光亮硫酸盐镀镍
硫酸盐镀镍液分析

1.目的
指导作业,规范操作。
2.范围
适用于化验室工作人员。
3.镀液成分分析
①硫酸镍、氯化镍的分析
a.取镀液ImL置于250mL的锥形瓶中,加入lOOmL纯水。
b.加lOmL 1:I的氨水。
c.加入O.2g紫脲酸铵指示剂。
d.用O.Imol/L的EDTA标准溶液滴定,由棕色变为紫色为终点,记录其消耗的体积为Vl。
e。
另取ImL镀液置于250mL的锥形瓶中,加入lOOmL纯水。
f.加4滴4%铬酸钾指示剂。
g.用O.Imol/L的硝酸银标准溶液滴定,由白色沉淀刚转为砖红色沉淀为终点,记录其消耗的体积为V2。
氯化镍的含量=C2V2 237. 7/2 (g/L)
硫酸镍的含量=(cl Vl - C2 V2/2)X 262.s5(仁Iu
式中,C1为EDTA的浓度;V1为EDTA所消耗的体积;C2为硝酸银的浓度;V2为硝酸银所消耗的体积。
②硼酸的分析
a.电镀设备取镀液ImL置于250mL的锥形瓶中。
b.加纯水50mL。
c.加4g甘露醇摇匀溶解。
d.加入2滴溴甲酚紫指示剂。
e.用O.Imol/L NaOH标准溶液滴定,由黄色变为蓝绿色为终点,记录所消耗的体积为V。
更多电镀设备,详见。
光亮添加剂在硫酸盐电镀锌钢丝生产中的应用

光Hale Waihona Puke 亮 添 加 剂 在 硫 酸 盐 电 镀 锌 钢 丝 生 产 中 的 应 用
张体 群 , 陆 萍 , 周 宁雅 , 黄 华 江
( 州 钢 绳 股 份 有 限公 司 , 贵 州 贵 遵义 53 0 ) 60 0
摘
要
介绍采用硫锌 一 0或硫锌 一 0为光亮添加剂 的硫 酸盐 电镀 锌的生产工 艺参数 , 3 4 镀液各组 分的作用 , 镀液
Z A G T— u L i Z OU N n —a, A G H aj n H N i n, U Pn q g, H igy HU N u —a g i
( u h uWr Rp croa dC m ay Z  ̄i 60 0 hn ) G i o i oe no rt o p n , u y 5 30 ,C i z e I p e a
的维护 , 常见的故障处理和光亮添加剂在使用过程 中的注意事项 。给出光亮镀 锌工艺参数 : 酸锌为 40~ 5 / 硫 5 5 0g L, 硼酸为 2 3 L p 0— 0 ,H为 30~ . , . 5 0 镀液温度 1 O℃ , O一6 光亮 剂为 1 6—2 / 阴极 电流密度 l 4 / m 。 0mL L, O~ 5A d 和传统硫酸盐单盐镀 锌工 艺相比 , 光亮 电镀锌 工艺具 有成 分简 单 、 定易 维护 、 积速度 快 、 稳 沉 电耗 低 , 镀层细 致光 亮, 耐蚀 能力强等优点 , 适合生产表 面光 洁度要求 高的商品钢丝。
电镀镍液配方比例

电镀镍液配方比例电镀镍液是一种常用的电镀工艺,用于在金属表面形成一层均匀、光亮、具有良好耐腐蚀性的镍层。
电镀镍液的配方比例非常重要,可以影响到电镀效果的好坏。
下面将介绍几种常见的电镀镍液配方比例及其特点。
1. 硫酸镍液配方比例:硫酸镍液是一种常用的电镀镍液,其配方比例通常为:硫酸镍(一水) 200克/升、硫酸30克/升、硼酸10克/升、硫酸铜1克/升。
