切削计算公式
车削切削参数计算
车削切削参数计算包括计算切削线速度、主轴转速、金属去除率、净功率、加工时间以及特定切削力。
这些参数的计算公式如下:
1. 切削线速度:Vc = πDn/1000(m/min),其中D为工件或刀具直径(mm),n为主轴转速(rpm)。
2. 主轴转速:n = 1000Vc/πD(rpm),其中D为工件或刀具直径(mm),Vc为切削线速度(m/min)。
3. 金属去除率:Q = F×Vc×S×η,其中F为切削截面积(mm^2),Vc为切削线速度(m/min),S为切削行程(mm),η为刀具寿命(min)。
4. 净功率:Pc = Q×Z/60,其中Q为金属去除率(cm^3/min),Z 为机械效率。
5. 加工时间:Tc = T×n,其中T为切削时间(min),n为主轴转速(rpm)。
6. 特定切削力:Kc = F×η/S,其中F为切削截面积(mm^2),η为刀具寿命(min),S为切削行程(mm)。
这些公式可以用来计算车削过程中的切削参数,有助于优化加工过程和提高生产效率。
切削用量三要素计算公式(一)
切削用量三要素计算公式(一)切削用量三要素计算公式一、切削深度切削深度是指每次切削过程中刀具所切削下去的物料的厚度。
计算公式:切削深度 = 刀具所切削下去的物料厚度(mm)例如,如果刀具在一次切削过程中切削下去的物料厚度为2mm,那么切削深度就是2mm。
二、切削速度切削速度是指在单位时间内切削加工表面的线速度。
计算公式:切削速度= π × 刀具直径(mm)× 切削主轴转速(rpm)÷ 1000例如,假设刀具直径为10mm,切削主轴转速为5000rpm,那么切削速度就是π × 10 × 5000 ÷ 1000 = /min。
三、进给量进给量是指单位时间内刀具在工件上相对于切削方向移动的距离。
计算公式:进给量 = 切削速度(m/min)× 主轴转速(r/min)÷ 刀具直径(mm)例如,假设切削速度为100m/min,主轴转速为5000r/min,刀具直径为20mm,那么进给量就是100 × 5000 ÷ 20 = 25000mm/min。
总结切削用量三要素是切削深度、切削速度和进给量,它们对于切削加工的质量和效率起着重要的作用。
切削深度决定了切削过程中物料的厚度,切削速度与刀具直径、切削主轴转速相关,进给量则与切削速度、主轴转速和刀具直径有关。
合理地计算和控制这三要素,可以提高切削加工的效率和质量,降低生产成本。
切削用量的计算公式可以帮助创作者更好地理解和应用于实际工作中,提高工作的效率和准确性。
因此,熟练掌握切削用量三要素的计算公式对于创作者来说是非常重要的。
以上就是切削用量三要素的相关计算公式和解释的内容。
希望可以对你有所帮助!。
切削条件计算公式
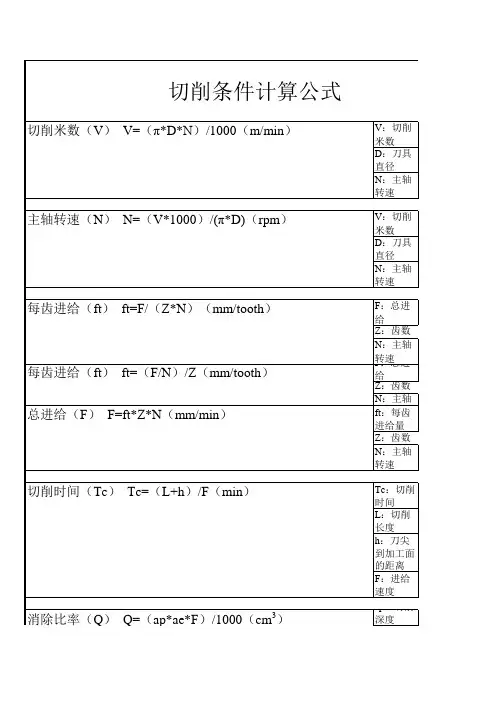
切削米数(V) V=(π*D*N)/1000(m/min)
V:切削米数 D:刀具直径 N:主轴转速 V:切削米数 D:刀具直径 N:主轴转速 F:总进给 Z:齿数 N:主轴转速 F:总进给 Z:齿数 N:主轴转速 ft:每齿进给量 Z:齿数 N:主轴转速 Tc:切削时间 L:切削长度 h:刀尖到加工面的距离 F:进给速度 ap:切削深度 ae:切削宽度 F:总进给 ft:切削深度 h:切削宽度 D:刀具直径 ap:切削深度 ae:切削宽度 F:总进给 kc:切削阻抗 η:机械效率
