浅谈两级厌氧处理中药废水的试验
两级厌氧处理有机氮废水及去除氨氮研究的开题报告

两级厌氧处理有机氮废水及去除氨氮研究的开题报告题目:两级厌氧处理有机氮废水及去除氨氮研究摘要:本研究旨在探讨两级厌氧处理有机氮废水,并去除其中的氨氮。
本研究使用厌氧反应器进行实验,其中第一阶段为初级厌氧处理,第二阶段为高强度生物反应器实现氨氮去除。
对于不同有机氮废水的处理效果进行了研究及分析,分析了废水处理效率和剩余总氮、氨氮的含量等指标,并对反应器中微生物群落进行细致的分析,探究厌氧反应器中微生物群落结构的变化和氮转化机制。
研究内容:1. 确定两级厌氧反应器的操作条件及废水进入反应器的条件和方式。
2. 研究初级厌氧反应器对不同有机氮废水的处理效果,分析处理效率和废水中剩余总氮、氨氮的含量。
3. 探究初级厌氧反应器中微生物群落结构的变化及厌氧菌的功效。
4. 研究高强度生物反应器的设计及对氨氮的去除效果,进一步探究厌氧反应器中氮转化的机制。
5. 对实验结果进行分析,提出问题,并针对研究问题提出解决方案。
6. 讨论研究结果对有机氮废水处理技术的促进作用和应用前景。
计划进度:第一阶段:调研和文献综述(1个月)第二阶段:确定实验操作条件和建立初级厌氧反应器(2个月)第三阶段:对不同有机氮废水进行初级厌氧处理实验(3个月)第四阶段:建立高强度生物反应器实现氨氮去除(2个月)第五阶段:对实验结果进行分析和讨论,并提出改进方案(2个月)第六阶段:完成论文撰写(2个月)预期成果:1. 确定两级厌氧处理有机氮废水及去除氨氮的技术条件。
2. 分析实验结果、提出解决方案、并对有机氮废水处理技术的促进作用和应用前景进行讨论。
3. 发表具有学术价值的科研论文。
两相厌氧处理工艺的研究与应用讲解

两相厌氧处理工艺的研究与应用讲解厌氧处理是一种利用厌氧细菌在无氧条件下降解有机废物的处理工艺。
相对于好氧处理,厌氧处理有许多优势,比如对含高固体物质的废物适应性更强,生化反应速度快,产生的淤泥量少等。
现阶段,厌氧处理主要应用在以下两个方面:1.生物质废物处理:生物质废物是一种常见的有机废物,包括农业废物、农作物秸秆、木材废料等。
对于这些废物,传统的处理方法包括焚烧、填埋等,但这些方法存在能源消耗大、环境污染等问题。
厌氧处理可以将生物质废物转化为沼气,既能够实现能源回收,又可以减少环境污染。
此外,一些研究还发现,通过厌氧处理,可以将生物质废物中的有机碳稳定存储在底泥中,进一步减少碳排放。
2.有机废水处理:有机废水包括生活污水、工业废水等,其中含有大量的有机物质。
传统的废水处理方法往往采用好氧处理,但对于含有高浓度有机物的废水来说,好氧处理存在氧气供应困难、处理周期长等问题。
厌氧处理则通过利用厌氧细菌对有机物的降解,降低了处理投资和运营成本。
此外,厌氧处理还能够产生沼气,可以用作能源供应或发电。
在厌氧处理工艺的研究方面,主要有以下的关键问题:1.反应器类型选择:厌氧反应器的类型有很多,如厌氧污泥床反应器(UASB)、厌氧接触氧化反应器(IC)等。
研究需要考虑废物的特性,选择合适的反应器类型。
2.菌群调控:厌氧细菌的群落结构和种类对厌氧处理效果有很大影响。
研究人员需要研究不同条件下厌氧细菌的生态环境,调控菌群的组成,以提高处理效果。
3.工艺参数优化:在厌氧处理过程中,参数如温度、pH值、氧化还原电位等都会影响有机物降解效率。
