铜管棒材加工工艺简介
铜管加工工艺流程技术
铜管加工工艺流程技术一、原料准备铜管加工的第一步是原料准备。
铜管的原料主要是铜管坯料,一般采用无氧铜坯料或含少量铅的铜坯料。
原料的选择应根据产品的要求来确定,同时还需要考虑到加工性能、机械性能和腐蚀性能等因素。
铜管坯料的质量直接影响到成品的质量,因此在选材时需要严格按照标准进行选择。
二、铜管成型铜管成型是铜管加工的核心环节,主要包括挤压、拉伸、轧制、钻孔、冲孔、扩口、焊接等工艺过程。
其中,挤压是最常用的铜管成型工艺,通过挤压模具对铜坯料进行挤压,使其变形成为管状。
挤压工艺具有生产效率高、成型精度高的优点,能够满足各种规格和形状的需求。
三、表面处理铜管成型后需要进行表面处理,包括退火、酸洗、拔丝、抛光等工艺。
退火是指将铜管加热至一定温度并保温一段时间后再冷却到室温,目的是消除应力、改善塑性、降低硬度、提高加工性能和机械性能。
酸洗是利用酸性溶液去除铜管表面的氧化皮和杂质,以保证铜管表面的光洁度和清洁度。
拔丝是指利用机械或化学的手段将铜管表面的粗糙物质去除,以提高表面光洁度。
抛光则是通过机械或化学方法对铜管表面进行加工,使其表面平整光滑,提高外观质量。
四、热处理热处理是铜管加工的重要环节,主要包括退火、固溶处理、时效处理等工艺。
退火是指将铜管加热至一定温度并保温一段时间后再冷却到室温,以消除应力、改善塑性、降低硬度、提高加工性能和机械性能。
固溶处理是指将加工后的铜管加热至固溶温度并保温一段时间后再迅速冷却,以消除固溶体中的溶质原子,提高合金的强度和硬度。
时效处理是指将固溶处理后的铜管再次加热至时效温度并保温一段时间后再冷却,以使析出相达到最佳状态,提高合金的强度和硬度。
五、检验铜管加工完成后需要进行检验,主要包括外观质量、尺寸精度、化学成分、物理性能等方面的检验。
外观质量检验主要是检查铜管的外观是否有明显缺陷、氧化、裂纹、变形等不合格现象。
尺寸精度检验是检查铜管的直径、壁厚、弯曲度、圆度、内外壁光洁度等尺寸精度指标是否符合要求。
铜棒制造工艺

铜棒制造工艺铜棒是一种常见的金属制品,广泛应用于电力、电子、通信、建筑等领域。
铜棒的制造工艺涉及多个环节,包括原料准备、熔炼、铸造、轧制、拉拔、退火等。
本文将逐一介绍铜棒的制造工艺过程。
首先是原料准备。
铜棒的原料主要是紫铜,一种含铜量高达99.9%以上的金属材料。
原料的选择需要考虑铜的纯度和化学成分,以确保最终产品的质量。
原料通常以块状或粉末状存在,需要经过筛选、清洗等处理,以去除杂质和氧化物。
接下来是熔炼。
原料经过称量后,被投入高温熔炉中进行熔化。
熔炉内的温度通常要达到1200摄氏度以上,以保证铜能够完全熔化。
在熔炼过程中,需要对熔炉内的气氛进行控制,以防止铜被氧化。
然后是铸造。
熔化后的铜液被倒入铸型中,等待其冷却凝固。
铸型可以是铜棒的最终形状,也可以是铜棒的前驱形状,即铜坯。
铜坯可以通过后续的轧制和拉拔工艺进一步加工成铜棒。
在铸造过程中,需要控制冷却速度和冷却条件,以确保铜棒的内部结构均匀致密。
接着是轧制。
铜坯被送入轧机中,经过一系列的轧制过程,逐渐变成所需的铜棒形状。
轧机利用辊子对铜坯进行挤压和拉伸,使其逐渐变细变长。
轧制过程中,需要控制轧机的温度、辊子的尺寸和轧制速度,以保证铜棒的尺寸和力学性能。
然后是拉拔。
轧制后的铜棒还不够细长,需要进行拉拔工艺。
拉拔是利用拉拔机将铜棒逐渐拉伸成细长的工艺。
拉拔机利用锥形模具将铜棒拉伸,并同时减小其横截面积。
拉拔过程中,需要控制拉拔机的温度、拉拔速度和拉拔次数,以获得所需的铜棒尺寸和表面质量。
最后是退火。
拉拔后的铜棒由于受到了拉伸变形,其晶体结构发生了改变,内部存在应力和晶界。
