直螺纹钢筋丝头加工尺寸
直螺纹套筒规范要求
钢筋直螺纹连接作业指导1. 剥肋滚压直螺纹加工采用钢筋剥肋滚丝机(型号:GHG40),先将钢筋的横肋和纵肋进行剥切处理后,使钢筋滚丝前的柱体直径达到同一尺寸,然后再进行螺纹滚压成型。
根据钢筋型号选择滚丝轮型号Φ20、Φ22为A25,Φ25、Φ28、Φ32为A30,Φ36为A35。
剥肋滚丝头加工尺寸应符合下表的规定。
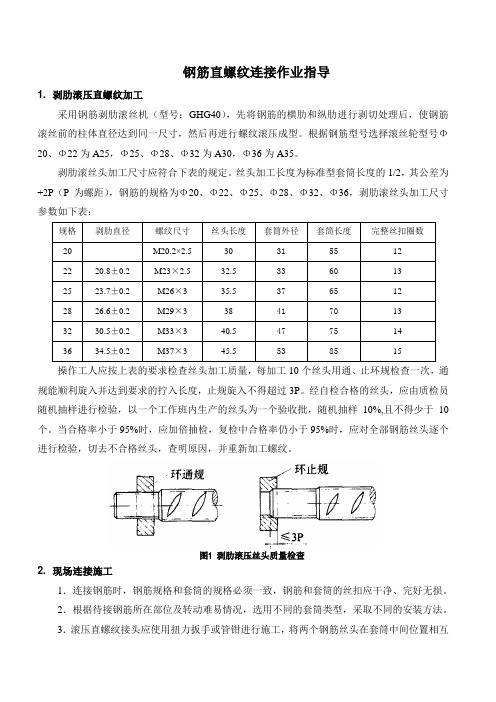
丝头加工长度为标准型套筒长度的1/2,其公差为+2P(P为螺距),钢筋的规格为Φ20、Φ22、Φ25、Φ28、Φ32、Φ36,剥肋滚丝头加工尺寸参数如下表:规格剥肋直径螺纹尺寸丝头长度套筒外径套筒长度完整丝扣圈数20 M20.2×2.5 30 31 55 1222 20.8±0.2 M23×2.5 32.5 33 60 1325 23.7±0.2 M26×3 35.5 37 65 1228 26.6±0.2 M29×3 38 41 70 1332 30.5±0.2 M33×3 40.5 47 75 1436 34.5±0.2 M37×3 45.5 53 85 15操作工人应按上表的要求检查丝头加工质量,每加工10个丝头用通、止环规检查一次,通规能顺利旋入并达到要求的拧入长度,止规旋入不得超过3P。
经自检合格的丝头,应由质检员随机抽样进行检验,以一个工作班内生产的丝头为一个验收批,随机抽样10%,且不得少于10个。
当合格率小于95%时,应加倍抽检,复检中合格率仍小于95%时,应对全部钢筋丝头逐个进行检验,切去不合格丝头,查明原因,并重新加工螺纹。
图1剥肋滚压丝头质量检查2. 现场连接施工1.连接钢筋时,钢筋规格和套筒的规格必须一致,钢筋和套筒的丝扣应干净、完好无损。
2.根据待接钢筋所在部位及转动难易情况,选用不同的套筒类型,采取不同的安装方法。
3.滚压直螺纹接头应使用扭力扳手或管钳进行施工,将两个钢筋丝头在套筒中间位置相互顶紧,接头拧紧力矩应符合规定。
钢筋直螺纹丝扣数表
钢筋直螺纹丝扣数表钢筋套丝加工及连接要求接头加工一、套筒技术参数套筒型号:¢28套筒尺寸:长度65±1.0;外径41±0.5;牙形角:750 ;螺距:3.0二、套丝技术要求参考套筒技术丝头长度为:34-37钢筋丝头宜满6f级精度要求。
三、丝头加工注意事项1、钢筋端部应切平或镦平为加工螺纹。
2、钢筋丝头长度应满足企业标准产品设计要求公差为3.0mm。
3、加工后接头必须干净光滑,不能出现变形螺纹、毛刺。
4、严格按套丝机说明书操作。
5、机器工作时保证安全,停转前禁止用手碰触刀具部位,注意用电安全。
四、套丝检测在套丝大量加工前先制作几件式试样用专用直螺纹量规检验,通规能顺利旋入并到达要求的拧入长度,止规旋入不得超过3p(p为螺距)。
检验合格后进行大批量制作。
批量检验套丝抽检数量为10%,检验合格率不应小于95%。
五、钢筋连接套筒丝扣钢筋连接套筒内部丝扣应该合格,首先丝扣要连贯,没有断扣问题,其次丝扣应均匀饱满,不能出现倒扣或者一边厚一边薄,另外丝扣要光亮,没有毛刺。
钢筋连接套筒的外观要均匀,不应该有黑皮。
钢筋连接套筒应该做到用螺纹通止规(塞规)检测通规能通过去,止规旋入不能超过3扣。
套筒钢筋直螺纹连接的优点:(1)抗拉强度高,达到或超过国标JGJ107-2016Ⅰ级接头的标准要求。
(2)对中性好,便于力的传导。
(3)施工作业方便,可全方位、全天候施工。