研究人员需通过实验和模拟,优化工艺参数以提高处理效果。
最后,厌氧处理工艺在实际应用中还需要解决以下问题:1.臭气和污泥处理:厌氧处理过程中会产生臭气和淤泥。
臭气的处理需要考虑对臭气的收集、处理和利用。
对于淤泥的处理则需要思考如何处理废弃淤泥以减少环境污染。
2.运营成本降低:厌氧处理工艺虽然具有许多优势,但其运营成本相对较高。
两相厌氧工艺处理化学合成类制药废水试验研究
11 30
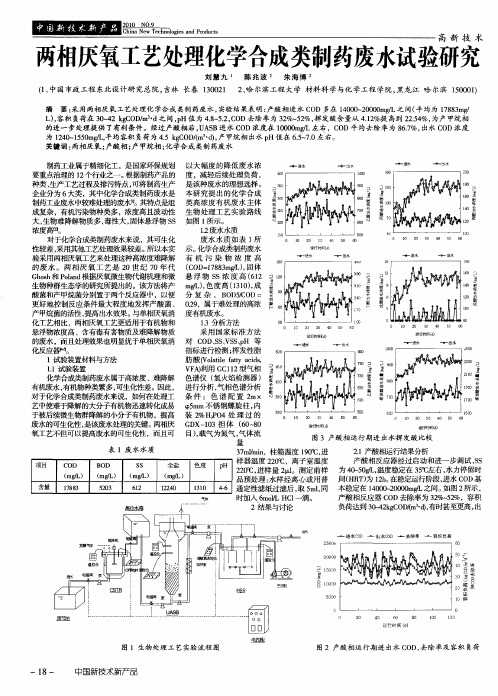
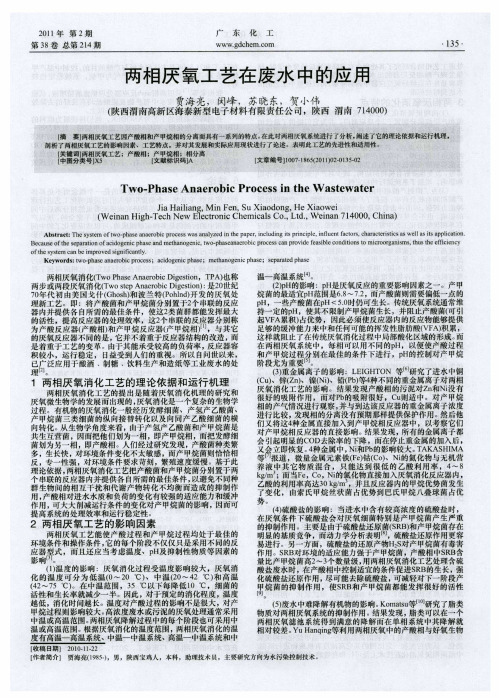
2 . 1产酸相运行结果分析 3 m/i,柱箱温度 1 进 7l n m 9℃, 产酸相 反应器 经过启 动和进 一步调试 ,s s 样器 温度 20 , 2% 离子 室温度 p H 20 进 样量 2 l 2 ̄ C, 。测定 前样 为 4-0/, 05 g 温度稳定在 3℃左右 , L 5 水力停 留时 H T为 2 。 进水 C D基 O 品 预处 理 : 水样经 离心或 用普 间 (R ) 1h 在稳定运行阶段 , 6 通定性滤 纸过滤后 , 5 l同 本稳定在 100200 g 之间。 40-00 m / L 如图 2 所示 , 取 m, 时加人 6 l 1 滴 。 moL HC 一 / 产酸相反应 器 C D去除率为 3% ̄2 O 2 5%,容积 负荷达到 3,2g O / 1 04 kC D( d 有时甚至更高 , - . m , 出
对 CO S 、 Sp 等 D、SVS 、H
指标进行检测 ; 发性脂 挥 肪酸 (o tef t ai , V l i a y c s al t d V  ̄N用 G 12型气 相 F) C1 色谱 仪 ( 火焰检测 器 ) 氢 进行分 析 , 气相色谱分 析 条 件 :色 谱 配 置 2 m× qm  ̄ m不 锈钢螺 旋柱 , 5 内 装 2 HP 4处 理 过 的 %  ̄0
表 1废 水 水质
项目 CD O
( / meL)
以大幅度 的降低 废水 浓 度 ,减轻后 续处理负荷 , 是该种废水 的理想选择 。 本研 究 提 出的化 学合 成 类 高浓度 有 机废 水 主体 生物 处理 工 艺实 验路 线
如图 1 所示 。
1 2废水水质 废水 水 质如 表 1 所 示。 化学合成类制药废水 有 机 污 染 物 浓 度 高 (O =7 8m L , C D 18 3 g )周体 悬浮 物 s s浓 度 高 (1 62 m )色 度 高 (3o , 扎 , 11)成 分 复 杂 , B D /O O 5 D= C 0 9 属 于难处理的高浓 2, 度有机 废水 。 1 . 3分析方法 采 用 国家 标 准方 法
处理医药废水实验分析
处理医药废水实验分析医药工业的迅速发展所排放的大量医药废水给环境带来了巨大的压力。
医药废水具有成分复杂、浓度高、色度深和毒性大等特点,除了油类、胺类、酸类、破乳剂外,还含有多种难降解的大分子苯环物质…,属于难降解有机废水。
传统废水处理方法,如电解法、活性炭吸附法、混凝沉淀法和生物处理法等旧1,很难使处理后的水质达到排放标准。
所以寻找一种高效实用、环境友好的医药废水处理方法具有重要的现实意义。