L:导路程 D:刀具直径
切削米数 刀具直径 主轴转速
切削米数 刀具直径 主轴转速
总进给 齿数 主轴转速
总进给 齿数 主轴转速 每齿进给量 齿数 主轴转速
:切削时间 切削长度 刀尖到加工面的距离 进给速度
:切削深度 :切削宽度 总进给
切削深度 切削宽度 刀具直径
:切削深度 :切削宽度 总进给 :切削阻抗 机械效率
切削米数正常为1~3mm/MIN
V:切削米数 D:刀具直径 N:主轴转速 V:切削米数 D:刀具直径 N:主轴转速 F:总进给
主轴转速(N) N=(V*1000)/(π*D)(rpm) 每转进给(ft) ft=转速*螺距
每转进给(ft) ft=转速*螺距
N:主轴转速
导程的转换公式
导程(L) L=(π*D)/(Tanα)
表面粗糙度(h) h=ft2/(40*D)
切削马力(HP) HP=(ap*ae*F*kc)/(60*106*η)(KW)
砂轮线速度的转换公式
Vc:切削米数
切削米数(Vc): Vc=(π*D*n)/1000*60(m/s) 转速(n): n=(Vc*1000*60)/π*D(RPM)
切削参数和计算公式参考
切削参数和计算公式参考切削参数是指在机械加工过程中控制切削速度、进给量和切削深度的一些关键参数。
切削参数的优化选择对于提高加工效率、降低成本、改善加工质量都有着重要的作用。
以下是一些常用的切削参数和计算公式的参考。
1.切削速度(Vc):切削速度是指刀具与工件相对运动速度的大小,常用的单位是m/min。
选择适当的切削速度可以保证刀具切削性能的发挥,太低的切削速度会导致切削力过大,进而影响加工质量,而太高的切削速度则容易造成刀具磨损和加工表面质量下降。
切削速度的计算公式为:Vc=π×D×n/1000其中,Vc表示切削速度,D表示刀具直径,n表示主轴转速。
2.进给量(f):进给量是指在单位时间内切削削屑的厚度或者单位主轴转角内工件前进的距离,常用的单位是mm/min。
进给量的选择关系到加工时间和切削所需的切削力。
进给量的计算公式为:f=n×i×z其中,f表示进给量,n表示主轴转速,i表示进给率,z表示刀具齿数。
3. 切削深度(ap):切削深度是指切削层厚度的大小,即刀具和工件之间的垂直距离。
切削深度的选择应根据工件材料和刀具性能来进行合理的安排。
4.切削力(Fc,Fr):切削力是指刀具对工件施加的力,也是切削参数的重要指标之一、切削力的大小与切削材料的性质、切削速度、进给量和切削深度等因素有关。
切削力的计算公式为:Fc = k × ap × f其中,Fc表示切削力,k表示切削力系数。
5.切削功率(P):切削功率是指切削过程中单位时间内切削所需要的能量,常用单位为W。
切削功率的计算可以帮助选取合适的切削参数,保证切削过程的稳定性和高效性。
切削功率的计算公式为:P=Fc×Vc/6000其中,P表示切削功率,Fc表示切削力,Vc表示切削速度。
综上所述,切削参数的选择是一项复杂的任务,需要结合实际加工情况、刀具性能和工件要求等多方面因素进行综合考虑。
切削加工常用计算公式精编版
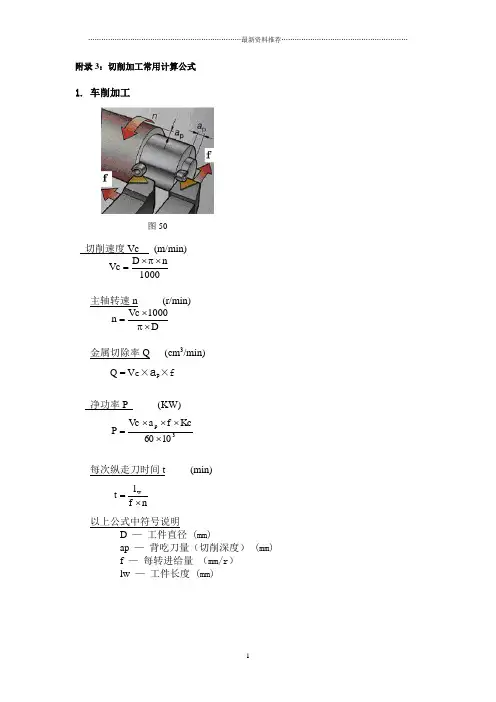
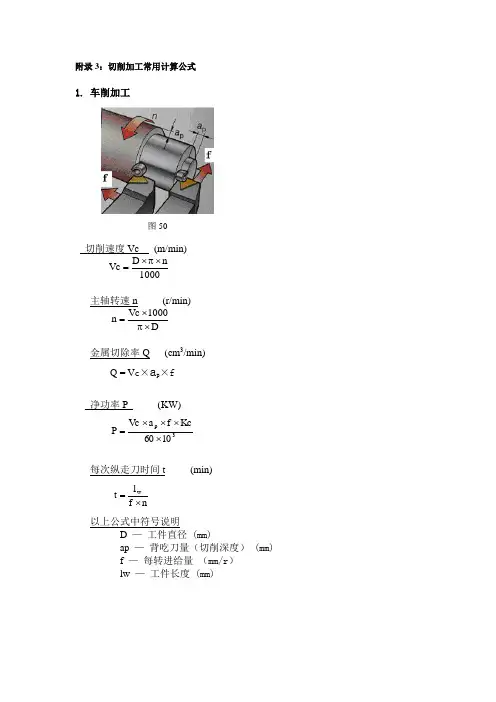
