焊接术语摘录及角焊缝尺寸要求集锦
钢结构焊接英语术语大全
钢结构焊接英语术语大全以下是一些常见的钢结构焊接英语术语:1. Welding:焊接2. Weld:焊缝3. Joint:焊接接头4. Fillet weld:角焊缝5. Butt weld:对接焊缝6. Fillet size:角焊缝尺寸7. Throat thickness:鞍部厚度8. Penetration:焊透9. Welding position:焊接位置10. Welding procedure:焊接工艺11. Welding current:焊接电流12. Welding voltage:焊接电压13. Welding speed:焊接速度14. Shielding gas:保护气体15. Preheating:预热16. Post-weld heat treatment:焊后热处理17. Groove:槽口18. Bevel:坡口19. Backing strip:补强条20. Welding helmet:焊接面罩21. Welding electrode:焊接电极22. Welding rod:焊条23. Welding wire:焊丝24. Welding machine:焊接机器25. Welding procedure specification (WPS):焊接工艺规范26. Welding inspector:焊接检验员27. Defect:缺陷28. Porosity:孔隙29. Inclusion:夹杂物30. Undercut:侵彻31. Cracking:裂纹32. Slag:焊渣33. Welding consumables:焊接材料34. Arc length:电弧长度35. Arc voltage:电弧电压36. Arc blow:电弧偏转37. Weld quality:焊接质量38. Non-destructive testing (NDT):无损检测39. Visual inspection:目视检验40. Ultrasonic testing (UT):超声波检测41. Radiographic testing (RT):射线检测42. Magnetic particle testing (MT):磁粉检测43. Liquid penetrant testing (PT):渗透检测44. Welder qualification:焊工资格证书45. Welding symbol:焊接符号46. Tack welds:点焊缝47. Crater:焊缝尾部凹坑48. Back gouging:反刮槽49. Weld toe:焊接母材交线处50. Arc welding:弧焊希望对你有所帮助!。
焊接术语
焊接术语1、焊接:通过加压或加热,或两者并用,并且用或不用填充材料,使工件达到原子结合的方法称为焊接。
2、定位焊丝:焊前为装配和固定工件焊缝的位置而焊接的短焊丝。
3、焊前预热:某些钢材为了降低焊后冷却速度,避免生成淬硬组织,减少焊接应力,防止产生裂纹,焊前把焊件加热到一定温度,再进行焊接,这种方法称为焊前预热。
4、焊后热处理:焊后为改善焊接接头的组织和性能或清除残余应力,防止产生裂纹而进行的加热处理称为焊后热处理。
5、坡口:根据设计和工艺的需要将焊件的待焊区域加工并装配成一定几何形状的沟槽。