此配方比例下的硫酸镍液具有电镀速度快、镍层均匀、耐腐蚀性好的特点。
适用于金属制品的镀镍处理,如不锈钢、铜、铝等。
2. 氯化镍液配方比例:氯化镍液是一种常用的高速电镀镍液,其配方比例通常为:氯化镍(六水) 300克/升、氯化铵80克/升、硫酸10克/升、硼酸10克/升。
此配方比例下的氯化镍液具有电镀速度快、镍层光亮、硬度高的特点。
适用于对电镀速度要求高的金属制品,如汽车零部件、五金工具等。
3. 硫酸氯化镍液配方比例:硫酸氯化镍液是一种常用的电镀镍液,其配方比例通常为:硫酸镍(六水) 200克/升、氯化铵30克/升、硫酸10克/升、硼酸10克/升。
此配方比例下的硫酸氯化镍液具有电镀速度适中、镍层光亮、均匀的特点。
适用于对电镀速度和镀层质量要求较为平衡的金属制品,如家具五金、电子零件等。
4. 硫酸镍-硫酸铵液配方比例:硫酸镍-硫酸铵液是一种常用的电镀镍液,其配方比例通常为:硫酸镍(六水) 200克/升、硫酸铵 30克/升、硫酸 50克/升、硼酸 10克/升。
此配方比例下的硫酸镍-硫酸铵液具有电镀速度适中、镍层厚度均匀的特点。
适用于对电镀厚度要求较高的金属制品,如机械零部件、金属模具等。
通过以上几种电镀镍液配方比例的介绍,可以看出不同的配方比例会影响到电镀镍液的性能和应用范围。
在实际应用中,需要根据具体的镀层要求和金属材料选择合适的电镀镍液配方比例。
此外,还需要注意电镀参数的控制,如温度、电流密度等,以保证良好的电镀效果。
电镀镍液的配方比例是影响电镀效果的重要因素之一。
硫酸盐型光亮纯锡电镀添加剂特性
硫酸盐型光亮纯锡电镀添加剂哪家好?ASN-168属于硫酸盐型光亮纯锡电镀工艺,适用于滚镀、挂镀。
本工艺采用先进独特的电镀添加剂,可以在很宽的操作温度范围内,获得均匀的光泽纯锡镀层。
本工艺获得的纯锡镀层中有机物含量极少,具有极其优异的可焊性能,被广泛应用于电子电镀工业领域,适用于线路板、铜排、IC三极管、LED支架、四方针、铜带、端子等精密电子产品电镀。
➢ASN-168硫酸盐型光亮纯锡电镀工艺特性1.镀液稳定,容易控制。
2.阳极溶解均匀,锡离子稳定。
3.出光速度快,电镀效率高,电流范围特宽。
4.深镀能力与整平性优良,光亮范围宽。
5.镀层结晶细致光亮,长时间储存仍可保持极佳的焊锡性及抗蚀性。
➢ASN-168硫酸盐型光亮纯锡电镀工艺设备要求镀槽 PVC、PE、PP或耐酸玻璃纤维衬里的不锈钢槽(使用前应用5%的硫酸清洗)。
整流器直流输出电压为6V,最大波纹系数为5%。
阳极至少含99.99%纯锡做阳极,阳极钩用钛材或覆Monel,阳极袋用PP或Dynel。
温控镀液温度必须维持在建议范围内。
加热/冷却可用Teflon、铅或钛材料制造。
搅拌挂镀要用阴极移动,速度为1.5~3.0 m/min。
过滤挂镀必须过滤,用10μm 的PP或Dynel滤芯,不能用滤纸或纤维素过滤。
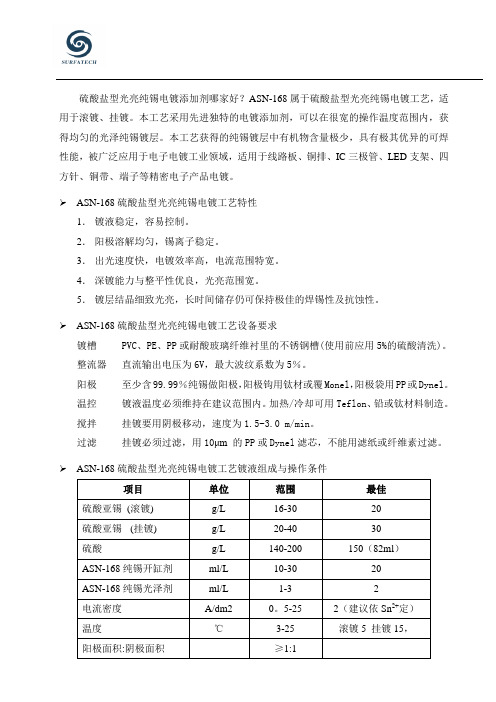
➢ASN-168硫酸盐型光亮纯锡电镀工艺镀液组成与操作条件项目单位范围最佳硫酸亚锡(滚镀) g/L 16-30 20硫酸亚锡(挂镀) g/L 20-40 30硫酸g/L 140-200 150(82ml)ASN-168纯锡开缸剂ml/L 10-30 20ASN-168纯锡光泽剂ml/L 1-3 2电流密度A/dm2 0。