超临界水氧化(SCWO)技术是一种可实现对多种有机废物实行深度氧化处理的技术。
在超临界水中,有机物能与空气,0:等无极性气体混溶形成均相反应体系,实现有机物的高效快速分解,生成小分子产物H:O,CO:和N:。
本文是关于石家庄某医药企业废水的SCWO实验研究,为确定该医药废水的最佳反应条件,分别考察了反应温度、时间、压力和催化剂(MnSO。
和CuS01)对cO【)去除率和反应产物中氡氧的质艘浓度的影响,并对浚医药废水的反应动力学实行r计算,最后估计rT业I采川scwu浊处理媛医曲废水的能耗。
1实验1.1实验原料、实验系统盟流程废水取冉卉家庄蘖嵯药企业生产睃水原液,其丰型成分包括氰已簸、尿索、氰仿“及醇粪化合物等.其中COD、总N、总P和cl_的质量旅度分驯为25000,l970.11和2200m异/L.NH:N质量浓度小丁2mg,L,pH=744。
实验中的氧化剂采用质量分数30%的H:O:溶液;催化剂采用质量分数均为990%的MnSO。
H±O和CuSO.5H20舶体。
1.2变验系统及漉程用1为该睡药废承SCWO的实骑系统圈,实验设备的相芫参数骞见文献【31。
实验前首先根据I殳定宴验点的温度、压力分别计算所需的双氧水和废水的体积。
向高压反应釜中加^相对应量的废水后,用氮气吹扫反应器五管线10删n封闭反应茬及管线脚门.崴后关闭氮气。
将反应釜^Ⅱ热到定的温度、雕力后,采J}I高压手动计最泵将窜温下的肛氧水迅速泵^反府蕃内达到设定的反应条件后经过I--Iomin反墟.打Jf取样蒯放出反应产物,羟冷却器和7C浊分离器后,淮相产物流^收集瓶内用于取样分析,1.3实验分析以COD去除率来表征鹰水中有机物的分解效率.COD,P,cl,N和N}0一N质量沾艘采用NOVA(:n水质分析仪测定;pH值采用Sarlori.spH计测定。
两相厌氧工艺在废水中的应用
1两相厌 氧消化工艺 的理 论依 据和运行机理
两相厌氧 消化 工艺 的提 出是 随着厌氧 消化机理 的研究 和 厌氧微 生物学的发展而 出现 的 , 厌氧 消化是一个复杂 的生物 学 过程 。有机物的厌氧 消化一 般经历发酵细菌 、产 氢产乙酸茵、 产 甲烷菌三 类细 菌的纵 向接 替转化 以及 向同产 乙酸细 菌的横 向转化 。从生物学角度来看 ,由于产 氢产乙酸菌和产 甲烷菌 是 共 生互营菌 ,因而把他 们划为一相 ,即产 甲烷相 ,而把发酵细 菌划为 另一相 ,即产酸相 。人们经过研究发现 ,产酸菌种类 繁 多,生长快 ,对环境条件变化 不太敏感 ,而产 甲烷菌则恰恰相 反 ,专一性 强,对 环境条件要求苛刻 ,繁 殖速 度缓慢 。基于 此 理论依据 , 两相 厌氧消化工艺把产酸菌和 产甲烷菌分别置于 两 个 串联 的反应器 内并提供各 自所需 的最佳条件 , 以避免不 同种 群 生物 问的相互干扰 和代谢 产物转化 不均衡 而造成 的抑制作 用, 产酸相对进 水水质和负荷 的变化 有较 强的适应能力和缓 冲 作 用, 大大削减运行条件 的变 化对 产甲烷菌的影响 ,因而可 可 提高系统 的处理效率和运行稳 定性 。
JaHa l n , i e , uXi o o g He Xi o i i i a g M n F n S a d n , a we i