附录3:切削加工常用计算公式1.切削速度Vc (m/min)1000n D Vc ⨯π⨯=主轴转速n (r/min)D1000Vc n ⨯π⨯=金属切除率Q (cm 3/min)Q = V c ×a p ×f净功率P (KW)3p 1060Kc f a Vc P ⨯⨯⨯⨯=每次纵走刀时间t (min) nf l t w ⨯= 以上公式中符号说明D — 工件直径 (mm)ap — 背吃刀量(切削深度) (mm)f — 每转进给量 (mm/r )lw — 工件长度 (mm)铣削速度Vc (m/min)1000nD Vc ⨯π⨯=主轴转速n (r/min)D 1000Vc n ⨯π⨯=每齿进给量fz (mm)z n Vff z ⨯=工作台进给速度Vf (mm/min)z n f z Vf ⨯⨯=金属去除率Q (cm 3/min)1000Vfae ap Q ⨯⨯=净功率P (KW)61060KcVf ae ap P ⨯⨯⨯⨯=扭矩M (Nm)n 1030P M 3⨯π⨯⨯= 以上公式中符号说明D — 实际切削深度处的铣刀直径(mm ) Z — 铣刀齿数a p — 轴向切深 (mm)a e — 径向切深 (mm)切削速度Vc (m/min)1000n d Vc ⨯π⨯=主轴转速n (r/min)d1000Vc n ⨯π⨯=每转进给量f (mm/r)nVf f =进给速度Vf (mm/min)n f Vf ⨯=金属切除率Q (cm 3/min)4Vc f d Q ⨯⨯=净功率P (KW)310240kc d Vc f P ⨯⨯⨯⨯=扭矩M (Nm)n1030P M 3⨯π⨯⨯=以上公式中符号说明:d — 钻头直径 (mm)kc1 — 为前角γo=0、切削厚度hm=1mm 、切削面积为1mm 2时所需的切削力。
(N/mm 2)mc — 为切削厚度指数,表示切削厚度对切削力的影响程度,mc 值越大表示切削厚度的变化对切削力的影响越大,反之,则越小γo — 前角 (度)。
切削加工常用计算公式
附录3:切削加工常用计算公式1.切削速度Vc (m/min)1000nD Vc ⨯π⨯=主轴转速n (r/min)D 1000Vc n ⨯π⨯=金属切除率Q (cm 3/min)Q = V c ×a p ×f净功率P (KW)3p 1060Kcf a V c P ⨯⨯⨯⨯=每次纵走刀时间t (min)n f l t w⨯=以上公式中符号说明D — 工件直径 (mm)ap — 背吃刀量(切削深度)(mm)f — 每转进给量 (mm/r )lw — 工件长度 (mm)精选文库 2. 铣削加工铣削速度Vc (m/min)1000nD Vc ⨯π⨯=主轴转速n (r/min)D 1000Vc n ⨯π⨯=每齿进给量fz (mm)z n Vffz ⨯=工作台进给速度Vf (mm/min)z n fz Vf ⨯⨯=金属去除率Q (cm 3/min)1000Vfae ap Q ⨯⨯=净功率P (KW)61060KcVf ae ap P ⨯⨯⨯⨯=扭矩M (Nm)n 1030P M 3⨯π⨯⨯=以上公式中符号说明D — 实际切削深度处的铣刀直径(mm )Z — 铣刀齿数a p — 轴向切深 (mm)a e — 径向切深 (mm)精选文库3. 钻削加工切削速度Vc (m/min)1000n d Vc ⨯π⨯=主轴转速n (r/min)d1000Vc n ⨯π⨯=每转进给量f (mm/r)nVf f =进给速度Vf (mm/min)n f Vf ⨯=金属切除率Q (cm 3/min)4Vc f d Q ⨯⨯=净功率P (KW)310240kc d Vc f P ⨯⨯⨯⨯=扭矩M (Nm)n1030P M 3⨯π⨯⨯=以上公式中符号说明:d — 钻头直径 (mm)kc1 — 为前角γo=0、切削厚度hm=1mm 、切削面积为1mm 2时所需的切削力。