6、线能量:是指熔焊时,由焊接能源输入给单位长度焊丝上的能量。
7、焊接影响区:凡是焊丝俩侧受到焊接热源的影响发生组织性能变化的区域均层热影响区。
8、电弧:在两电极间的气体介质中,连续强烈的放电现象称为电弧。
9、电弧焊:就是借助于高温的电弧使焊条、焊件局部熔化,将两个分离的金属件,借助于原子的结合,连接成一个整体的过程。
10、手工电弧焊:焊条电弧焊是手工操作焊条进行焊接为电弧焊方法称为手工电弧焊。
11、埋弧焊:埋弧焊是焊丝作为熔电极送入焊接区形成电弧,电弧在焊剂下燃烧、熔化被焊金属,填充金属形成永久性接头的一种焊接方法。
12、钨极氩弧焊:钨极氩弧焊是要用钨棒作为电极,利用氩气作为保护气体进行焊接的一种气体保护焊方法。
13、二氧化碳气体保护焊:二氧化碳气体保护焊是利用CO2气体作为保护气体的一种熔化极气体保护焊的焊接法。
14、电弧长度:弧长为焊条直径的0.5-1倍称为短弧超过这个长度称长弧。
15、焊接进度:焊接速度是焊条沿焊接方向移动的速度。
16、气孔:气孔是在焊接过程中,溶入熔池金属中的气体在凝固以前未能来的及逸出,而在焊丝金属中(内部或表面)所形成的气穴。
17、夹渣:焊后残留在焊丝中的熔渣称为夹渣。
18、咬边:沿焊趾的用材部位产生的沟槽或凹陷即为咬边。
19、未焊透:焊接时接头根部未完全熔透的现象称为未焊透。
20、弧坑:弧坑是焊条电弧焊时,由于收弧不当,在焊丝末端形成的低于母材的低洼部分,也属于凹坑的一种。
焊接术语
Welding Special TermsI.焊缝位置标记---ISO6947板材对接(BW)焊缝: PA-平缝、PC-横焊、PE-仰焊、PF-立向上焊、PG-立向下焊板角接(FW)焊缝: PA-船形焊缝、PB-水平焊缝、PC-横焊、PD-半仰焊、PG-立向下管对接(BW)焊缝:PA、PC、PF、PG、H-L045(45℃立向上焊)、J-L045(45℃立向下焊)。
管角接(FW)焊缝:PA、PB、PC、PD、PE、PF、PGII.焊缝接头类型BW-对接接头FW-角接接头III.术语PWPS预焊接工艺规程WPS焊接工艺规程WPQR焊接工艺评定报告WPAR焊接工艺评定文件IV.字母及组合意义P-板、T-管、D-管外径、S-实心焊丝、t-板材、bs-双面焊、ss-单面焊、sl-单层焊、ml-多层焊、nm-不加填充材料、mb-加垫板、nb-不带熔池保护焊ng-背部不清根V.焊工考试标记例如:埋弧自动焊国际焊接操作工标记:ISO14732 121 P BW 1.2 s t16 PA bs ml gg t8~32二氧化碳气体保护焊国际焊工证标记:ISO9606-1 135 P FW PA 1.2 s ss ml t≥5手工电弧焊国际焊工证标记:ISO9606-1 111 P FW 1.2 t10 PB mlVI.焊接方法代号(EN ISO4063)111-手工电弧焊114-药芯焊丝电弧焊(自保护)121-丝极埋弧焊125-管状焊丝埋弧焊131-熔化极惰性气体保护焊(MTG)135-熔化极非惰性气体保护焊(MAG)136-管状焊丝非惰性气体保护焊141-钨极惰性气体保护焊(TIG)15-等离子弧焊311-氧乙炔焊VII.UNP槽钢IPE/B工字钢RHS矩形钢PL板SHS方管CHS圆管VIII.MT Magnetic UT Ultrasonic RT Radiographic