f en nHih Te hNe E e to i e c l Co , t .W' n n7 0 0 Chn ) W ia g . c w lcr n cCh mias .L d, e a 0 , ia i 1 4
两相厌氧 消化( woP ae arbc g so ,T A) T h s eo i Diet n P 也称 An i 两步或两段厌氧 消化( w e arbcDg s o ) 是2 世纪 T os pAneo i iet n : 0 t i 7 年代 初 由美 国戈什( h s) 0 G oh和波 兰特( o l ) 发的厌氧 处 P hn 开 d 理新 工艺 。即:将 产酸菌和产 甲烷菌分别置于2 串联 的反应 个 器 内并提供各 自所需 的最 佳条件 ,使这2 类菌群都能发挥最 大 的活性 ,提高反应器 的处理效率 ,这2 串联 的反应器分 别称 个 为产酸反应 器( 产酸 相) 和产 甲烷反应器 ( 甲烷相 ) 产 …,与其 它 的厌氧 反应器不 同的是, 并不着重于反应器结构 的改造 , 它 而 是 着重于工艺 的变革 。由于 其能承受较高的 负荷率 ,反应器 容 积 较小 ,运行稳定 , 日益 受到人们的重视 。所以 自问世以来 , 已广泛应 用于酿 酒 、 制糖 、 饮料 生产和造 纸等工 业废水 的处
物化预处理-两级厌氧-好氧工艺处理医药化工废水工程实例

氨氮 /(mg·L-1) 二氯甲烷 /(mg·L-1)
高浓度废水
120
40000
20000
-
100
5.0
低浓度废水
600
15000
2000
-
20
1.0
生活污水
80
500
500
6~9
40
-
接管标准
-
≤300
-
6~9
≤50
-
注:“-”代表未检测或不作要求。
2 工艺流程
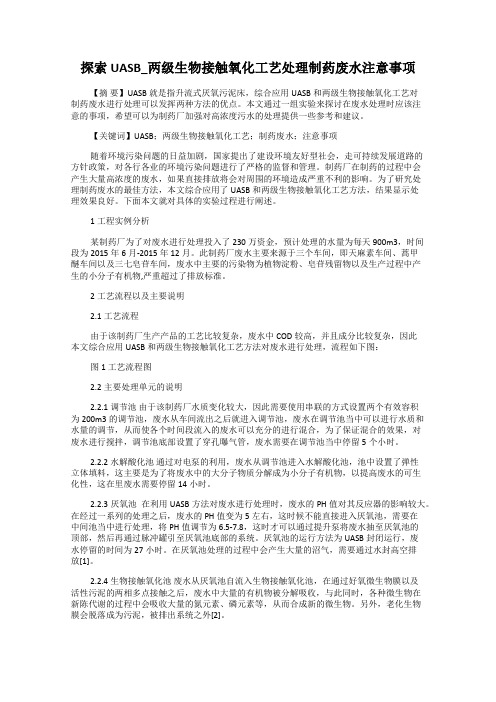
本污水处理工程工艺流程设计时需考虑以下因素: (1)公司生产过程排放的高、低浓度废水混合后,废水 COD 值高达 20000mg/L,盐分、氨氮、二氯甲烷浓度较低,分质预处理 可考虑采用采用铁炭微电解、芬顿氧化[1]预处理废水中难降解 物质。 (2)由于综合废水 COD约 10000mg/L,因此需采用厌氧、 好氧联合处理技术[2]。 根据废水的水质水量情况,最终确定采用物化预处理 +两 级厌氧 -好氧工艺[3]处理企业废水,工艺流程见图 1。
高浓度废水和低浓度废水经过调节池 1调节水质、水量 后,由泵提升至铁碳微电解池去除废水中较难降解的一部分污 染物,处理后的出 水 进 入 芬 顿 氧 化 池 进 一 步 氧 化,而 后 向 废 水 中加入废碱液调节 pH,并加入 PAM絮凝进一步去除水中的污 染物。
经过预处理的高、低 浓 度 废 水,经 过 两 级 厌 氧 和 好 氧 工 艺 处理后计量外排,生活污水直接进入 MBBR池处理。混凝沉淀 池、ABR池和 MBBR池的污泥经污泥浓缩池浓缩后打入板框压 滤机脱水。
收稿日期:2019-09-17 基金项目:江苏省高等学校大学生创新创业训练计划项目(201813102025H、201913102040H、201913102041H) 作者简介:戴希羽(1999—),环境工程技术专业在读学生;通信作者:纪振(1982—),讲师。
探索UASB_两级生物接触氧化工艺处理制药废水注意事项
