调湿后的碳纤维放置于索氏提取器中,并加入足量的丙酮以确保回流循环,调节加热炉功率,使索氏提取器2h至少完成8次循环,而后萃取36h,关掉加热炉㊂经过一定时间萃取后的碳纤维从索氏提取器中取出,冷却10min,放置于105ʃ5ħ的鼓风烘箱内干燥5h,最后再放入干燥器中进行冷却,温度降至室温即可㊂2.2.2㊀微脱粘制样制备将单根碳纤维(单丝)从碳纤维试样丝束中分离出来,将其拉直并粘贴在回型支架上,如图1所示,高性能高温环氧类树脂在烘箱内50ħ保温30 min,再与二氯乙烷10ʒ1的比例配制树脂液,并迅速搅拌均匀,将配制好的树脂液常温下在真空烘箱里抽真空20min,取出树脂,用大头针蘸取少量配制好的树脂液,轻涂抹于碳纤维单丝上,将试样放于鼓风烘箱里在130ħ下固化30min㊂4㊀1期两种国产T800级碳纤维界面状态及复合材料力学性能研究图1㊀微脱粘试样示意图2.3㊀测试与表征使用Quanta 450FEG 场发射扫描电子显微镜(SEM)两种不用界面的T800级碳纤维表面形貌㊂将一束碳纤维用手术刀平齐切断,分别用导电胶带将平齐切断的碳纤维垂直粘贴在铝制载物台上,对粘在导电胶上的纤维表面喷金,经过两次喷金后放入SEM 内观察,电子加速电压为20~50kV,束流1pA,放大倍数50~8000X㊂采用Dimension ICON 原子力显微镜(AFM)观察碳纤维三维立体形貌,通过探针针尖与样品微弱作用力获取纤维表面粗糙度,扫描面积为5μm ˑ5μm,扫描频率为1.0Hz㊂采用X 射线光电子能谱仪(美国ThermoFisch-er,ESCALAB 250Xi)测试碳纤维表面元素组成及化学官能团,分析室真空度8ˑ10-10Pa,激发源采用Al ka 射线(hv =1486.6eV),工作电压12.5kV,灯丝电流16mA,进行5~10次循环的信号累加㊂通过微脱粘试验测试纤维与树脂的微观剪切性能㊂将带有已经固化好的尺寸均匀且正圆的树脂小球碳纤维固定在微脱粘仪器上,移动卡刀,使其将其中一个树脂小球从左右两侧卡住,移动回形架使得纤维匀速自下而上移动,直至卡刀恰好将树脂小球剥落,此时仪器会记录纤维与树脂小球分离瞬间的最大结合力,如何计算纤维与树脂的微观界面结合强度如公式(1)所示㊂IFSS =F max ΠDL(1)式中,IFSS 为纤维与树脂微观界面剪切强度;F 为树脂与纤维剥离时的最大剪切力;L 为纤维迈入树脂球的长度㊂碳纤维增强树脂基复合材料力学性能在Intron 公司的Instro5967万能力学试验机上进行㊂复合材料冲击后压缩强度按照ASTMD7137开展㊂3㊀结果与讨论3.1㊀碳纤维表面形貌两种不同界面的国产T800纤维去除上浆剂后的表面形貌SEM 如图2所示,由图A (a)和A (b)看出未上浆的A 类碳纤维表面整体光滑,但具有相对明显的沿着轴向排列均匀分布的较浅沟槽,由A (c)可看出,纤维截面致密,形状呈正圆形,具有明显的干喷湿纺纺丝工艺特征,干喷湿纺工艺生产的碳纤维兼具了拉伸强度和机械啮合的优势[10]㊂与A 类纤维相比,B 类纤维表面明显沟槽更浅,根据界面机械啮合理论,纤维表面沟槽的数量越小㊁深度越浅,纤维与树脂的界面结合面积越小,界面结合强度越弱㊂图2㊀两种碳纤维表面形貌图5纤维复合材料2024年㊀㊀㊀为了进一步对比两种碳纤维界面状态,采用AFM 对其观察三维立体形貌,如图3所示,由图3可以看出,A㊁B 类纤维表面存在明显的沿着纤维轴向排列的深浅不一沟槽,但A 类沟槽深度更深,数量更多,对两类碳纤维随机抽取三个试样进行粗糙度测试,数据如表2所示,A 类纤维平均粗糙度要高于B 类纤维约23%,根据界面机械啮合理论,纤维表面积越大,粗糙度越高,纤维与树脂结合越牢固㊂图3㊀两种纤维三维表面形貌图表2㊀两种纤维表面粗糙度序号A B 130524622972513303237平均值/nm302245CV1.382.90㊀㊀3.2㊀碳纤维表面元素及含氧官能团通过XPS 表征测试两种碳纤维表面化学特性,如图4所示,对XPS 图谱分峰处理,纤维表面主要存在C㊁O㊁Si㊁N 四种元素,纤维表面原子含量具体如表3所示,数据显示A 类纤维O /C 含量略高于B 类,约7.4%㊂而经过阳极氧化处理过的碳纤维表面O 含量越高,表面活性越高,纤维与树脂的界面结合越牢固㊂图4㊀两种碳纤维XPS 峰图6㊀1期两种国产T800级碳纤维界面状态及复合材料力学性能研究表3㊀两种碳纤维表面原子含量样品Si2p /%C1s /%N1s /%O1s /%102.02eV 284.49eV 399.48eV 532.23eV Si㊁N 总量/%O /C /%A (a) 3.1373.24 3.6819.95 6.8127.24A (b) 2.3774.31 3.4619.86 5.8326.73A (c) 2.2975.22 3.1719.32 5.4625.68B (a) 3.8174.25 4.117.857.9124.04B (b) 2.4774.96 3.818.76 6.2725.03B (c)2.6975.223.7718.32 6.4624.36㊀㊀利用C1s 电子XPS 窄扫描,并对测试后的C1s 图谱进行分峰处理,分峰图如图5所示,碳纤维含C 官能团具体含量如表4所示,其中C -O㊁C =O 为活性C,C -C 为非活性C,活性C 占比越高,纤维表面活性越高,整体来看,与B 类纤维相比,A 类纤维表面原子中活性C 含量更高,即其表面活性更高,根据界面化学键结合理论,这意味着A 类碳纤维与树脂的界面结合强度较高㊂图5㊀两种碳纤维C1s 分峰图表4㊀C1s 分峰结果样品C -C /%C -O /%C =O /%284.8eV 286.39eV 288.85eV 活性碳比例/%A (a)67.3729.94 2.6948.43A (b)64.3133.46 2.2355.50A (c)67.530.32 2.1848.15B (a)73.3719.467.1736.30B (b)68.6129.36 2.0345.75B (c)69.6128.36 2.0343.66㊀㊀3.3㊀单纤维/树脂微脱粘采用微脱粘法从微观角度测试两种不同界面的T800级碳纤维与树脂的界面结合作用,具体数据如表5所示,数据显示A 类纤维与高性能环氧树脂的界面剪切力高于B 类纤维约10%,即A 类纤维与该树脂界面结合作用更强㊂㊀㊀3.4㊀复合材料宏观力学性能制备A㊁B 类纤维增强复合材料层合板,并按照ASTM D7137(6.67J /mm)进行冲击后压缩强7纤维复合材料2024年㊀度测试,测试结果如表6所示,表中数据显示两类纤维增强树脂基复合材料均具有较高的冲击后压缩强度,但相比与B类纤维,A类纤维增强树脂基复合材料冲击后压缩强度要高于B类约8%,这可能归功于A类纤维与树脂的界面结合牢固所致㊂表5㊀两批次T800级碳纤维与某高温环氧树脂界面剪切强度样品界面剪切强度平均值/MPa CV/%A(a)120.15 5.03A(b)118.358.08A(c)119.357.61B(a)112.04 4.41B(b)110.37 4.48B(c)103.23 5.36表6㊀纤维增强复合材料冲击后压缩强度序号A类纤维复合材料/MPa B类纤维复合材料/MPa 1348313 2330299 3338318 4326311 5335311 6342321平均值337312CV/% 2.38 2.434㊀结语实验选取了两种不同界面的国产T800级碳纤维及复合材料力学性能,通过对其界面状态和复合材料力学研究,结果表明,相同级别的T800级国产碳纤维,A类纤维表面形貌粗糙度高于B类约23%㊁O/C含量高约7.4%㊁活性C含量高约20%,微观剪切强度高约10%㊂A类纤维增强的复合材料冲击后压缩强度比B类纤维高约8%㊂即A 类纤维与树脂形成更好的化学与物理结合,界面结合作用较好㊂参考文献[1]贺福.碳纤维及其应用.北京:化学工业出版社,2004.[2]梁春华.高性能航空发动机先进风扇和压气机叶片综述[J].航空发动机,2006(03):48-52.[3]王运英,孟江燕,陈学斌,白杨.复合材料用碳纤维的表面技术.处理技术,36(3):53-57.[4]陈祥宝,张宝艳,邢丽英.先进树脂基复合材料技术发展及应用现状.中国材料进展,2009,28(6):2-11. [5]易楠,顾轶卓,李敏.碳纤维复合材料界面结构的形貌与尺寸表征[J].复合材料学报,2010,27(5):36-40. [6]Thomson A W,Starzl T E.New Immunosuppressive Drugs:Mecha-nistic Insights and Potential Therapeutic Advances[J].Immunolog-ical Reviews,1993,136(1):71-98.[7]张巧蜜.聚丙烯腈基碳纤维[M].东华大学出版社,2005-7.[8]何宏伟.碳纤维/环氧树脂复合材料改性处理[M].国防工业出版社,2014.[9]谢云峰,王亚涛,李顺常.碳纤维工艺技术研究及发展现状[J].可化工新型材料,2013,41(5)-27. [10]张焕侠.碳纤维表面和界面性能研究及评价[D].东华大学, 2014.8。