(N/mm 2)mc — 为切削厚度指数,表示切削厚度对切削力的影响程度,mc 值越大表示切削厚度的变化对切削力的影响越大,反之,则越小γo — 前角 (度)。
切削参数计算公式
切削参数计算公式切削参数计算是机械加工中非常重要的一环,它决定了整个加工过程的效率和质量。
在进行切削参数计算时,需要考虑多个因素,如切削速度、进给速度、切削深度等。
下面我们将介绍一些常用的切削参数计算公式,帮助加工人员更好地确定合适的切削参数。
1.切削速度的计算公式:切削速度是指工件表面上单位时间内被切削刀具切削的长度,通常用m/min 来表示。
切削速度的计算公式为:Vc=π×D×n其中,Vc 为切削速度,单位为m/min;D 为刀具的直径,单位为mm;n 为主轴转速,单位为r/min。
2.进给速度的计算公式:进给速度是指切削刀具在工件上运动的速度,通常用mm/r 来表示。
进给速度的计算公式为:F=f×n其中,F 为进给速度,单位为mm/r;f 为每齿进给量,单位为mm,通常由刀具制造商提供;n 为主轴转速,单位为r/min。
3.切削深度的计算公式:切削深度是指刀具切入工件内部的深度,通常用mm 来表示。
切削深度的计算公式为:ae = ft×n其中,ae 为切削深度,单位为mm;ft 为切削时每齿的切削厚度,单位为mm;n 为主轴转速,单位为r/min。
4.主轴转速的计算公式:主轴转速是指主轴每分钟旋转的圈数,通常用r/min 来表示。
主轴转速的计算公式可以根据切削速度和刀具直径来确定,公式为:n=Vc/(π×D)其中,n 为主轴转速,单位为r/min;Vc 为切削速度,单位为m/min;D 为刀具的直径,单位为mm。
5.铣削切削力的计算公式:铣削切削力是在铣削过程中刀具对工件作用的力,通常用N(牛顿)来表示。
铣削切削力的计算公式为:Ft = Kc×ae×ap×fr其中,Ft 为铣削切削力,单位为N;Kc 为切削力系数;ae 为切削深度,单位为mm;ap 为轴向进给深度,单位为mm;fr 为切削速度,单位为mm/min。
切削加工常用计算公式
切削加工常用计算公式切削加工是指通过刀具与工件之间的相对运动,将工件上的材料去除,从而形成所需的形状和尺寸的加工方法。
为了保证加工质量和效率,计算公式在切削加工中起着重要的作用。
下面是一些常用的切削加工计算公式。
1.切削速度公式切削速度是指刀具在工件上运动的速度。
它通常由转速(n)和切削刃数(z)来计算,公式如下:切削速度(v)=π×刀具直径(D)×转速(n)/10002.进给速度公式进给速度是指刀具在单位时间内前进的距离。
通常由切削速度(v)和进给速率(f)计算,公式如下:进给速度(vf)=切削速度(v)×进给速率(f)3.主轴转速公式主轴转速是指刀具在主轴上旋转的速度。
它可以通过切削速度(v)和刀具周长(C)计算,公式如下:主轴转速(n)=切削速度(v)/π×刀具周长(C)4.切削力公式切削力是指刀具在切削过程中对工件的力。
它可以由切削力系数(Kc)和切削面积(Ae)计算,公式如下:切削力(Fc)=切削力系数(Kc)×切削面积(Ae)5.切削面积公式切削面积是指刀具与工件接触面积。
