叉型接线端子技术标准
端子压接标准
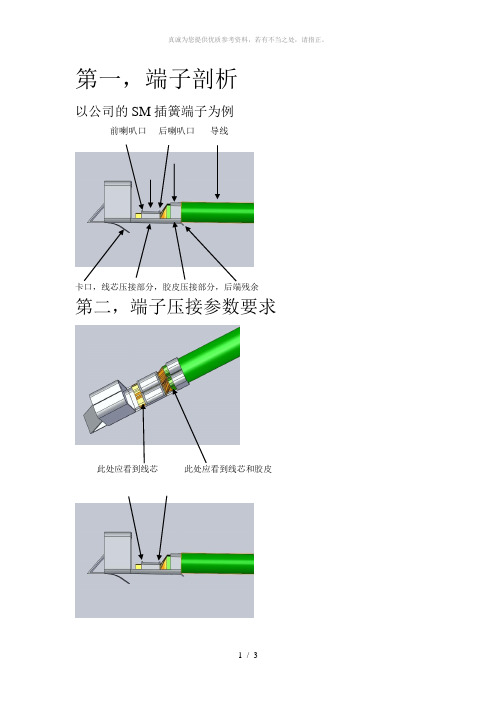
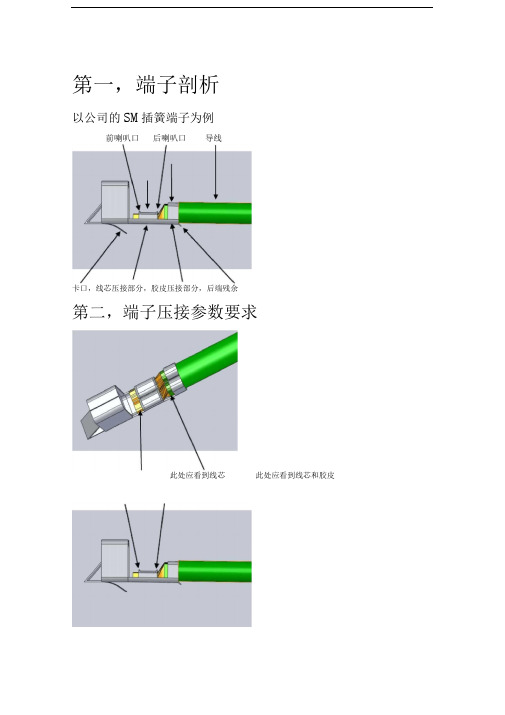
以公司的SM插簧端子为例
前喇叭口后喇叭口导线
卡口,线芯压接部分,胶皮压接部分,后端残余
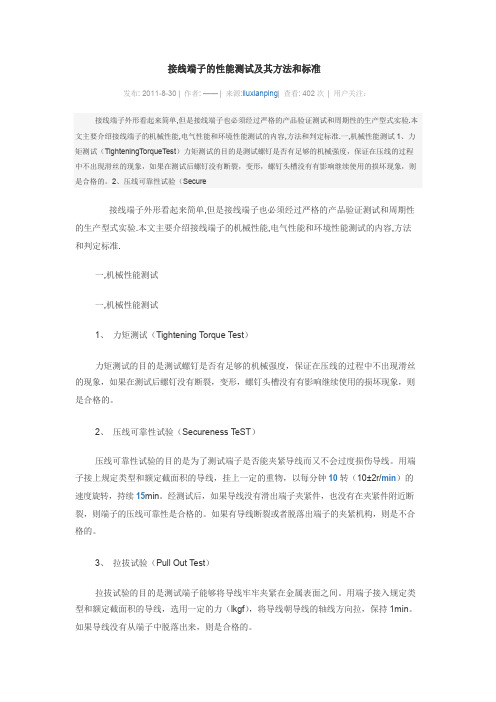
第二,端子压接参数要求
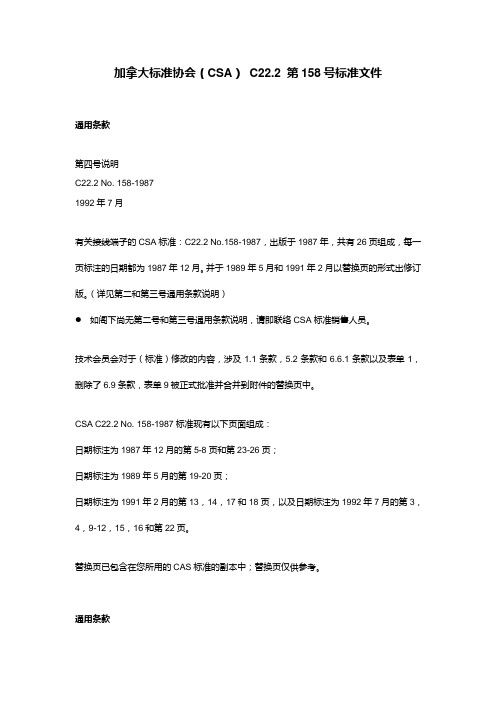
此处应看到线芯此处应看到线芯和胶皮
A
前喇叭口为0~0.2mm
B
后喇叭口为0.2~0.4mm
C
后端残边为0.2~0.4mm
D
见表1
E
见表1
表1
序号
端子类型
D线芯长度(mm)
E胶皮长度(mm)
1
SM插针
0.3±0.1
0.4±0.1
2
SM插簧
0.3±0.1
0.4±0.1
3
VH
0.4±0.1
0.5±0.1
4
XH
0.2±0.1
0.3±0.1
5
EL插针
0.4±0.1
0.5±0.1
6
EL插簧
0.4±0.1
0.5±0.1
端子与电线压接后的拉力试验
1,端子与电线的压接应牢固,在规定拉力下不应损伤或脱开,其拉力值应不小于下表的规定,最大值一般小于规定值的130%。
线规
截面积(mm)
拉力(Kg)
10
5
36.3
12
3
31.8
14
2
22.7
16
1.25
13.6
18
0.85
9.1
20
0.5
5.9
22
0.3
3.6
24
0.
0.08
30
0.05
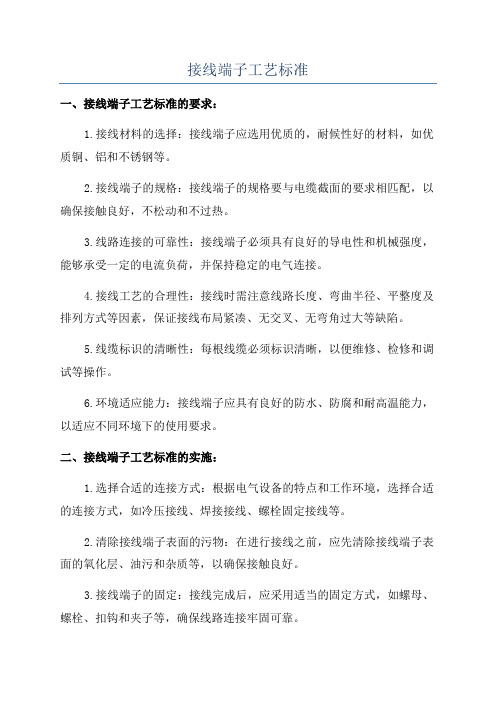
不良压接
线芯太长压着胶皮线芯太短
端子坏掉芯线外露
端子变形
美科达圆形接线端子厂家讲解叉形接线端子连接技术

美科达圆形接线端子厂家讲解叉形接线端子连接技术接线端子是电气行业中常见的基础配件产品,主要功能是完成信号,电流等中间媒介的有效传输工作,安全的防护装置及轻便的操作是端子面向连接市场的价值。
在电气设备的自动化连接系统中,接线端子的出现方便了日常的操作与维修,其结构简单,种类丰富,可为行业伙伴提供成千上万种解决方案。
当连接中的端子因烧坏发生短路时,端子的应用优势立显,断电后,可立即其取出烧坏的端子置换相同型号的新产品即可,整个维修时间大大缩短。
作为端子自身,其主要包含以下几个方面的连接技术:1、螺钉连接螺钉连接是采用螺钉式接线端子的连接方式,要注意允许连接导线的最大和最小截面和不同规格螺钉允许的最大拧紧力矩。
2、焊接焊接最常见的是锡焊。
锡焊连接最重要的是焊锡料与被焊接表面之间应形成金属的连续性。
就冷压端子来说,重要的是可焊性。
接线圆环端子焊接端最常见的镀层是锡合金、银和金。
簧片式接触对常见的焊接端有焊片式、冲眼焊片式和缺口焊片式:针孔式接触对常见焊接端有钻孔圆弧缺口式。
3、压接压接是为使金属在规定的限度内压缩和位移并将导线连接到接触对上的一种技术。
好的压接连接能产生金属互熔流动,使导线和接触对材料对称变形。
这种连接类似于冷焊连接,能得到较好的机械强度和电连续性,它能承受更恶劣的环境条件。
目前普遍认为采用正确的压接连接比锡焊好,特别是在大电流场合必须使用压接。