为了消除这些变形和应力,需要对铜棒进行退火处理。
退火是将铜棒加热到一定温度,然后缓慢冷却的过程,以使其恢复到原来的结构和性能。
退火过程中,需要控制温度和冷却速度,以获得最佳的退火效果。
铜棒的制造工艺包括原料准备、熔炼、铸造、轧制、拉拔和退火等多个环节。
每个环节都需要精确的控制和操作,以确保最终产品的质量和性能。
铜管生产工艺流程-概述说明以及解释
铜管生产工艺流程-概述说明以及解释1.引言1.1 概述铜管是一种常见的金属管材,具有优良的导热导电性能和良好的可加工性,因此在工业生产和日常生活中广泛应用。
铜管的生产工艺流程是指从原材料采购到成品出厂的一系列生产步骤和工艺控制过程。
铜管的生产工艺流程主要包括原料准备、锭坯熔炼、挤压成型、退火处理、拉伸、切割和检验等环节。
通过这些工艺过程,铜管可以得到理想的形状、尺寸和性能,满足不同领域的使用需求。
本文将重点介绍铜管生产工艺流程的关键要点,帮助读者了解铜管的生产过程,增进对铜管产品的认识和了解。
同时,通过对铜管生产工艺流程的介绍,也可以促进相关行业的技术创新和发展,提高铜管产品的质量和竞争力。
文章结构如下所示:1. 引言1.1 概述1.2 文章结构1.3 目的2. 正文2.1 铜管生产工艺流程要点12.2 铜管生产工艺流程要点23. 结论3.1 总结3.2 展望在引言部分,我们将介绍铜管的生产背景及重要性,并说明本文的研究目的和重要性。
在正文部分,我们将详细探讨铜管生产的工艺流程要点,包括原料准备、加工工艺、设备运行等内容。
最后,在结论部分,我们将对整个文章进行总结,并展望未来铜管生产工艺的发展方向和趋势。
1.3 目的本文旨在深入探讨铜管的生产工艺流程,介绍铜管在工业生产中的重要性和应用范围。
通过对铜管生产工艺流程的详细解析,读者可以了解铜管的制造过程,从而加深对铜管的认识和理解。
同时,本文还旨在帮助读者了解铜管生产中的关键技术和工艺要点,为相关行业的从业人员提供参考和借鉴。
通过本文的阅读,读者可以更好地了解铜管的生产工艺流程,进一步推动铜管行业的发展和进步。
2.正文2.1 铜管生产工艺流程要点1铜管的生产工艺流程是一个复杂的过程,其中有许多关键要点需要特别注意。
在本文中,我们将重点介绍其中的第一个要点。
铜管的生产工艺流程中的第一个要点是原材料准备。
在生产铜管之前,首先需要准备优质的铜材料。
铜材料的选择对于铜管的质量和性能具有至关重要的影响。
铜管管件加工工艺标准概要
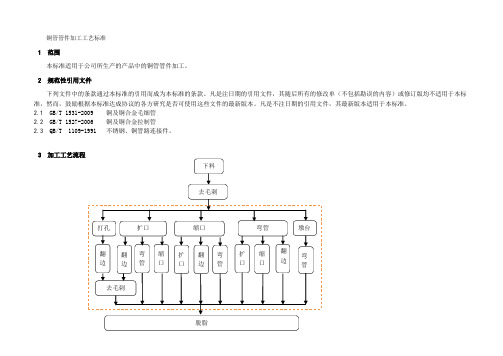
铜管管件加工工艺标准1 范围本标准适用于公司所生产的产品中的铜管管件加工。
2 规范性引用文件下列文件中的条款通过本标准的引用而成为本标准的条款。
凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。
凡是不注日期的引用文件,其最新版本适用于本标准。
2.1 GB/T 1531-2009 铜及铜合金毛细管2.2 GB/T 1527-2006 铜及铜合金拉制管2.3 QB/T 1109-1991 不锈钢、铜管路连接件。
4 铜管一般要求4.1 密封冷媒系统要求管件内部表面清洁、无氧化、无水、无油等;4.2 不允许使用带有裂纹、不圆变形、扭曲、可见砂眼、喷墨(铜管厂检测有缺陷的标记)、发黑(氧化)等缺陷的铜管。
5 铜管加工要求总则5.1 管路的加工按设计图纸进行,形状、尺寸应符合设计要求;5.2 断口处直径改变应在铜管标准直径的2%以内,且断口不允许有飞边,毛刺;5.3 管件要脱油、去污、无铜屑,内外表面光洁,不许有油污、伤痕、氧化皮;5.4 焊接过程必须充氮保护,焊后用2.8~3.0MPa的干燥压缩空气吹净内部。