5-25 2(建议依Sn2+定)温度℃3-25 滚镀5 挂镀15,阳极面积:阴极面积≥1:1➢ASN-168硫酸盐型光亮纯锡电镀工艺镀液配制1.往经彻底清洗的镀槽中注入1/3的纯水。
2.在搅拌下,加入计算量的硫酸。
3.待温度降至30度在搅拌下加入计算的硫酸亚锡。
硫酸盐镀锡(硫酸盐无光亮镀锡和光亮镀锡工艺规范)

(4)稳定剂 镀液不稳定、易浑浊是硫酸盐镀锡的主 要缺点。如果不加稳定剂,镀液在使用或放置过程中,颜 色逐渐变黄,最终发生浑浊、沉淀。镀液混浊后,镀层光 泽性差、光亮区窄、可焊性下降,难以镀出合格产品;且 该混浊物呈胶体状态,难以除去和回收,导致锡盐浪费。 镀液混浊的原因相当复杂,一般认为主要是镀液中Sn4+离 子的存在及其水解的结果。即Sn4+离子浓度达到一定值时, 将发生水解反应:
早期,光亮镀锡Байду номын сангаас的获得是将暗锡镀层经232℃以上“重 熔”处理。从20世纪20年代起人们就开始探索直接光亮电镀 锡的方法,但直到1975年英国锡研究会采用了以木焦油作为 光亮剂,才为光亮镀锡工业化奠定了基础。近年来,镀锡光 亮剂的研究很活跃,性能优良的添加剂不断涌现,我国在这 方面的研究也取得了较大的进展。
8
9
上述结构通式中的Rl、R2、R3,和R4分别代表不同的取代基。 对同一结构,改变R,可以得到多种不同的有机化合物,它 们都有一定的增光作用。主光亮剂大多不溶于水。
b.辅助光亮剂 实验证明仅仅使用主光亮剂并不能获得 高质量的光亮镀层,需要同时添加脂肪醛和不饱和羰基化合 物,如甲醛、乙二醛、苄叉丙酮、丙烯酸、异丁烯酸、丙烯 酰胺等。这些添加剂称为辅助光亮剂,能与主光亮剂一起协 同作用,使晶粒细化,有增光作用。
15
(5) 其它添加剂 目前仍有不少产品使用无光亮酸性镀锡。 该类镀液多选择明胶、β-萘酚、甲酚磺酸等为添加剂,以使镀 层细致、可焊性好。
萘酚起提高阴极极化、细化晶粒、减少镀层孔隙的作用。 由于这类添加剂是憎水的,含量过高时会导致明胶凝结析出, 并使镀层产生条纹。
明胶主要作用是提高阴极极化和镀液分散能力、细化晶粒。 与β-萘酚配合时有协同效应,使镀层光滑细致。明胶过高会降 低镀层的韧性及可焊性,故镀锡层要求高可焊性时不应采用明 胶,即使普通无光亮镀锡溶液,明胶的加入量也要严加控制。
光亮硫酸盐镀镍

光亮硫酸盐镀镍一、工艺规范:硫酸镍:NiSO4 ·7H2o 280g/L.氯化镍:N icl2·6H2O 60g/L硼酸:H3BO3 45g/l温度:50~60CP H值: 4.0~4.4D K:3~8A/dm2柔软剂:5~10ml/l光泽剂:0.3ml/l搅拌方式:空气搅拌过滤方式:连续过滤阳极:镍板或镍块作用:1、硫酸镍:主盐提供镀层所需之Ni2+,含量高沉积速度快,量低镀层结晶细致,但高区易烧焦。
2、氯化镍:活化剂能提高溶液的导电性,增加镀液的极化度,使镀液的分散能力改善。
量高时,会引起阳极过腐蚀,产生大量阳极泥使镀层粗糙形成毛刺;含量低,阳极易钝化。
3、硼酸:PH值缓冲剂,镀镍时由于氢离子在阳极的放电作用,会使镀液的PH值逐渐上升。
当PH值过高时,阳极周围的氢氧根会以金属氧化物的形式夹杂在镀层中,使镀层的外观和机械性能恶化。