压接时须采用专用压接钳或自动、半自动压接机冷压端头导线截面,正确选用接触对的导线筒。
要注意的是压接连接是永久性连接,只能使用一次。
4、绕接绕接是将导线直接缠绕在带棱角的接触件绕接柱上。
绕接时,导线在张力受到控制的情况下进行缠绕,压入并固定在接触件绕接柱的棱角处,以形成气密性接触。
绕接导线有几个要求:导线直径的标称值应在0.25mm~1.0mm范围内;导线直径不大于0.5mm时控制工程网版权所有,导体材料的延伸率不小于15%;导线直径大于0.5mm时控制工程网版权所有,导体材料的延伸率不小于20%。
接线端子工艺标准
接线端子的性能测试及其方法和标准发布:2011-8-30|作者:——|来源:liuxianping|查看:402次|用户关注:接线端子外形看起来简单,但是接线端子也必须经过严格的产品验证测试和周期性的生产型式实验.本文主要介绍接线端子的机械性能,电气性能和环境性能测试的内容,方法和判定标准.一,机械性能测试1、力矩测试(TighteningTorqueTest)力矩测试的目的是测试螺钉是否有足够的机械强度,保证在压线的过程中不出现滑丝的现象,如果在测试后螺钉没有断裂,变形,螺钉头槽没有有影响继续使用的损坏现象,则是合格的。
2、压线可靠性试验(Secure接线端子外形看起来简单,但是接线端子也必须经过严格的产品验证测试和周期性的生产型式实验.本文主要介绍接线端子的机械性能,电气性能和环境性能测试的内容,方法和判定标准.一,机械性能测试一,机械性能测试1、力矩测试(Tightening T orque Test)力矩测试的目的是测试螺钉是否有足够的机械强度,保证在压线的过程中不出现滑丝的现象,如果在测试后螺钉没有断裂,变形,螺钉头槽没有有影响继续使用的损坏现象,则是合格的。
2、压线可靠性试验(Secureness T eST)压线可靠性试验的目的是为了测试端子是否能夹紧导线而又不会过度损伤导线。
用端子接上规定类型和额定截面积的导线,挂上一定的重物,以每分钟10转(10±2r/min)的速度旋转,持续15min。
经测试后,如果导线没有滑出端子夹紧件,也没有在夹紧件附近断裂,则端子的压线可靠性是合格的。
如果有导线断裂或者脱落出端子的夹紧机构,则是不合格的。
3、拉拔试验(Pull Out T est)拉拔试验的目的是测试端子能够将导线牢牢夹紧在金属表面之间。
用端子接入规定类型和额定截面积的导线,选用一定的力(lkgf),将导线朝导线的轴线方向拉,保持1min。
如果导线没有从端子中脱落出来,则是合格的。
接线端子CSA标准C22.2 No.158-1987(中文版)
加拿大标准协会(CSA)C22.2 第158号标准文件通用条款第四号说明C22.2 No. 158-19871992年7月有关接线端子的CSA标准:C22.2 No.158-1987,出版于1987年,共有26页组成,每一页标注的日期都为1987年12月。
并于1989年5月和1991年2月以替换页的形式出修订版。
(详见第二和第三号通用条款说明)如阁下尚无第二号和第三号通用条款说明,请即联络CSA标准销售人员。
技术会员会对于(标准)修改的内容,涉及1.1条款,5.2条款和6.6.1条款以及表单1,删除了6.9条款,表单9被正式批准并合并到附件的替换页中。