探索UASB_两级生物接触氧化工艺处理制药废水注意事项【摘要】UASB就是指升流式厌氧污泥床,综合应用UASB和两级生物接触氧化工艺对制药废水进行处理可以发挥两种方法的优点。
本文通过一组实验来探讨在废水处理时应该注意的事项,希望可以为制药厂加强对高浓度污水的处理提供一些参考和建议。
【关键词】UASB;两级生物接触氧化工艺;制药废水;注意事项随着环境污染问题的日益加剧,国家提出了建设环境友好型社会,走可持续发展道路的方针政策,对各行各业的环境污染问题进行了严格的监督和管理。
制药厂在制药的过程中会产生大量高浓度的废水,如果直接排放将会对周围的环境造成严重不利的影响。
为了研究处理制药废水的最佳方法,本文综合应用了UASB和两级生物接触氧化工艺方法,结果显示处理效果良好。
下面本文就对具体的实验过程进行阐述。
1工程实例分析某制药厂为了对废水进行处理投入了230万资金,预计处理的水量为每天900m3,时间段为2015年6月-2015年12月。
此制药厂废水主要来源于三个车间,即天麻素车间、蒿甲醚车间以及三七皂苷车间,废水中主要的污染物为植物淀粉、皂苷残留物以及生产过程中产生的小分子有机物,严重超过了排放标准。
2工艺流程以及主要说明2.1工艺流程由于该制药厂生产产品的工艺比较复杂,废水中COD较高,并且成分比较复杂,因此本文综合应用UASB和两级生物接触氧化工艺方法对废水进行处理,流程如下图:图1 工艺流程图2.2主要处理单元的说明2.2.1调节池由于该制药厂水质变化较大,因此需要使用串联的方式设置两个有效容积为200m3的调节池,废水从车间流出之后就进入调节池,废水在调节池当中可以进行水质和水量的调节,从而使各个时间段流入的废水可以充分的进行混合,为了保证混合的效果,对废水进行搅拌,调节池底部设置了穿孔曝气管,废水需要在调节池当中停留5个小时。
2.2.2水解酸化池通过对电泵的利用,废水从调节池进入水解酸化池,池中设置了弹性立体填料,这主要是为了将废水中的大分子物质分解成为小分子有机物,以提高废水的可生化性,这在里废水需要停留14小时。
两相厌氧—好氧工艺处理中药生产废水
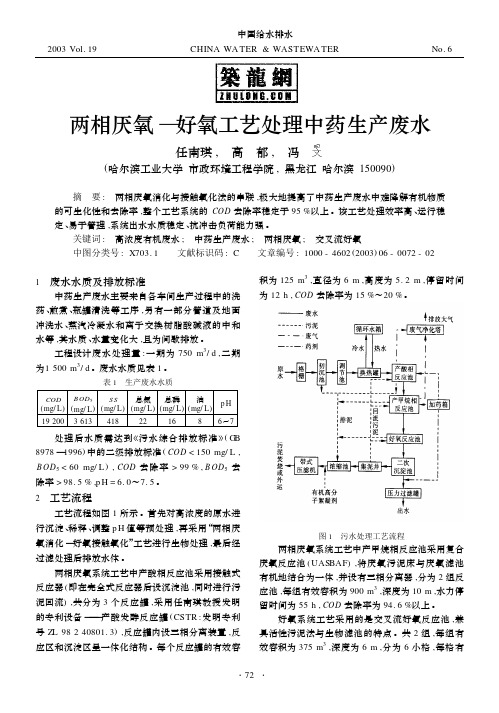
两相厌氧—好氧工艺处理中药生产废水任南琪, 高 郁, 冯 (哈尔滨工业大学市政环境工程学院,黑龙江哈尔滨150090) 摘 要: 两相厌氧消化与接触氧化法的串联,极大地提高了中药生产废水中难降解有机物质的可生化性和去除率,整个工艺系统的COD 去除率稳定于95%以上。
该工艺处理效率高、运行稳定、易于管理,系统出水水质稳定、抗冲击负荷能力强。
关键词: 高浓度有机废水; 中药生产废水; 两相厌氧; 交叉流好氧中图分类号:X703.1 文献标识码:C 文章编号:1000-4602(2003)06-0072-021 废水水质及排放标准中药生产废水主要来自各车间生产过程中的洗药、煎煮、瓶罐清洗等工序,另有一部分管道及地面冲洗水、蒸汽冷凝水和离子交换树脂酸碱液的中和水等,其水质、水量变化大,且为间歇排放。
工程设计废水处理量:一期为750m 3/d ,二期为1500m 3/d 。
废水水质见表1。