(4)可提前预制,缩短了工程总工期。
(5)价格便宜,降低了工程成本。
(6)无明火作业、无带电作业,属建设部推广产品。
(7)由于钢筋连接套筒是机械加工产品,质量稳定性(统一性)高。
钢筋直螺纹加工作业指导书

钢筋直螺纹加工作业指导书一、钢筋直螺纹丝头加工1.施工机具及检测仪器LBG-40型钢筋套丝机、切割机、环通规、环止规、游标卡尺、力矩扳手。
2.施工准备2.1.参与直螺纹施工旳人员必须进行技术培训, 经考核合格后方可持证上岗操作。
2.2、钢筋应先调直再加工, 切口端面要与钢筋轴线垂直, 端头弯曲、马蹄形严重旳要切去, 但不得用气割下料。
3.直螺纹套筒质量规定3.2.质量规定:(1)连接套表面无裂纹, 螺牙饱满, 无其他缺陷。
(2)光面塞规:通端量规能通过小径, 且止端量规不能通过。
(3)螺纹塞规:通规能顺利旋入套筒并抵达旋合长度, 止规从套筒端部旋入量不应超过3个螺距。
表2 钢筋丝头加工参数4.施工工艺4.1、工艺流程:确定套丝机位置→钢筋调直、切割机下料→丝头加工→丝头质量检查(套丝帽保护)4.2.钢筋丝头加工:(1)按钢筋规格所需旳调整试棒并调整好套丝头内孔最小尺寸。
(2)按钢筋规格及丝头加工不不不大于2023个时更换涨刀环, 并按规定旳丝头加工尺寸调整好剥肋直径尺寸。
(3)调整剥肋挡块及滚压行程开关位置, 保证剥肋及滚压螺纹旳长度符合丝头加工尺寸旳规定。
(4)钢筋丝头长度确实定, 确定原则:以钢筋连接套筒长度旳二分之一为钢筋丝扣长度, 由于钢筋旳开始端和结束端存在不完整丝扣, 初步确定钢筋丝扣旳有效长度见表2。
容许偏差为0~2P(P为螺距), 施工中按0~1P控制。
表 3 钢筋丝头检测5.1.加工钢筋螺丝纹时, 采用水溶性切削润滑液;5.2.钢筋应先调直再下料, 并采用砂轮切割机切断, 不得用气割、断筋机下料, 以保证切口端面平整并与钢筋轴线垂直, 无马蹄形或挠曲现象。
5.3、连接钢筋旳套筒必须用塑料盖封上, 以保证内部洁净、干燥、防锈。
5.4、钢筋直螺纹加工经检查合格后, 应戴上保护帽或拧上套筒, 以防碰伤和生锈。
钢筋在运送及寄存过程中不得取下保护帽。
5.5.操作工人应逐一检查钢筋丝头旳外观质量并作记录。
钢筋直螺纹连接丝头加工操作规程

钢筋直螺纹连接丝头加工操作规程
一、加工要求
1、钢筋接头加工人员必须经培训合格后方可上岗,并确保相对稳定。
2、严格进行工艺检验。
3、需加工套丝的钢筋必须采用带锯、砂轮锯或带圆弧形刀片的专用钢筋切断机进行切割,钢筋端部应平整。
4、需加工套丝的钢筋马蹄形缺口,镦粗头不得有与钢筋轴线相垂直的横向裂纹。
5、钢筋丝头长度应满足企业标准中产品设计要求,极限偏差应为0~2.0p。
6、钢筋丝头宜满足6f级精度要求,应采用专用直螺纹量规检验,通规应能顺利旋入并达到要求的拧入长度,止规旋入不得超过3p。
各规格的抽检数量不应少于10%,检验合格率不应小于95%。
7、螺纹丝头牙形饱满,无断牙。
二、工艺流程
钢筋断面平头→处理断面角刺头检测
三、丝头加工
1、按所需的钢筋规格调整试棒,并调整好滚丝机内孔最小尺寸。
2、按钢筋规格更换涨刀环,并按滚钉的丝头尺寸调整好剥助挡板的直径尺寸。
3、调整剥助挡板及滚压行程开关位置,保证剥助及滚压螺纹的长度符合丝头加工尺寸的规定。
4、丝头加工时必须使用水性润滑液,严禁使用油性润滑液。
5、丝头加工完成,检验合格后,必须使用专用的钢筋丝头或连接套筒对钢筋丝头进行保护,以防螺纹在钢筋搬动,运输过程中损坏或污染。