加入硼酸后,因硼酸在水溶液中离解出氢离子,对镀液的PH起缓冲作用,使镀液PH值相对稳定。
硼酸含量低,缓冲作用差,PH值不稳定。
如含量太高,因硼酸的溶解度小,易形成结晶析出,造成毛刺和成本浪费。
4、温度:提高温度,可以使镍离子向阳极扩散速度加快,使阳极附近的浓度差极化降低,所以能提高电流密度,使镀层沉积速度加快。
如温度过高,易造成镍盐水解,尤其是镀液中铁杂质较多时,水解产生的氢氧化铁会使镀层产生针孔毛刺,应特别注意。
如温度过低,镀层光亮范围窄,同时亮度也差,当电流稍高时即易烧焦。
5、PH值:一般情况下亮镍的PH值控制在4.0~4.4之间,因为在这样的PH值条件下,如PH值过低,H+将参与在阳极放电,使镀镍的阴极电流效率降低,镀层易产生针孔;PH过高,呈混浊,使氢氧化物夹杂在镀层内,使其机械性能下降。
不合格镍镀层之退镀方式:一、金属件:1.钢铁件:氰化钠:70g/l防染盐:70g/l氨水:适量温度:70~80°C时间:退完为止*注意:此退镀剧毒,必须通风良好,操作人必须戴好口罩、手套、护目镜及围裙、水鞋。
几种环保实用的镀镍光亮剂

初级光亮剂的分子中大多含有芳香磺酷基 (Ar S02 -)特征官能团,它们都是有机含硫化合物,如糖
精 (8SI ,邻磺酷苯酌亚肢纳)和二苯磺酷基亚磺酸 (881) 是最常用的初级光亮剂 。 其作用为 ①使镀层晶
粒明显 细化 ,从 而产生光亮,光亮比较均匀,能扩大
光亮电流密度范围,但单独使用时不能产生全光亮镀 层。 ② 使镀层呈现压应力,平衡次级光亮剂的张应
的有 :
乙烯磺酸锅、苯乙烯磺酸铀、烯丙基磺酸铀、
烯丙基磺酸腔、丙快磺酸铀等。其作用主要有 ·①加
快出光速度。 ②提高镀液的整平能力。③改善镀液的
光亮覆盖能力,减少针孔。 ④极强的走位能力和低电
流区的光亮作用。⑤吸附在活阴极性位置,降低次级
光亮剂的消耗。
2
镀镰光亮剂的作用机理
光亮剂在电镀镇过程中的作用机理比较复杂,可
PTSA( 对甲苯磺酸胶)
0.1 g/L 0.2 g/L 0.5g/L
BSI
BSS(苯亚磺酸纳)
BOZ(1 ,4-丁烘二醇)
SAS
200 g/L 50 g/L 100 mUL
PHP HPSS
80 g/L 40 g/L
EHS( 瓷乙基磺酸纳)
SAS(烯丙基磺酸纳)
SOB(芳香族磺酸盐)
甲酸
刊h 协 m 4 啥叫 机 挖〕 川 盯 被 " 2 口 仁沼 z
RCOO- 、 RN=NR 等活性基团。一方面,有的在阴极
由上式可知 : 影响晶核形成速度的电化学因素主
吸附并还原,形成的硫化物与镇离子一起沉积到镀层
中,沉积的硫化物增加了镀层的脆性和耐蚀性,硫元
素具有半导体电子传导特性,增强了晶体间电子的流
硫酸盐溶液电镀锌镍合金工艺
硫酸盐溶液电镀锌镍合金工艺作者:孟宁辉谭权石小鹏来源:《科教导刊》2011年第33期摘要近几年来有大量文献报道锌镍合金镀层,①②③④⑤⑥锌镍合金镀层以其优异的抗蚀性能而引起人们的广泛关注。
本文论述了硫酸盐电镀溶液组成及工艺条件,探讨了三乙醇胺对镀层的影响。
采用盐雾箱试验检测镀层性能,结果表明锌镍合金镀层耐腐蚀性能比纯锌镀层强。
