加强筋设计规范
塑料槽体加强筋设计原则
塑料槽体加强筋设计原则
塑料槽体加强筋设计原则包括以下几点:
1.防止塑料局部集中以免产生缩孔气泡。
2.加强筋不宜过高过密,两个加强筋之间的距离大于2~3倍壁厚。
3.加强筋的朝向应与塑料成型时的熔体流动方向一致,减少流动阻力。
4.加强筋端面应低于制品支承面0.6~1mm。
5.加强筋的厚度应小于被加强的产品壁厚,防止连接处产生凹陷。
6.加强筋的高度不宜过高,否则会使筋部受力破坏,降低自身刚性。
7.加强筋的斜度可大些,一般应大于1.5°,避免顶伤,以利脱模。
8.多条加强筋要分布得当,排列相互错开,以减少收缩不均。
9.一般加强筋都是加斜骨,目的是避免困气,有利于注塑及强度。
这些原则都旨在使塑料槽体更加稳定和耐用,同时优化生产过程,提高效率。
请注意,具体的设计细节可能需要根据具体的应用场景和要求进行调整。
2-加强筋设计规范

PTC013加强筋设计规范(设计流程节点规范)一.加强筋应用概述为了确保塑件的强度和刚性,又不致使塑件的壁厚过厚,可以在塑件的适当部位设置加强筋,以避免塑件的变形。
加强筋还起到对装配中元器件的定位,相互配合的部件的对齐,机构的止位和导向的作用,另外,加强筋还可充当内部流道,改善塑件成型过程中塑料流动的情况,有助模腔充填。
二. 加强筋的设计要点1. 厚度一般情况下,加强筋大端厚度A应不大于壁厚的1/2,以免引起收缩;筋小端厚度B,PP材料应不小于0.9mm,其他ABS/PS等材料应不小于1.0mm。
筋截面如图2-1所示。
T-顶面壁厚A-筋大端厚度,A≤1/2TB-筋小端厚度C-脱模斜度H-筋的高度图2-1增加强度的办法是增加筋的数量,而不是增加筋的厚度。
在必须采用较深的加强筋,造成筋大端厚度较厚时,应考虑采取防缩结构,如盘座内壁挂线钩(图2-2所示),或者将容易形成缩痕的部位设计成花纹,来遮盖缩痕。
图2-2下表是常见塑料制品壁厚筋厚设计参考值:常见塑料制品壁厚筋厚设计参考值说明:1、此表为常见家电塑料制品壁厚及筋厚的参考数值,不包括手机、遥控器等精密制品。
非常规制品的侧壁及加强筋大小端尺寸还需另行讨论;2、表中给出的透明制品的加强筋的大端数值指的是没有强度要求的透明件的大端尺寸。
对于有强度要求的透明制品,加强筋的大端尺寸可以设计到与基本壁厚等值,但筋的小端不能小于上表中给出的数值。
2. 高度筋高度应不大于顶面壁厚的3倍,如图2-1中尺寸H≤3T。
在满足设计要求的情况下,加强筋高度应尽可能小。
使用两条或多条矮的加强筋比使用单一条高的加强筋较为优胜。
为保证塑件基本平整,加强筋的端面不应与塑件的支撑面相平,应低于支撑面不小于0.5mm,如图2-3所示:图2-3对于有阶梯的面,在设计加强筋时,应着重考虑筋的位置和高度。
如图2-4所示的筋位设计不合理,要保证筋位端面到各支撑面的高度尽量相等。
改进方案,可以把筋位的拱形口左移或把拱形口高度抬高。
设计指南45加强筋的设计

(2) 避免平板式设计
• 添加加强筋提高零件的强度 ”加强筋是提高零件强度最好的方法。
(3) 添加加强筋辅助熔化金属的流动
• 熔化金属流动,提高零件的充填性能
(4) 加强筋的位置分布要合理
(5) 加强筋连接处避免局部壁厚太大
加强筋的设计
设计指南
加强筋主要有两个作用:
其
加强筋的尺寸
(1)加强筋的尺寸
1) 加强筋的根部厚度一般不大于此处壁的厚度。
2) 加强筋的脱模斜度为 1° ~3°。 3) 加强筋的根部应当添加圆角,以避免零件截面急剧变化,同时辅助熔化金属 流动,减少零件应力集中,提高零件强度。圆角半径一般接近于此处零件壁厚。 4) 加强筋高度不超过加强筋厚度的5 倍。
冲压件加强筋设计要求