直螺纹钢筋加工丝头、套筒质量控制(标识标牌)

直螺纹钢筋加工丝头质量控制要求一、外观检查:牙型检验:牙型饱满,无断牙、秃牙缺陷,且与环规牙型吻合,齿面光洁。
牙顶宽超过 0.3P(P 为螺距 ) 的不完整螺纹累计长度不得超过 2个螺纹周长;标准型接头的丝牙有效螺纹长度应不小于1/2连接套筒长度,且允许误差+2P。
二、检查工具:通规、止规。
三、检查方法及频率:环通规应能拧入全部有效螺纹,环止规拧入不得超过 3P,加工工人应逐个目测检查丝头的加工质量,每加工 10 个丝头作为一批,用环规抽检一个丝头,当抽检不合格时,应用环规逐个检查该批全部 10 个丝头,剔除其中不合格丝头,并调整设备至加工的丝头合格为止。
自检合格的丝头,应由质检员随机抽样进行检验,以一个工作班内生产的钢筋丝头为一个验收批,随机抽检 10%,其检验合格率应不小于95 %,否则应加倍抽检,复检中合格率仍小于 95% 时,应对全部钢筋丝头逐个进行检验,合格者方可使用,不合格者应切去丝头,重新加工,重新检验。
钢筋机械连接套筒质量控制要求一、外观检查:1、套筒外表面可为加工表面或无缝钢管、圆钢的自然表面;2、应无肉眼可见裂纹或其他缺陷;3、套筒表面允许有锈斑或浮锈,不应有锈皮;4、套筒外圆及内侧倒角;5、套筒表面应有符合要求的标记和标志(厂家代号、可追溯原材料性能的生产批号)。
二、产品合格证与质量证明书提供原件的产品合格证及产品质量证明书,与套筒上的标记和标志对应检查。
三、检查工具:通端螺纹塞规,止端螺纹塞规。
内螺纹用专用的螺纹塞规检验,其塞通规应能顺利旋入,塞止规旋入长度不得超过3P(P 为一个螺距长度)。
四、检查方法及频率:表4-1钢筋机械连接用直螺纹套筒最小尺寸参数表表4-2圆柱形直螺纹套筒的尺寸允许偏差表4-3螺纹接头安装时的拧紧扭矩值4、抽检比例:外观检验应逐个进行,其余按检验批进行检验。
连续生产的套筒或锁母按照每1000个为一个检验批,每批按10%随机抽检,不足1000个也按一个检验批计算。
丝头加工尺寸规范
竭诚为您提供优质文档/双击可除丝头加工尺寸规范篇一:直螺纹丝头加工尺寸直螺纹丝头加工尺寸篇二:3#墩丝头加工标准(一)滚轧直螺纹丝头加工1、加工流程主塔竖向主筋设计为直径φ32mm,钢筋采用滚压直螺纹机械连接。
钢筋丝头螺纹滚轧加工工艺流程如下:2、准备工作(1)钢筋下料前,检查钢筋待加工端部是否顺直,如有弯曲应调直或将弯曲段切除。
钢筋下料时,须采用砂轮机切割,严禁采用气割或热加工方法。
钢筋切割面应平整并与钢筋轴线垂直,不得有马蹄形或扭曲,切割面端部边缘须用磨光机打磨光圆。
(2)滚压螺纹加工用滚丝机类型、加工速度、环境温度、电源电压波动范围等现场工作条件应符合技术文件要求。
使用的限位挡铁型号应与钢筋规格相同。
3、丝头加工(1)加工标准①标准丝头长度不得小于1/2连接套筒长度(75mm)或有效螺纹数量为11丝;加长型丝头长度不得小于连接套筒加锁母长度或有效螺纹数量为25丝。
丝扣长度允许误差为+2p(p为螺距3mm)。
牙顶宽度大于0.3p的不完整螺纹累计长度不得超过两个螺纹周长。
②丝头加工过程中要经常用螺纹环规检验:环规应能顺利旋入并达到要求的旋入长度,环止规旋入长度不得超过3p。
发现丝头不符合要求时应停止加工,查明原因并排除故障或调整后再继续加工。
③加工人员应逐个对丝头外观、外形和螺纹尺寸进行检查,丝头毛刺和端部边缘应用磨光机磨平。