6 铜管下料、去毛刺6.1 设备及操作要求6.1.1 使用工具:割管刀,有效直尺,定位块根据图纸要求的尺寸和管径,用直量取相应的长度,放置定位块6.1.2 铜管需定位固定后,再用割刀拆下,要保证割口平齐,不变形6.1.3 操作中,不允许戴手套,但去毛刺可以戴手套操作,防止毛线进入铜管。
6.1.4 切割过程中,铜管均匀进给,以保证管口圆滑。
6.1.5 当管径小于(等于)Φ12mm,可多根(不多于10根)一起下料;当管径大于Φ12mm,或长度小于60mm的铜管必须单独进行下料。
6.1.6 下料后必须对端口去毛刺,去毛刺采用铁丝砂轮机,应根据不同管径调整变频器的大小以控制机转速。
具体可见下表1。
表16.1.7 去毛刺后,必须用2.8~3.0MPa的干燥压缩空气吹掉管内外的铜屑、杂物。
棒材生产工艺
棒材生产工艺棒材生产工艺是指将金属材料加工成棒状产品的一系列工艺过程。
棒材广泛应用于机械制造、建筑施工、航空航天等领域,其质量和性能直接关系到产品的使用寿命和安全性。
下面将介绍一种常见的棒材生产工艺流程。
首先,棒材生产工艺的第一步是原料的准备。
常见的金属棒材材料有钢、铝、铜等。
这些材料在生产之前需要经过熔炼和精炼等工艺,确保其成分和纯度满足要求。
然后,将熔炼得到的金属液体倒入浇铸机或连铸机中,通过连铸成型,得到初步形状为圆坯的材料。
接下来的工序是坯料加热和预处理。
将刚刚得到的圆坯送入加热炉,经过一定的时间和温度,使其达到或接近于工艺所需的加热温度。
这个过程旨在提高材料的可塑性和改善其加工性能。
在加热之后,还需要进行预处理,包括除氧、去火山灰等操作,确保材料的质量。
加热和预处理完成后,进入下一个关键步骤——轧制。
将经过预处理的圆坯送入轧机中,经过多次轧制,使其逐渐变细。
轧制工艺的目的是改变材料的截面形状和尺寸,提高材料的密实性和力学性能。
不同的轧制机和轧制工艺可以获得不同规格和形状的棒材,如圆棒、六角棒、方棒等。
轧制过程中需要控制轧制力、轧制温度等参数,以确保产品质量。
轧制完成后,还需要进行后续的处理工艺,例如调质、退火等。
调质可以提高材料的强度和硬度,退火则可以改善材料的塑性和韧性。
这些处理工艺一般需要在特定的温度和时间条件下进行,以达到预期的效果。
最后,对生产的棒材进行表面处理、检验和包装等工序。
表面处理包括酸洗、喷砂等,以去除材料表面的氧化皮、污染物等。
检验过程需要对棒材的尺寸、形状、化学成分等进行检测,以确保产品符合标准要求。
最后,将检验合格的棒材经过包装,方便存储、运输和销售。
综上所述,棒材生产工艺是一个复杂的过程,涉及多个环节和工序。
每个步骤都需要严格控制和操作,以确保产品质量。
随着科技的进步和工艺的创新,棒材的生产工艺也在不断改进和发展,以满足不断变化的市场需求。
铜管加工工艺培训课件
铜管加工工艺培训课件铜管加工工艺培训课件铜管加工工艺是一门重要的技术,广泛应用于建筑、制造业等领域。
本文将介绍铜管加工的基本工艺和技巧,帮助读者更好地掌握这一技术。
一、铜管加工的基本工艺铜管加工的基本工艺包括切割、成型、焊接和表面处理等环节。
首先是切割,这是铜管加工的第一步。
常见的切割方法有手工切割、机械切割和火焰切割等。
手工切割适用于小批量生产,机械切割适用于大规模生产,而火焰切割适用于较厚的铜管。
切割完成后,接下来是成型。
成型是将切割好的铜管按照要求进行弯曲、扩口等形状加工。
常见的成型方法有冷弯、热弯和扩口等。
冷弯适用于较小半径的弯曲,热弯适用于较大半径的弯曲,而扩口则适用于连接不同直径的铜管。
完成成型后,焊接是铜管加工的关键环节之一。