PT PenetrateIX.Cut all items 下料/坡口Task 筒身Weld prep all items 焊前准备Cut tube materail 下料/坡口Tack weld 点焊Weld prep 焊接准备Weld 焊接Bend/roll 弯圆Clean polish 清理打磨Tack weld tubestogether组装点焊筒Weld test 焊接检验Weld tubes togther 焊接筒身Heat treatment 热处理cut flanges 切割法兰Shot blast 抛丸assemble to jig 装配到夹具Machining 机加工tackweld in jig 在夹具上点焊Laser examine 激光检测weld complete 焊接Shot blast 喷砂、喷锌Clean polish 清理打磨primer and middle painting 中间漆weld test 检验top painting 面漆Heat treatment 热处理inspect and repair painting 检验和修补Shot blast / primer 喷砂,底漆Inspect complete bedding 成品检查Machining 机加工Pack prep and pack 包装支架准备Laser examine激光检测Crated / Reay For Ship 准备装船Final Paint 面漆Ship Date to USA Inspect and Repair 检查打磨修补Inspect stand complete 成品检验Pack prep and pack 包装支架准备Crated / Reay For Ship 准备装船Ship Date to USA 上海港X.。
焊接焊缝要求标准

焊接焊缝要求标准
焊接焊缝的要求标准主要包括以下方面:
1. 尺寸要求:焊缝的尺寸应符合设计要求,包括焊缝的宽度、高度和长度等。
2. 形状要求:焊缝的形状应符合设计要求,如直线焊缝、曲线焊缝、角焊缝等。
3. 准确性要求:焊缝的位置和形状应准确无误,不能有偏差或错位。
4. 焊缝外观要求:焊缝表面应平整、光洁,无气孔、夹杂物、裂纹等缺陷,并且颜色应与母材一致。
5. 焊缝的力学性能要求:焊缝的强度、韧性、硬度等力学性能应符合设计和规范要求。
6. 焊工技能要求:焊工应具备相应的焊接技能和经验,能够按照要求进行正确的焊接操作。
7. 检验要求:焊缝应经过非破坏性检验或破坏性检验来验证其质量,以确保焊接的可靠性。
这些要求标准在不同的行业和国际或国内规范中可能有所不同,所以在实际应用中应根据具体情况确定适用的标准。
角焊缝相关术语定义及测量计算方法
角焊缝相关术语定义及测量计算方法
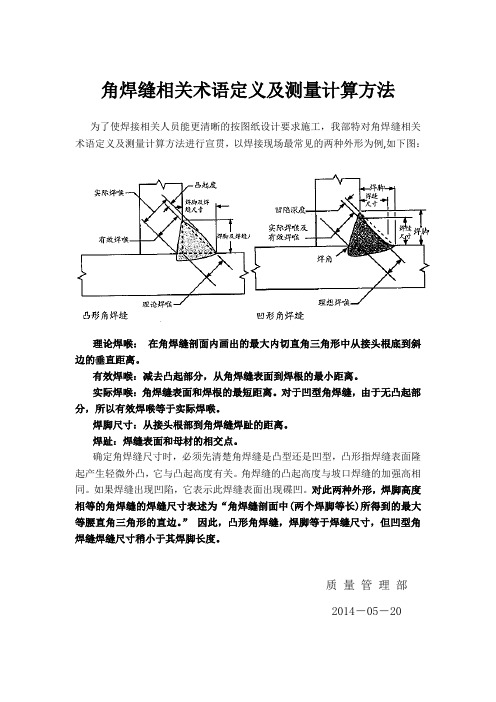
为了使焊接相关人员能更清晰的按图纸设计要求施工,我部特对角焊缝相关术语定义及测量计算方法进行宣贯,以焊接现场最常见的两种外形为例,如下图:
理论焊喉:在角焊缝剖面内画出的最大内切直角三角形中从接头根底到斜边的垂直距离。
有效焊喉:减去凸起部分,从角焊缝表面到焊根的最小距离。
实际焊喉:角焊缝表面和焊根的最短距离。
对于凹型角焊缝,由于无凸起部分,所以有效焊喉等于实际焊喉。