它通常由刀具进给量(f)和切削宽度(h)计算,公式如下:切削面积(Ae)=刀具进给量(f)×切削宽度(h)6.加工时间公式加工时间是指完成一个工件的所需时间。
它可以通过工件长度(L)和进给速度(vf)计算,公式如下:加工时间(T)= 工件长度(L)/ 进给速度(vf)7.表面粗糙度公式表面粗糙度是指工件表面的不平滑程度。
它可以由切削速度(v)和切削深度(a)计算,公式如下:表面粗糙度(Ra)=(v×a)/(n×f)8.切削时间公式切削时间是指切削工序所需的时间。
它可以通过切削时间系数(Tc)和加工长度(L)计算,公式如下:切削时间(Tc)=切削时间系数(Tc)×加工长度(L)这些公式在切削加工中起着重要的作用,可以帮助工程师和操作员计算和调整切削参数,以获得最佳的加工质量和效率。
切削加工常用计算公式
切削加工常用计算公式(总3页)-CAL-FENGHAI.-(YICAI)-Company One1-CAL-本页仅作为文档封面,使用请直接删除附录3:切削加工常用计算公式1.切削速度Vc (m/min)1000n D Vc ⨯π⨯=主轴转速n (r/min)D1000Vc n ⨯π⨯=金属切除率Q (cm 3/min)Q = Vc ×a p ×f净功率P (KW)3p 1060Kc f a V c P ⨯⨯⨯⨯=每次纵走刀时间t (min) nf l t w ⨯= 以上公式中符号说明D — 工件直径 (mm)ap — 背吃刀量(切削深度) (mm)f — 每转进给量 (mm/r )lw — 工件长度 (mm)铣削速度Vc (m/min) 1000nD Vc ⨯π⨯=主轴转速n (r/min) D 1000Vc n ⨯π⨯=每齿进给量fz (mm) z n Vffz ⨯=工作台进给速度Vf (mm/min)z n fz Vf ⨯⨯=金属去除率Q (cm 3/min) 1000Vfae ap Q ⨯⨯=净功率P (KW) 61060KcVf ae ap P ⨯⨯⨯⨯=扭矩M (Nm) n 1030P M 3⨯π⨯⨯=以上公式中符号说明D — 实际切削深度处的铣刀直径(mm )Z — 铣刀齿数a p — 轴向切深 (mm)a e — 径向切深 (mm)切削速度Vc (m/min) 1000n d Vc ⨯π⨯=主轴转速n (r/min) d1000Vc n ⨯π⨯=每转进给量f (mm/r) nVf f =进给速度Vf (mm/min)n f Vf ⨯=金属切除率Q (cm 3/min) 4Vc f d Q ⨯⨯=净功率P (KW) 310240kc d Vc f P ⨯⨯⨯⨯=扭矩M (Nm) n1030P M 3⨯π⨯⨯=以上公式中符号说明:d — 钻头直径 (mm)kc1 — 为前角γo=0、切削厚度hm=1mm 、切削面积为1mm 2时所需的切削力。
切削加工常用计算公式
切削加工常用计算公式(共3页)--本页仅作为文档封面,使用时请直接删除即可----内页可以根据需求调整合适字体及大小--附录3:切削加工常用计算公式1.