关键词锌镍合金电镀硫酸盐溶液耐腐蚀性中图分类号:TQ153文献标识码:A0 前言锌镍合金镀层,是一种高耐蚀低氢脆的优良镀层,特别适用于高温高湿及海洋性气氛条件,高强钢和弹性零件上电镀。
目前,已有充分试验数据证明含Ni为8%~15%的锌镍合金镀层的耐腐蚀性比相同厚度的镀锌层高出六倍。
⑦因此可以代替锌镀层用于要求耐腐蚀性高的零部件上,也可以代替镉镀层,不仅能保证耐腐蚀性能,而且污染小。
另外它还具有优良的物理特性如硬度高、焊接性好、镀液简单等。
所以锌镍合金镀层作为提高锌镀层保护能力的镀层具有广阔的发展前景。
1 实验本实验在恒电流密度条件下,采用3mm 厚的铁板做阴极,DSA不溶性钛板做阳极,阴极铁板放于实验用镀槽中间,阳极钛板对称地放于铁板两端进行电镀。
1.1 铁板处理工序⑧1.1.1 有机溶剂除油常用的有机溶剂有汽油、乙醇、三氯乙烯、四氯化碳等。
将铁块浸入上述有机溶剂中5~10分钟。
1.1.2 化学除油化学除油溶液组成及操作条件见表1表11.1.3 强腐蚀强腐蚀溶液组成及操作条件见表2表21.1.4 弱侵蚀弱侵蚀溶液组成及才做条件见表3表3处理后的铁板用蒸馏水洗后才能入槽开始电镀。
1.2 镀液配方及操作条件镀液用蒸馏水配制,试剂为分析纯。
电镀完毕后,取出阴极铁板用水冲洗,再放入烘箱中干燥。
1.3 镀层性质镀层为光亮的银白色,致密,与基体的结合力好,厚度均匀(约7um)。
电流效率高,深镀能力较强。
2 结果与讨论2.1 三乙醇胺对镀层理化性质的影响本实验中三乙醇胺对镀层理化性质的影响是通过改变镀液中三乙醇胺的浓度来实现的,如表4。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
光亮硫酸盐镀镍
一、工艺规范:
硫酸镍:NiSO4 ·7H2o 280g/L.
氯化镍:N icl2·6H2O 60g/L
硼酸:H3BO3 45g/l
温度:50~60C
P H值: 4.0~4.4
D K:3~8A/dm2
柔软剂:5~10ml/l
光泽剂:0.3ml/l
搅拌方式:空气搅拌
过滤方式:连续过滤
阳极:镍板或镍块
作用:
1、硫酸镍:主盐提供镀层所需之Ni2+,含量高沉积速度快,量
低镀层结晶细致,但高区易烧焦。
2、氯化镍:活化剂能提高溶液的导电性,增加镀液的极化度,
使镀液的分散能力改善。
量高时,会引起阳极过腐蚀,产生大量阳极泥使镀层粗糙形成毛刺;含量低,阳极易钝化。
3、硼酸:PH值缓冲剂,镀镍时由于氢离子在阳极的放电作用,
会使镀液的PH值逐渐上升。
当PH值过高时,阳极周围的氢氧根会以金属氧化物的形式夹杂在镀层中,使镀层的外观和机械性能恶化。
加入硼酸后,因硼酸在水溶液中离解出氢离子,对镀液的PH起缓冲作用,使镀液PH值相对稳定。
硼酸含量低,缓冲作用差,PH值不稳定。
如含量太高,因硼酸的溶解度小,易形成结晶析出,造成毛刺和成本浪费。
4、温度:提高温度,可以使镍离子向阳极扩散速度加快,使阳
极附近的浓度差极化降低,所以能提高电流密度,使镀层沉积速度加快。
如温度过高,易造成镍盐水解,尤其是镀液中铁杂质较多时,水解产生的氢氧化铁会使镀层产生针孔毛刺,应特别注意。
如温度过低,镀层光亮范围窄,同时亮度也差,当电流稍高时即易烧焦。
5、PH值:一般情况下亮镍的PH值控制在4.0~4.4之间,因为
在这样的PH值条件下,如PH值过低,H+将参与在阳极放