焊脚尺寸:从接头根部到角焊缝焊趾的距离。
焊趾:焊缝表面和母材的相交点。
确定角焊缝尺寸时,必须先清楚角焊缝是凸型还是凹型,凸形指焊缝表面隆起产生轻微外凸,它与凸起高度有关。
角焊缝的凸起高度与坡口焊缝的加强高相同。
如果焊缝出现凹陷,它表示此焊缝表面出现碟凹。
对此两种外形,焊脚高度相等的角焊缝的焊缝尺寸表述为“角焊缝剖面中(两个焊脚等长)所得到的最大等腰直角三角形的直边。
”因此,凸形角焊缝,焊脚等于焊缝尺寸,但凹型角焊缝焊缝尺寸稍小于其焊脚长度。
质量管理部
2014-05-20。
焊接术语
WeldingSpecialTermsI.焊缝位置标记---ISO6947板材对接(BW)焊缝:PA-平缝、PC-横焊、PE-仰焊、PF-立向上焊、PG-立向下焊板角接(FW)焊缝:PA-船形焊缝、PB-水平焊缝、PC-横焊、PD-半仰焊、PG-立向下管对接(BW)焊缝:PA、PC、PF、PG、H-L045(45℃立向上焊)、J-L045(45℃立向下焊)。
管角接(FW)焊缝:PA、PB、PC、PD、PE、PF、PGII.焊缝接头类型BW-对接接头FW-角接接头III.术语PWPS预焊接工艺规程WPS焊接工艺规程WPQR焊接工艺评定报告WPAR焊接工艺评定文件IV.字母及组合意义P-板、T-管、D-管外径、S-实心焊丝、t-板材、bs-双面焊、ss-单面焊、sl-单层焊、ml-多层焊、nm-不加填充材料、mb-加垫板、nb-不带熔池保护焊ng-背部不清根V.焊工考试标记例如:埋弧自动焊国际焊接操作工标记:ISO14732121PBWst16PAbsmlggt8~32二氧化碳气体保护焊国际焊工证标记:ISO9606-1135PFWPAsssmlt≥5手工电弧焊国际焊工证标记:ISO9606-1111PFWt10PBmlVI.焊接方法代号(ENISO4063)111-手工电弧焊114-药芯焊丝电弧焊(自保护)121-丝极埋弧焊125-管状焊丝埋弧焊131-熔化极惰性气体保护焊(MTG)135-熔化极非惰性气体保护焊(MAG)136-管状焊丝非惰性气体保护焊141-钨极惰性气体保护焊(TIG)15-等离子弧焊311-氧乙炔焊VII.UNP槽钢IPE/B工字钢RHS矩形钢PL板SHS方管CHS圆管VIII.MTMagneticUTUltrasonicRTRadiographicPTPenetrate。
焊接术语
Welding Special TermsI. 焊缝位置标记---ISO6947板材对接(BW)焊缝: PA-平缝、PC-横焊、PE-仰焊、PF-立向上焊、PG-立向下焊板角接(FW)焊缝: PA-船形焊缝、PB-水平焊缝、PC-横焊、PD-半仰焊、PG-立向下管对接(BW)焊缝:PA、PC、PF、PG、H-L045(45℃立向上焊)、J-L045(45℃立向下焊)。
管角接(FW)焊缝:PA、 PB、 PC、 PD、 PE、 PF、 PGII. 焊缝接头类型BW-对接接头 FW-角接接头III. 术语PWPS预焊接工艺规程 WPS焊接工艺规程 WPQR焊接工艺评定报告 WPAR焊接工艺评定文件IV. 字母及组合意义P-板、T-管、D-管外径、S-实心焊丝、t-板材、bs-双面焊、ss-单面焊、sl-单层焊、ml-多层焊、nm-不加填充材料、mb-加垫板、nb-不带熔池保护焊ng-背部不清根 V.