耐高温拉挤环氧树脂及其复合材料性能研究

耐高温拉挤环氧树脂及其复合材料性能研究王成忠 1 陈伟明1梁平辉2杨小平1(1北京化工大学碳纤维及复合材料研究所,北京 1000292 常熟佳发化学有限责任公司,常熟 215533)摘要:研究了------型耐高温环氧树脂的固化动力学,分析了该树脂体系的浇注体性能,制备了碳纤维拉挤复合材料,并通过热机械分析(DMTA)考察了树脂浇注体及其复合材料的动态热机械性能。
结果表明,树脂体系的凝胶化温度与固化温度相差较小,固化反应放热集中,适合于快速拉挤成型,其复合材料具有优良的耐高温性能,Tg达到210℃以上。
关键词:耐高温拉挤成型环氧树脂复合材料keywords: heat-resistance pultrusion epoxy resin composites前言拉挤成型是制造高性能、低成本连续复合材料的一种重要方法,拉挤成型工艺要求基体树脂应具有反应速度快、粘度低、适用期长等特点,常用的快速拉挤用树脂主要是自由基固化型的不饱和聚酯树脂和乙烯基酯树脂[1,2]。
此类树脂的拉挤工艺性能优良,但存在耐热性能较低的缺点,虽然部分树脂品种具有较好的耐热性,但其固化物的Tg一般不高于180℃[3],而且对于高性能碳纤维拉挤复合材料往往存在界面性能较差的问题[4]。
采用环氧树脂制备的碳纤维复合材料具有优良的力学性能,但对通用型环氧树脂来说,以胺类固化剂的树脂体系粘度较大,添加稀释剂后力学性能和热性能会大幅度下降;以液体酸酐为固化剂的树脂体系往往需要高温长时间固化,所以环氧树脂较少用于拉挤成型。
高性能拉挤复合材料的发展,急需可适用于拉挤成型工艺的高性能环氧树脂,要求树脂具有反应速度快、耐热性能高、强度高等特点。
通过对通用型环氧树脂进行改性虽可以获得较高的耐热性能[5],但难以适用于规模化生产。
本文研究了一种改性多元芳香族缩水甘油胺型环氧树脂的固化特性,并与液体酸酐配合进行了拉挤成型工艺研究,认为该树脂体系具有优良的拉挤工艺性能,其碳纤维拉挤复合材料的耐热性达到210℃以上,该树脂克服了常规耐高温环氧树脂粘度高、使用工艺性差的缺点,具有良好的加工工艺性,是一种新型的耐高温拉挤树脂。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
复合材料学报第23卷 第4期 8月 2006年A cta M ateriae Co mpo sitae SinicaVo l .23N o .4A ugust2006文章编号:10003851(2006)04002907收稿日期:20050911;收修改稿日期:20051230通讯作者:王成忠,讲师,主要从事碳纤维复合材料的研究 E -mail :czw ang @mail.bu 高性能T800碳纤维复合材料树脂基体陈伟明,王成忠*,周同悦,杨小平(北京化工大学碳纤维及复合材料研究所,北京100029)摘 要: 在分析T 800碳纤维表面上胶剂的基础上,系统研究了适用于制备高性能T 800碳纤维复合材料的树脂基体,测试了树脂浇注体及其复合材料的力学性能和热机械性能,研究了树脂基体对T 800碳纤维复合材料界面性能的影响。
结果表明,T 800碳纤维表面上胶剂中酯基含量较高,与缩水甘油酯类环氧树脂有良好的界面相容性,经复配和优化的树脂体系其T 800碳纤维复合材料的层间剪切强度达到138M Pa ,N O L 环拉伸强度达到2530M Pa ,玻璃化温度(T g )达到213℃,具有优异的界面性能和耐热性能。