焊接是将不同部位的铜管连接起来,常用的焊接方法有氧焊、电弧焊和激光焊等。
氧焊适用于较小直径的铜管,电弧焊适用于较大直径的铜管,而激光焊则适用于高精度要求的连接。
最后是表面处理。
表面处理是为了保护铜管,常见的方法有镀锌、喷涂和抛光等。
镀锌适用于防腐蚀,喷涂适用于美观,而抛光则适用于提高铜管的光滑度。
二、铜管加工的技巧除了基本工艺外,铜管加工还需要一些技巧。
首先是选择合适的工具。
不同的铜管加工需要不同的工具,例如切割需要切割机、成型需要弯管机、焊接需要焊接机等。
选择合适的工具可以提高工作效率和加工质量。
其次是掌握合适的操作方法。
铜管加工的操作方法需要根据具体情况来确定,例如切割时要掌握刀具的角度和切割速度,成型时要掌握弯曲的力度和角度,焊接时要掌握焊接的温度和时间等。
只有掌握了合适的操作方法,才能保证加工的质量和效果。
最后是注意安全。
铜管加工需要使用一些危险的工具和设备,因此安全是非常重要的。
在操作过程中,要戴好防护眼镜、手套和口罩,避免发生意外伤害。
同时,要注意工作环境的通风和清洁,避免产生有害气体和粉尘。
三、铜管加工的应用领域铜管加工广泛应用于建筑、制造业等领域。
铜管件生产工艺

铜管件生产工艺铜管件是一种连接管道的重要配件,广泛应用于建筑、冶金、化工、电力等领域。
本文将介绍铜管件的生产工艺过程。
一、铜材选择:铜管件通常采用高纯度的铜材制作,常见的有TP2级别的无氧铜材。
无氧铜材具有良好的导电性和导热性,耐腐蚀性强,适用于各种环境。
二、材料切割:首先将选购的铜材进行切割。
通常使用电动切割机或激光切割机进行切割,确保切割面的平整度和精度。
三、材料加工:将切割好的铜材进行加工。
这一步骤通常包括冷加工和热加工两个过程。
1. 冷加工:冷加工主要是通过冲压、拉伸、弯曲等工艺对铜材进行成形。
铜管件的外形和尺寸将根据设计要求在冷加工中完成。
2. 热加工:热加工主要是通过加热和锻造工艺进行。
加热可以提高铜材的塑性,使其更容易锻造。
锻造是利用模具对铜材进行压制和切割,使其成型。
这一步骤通常需要多道工序进行。
四、焊接:铜管件在生产过程中,通常需要进行焊接。
焊接工艺包括火焊、气焊和TIG焊等。
焊接可以将不同的铜管件进行连接或修复。
五、表面处理:铜管件在生产完成后,通常需要进行表面处理。
常见的表面处理方式有抛光、喷沙和电镀等。
这些处理可以提高铜管件的外观质量和耐腐蚀性。
六、质检:生产工艺完成后,还需要进行质检。
质检主要包括产品外观检查、尺寸检测、力学性能测试等。
只有通过质检的铜管件才能出厂销售。
七、包装和运输:质检合格的铜管件将被进行包装,以便运输到用户处。
一般将铜管件采用纸箱或木箱包装,以避免产品在运输过程中受到损坏。
以上是铜管件的生产工艺过程的基本介绍。
通过严格的生产工艺和质检,可以保证铜管件的质量和性能,提高产品的市场竞争力。
同时,合理的包装和运输过程,可以确保产品安全送达用户手中。
棒材制作工艺

棒材制作工艺棒材是一种常见的金属制品,广泛应用于建筑、机械、航空航天等行业。
它具有强度高、耐腐蚀、耐磨损等优点,因此在许多领域都被广泛使用。
本文将介绍棒材的制作工艺,以及制作过程中需要注意的细节。
棒材的制作工艺一般包括材料准备、加工成型和表面处理三个主要步骤。
首先是材料准备阶段,需要选择合适的金属材料作为原料。
常见的棒材材料包括铁、铝、铜、不锈钢等。
在选择材料时,需要考虑到棒材的用途和工作环境,以确保其具有足够的强度和耐腐蚀性。
接下来是加工成型阶段。
首先,需要将选定的原料切割成适当的长度。
切割可以使用机械切割或火焰切割等方式进行。
然后,将切割好的原料送入轧机进行冷轧或热轧加工。