焊工考试标记例如:埋弧自动焊国际焊接操作工标记:ISO14732 121 P BW 1.2 s t16 PA bsml gg t8~32二氧化碳气体保护焊国际焊工证标记:ISO9606-1 135 P FW PA 1.2 s ss ml t≥5 手工电弧焊国际焊工证标记:ISO9606-1 111 P FW 1.2 t10 PB mlVI. 焊接方法代号(EN ISO4063)111-手工电弧焊 114-药芯焊丝电弧焊(自保护) 121-丝极埋弧焊 125-管状焊丝埋弧焊 131-熔化极惰性气体保护焊(MTG)135-熔化极非惰性气体保护焊(MAG) 136-管状焊丝非惰性气体保护焊 141-钨极惰性气体保护焊(TIG) 15-等离子弧焊 311-氧乙炔焊VII. UNP槽钢 IPE/B工字钢 RHS矩形钢 PL板 SHS方管 CHS圆管VIII. MT Magnetic UT Ultrasonic RT Radiographic PT Penetrate。
焊缝术语解释
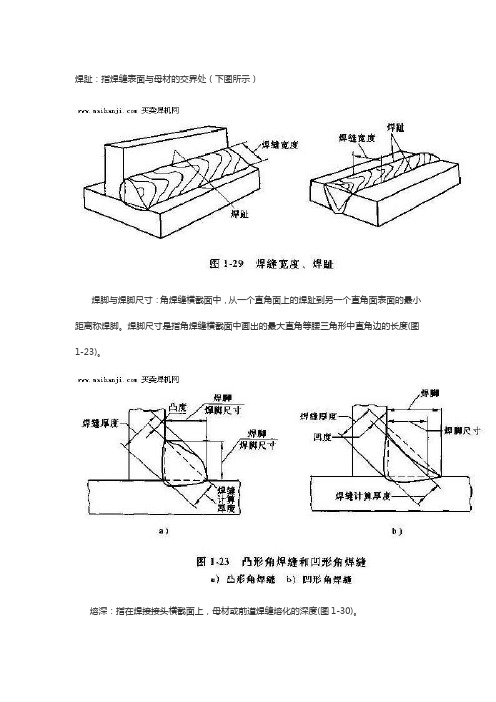
焊趾:指焊缝表面与母材的交界处(下图所示)
焊脚与焊脚尺寸:角焊缝横截面中,从一个直角面上的焊趾到另一个直角面表面的最小距离称焊脚。
焊脚尺寸是指角焊缝横截面中画出的最大直角等腰三角形中直角边的长度(图1-23)。
熔深:指在焊接接头横截面上,母材或前道焊缝熔化的深度(图1-30)。
焊缝成形系数:熔焊时,在单道焊缝横截面上焊缝宽度(B)与焊缝计算厚度(H)之比
(T=B/H)。
见图1-31。
余高:指超出母材表面连线上面的那部分焊缝金属的最大高度〔图1-32a)。
焊根:指焊缝背面与母材的交界处(图1-32b)。
焊缝轴线:指焊缝横截面几何中心沿焊缝长度方向的连线。
焊缝金属:指构成焊缝的金属,一般指熔化的母材和填充金属凝固后形成的那部分金属。
本文(视频)由人人机电网上商城制作、收集或整理,版权归作者所有,转载请注明出处。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
焊接术语摘录及角焊缝尺寸要求集锦
摘自DL/T5130-2001
9.2.4 角焊缝的尺寸应符合下列要求:
1、角焊缝的焊脚尺寸hf不得小于1.5t,t为较厚焊件厚度,但对自动焊,最小焊脚尺寸可减小1mm;对T形连接的单面角焊缝,应增加1mm。
当焊件厚度等于或小于4mm时,则最小焊脚尺寸应与焊件厚度相同。
2 、角焊缝的焊脚尺寸不宜大于较薄焊件厚度的1.2倍,但板件(厚度为t)边缘的角焊缝最大焊脚尺寸,尚应符合下列要求:
1) 当 t≤6mm时,h f≤t;
2) 当 t≥6mm时,h f≤t一(1~2)mm。
3)角焊缝的两焊脚尺寸宜相等。
当焊件的厚度相差较大,且等焊脚尺寸不能符合第1、第2项要求时,可采用不等焊脚尺寸,与较薄焊件接触的焊脚也应符合第2项的要求;与较厚焊件接触的焊脚边应符合第1项的要求。
摘自JGJ81-2002 《建筑钢结构焊接技术规程》
h f>8.0的角焊缝其局部焊脚尺寸允许低于设计要求值
1.0mm,但总长度不得超过焊缝长度的10%。
摘自GB50205-2001 《钢结构工程施工质量验收规范》
5.2.5 T形接头、十字接头、角接接头等要求熔透的对接和
角对接组合焊缝,其焊脚尺寸步应小于t/4,焊脚尺寸允许偏差0~4mm。