CSA C22.2 No. 158-1987标准现有以下页面组成:日期标注为1987年12月的第5-8页和第23-26页;日期标注为1989年5月的第19-20页;日期标注为1991年2月的第13,14,17和18页,以及日期标注为1992年7月的第3,4,9-12,15,16和第22页。
替换页已包含在您所用的CAS标准的副本中;替换页仅供参考。
通用条款第三号说明C22.2 No. 158-19871991年2月有关接线端子的CSA标准:C22.2 No.158-1987,出版于1987年,共有26页组成,每一页标注日期都为1987年12月。
以替换页形式的修订版于1989年5月出版(见第二号通用条款说明)。
*如阁下尚无第二号通用条款说明,请即联络CSA标准销售人员。
修改的内容涉及到1.1条款,3.2.1条款,4.9.2条款,4.9.7条款和表单1,表单3,增加4.9.8条款,4.10条款,5.6条款,并正式批准6.12条款。
以上条款和修正的内容以及第5.2条款合并到附件的替换页中。
CSA C22.2 No. 158-1987标准现有以下页面组成:日期标注为1987年12月的第1,2,5-8页,第21-26页日期标注为1989年5月的第19和20页;日期标注为1991年2月的第3,4,9-15页,以及第16-18页。
接线端子工艺标准
接线端子工艺标准一、接线端子工艺标准的要求:1.接线材料的选择:接线端子应选用优质的,耐候性好的材料,如优质铜、铝和不锈钢等。
2.接线端子的规格:接线端子的规格要与电缆截面的要求相匹配,以确保接触良好,不松动和不过热。
3.线路连接的可靠性:接线端子必须具有良好的导电性和机械强度,能够承受一定的电流负荷,并保持稳定的电气连接。
4.接线工艺的合理性:接线时需注意线路长度、弯曲半径、平整度及排列方式等因素,保证接线布局紧凑、无交叉、无弯角过大等缺陷。
5.线缆标识的清晰性:每根线缆必须标识清晰,以便维修、检修和调试等操作。
6.环境适应能力:接线端子应具有良好的防水、防腐和耐高温能力,以适应不同环境下的使用要求。
二、接线端子工艺标准的实施:1.选择合适的连接方式:根据电气设备的特点和工作环境,选择合适的连接方式,如冷压接线、焊接接线、螺栓固定接线等。
2.清除接线端子表面的污物:在进行接线之前,应先清除接线端子表面的氧化层、油污和杂质等,以确保接触良好。
3.接线端子的固定:接线完成后,应采用适当的固定方式,如螺母、螺栓、扣钩和夹子等,确保线路连接牢固可靠。
4.接线的弯曲半径:接线过程中,需严格控制线缆的弯曲半径,避免过小或过大,以免影响线缆的传输性能和使用寿命。
5.接线端子的封装保护:接线端子应采取适当的封装保护措施,如绝缘套管、接线盒和绝缘胶等,保证线路连接的安全可靠。
6.线缆标识的规范:每根线缆应在接线端子处进行清晰的标识,包括线缆型号、截面、电压等信息,以便后续维护和调试。
三、接线端子工艺标准的质量检验:1.检查接线端子的连接是否牢固,是否松动;2.测量接线端子的导通电阻,应符合设计要求;3.检查线缆标识的清晰度和准确性;4.对接线工艺进行抽样检验,确保符合标准要求;5.对接线端子的封装保护进行质量检验,确保防水、防腐和耐高温能力。