冷轧是通过将原料经过多道次的轧制来改变其形状和尺寸。
热轧则是在高温下对原料进行轧制,以获得更高的强度和塑性。
轧制完成后,还需要进行拉拔或锻造等工艺,进一步改善棒材的性能。
最后是表面处理阶段。
棒材在使用过程中需要具有良好的表面质量,以提高其耐腐蚀性和美观度。
常见的表面处理方法包括酸洗、镀锌、喷涂等。
酸洗是通过将棒材浸泡在酸液中,去除表面的氧化物和杂质。
镀锌则是将棒材浸泡在熔融的锌液中,形成一层锌的保护层。
喷涂是将涂料喷涂在棒材表面,形成一层保护膜。
在棒材制作过程中,还需要注意一些细节。
首先是材料的质量控制。
选择高质量的原料是确保棒材品质的关键。
其次是加工工艺的控制。
不同的加工工艺会对棒材的性能产生影响,因此需要确保每个环节都符合规范。
此外,还需要注意设备的维护和保养,以确保加工过程的稳定性和安全性。
棒材制作工艺是一个复杂而精细的过程。
只有在严格控制每个环节的质量和细节时,才能制作出高质量的棒材产品。
希望本文的介绍对读者了解棒材制作工艺有所帮助,也希望读者在使用棒材产品时能够注意其质量和安全性。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
精密铜镍合金节能降耗技术改造项目工艺计算说明产品方案及生产工艺简介根据产品方案及所选择的生产工艺,年产量60000 t。
其中:白铜管13000 t、紫铜和黄铜管材7000 t、型材4000 t、铜合金棒材和线材36000 t。
本项目4条生产工艺如下。
大规格管棒材生产线B10管材生产线冷凝管生产线直径小于Φ30mm 棒线材生产线工艺计算成材率合金棒线材生产线(拉一道出成品)一、B10为主的生产线:BFe10-1-1产量8000吨(直管Φ6~30×0.5~3 产量5000吨,盘管Φ6~20×0.5~3产量3000吨)工艺流程:铸锭设备流程:图1 BFe10-1-1管材生产线设备连接框图注:括号【】中的内容表示两班制数据。
以下同。
1、3.5吨白铜熔炼炉熔化率:3.5 t/h,有效容量:4吨,铸锭规格:Φ310×5500㎜单头牵引。
加料分析辅助时间20min,浇铸速度6m/h。
铸锭量12576吨,单台设备负荷142%,即本生产BFe10-1-1Φ310×5500㎜12576吨需要1.42台炉子。
2、锯切锯切规格按Φ310×750㎜计算,锯一次Φ310㎜时间8min辅助时间0.5min。
一台锯床年锯切量17700吨是铸锭,Φ310×750㎜B10总需锭坯重量为12576吨,则设备负荷为71%(二班制109%)。
铸锭成材率90%算,锯切后合格锭坯量为11318吨。
3、加热炉每小时加热25节,Φ310×750㎜B10个重为504㎏,实际需加热Φ310×750㎜B10锭为11318吨,占生产能力的15%(两班制为23%)。
4、50MN挤压机(Φ310×750→Φ110×12.5)挤压生产效率:25根/小时(针对BFe10-1-1 Φ310×750 →Φ110×12.5mm管材)需挤压Φ310×750㎜B10锭为11318吨,占生产能力的15%(两班制为23%)。
综合成材率按85%计,成品量为9620吨压余按18㎜,去头尾共计400㎜,总几何废料重27㎏,铸锭Φ310×750㎜重量为504㎏,成品管重477㎏,挤压管Φ110×12.5mm长度为14000㎜。
挤压比λ=19.523。
5、回转式矫直机(产品Φ110×12.5)每年需矫直管材量为9620吨。
6、LG90轧机(产品Φ55×3)轧制工艺:BFe10-1-1Φ110×12.5 mm→Φ55×2.5 mm,生产能力:980 kg/h一台轧机年产成品量为5880吨,需轧制量是9620吨,轧机负荷是164%(两班制为252%)。