切削速度Vc (m/min)1000nD Vc ⨯π⨯=主轴转速n (r/min)D 1000Vc n ⨯π⨯=金属切除率Q (cm 3/min)Q = Vc ×a p ×f净功率P (KW)3p 1060Kcf a Vc P ⨯⨯⨯⨯=每次纵走刀时间t (min)n f l t w⨯=以上公式中符号说明D — 工件直径 (mm)ap — 背吃刀量(切削深度)(mm)f — 每转进给量 (mm/r )lw — 工件长度 (mm)铣削速度Vc (m/min) 1000nD Vc ⨯π⨯=主轴转速n (r/min) D 1000Vc n ⨯π⨯=每齿进给量fz (mm) z n Vff z ⨯=工作台进给速度Vf (mm/min)z n f z Vf ⨯⨯=金属去除率Q (cm 3/min) 1000Vfae ap Q ⨯⨯=净功率P (KW) 61060KcVf ae ap P ⨯⨯⨯⨯=扭矩M (Nm) n 1030P M 3⨯π⨯⨯=以上公式中符号说明D — 实际切削深度处的铣刀直径(mm )Z — 铣刀齿数a p — 轴向切深 (mm)a e — 径向切深 (mm)切削速度Vc (m/min) 1000n d Vc ⨯π⨯=主轴转速n (r/min) d1000Vc n ⨯π⨯=每转进给量f (mm/r) nVf f =进给速度Vf (mm/min)n f Vf ⨯=金属切除率Q (cm 3/min) 4Vc f d Q ⨯⨯=净功率P (KW) 310240kc d Vc f P ⨯⨯⨯⨯=扭矩M (Nm) n1030P M 3⨯π⨯⨯=以上公式中符号说明:d — 钻头直径 (mm)kc1 — 为前角γo=0、切削厚度hm=1mm 、切削面积为1mm 2时所需的切削力。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
s
23885 rpm
s=V c*10 00/3. 14* D
進給計算
s 23885 rpm
z
2刃
Fz 0.07 mm/刃
F 3343.9 mm/min.
F= s*z *F z
由不平衡量計算刀桿G值
VC = 切削線 速度
刀把重
0.4 kg
不平衡質 量
1.3 gmm
D=刀 具直徑
不平衡質 量
0.3412 gmm
不平衡量計算
刀把重
0.4 kg
不衡等級
2.5 G
平衡轉速 e 不平衡質 量源自36000 rpm0.6635
gmm/k g
0.2654 gmm
G=e*ω /1000
e=1000*G/ ω ω =2*3.14*n/ 60 U=e*m
由不平衡量計算轉速
不衡等級
2.5 G
轉速計算
Vc
300 mm/min.
D
4 mm
刀把重
0.4 kg
S=主 軸轉速
移除率計算 F Ae Ap
Q
Q= F*A e*A p/10 00
Ae = 切 削 寬 Ap = 切 削 深 Q= 鐵 屑 移 除 率
P=
e
0.8531
gmm/k g
最高轉速
36000 rpm
Z=刀 具刃數
切 削 功
率
旋轉體角速 度
2930.7 1/s
e
3.25 gmm/kg
移除率計算 3344 mm/min. 0.1 mm 0.1 mm
功率需求計算
F 3344 mm/min.
Ae
15 mm
Ap 0.5 mm
0.03 cc./min.
P 1.39 Kw
P=F *Ae *A p/1 800 0
Fz =每 刃切削 量
最高轉速 28000 rpm
旋轉體角速 度
3768 1/s
F=加 工進給 率
不衡等級 12.246 G
G = 平衡 品質 or 平 衡質量等 級
e = 質量重 心偏移量 (gmm/kg or um)
ω = 旋轉 體角速度 (1/s) n = 旋轉體 的轉速 (r/ min) U = 不平 衡質量 (gmm) m = 旋轉 體質量 Toolholder (kg)