接线端子工艺标准对于电气设备的安全运行和正常维护具有重要意义。
制定并遵守合理、规范的接线端子工艺标准,能够提高接线质量,减少设备故障,保障生产工艺的稳定性和安全性。
接线端子标准

环保线槽电缆接头金属接头尼龙扎带尼龙软管接线端子铜管端子金属软管热收缩管护线套固定座配线标志结束带尼龙铆钉尼龙螺丝接线头隔离柱夹线套工具新品&配件网站首页 / 产品目录 / 接线端子日成圆形预绝缘端子 RF 日成圆形预绝缘端子 RF 日成R型圆形裸端子日成R型圆形裸端子日成叉形预绝缘端子 YF日成叉形预绝缘端子 YF日成Y型裸端子日成Y型裸端子日成欧式管形预绝缘端子 ET 日成欧式管形预绝缘端子 ET 日成双线管形预绝缘端子 EW日成双线管形预绝缘端子 EW日成管形裸端子 EN日成管形裸端子 EN日成母预绝缘端子 LVA日成母预绝缘端子 LVA日成公预绝缘端子 LVB 日成公预绝缘端子 LVB 日成凹片形绝缘端子 LBV日成凹片形绝缘端子 LBV日成子弹型公绝缘端子 FB日成子弹型公绝缘端子 FB日成子弹型母绝缘端子 FA日成子弹型母绝缘端子 FA日成全绝缘中间端子 BF 日成全绝缘中间端子 BF 日成中间裸端子 BC日成中间裸端子 BC日成母全绝缘端子 PV日成母全绝缘端子 PV日成型钩形接线端子 MF日成型钩形接线端子 MF日成片形绝缘尼龙端子 DBF 日成片形绝缘尼龙端子 DBF 日成片形裸端子 DBN日成片形裸端子 DBN日成针型预绝缘端子 PINF日成针型预绝缘端子 PINF日成针型裸端子 PIN日成针型裸端子 PIN日成针型易进绝缘端子 EPINF 日成针型易进绝缘端子 EPINF 日成片形易进绝缘端子 EDBF日成片形易进绝缘端子 EDBF日成易进绝缘端子 EYF日成易进绝缘端子 EYF日成易进绝缘端子 ERF日成易进绝缘端子 ERF日成尼龙全绝缘母端子 PNA 日成尼龙全绝缘母端子 PNA 日成尼龙全绝缘公端子 PNB日成尼龙全绝缘公端子 PNB日成尼龙旗形端子 FN日成尼龙旗形端子 FN日成尼龙中间端子 BN日成尼龙中间端子 BN日成叉形尼龙绝缘端子 YFN 日成叉形尼龙绝缘端子 YFN 日成圆形尼龙绝缘端子 RFN日成圆形尼龙绝缘端子 RFN日成尼龙管形绝缘端子 ETN日成尼龙管形绝缘端子 ETN日成尼龙双线管形端子 EWN日成尼龙双线管形端子 EWN日成收缩绝缘端子 YFHS 日成收缩绝缘端子 YFHS 日成收缩绝缘端子 RFHS日成收缩绝缘端子 RFHS日成收缩绝缘端子 LVAHD日成收缩绝缘端子 LVAHD日成收缩绝缘端子 LVBHD日成收缩绝缘端子 LVBHD日成收缩绝缘端子 PVHD 日成收缩绝缘端子 PVHD 日成收缩中间端子 BHS日成收缩中间端子 BHS共38条记录, 1/1页首页上一页1下一页末页。
端子压接标准
SM插针
0.3 ±0.1
0.4 ±).1
2
SM插簧
0.3 ±).1
0.4 ±).1
3
VHቤተ መጻሕፍቲ ባይዱ
0.4 ±0.1
0.5 ±).1
4
XH
0.2 ±0.1
0.3 ±).1
5
EL插针
0.4 ±0.1
0.5 ±).1
6
EL插簧