即轧制9620吨材料需LG90轧机1.64台(两班制为2.52台)。
成材率97%计,轧制成品量为9331吨,轧制品单重453㎏,则Φ55×2.5 mm的长度为123米,延伸系数λ=9.29。
7、150KN/100KN履带式二串联拉伸机Φ55×2.5→Φ48×2→Φ42×1.6拉伸速度:第一台小车速度120m/min,第二台小车150 m/min计,管坯规格:Φ55×2.5mm。
管坯长度123米,上料辅助时间为3min。
二串联拉年产量为34740吨,需拉抻坯料量为9331吨,设备负荷量为27%(两班制为41%)。
成材率按95%计算,成品量为8864吨。
延伸系数λ=2.03(Φ55×2.5→Φ42×1.6)拉制品Φ42×1.6㎜的管坯长度为249米,拉制完除去制头200㎜后管坯单重为449㎏。
8、倒立盘拉伸(Φ42×1.6→Φ36×1.3→Φ31×1.1Φ→Φ25×1→Φ20×0.9→Φ16×0.8)坯料长为249米,重449㎏,制头200㎜损失重量为1.35㎏,盘拉速度为150m/min,辅助时间为4 min。
设备年产量为54000吨,需拉抻坯料量为8864吨,拉伸道次与负荷量关系如下。
成材率按95%计算,成品量为8421吨。
Φ42×1.6→Φ36×1.3→Φ31×1.1,延伸系数λ=1.92,拉制品Φ31×1.1㎜的管坯长度为489米,管坯单重为446㎏。
9、60kN履带式联合精整机拉伸速度:120m/min,Φ31×1.1→Φ25×1mm,λ=1.37Φ16~Φ30mm的白铜直条管从这台设备出成品,成材率95%,需拉制的管材3158吨,设备负荷16.7%(两班制为26%),成品量3000吨。
10、凸轮式联拉精整(直管Φ16×0.8→Φ12.7×0.75)Φ6~Φ16mm的管材在这台设备上出成品,拉拔速度80m/min,辅助时间3min,管坯长1320米,重498㎏,成品管总长1790米,用时0.42小时。
需拉制的管坯量2105吨,设备负荷率为33%(两班制51%),成材率95%,成品量为2000吨11、复绕机(盘管)复绕速度200m/min,辅助时间3min,盘Φ10×0.5,管长3370米,用时20min,重448㎏管坯3158吨,设备负荷39%(两班制为60%)。
成材率为95%,B10盘管3000吨12、清洗清洗生产能力本生产线需要清洗成品管量为8000吨,设备负荷为27%(两班制为41%)。
13、退火辊底式退火炉生产能力本生产线成品退火量为6000吨,设备负荷为66.7%网链式退火炉产能本生产线用网链炉成品退火2000吨,设备负荷为41.7%14、成品包装机组二、冷凝管及中等规格管棒生产线工艺流程:返回熔炼几何废料模 具铸 锭图2 冷凝管材生产线设备连接框图本生产线产品方案:BFe30-1-1产量1000 吨;HSn70-1、HAl77-2产量2000吨(直管Φ6~40×0.5~3、典型产品B30Φ25×1、H70-1Φ25×1、H77-2Φ16×1)1、3.5吨白铜熔炼炉熔化率:3.5 t/h,有效容量:4吨,一拖二形式,铸锭规格:Φ260×5500㎜单头牵引。
加料分析辅助时间20min,浇铸速度6m/h。
铸锭量1988吨,设备负荷32%。
2、3.5吨黄铜熔炼炉熔化率:3.5 t/h,有效容量:3.5吨,铸锭规格:Φ210×5500㎜单头牵引。
加料分析辅助时间20min,浇铸速度6m/h。
铸锭量3914吨,设备负荷68%。
3、锯切B30Φ260铸锭重量为1988吨,则锯切设备负荷为18%(两班制为27%)。
铸锭成材率按90%算,其Φ260×550㎜锭坯个重为260kg,总重量为1789吨。