表1 生产废水水质COD(mg/L )BOD 5(mg/L )S S(mg/L )总氮(mg/L )总磷(mg/L )油(mg/L )p H 192003613418221686~7 处理后水质需达到《污水综合排放标准》(G B 8978—1996)中的二级排放标准(COD <150mg/L ,B OD 5<60mg/L ),COD 去除率>99%,B OD 5去除率>98.5%,p H =6.0~7.5。
2 工艺流程工艺流程如图1所示。
首先对高浓度的原水进行沉淀、稀释、调整p H 值等预处理,再采用“两相厌氧消化—好氧接触氧化”工艺进行生物处理,最后经过滤处理后排放水体。
两相厌氧系统工艺中产酸相反应池采用接触式反应器(即在完全式反应器后设沉淀池,同时进行污泥回流),共分为3个反应罐,采用任南琪教授发明的专利设备———产酸发酵反应罐(CSTR :发明专利号ZL 98240801.3),反应罐内设三相分离装置,反应区和沉淀区呈一体化结构。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
浅谈两级厌氧处理中药废水的试验
发表时间:2019-07-17T15:14:54.650Z 来源:《基层建设》2019年第12期作者:龚翠娴
[导读] 摘要:近年来,中药制药企业发展迅猛,随之带来的中药产品生产废水也急剧增加,伴随产生的水污染问题也日益严峻。
广东罗浮山国药股份有限公司
摘要:近年来,中药制药企业发展迅猛,随之带来的中药产品生产废水也急剧增加,伴随产生的水污染问题也日益严峻。
由于中药废水种类多,成分复杂,污染物浓度高,含有一定的有毒有害物质,因此对于中药废水的处理还没有形成比较成熟的工艺本文对两级厌氧处理中药废水的试验进行分析和了解。
关键词:两级厌氧;中药废水;发展;试验
一、中药产业发展概述
1.中药产业发展现状
中药在我国已经有了几千年的发展历史,其不仅是我国人民智慧的结晶,更是中华民族的文化瑰宝。
中药以其不同于西药的独特功效,在国内外医药学领域占据着比较重要的地位,2015年中国药学家屠呦呦获得了诺贝尔医学奖,更加表明了国际医学界对中国医学研究的深切关注。
中药因其药效温和且副作用较低,在当今人们越来越追求更加健康的药物情形下得到了发展契机,并且找到了正确的发展方向,在发展速度和创造效益上超过了其他行业。
新的医疗改革也会对传统中药行业的发展带来新的机会,全新的《国家基本药物目录》中将收录超过260个中药品种,中药品种占有的比例达到45%左右,再加上市场消费作用的带动,会更加促进中药企业的发展。
2.中药制药废水的来源及特征
中药制药企业发展迅猛,随之带来的中药生产废水也急剧增加,伴随产生的水污染问题也日益严峻。
因此亟需寻找一种经济高效的污水处理方法以解决中药企业的生产废水。
我国的中药生产企业数不胜数,并且不同企业生产不同药品使用的生产工艺不同,由此也造成了中药制药废水成分的复杂性和水量的不稳定性。
中药废水主要包括产品生产废水、生产设备的清洗废水、生产车间清洗水等。
中药企业的生产废水成分非常复杂,主要以大黄酸、糖类、木质素、蛋白类物质为主,根据产品和生产工艺的不同某些还含有生物碱、蒽醌、色素等。
如不对其加以有效的处理而直接排入水体,会对生态环境产生严重污染。
由于中药生产废水具有成分复杂、水质水量不稳定、可生化性一般和一定的毒性等特征,加大了其处理难度,常用的处理工艺不能取得良好的效果。
二、分析厌氧处理技术