0.4 ±0.1
0.5 ±).1
端子与电线压接后的拉力试验
1,端子与电线的压接应牢固,在规定拉力下不应损伤或脱开,其拉力值应不小于下表的规
第一,端子剖析
以公司的SM插簧端子为例
前喇叭口后喇叭口导线
卡口,线芯压接部分,胶皮压接部分,后端残余
第二,端子压接参数要求
此处应看到线芯此处应看到线芯和胶皮
A
前喇叭口为0~0.2mm
B
后喇叭口为0.2~0.4mm
C
后端残边为0.2~0.4mm
D
见表1
E
见表1
序号
端子类型
D线芯长度(mm
E胶皮长度(mm
定,最大值一般小于规定值的130%
线规
截面积(mr)i
拉力(Kg)
10
5
36.3
12
3
31.8
14
2
22.7
16
1.25
13.6
18
0.85
9.1
20
0.5
5.9
22
0.3
3.6
24
0.2
2.2
26
0.13
28
0.08
30
0.05
不良压接
线芯太长压着胶皮
接线端子标准
JMDZ 苏州捷美电子有限公司企业标准JMDZ-QR-B-15.A0.2012接线端子工艺标准2012年月日发布2012年月日实施苏州捷美电子有限公司SuZhou Jiemei Electronic Co., Ltd.版权所有侵权必究All rights reserved接线端子是用于实现电气连接的一种配件产品,工业上划分为连接器的范畴。
随着工业自动化程度越来越高和工业控制要求越来越严格、精确,接线端子的用量逐渐上涨。
在公司中接线端子的使用还是存在一些问题,为降低接线端子使用的报废率,提高产品接线的可靠性,避免一些低级错误的产生,特编写此规范标准。
本标准用于电气研发人员及装配人员在进行接线端子连接时进行参考。
本标准在全公司范围内,作为强制性标准。
本标准由开发部归口。
本标准起草部门:开发部。
本标准主要起草人:陈健。
参与复审人员:本标准于2012 年月首次发布。
一. 导线处理 (4)1.1 裁线 (4)1.2 穿护套 (4)1.3 剥皮 (4)二. 端子压接 (8)2.1 端子各部分名称 (8)2.2 绝缘铆压区 (8)2.3 绝缘检查窗口 (10)2.4 导体铆压 (10)2.5 喇叭口 (11)2.6 铆压齐平 (11)三. IDC (12)3.1 聚合排线的铆压 (12)3.2 离散线的铆压........................ (13)四. 焊锡 (16)4.1 导线沾锡 (16)4.2 去金 (16)4.3 焊锡通则 (16)4.4 绝缘 (16)4.5 钩柱焊接 (17)4.6 弯钩接线焊接 (18)4.7 杯型端子焊接 (18)4.8 柔性套管绝缘 (19)五. 连接 (20)5.1 焊锡连接 (20)5.2 铆压连接 (20)六. 连接器连接 (22)6.1 螺丝连接安装 (22)6.2 附件套管 (22)6.3 软管和护套 (22)6.2 连接器的损坏 (23)七. 端子的拉力 (24)接线端子检测标准 (25)附录1 (26)一导线处理在进行接线端子连接时,首先要求对所用导线导体进行判断是否为良品,若为良品,如有需要则须对部分导线进行处理。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