关键词: T800碳纤维;环氧树脂;复合材料中图分类号: TB332 文献标识码:AHigh -performance resin matrix for T800carbon fiber compositesC H EN Weim ing ,WANG Chengzhong *,ZH OU To ng yue ,YANG Xiaoping(Institute of Car bo n F iber and Compo site ,Beijing U niver sity of Chemical T echnolog y ,Beijing 100029,China )A bstract : H ig h -pe rfo rmance ca rbon fiber has been wide ly used in commer cial and military fields because o f its hig h streng th ,lig ht w eig ht and high stiffness.How ever ,the applicatio n of hig he r perfo rmance carbo n fiber (e.g.T 800)wo uld cause w o rse mechanical perfo rmance s because of the ex treme inertness o f its surface caused by the alig nment of g raphitic cry sta llites.In or der to pro duce the hig h -pe rfo rmance re sin mat rix ,w hich can bond T 800carbo n fibe r (CF )well ,the sizing of T 800CF w as analyzed.T he effect o f resin matrix 's structure and property o n T800CF co mpo site wa s studied based on the analy sis.M eanw hile ,the mechanical pro pe rty and ther mal mechanical property of the resin and its car bo n fiber com po site w ere analy zed.T he results sho w that T 800sizing po ssesse s hig h content of ester ,which can possess excellent inter facial proper ties with g ly ceride epox y.W ith the help of the o ptimized resin sy stem ,the T 800CF compo site po ssesse s ex cellent interfacia l proper ties and heat -r esistance proper ties.T he inter -laminar shea r streng th (IL SS )o f the composite is 138M Pa ,the te nsile str eng th o f N O L ring s is 2530M Pa ,and the glass t ransition temperature (T g )is 213℃.Keywords : T 800carbo n fiber ;epo xy re sin ;co mpo sites 碳纤维具有高强、质轻、耐疲劳等优异性能,以其为增强材料制备的高性能树脂基复合材料广泛应用于体育器材、航空航天等领域。
T300、T700等通用级碳纤维复合材料已有较多的研究与应用,而对高性能T800碳纤维复合材料的研究较少,主要集中在对T800碳纤维的表面状态的分析[1-4]和复合材料成型工艺上[5]。
T800较T300及T700碳纤维的单丝直径小,纤维表面性能差别较大,而且T800表面结晶结构较完整,导致其表面惰性高[6,7]。
所以,现有的常规树脂基体不适用于T800碳纤维的成型工艺,不能发挥T800碳纤维应有的强度,T800碳纤维复合材料的强度甚至低于T300、T700碳纤维复合材料的强度[8,9]。
商品碳纤维在出厂时表面涂有一层上胶剂,这层上胶剂在碳纤维成型过程中起到保护碳纤维的作用,同时又能增强碳纤维与树脂基体的粘接强度[10,11]。
不同牌号的碳纤维,其上胶剂可能不同,因此,必须根据T800碳纤维的表面特性,研究适用于T800碳纤维的树脂基体。