电,使镀镍的阴极电流效率降低,镀层易产生针孔;PH过高,呈混浊,使氢氧化物夹杂在镀层内,使其机械性能下降。
不合格镍镀层之退镀方式:
一、金属件:1.钢铁件:氰化钠:70g/l
防染盐:70g/l
氨水:适量
温度:70~80°C
时间:退完为止
*注意:此退镀剧毒,必须通风良好,操作人必
须戴好口罩、手套、护目镜及围裙、水鞋。
2.铜件:防染盐:60g/l
硫酸:60ml/l
硫氰酸钾:0.5~1g/l
温度:80~95˚C
时间:退至表面层深棕色为止。
去膜:氰化钠溶液30g/l.时间至表面棕色膜去掉
为止。
*注意:工件退镀进去膜液前须洗干净,以防酸与氰化钠反应生成氰氢酸气体,而导致对人体有害(
0.1g即可造成人死亡)
3.塑件:硫酸:60ml/l
双氧水:120ml/l
温度:室温
时间;退完为止
镀液各成分之分析方式:
1、硫酸镍:
A、所需试剂
1)、0.1molEDTA
2)、紫脲酸铵指示剂(紫脲酸铵:氯化钠=1:100)
3)、PH=10氨水缓冲液
B、测定方式
准确取镀液1ml于250ml锥形瓶内,加水50ml,加入PH=10氨水缓冲液10ml,加入紫脲酸铵指示剂适量,(注意:如过多则终点不够明显),用0.1molEDTA溶液滴定,溶液由黄色变为紫红色为终点。
所
消耗量为V。
V1×M1×280.8
计算方式:硫酸镍g/L=
所取镀液毫升数
注:1)、因镀液内有氯化镍存在,所以必需减掉氯化镍含量方为硫酸镍含量。
2)、终点时,滴定速度应减慢,否则结果会偏高。
2、氯化镍
1)、试剂:0.1N硝酸银溶液(17g/l)铬酸钾饱和溶液
2)、分析方法:
准确吸取镀液1ml与250ml锥形瓶内,加水50ml加铬酸饱和溶液3~5滴,以0.1N硝酸银溶液滴定最后一硝酸银使生成白色沉淀略带淡色为终点。
3)、
计算:
V2×N2×118.9
氯化镍g/l=
所取镀毫升数
硫酸镍g/l=V1×M1×28.08-V2×N2×11.89×1.18
3\ 硼酸:
1)、试剂:饱和亚铁氰化钾甘露醇0.1%酚酞指示剂0.1N
氢氧化钠
2)、测定方式:
移取1ml原液,加水50ml,加8ml饱和亚铁氰化钾溶液,加
4g甘露醇.摇匀1分钟,加入0.1%酚酞指示剂7滴.以0.1N
NaOH滴至蓝灰色为终点。
记录滴定毫升数V。
3)、计算:
硼酸g/l=VNaOH×NNaOH×61.8
亮铜工艺规范
一、工艺条件范围最佳
硫酸铜180~220g/l 200g/l
硫酸60~75g/l 65g/l
867Mu 5~10ml/l 7ml/l
867A 0.5~0.6ml/l 0.6ml/l
867B 0.3~0.4ml/l 0.3ml/l
Dk 3~6A/dm24A/dm2
T 20~35ºC 25ºC
搅拌强烈空气搅拌
过滤连续过滤Cl- 60~80mg/l
阳极磷铜阳极(磷0.04~0.06%)
二、作用
1、CuSO4 ·5H2O 主盐提供Cu2+,含量高,电流密度上限高、
镀层光亮及整平性好。
含量过高时镀层粗糙,甚至结晶
造成阳极钝化,电流密度下降。
含量低,镀层的光度下
降,所以CuSO4 ·5H2O应控制在规定范围内。
2、H2SO4 提高镀液的导电性能,防止Cu盐水解,使镀层
结晶细致,含量高,分散能力和覆盖能力好。