叉型接线端子技术标准
一、引言
叉型接线端子是一种常用于电气连接和传输信号的设备,其稳定的连接和优良的导电
性能在电气工程中发挥着重要作用。
为了确保叉型接线端子的安全、可靠和标准化应用,
制定相关的技术标准是必不可少的。
本文旨在对叉型接线端子技术标准进行详细介绍和解读,以期为电气工程领域的相关从业人员提供参考。
二、叉型接线端子的定义和分类
叉型接线端子是一种通过螺丝压紧导体实现电气连接的设备,常见有孔式和叶片式两
种类型。
孔式叉型接线端子在端子上预先设置了一个或多个连接口,通过螺丝将导线压紧
实现连接;而叶片式叉型接线端子则通过导线插入端子中的叶片,螺丝将叶片压紧以实现
连接。
根据用途和功能,叉型接线端子可以分为电源接线端子、信号接线端子、电感接线端
子等不同类型。
每种类型的叉型接线端子在设计、制造和应用上都应符合相关的技术标
准。
三、叉型接线端子技术标准的制定原则
1. 安全性原则:叉型接线端子在设计和制造时应符合相关的电气安全标准,确保在
使用过程中不会因接触不良或导体松动造成电路故障或安全事故。
2. 可靠性原则:叉型接线端子在连接过程中应保持良好的接触状态,能够承受一定
的机械振动和冲击,确保稳定的电气传输性能。
3. 标准化原则:叉型接线端子的尺寸、材料、安装方式等方面应符合相关的国家标
准或行业标准,以便于在工程应用中进行选择、安装和维护。
4. 通用性原则:叉型接线端子的设计应考虑不同环境条件下的应用,具有一定的通
用性和兼容性,能够适用于不同的电气工程项目。
四、叉型接线端子技术标准的内容
1. 尺寸和结构:标准应明确叉型接线端子的尺寸范围、壳体结构、固定方式等要求,确保端子能够适应不同规格和要求的导线。
2. 材料和制造:标准应规定叉型接线端子的材料应符合相关材料标准,制造工艺应
符合相关制造工艺标准,以确保端子具有足够的机械强度和导电性能。
3. 使用环境:标准应对叉型接线端子在不同的使用环境下的要求进行规定,包括温度、湿度、腐蚀性等因素的考虑,确保端子在恶劣环境下也能正常工作。
4. 连接要求:标准应规定叉型接线端子的连接方式、紧固扭矩要求、接触电阻等性能指标,以确保连接的可靠性和稳定性。
5. 标识和包装:标准应规定端子应标注清晰的产品型号、额定电压、额定电流等信息,并规定包装方式和标识要求。
五、叉型接线端子技术标准的意义和应用
叉型接线端子技术标准的制定和实施,可以在以下方面发挥重要作用:
1. 促进产品质量提升:标准化的设计和制造要求可以有效规范叉型接线端子的生产过程,提升产品的质量和稳定性。
2. 降低安装维护成本:统一的尺寸和连接要求可以减少因规格不统一而导致的配件和维护成本。
3. 提升电气工程安全性:符合标准的叉型接线端子能有效减少接线不良、松动等原因导致的电路故障和安全事故。
4. 促进国际合作与贸易:符合国际标准的叉型接线端子能够促进国内产品的国际贸易与合作,提升国内产品的国际竞争力。
六、结语
叉型接线端子技术标准的制定是电气行业规范化与标准化的重要一环,通过规范叉型接线端子的设计、制造与应用,有利于推动电气工程行业的持续健康发展。
希望本文对叉型接线端子技术标准有关内容的介绍能够为相关从业人员提供一定的参考与借鉴。