本文作者分析了T800碳纤维的表面特性,系统研究了适用于T800碳纤维高性能复合材料的树脂体系,使T800碳纤维复合材料具有优异的界面DOI 牶牨牥牣牨牫牳牥牨牤j 牣cn ki 牣fhclxb 牣牪牥牥牰牣牥牬牣牥牥牰性能和耐热性能,有效地发挥了T800碳纤维高性能的特点。
1 实验部分1.1 实验原料树脂基体采用三种有代表性的不同类型的环氧树脂:(1)双酚A 二缩水甘油醚(CYD -128),岳阳石油化工总厂环氧树脂厂,环氧值0.51,粘度约为2.0Pa s (25℃)。
化学结构式为(2)1,2-环氧环己烷4,5-二甲酸二缩水甘油酯(TDE -85),天津津东化工厂生产,环氧值0.85,粘度约2.0Pa s (25℃)。
结构式为(3)4,4-二氨基二苯甲烷四缩水甘油胺(AG -80),上海合成树脂研究所生产,环氧值0.80,粘度约40Pa s (25℃)。
结构式为表1 碳纤维的基本参数Ta ble 1 Properties of three different CFsCarbon fiber Diameter of single fiber /μmTensile streng th /GPaTensile m odulus /GPaElon gation /%T300B -3000-40B 7 3.5230 1.70T 700S C -12000-50C 7 4.9230 2.10T800HB -12000-40B55.52941.90固化剂:甲基四氢邻苯二甲酸酐(M eTH PA ),二氨基二苯甲烷(DDM ),北京化学试剂公司;自制改性芳香胺固化剂;活性稀释剂:自制低粘度环氧化合物;碳纤维,如表1所示,日本东丽公司生产。
1.2 试样的制备1.2.1 碳纤维表面上胶剂的提取将碳纤维浸泡于丙酮中,在回流装置中沸腾回流丙酮24h ,过滤后蒸馏去除丙酮,得到碳纤维表面上胶剂进行红外分析。
1.2.2 试样的制备将树脂与固化剂按配比混合均匀,真空脱泡后浇注到标准浇注体拉伸模具中,在烘箱中按照80℃/2h +120℃/2h +150℃/5h 的条件固化并随炉冷却至室温,制备浇注体拉伸试样;将碳纤维丝束涂胶并给予一定的张力,在层压模具中按照同样条件加压固化并随炉冷却至室温,制备单向碳纤维复合材料,其中碳纤维体积分数60%。
NOL 环的制备:将配好的胶液倒入恒温浸胶槽(35℃),恒定张力25N ,在六维数控缠绕机(M ikrosam 公司的M AW20-LS1-6型)上进行NOL 环缠绕成型,固化工艺则与相应的树脂浇注体相同。
1.3 分析测试采用LICOKT -210型红外光谱仪分析碳纤维表面上胶剂结构;采用NDJ -8S 型旋转粘度计测试树脂粘度;在INST RON -1185万能材料实验机上分别按照GB2568-1995测试树脂浇注体的拉伸性能,按照JC /T773-1996测试平板单向复合材料的层间剪切强度,按照GB /T1458-1988测试复合材料NOL 环的拉伸性能;用动态热机械分析仪(Rheo metric Scientific 公司的DM TA V 型)测定复合材料的热机械性能,频率1H z ,升温速度10℃/min ;在扫描电镜(Stereo scan 250M K3型,英国剑桥)下观察材料表面形貌。
2 结果与讨论2.1 T800碳纤维表面化学状态分析商品碳纤维的表面均含有上胶剂,一般为双酚30 复合材料学报A 环氧树脂及其改性物,不同牌号的碳纤维的表面上胶剂可能不同,上胶剂对复合材料的界面性能影响很大。
T800碳纤维的单丝直径较细,树脂对纤维的渗透浸润过程相对困难,如果树脂基体与碳纤维上胶剂又不能很好匹配,复合材料的界面性能将会很差。
因此,对T800碳纤维表面上胶剂的分析是制备高性能复合材料的首要步骤。
对用丙酮回流的方法取得的T800碳纤维的表面上胶剂进行FT -IR 分析,并与典型的双酚A 环氧树脂(DGEBA )进行对比(图1)。
T800碳纤维上胶剂的谱图与双酚A 环氧树脂的谱图有所差别,T800碳纤维上胶剂的谱图包含了部分DGEBA 的特征峰,含有环氧基和苯环。
另外,T800碳纤维上胶剂谱图中有在1725cm -1处较强的酯基峰和3300cm -1处的羟基峰,该上胶剂很可能含有缩水甘油酯类环氧树脂或其改性物。
在制备碳纤维复合材料时,应针对上胶剂的结构特性,选择合适的树脂基体,使复合材料形成良好的界面层,才能充分发挥增强纤维的强度。