含量过低亮度降低,阳极极易钝化。
同时硫酸含量高会导致CuSO4溶解度小而使其析出结晶,影响镀层质量。
3、Cl—适量的Cl—可提高镀层的亮度整平性,过低有树枝
状条纹、麻点;过高亮度及整平性均不好。
4、温度过高的温度可造成光亮剂分解加快且亮度及整平
性变差。
温度过低造成硫酸铜结晶析出。
5、MV 开缸剂顾名思义为开缸时所加,又名建浴剂平时消
耗量不大只有在温度高时自动分需补充,其它基本少消耗。
作用是:
1、其为光亮剂载体与光亮剂合用会获得高光亮整平镀层,本身呈半光亮状态,镀层细致光滑。
2、分散作用,主要在低区使其均匀一致。
过高产生条纹,带白雾状,过低整平及亮度均不好(尤其在低区)。
6、A 光亮剂主要起光亮作用单独使用亮度及整平性均差,过高降低镀层的整平性,产生倒光作用。
7、B 调整剂增加整平性,与A剂比例适当时光亮及整平良好,单独使用无光亮效果。
过高,高区易出现麻纱。
且影响与后继结合力;过低,镀层整平性差。
镀液出现故障须进行处理是常规,但我们应防止镀液出现故障,这就必须在日常操作中注意维护镀槽,使其尽可能地不出现故障或减少故障发生频率。
现分成两个方面来加以维护。
即:A日常镀液技术管理维护;B日常操作管理维护。
A:1、定期分析镀液成分(每天分析一次),保证镀液成分在规定范围内。
2、操作人员定专人负责,(定岗定位),若发现成分偏高或偏低,
应及时采取措施,找出其变化的原因迅速纠正。
3、原材料检验,不合格之原材料不准直接加入镀液。
4、哈氏片每日检查3次以上,光剂以少加勤加为原则,不可
加过量。
5、定期翻槽清理槽中杂质,检查极袋有无破损,并予以更换
(每半月翻槽一次,每月翻槽清理一次)。
6、定期补充阳极(磷铜板或磷铜角)。
B:1、检查相应设备有无正常运作,(整流器、滤机、鼓风、冷冻机等)。
2、保证温度在工艺范围内(20-30℃)。
3、保证阴阳极导电良好,阳极足够。
4、检查液面是否清洁,并作处理。
5、镀液保证连续过滤,且保证滤机内滤芯按正常要求位置安装。
6、杜绝脏物进入镀液,擦洗极杆时应注意其粉末不得掉入镀液。
7、不良之挂具(退铬未干净,破损严重,未挂满)不得入槽电镀。
8、工件入槽前,必须经2级水洗,且其必须为干净的流动水。
9、经常清洗滤机(定期)保证滤芯之清洁,并必须按正确方式安
装滤芯。
10、机台、槽边保持清洁干净,不得有灰尘及结块。
11、保证导电部分导电良好,挂具头用铬酸退干净,以免因导电
不良造成工件上镀层溶解。
铜层不良退除方式(化学法):适用范围
A.铁件、间硝基苯磺酸钠:70g/l 铁件单镀铜
氰化钠:70g/l 或铜镍复合
氨水:70ml/l 镀层
T :40~80℃
Time :退完为止。
2、浓硝酸:1000ml/l 适用范围
氯化钠:40-45g/l 铁上单镀铜
T : 40-80℃或镍复合镀
Time :退净为止层
3、铬酐:400g/l 铁上单镀铜层
硫酸:50g/l
T :室温
Time :退净为止
B.塑件:1、硝酸:300-500ml/l 铜或铜镍复合
T :室温镀层(注意温
Time :退净为止度易腐蚀)
2、硫酸:50-100ml/l
过氧化氢:100-200ml/l 同上
温度:室温(温度最高不得超过65℃)
时间:退净为止。