HSn70-1、HAl77-2Φ210铸锭重量为3914吨,则锯切设备负荷为54%(两班制为83%)。
铸锭成材率按90%算,其Φ210×600㎜锭坯个重为179kg,量为3523吨。
冷凝管共占锯切设备负荷的72%(两班制为110%)。
4、加热炉Φ260×550㎜B30每小时加热30节,Φ210×600㎜HSn70-1、HAl77-2每小时加热15节。
B30锭坯量为1789吨,占加热炉负荷的4%(两班制为6%)。
HSn70-1、HAl77-2锭坯量为3523吨,占加热炉负荷的22%(两班制为34%)。
7、挤压机50MN挤压机生产效率:30根/小时(针对B30 Φ260×600 →Φ76×8mm管材)16MN挤压机生产 HSn70-1、HAl77-2Φ210×600㎜生产效率:15根/小时(针对Φ210×600 →Φ65×5mm管材)挤压机产能如下表B30锭坯量为1789吨,占50MN挤压机负荷的4%(两班制为6%)。
Φ260×550㎜锭个重为260㎏,挤制产品76×8㎜长度为16.1米,重量为244.75㎏,挤压比λ=12。
成材率为80%,管坯重量为1430吨。
HSn70-1、HAl77-2锭坯量为3523吨,占16MN挤压机负荷的22%(两班制为34%)。
Φ260×600㎜个锭重量为179㎏,挤制产品65×5㎜长度为20.97米,重量为169.88㎏,挤压比λ=16.53。
成材率为80%,管坯重量为2818吨。
8、LG60轧机工艺:H70-1、H77-2Φ65×5→Φ40×1.5;B30为Φ76×8→Φ45×2.2。
LG60轧机产能如下表B30原料重量为1430吨,设备负荷为18%(两班制27%)。
Φ76×8→Φ45×2.2㎜,延伸系数λ=5.78,管坯单重244㎏,Φ45×2.2 mm的长度为93米。
成率按97%计,成品总重量为1387。
H70-1、H77-2原料重量为2818吨,占设备产能的75%(两班制115%)H70-1、H77-2轧制工艺:Φ65×5 mm→Φ40×1.5 mm,延伸系数λ=5.19,管坯单重169㎏,长度为108.93米。
成率按97%计,成品量为2733吨。
冷凝管总轧制量为4248吨(1430+2818),60轧机负荷量是93%(18%+75%),二班制为142%(27%+115%)。
即本生产线需LG60轧机0.93台(二班制为1.42台)。
9、中间退火,辊底式氧化退火炉退火炉生产能力冷凝管的中间退火量为4160吨,设备负荷为46%(两班制70%)。
10、酸洗冷凝管年酸洗量为4160吨,每天需酸洗量为13.73吨。
11、30t双链三线拉伸机(HSn70-1、AL77-2:Φ40×1.5×8117mm→Φ35×1.2×11243mm→Φ30×1.05×14688㎜→退火)(B30:Φ45×2.2×79790→Φ38×1.7→扒皮Φ37.5×1.55→Φ32×1.3mm→退火)拉伸速度50m/min,每拉一道次制头几何损失为200mm。
30t双链三线拉伸HSn70-1、HAl77-2产能如下表HSn70-1、HAl77-2工艺:Φ40×1.5×8117→Φ35×1.2×11243 mm,延伸系数λ=1.42,产品单重12.31㎏。
产品总重量为2773,拉一道次两台设备负荷为23%(两班制为36%)。
工艺上有三道次拉伸,设备负荷为69%(两班制为108%)30t双链三线拉伸B30产能如下表B30工艺:Φ45×2.2×5184→Φ38×1.7×7627mm,延伸系数λ=1.53,产品单重13.2㎏,成品总量为1387吨,拉伸一道次设备负荷为10%(两班制为%16)。