人们不断的对厌氧技术进行研究,使其不断的发展,废水厌氧处理工艺高效低耗能的优点使之在废水处理中越来越多的被得到应用,厌氧技术理论的发展也促进了所使用的反应器发展,普遍认为性能优秀的厌氧反应器都具有污泥活性好、污泥量大、泥龄长等特征。
随着人们对厌氧理论不断深入的认识,每个阶段都有与其相对应使用的反应器,可将其分为第一、第二、第三代厌氧反应器。
最开始使用的厌氧反应器其结构非常简单,比较典型的包括化粪池和双层沉淀池(隐化池)两种,在早期的生活污水与生化处理后的二沉池剩余污泥的处理中较多的使用。
该时期的反应器虽然通过某些结构的改变,提高了其污泥浓度,相应的微生物数量也增多,因此也大幅度提高了其处理能力。
但其仍存在明显的缺点,例如卫生条件差、微生物生长缓慢,反应器启动周期长,污泥不能长时间停留在反应器内,随出水大量流失,造成了其处理效能较低。
随着相关学科理论的不断发展,微生物学和生物化学的研究不断进步,学者们以厌氧反应器为研究对象,深入探讨如何提高其处理效能,结果表明反应器需要达到两个条件,一是反应器内的厌氧污泥需要保持足够的反应时间,二是保障进水和厌氧污泥之间充分接触,以此两个条件为基本要求,第二、第三代反应器得到了快速发展。
三、两级厌氧工艺处理效能
两级厌氧工艺所具有的更好的有机物去除效果和较强的耐冲击负荷能力,是由诸多原因造成的:首先,应该选择性能较好的污泥,虽然进水水质和水量的波动造成了一些污泥破碎后流失,但剩余的大多数颗粒污泥都适应了新的环境条件,以此为基础可以重新形成新的颗粒污泥。
在反应器内含有的泥量较大且其活性较好的条件下,确保了两级厌氧系统在进水浓度较高、HRT较短的情况下仍具备较高的有机物去除效果。
两级UASB反应器采用低容积负荷,大回流量的方法进行启动。
先利用保温层将反应器内水温调节至35℃左右,之后再接种颗粒污泥。
将原水COD浓度稀释至15000-20000mg/L作为进水储存于进水桶之中;并向进水桶中加入适量Na HCO3,一方面增加进水的碱度另一方面调节进水的p H值;然后将颗粒污泥用清水清洗数遍,筛选颗粒度较好的作为接种污泥;同时分别启动外循环泵,分别调节两级反应器的上升流速,使一级UASB反应器的上升流速维持在2.5m/h左右,使二级UASB反应器的上升流速维持在2.0m/h左右。
24h后观察到反应器中有细小气泡冒出,这证明初步恢复了接种颗粒污泥的活性,同时启动进水泵开始进水,并通过调节进水泵的参数,改变进水量,同时也改变了水力停留时间,容积负荷也随之变化。
废水水质在厌氧产生气体的组成中占据重要影响,但厌氧系统的运行条件和技术不同也对其有一定的影响。
假设厌氧系统运行情况非常稳定,则产生的气体中甲烷的浓度越高。
所以,通过监测厌氧系统的气体产量以及其中含有的甲烷浓度,可以从侧面表明厌氧系统的运行情况。
四、两级厌氧反应器中颗粒污泥特性
两级厌氧反应器内部的颗粒污泥的物理性能、强度、及微生物活性的变化对整个反应系统的处理效果产生决定性的影响。
培养驯化出具有沉降性能较好、强度高及微生物活性好的污泥,是厌氧处理系统能够高效正常运行的基本要求和重要保证。
颗粒污泥的代谢效率,也即是其活性是代表厌氧微生物活性的关键因素,能够使用测定污泥的VSS/SS与SMA两个参数的结果来代表其活性高低。
研究中分别记录了1#、2#系统中的污泥在不同VLR条件下的VSS/SS和SMA的改变趋势,结果见下图:。