加工完成并经自检合格的丝头用专用的钢筋丝头保护帽或连接套筒进行保护,防止螺纹被磕碰或被污染。
(2)质量控制措施①剥肋直螺纹丝头加工时先通过剥肋刀具将螺纹月牙剥掉,然后再通过滚压丝轮进行车丝,批量加工前调整好设备,直至钢筋丝头合格后方可批量生产。
②加工过程中应经常对剥肋刀头和滚压丝轮进行检查,。
直螺纹连接规范

直螺纹套筒施工规范1、剥肋滚丝头加工尺寸应符合Φ25,剥肋直径23.7±0.2、螺纹尺寸M26×3、丝头长度35、完整丝扣圈数≥9规定。
丝头加工长度为标准型套铜长度的1/2,其公差为+2P(P为螺距)。
2、操作工作应按下表的要求检查丝头加工质量,每加工10个丝头用通、止环规检查一次,经自检合格的丝头,应由质检员随机抽样进行检验,以一个工作班内生产的丝头为一个验收批,随机抽样10%,且不得少于10个。
当合格率小于95%时,应加倍抽检,复检中合格率仍小于95%时,应对全部钢筋丝头逐个进行检验,切去不合格丝头,查明原因,并重新加工螺纹。
滚压直螺纹接头用连接套筒,采用优质碳素结构钢。
连接套筒的类型有:标准型、正反丝扣型、变径型、可调型等。
滚压直螺纹接头用连接套筒的规格与尺寸应符合Φ25,螺纹直径M26×3、套筒外径39、套筒长度70的规定。
现场连接施工(1)、连接钢筋时,钢筋规格和套筒的规格必须一致,钢筋和套筒的丝扣应干净完好无损。
(2)、采用预埋接头时,连接套筒的位置、规格和数量应符合设计要求。
带连接套筒的钢筋应固定牢靠,连接套筒的外露端应有保护盖。
(3)、滚压直螺纹接头应使用扭力扳手或管钳进行施工,将两个钢筋丝头在套筒中间位置相互顶紧,接头拧紧矩应符合下表的规定。
扭力扳手的精度为±5%。
直螺纹钢筋接头拧紧力矩值(如图)(4)、经拧紧后的滚压直螺纹接头应做出标记,单边外露丝扣长度不应超过2P。
(5)、根据待接钢筋所在部位及转动难易情况,选用不同的套筒类型,采取不同的安装方法。
接头质量检验(1)、工程中应用滚压直螺纹接头时,技术提供单位应提交有效的型式检验报告。
(2)、钢筋连接作业开始前及施工过程中,应对每批进场钢筋进行接头连接工艺检验。
施工工艺检验应符合下列要求。
a、每种规格钢筋的接头试件不应少于3根。
b、接头试件的钢筋母材应进行抗拉强度试验。
c、3根接头试件的抗拉强度均不应小于该级别钢筋抗拉强度的标准值,同时尚应小于0.9倍钢筋母材的实际抗拉强度。
钢筋直螺纹规范
钢筋直螺纹规范
钢筋直螺纹规范主要包括以下几个方面:
1. 材料要求:钢筋直螺纹一般采用HRB400级别的钢材,其
力学性能要符合相关标准要求。
2. 直径和螺距:钢筋直螺纹规范中规定了不同直径的钢筋螺纹的标准直径和标准螺距,例如,地螺纹的标准直径为T10、
T13、T16等,标准螺距为2.5mm、3.0mm、3.5mm等。
3. 直螺纹的要求:直螺纹的形状、尺寸、螺纹深度等必须符合国家相关标准,螺纹之间应平行,且螺纹之间的距离应符合规范要求。
4. 规定长度和表面处理:钢筋直螺纹的长度应符合规范要求,并且表面要求光滑、无明显的缺陷和毛刺。
有些规范还要求直螺纹的两端要进行防锈处理,以保持钢筋的使用寿命。
5. 螺纹连接要求:钢筋直螺纹的连接应按照相关规范要求进行,包括螺纹的加工和连接的紧固力大小的控制等,以保证连接的可靠性。
钢筋直螺纹规范主要规定了钢筋直螺纹的材料要求、直径和螺距、螺纹形状和尺寸、长度和表面处理等要求,以保证钢筋直螺纹在建筑结构中的可靠性和安全性。