冲压件加强筋的设计要求主要包括以下几个方面:
1. 尺寸要求:加强筋的尺寸应根据冲压件的使用条件进行确定。
一般来说,加强筋的长度应该为冲压件长度的一半。
加强筋的厚度应该为冲压件的材料厚度的1.5到2倍。
加强筋的高度应该不小于加强筋宽度的1.5倍,这样才能保证加强筋的刚度和强度。
2. 位置要求:加强筋应放置在冲压件的关键区域,以提高其刚度和强度。
例如,在冲压件的角落或边缘放置加强筋可以增强其结构稳定性。
3. 形状要求:加强筋的形状应该简单,易于加工和安装。
常见的加强筋形状包括长条形、圆形和方形等。
此外,加强筋的截面形状应与冲压件的材料和厚度相匹配,以确保最佳的增强效果。
4. 材料要求:加强筋的材料应与冲压件的材料相兼容,以避免发生腐蚀或化学反应。
此外,应根据加强筋的尺寸和形状选择合适的材料,以确保其具有足够的刚度和强度。
5. 加工要求:加强筋的加工应考虑到其形状、尺寸和材料。
对于大型加强筋,应使用合适的加工设备进行切割、弯曲和成型等操作。
对于小型加强筋,可以使用手动工具进行加工。
6. 表面处理要求:根据需要,可以对加强筋进行表面处理,以提高其耐腐蚀性和美观度。
常见的表面处理方法包括喷涂、电镀和氧化等。
总之,冲压件加强筋的设计要求需要根据实际情况进行综合考虑,以确保其具有良好的结构性能和加工性能。
产品结构设计准则加强筋篇
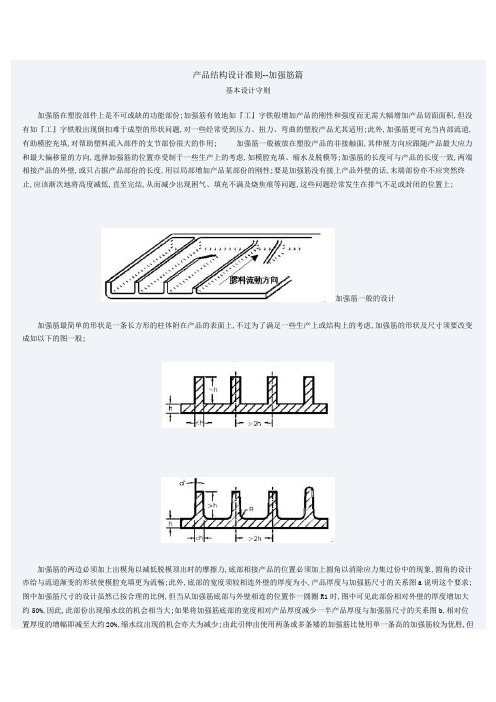
产品结构设计准则--加强筋篇基本设计守则加强筋在塑胶部件上是不可或缺的功能部份;加强筋有效地如『工』字铁般增加产品的刚性和强度而无需大幅增加产品切面面积,但没有如『工』字铁般出现倒扣难于成型的形状问题,对一些经常受到压力、扭力、弯曲的塑胶产品尤其适用;此外,加强筋更可充当内部流道,有助模腔充填,对帮助塑料流入部件的支节部份很大的作用; 加强筋一般被放在塑胶产品的非接触面,其伸展方向应跟随产品最大应力和最大偏移量的方向,选择加强筋的位置亦受制于一些生产上的考虑,如模腔充填、缩水及脱模等;加强筋的长度可与产品的长度一致,两端相接产品的外壁,或只占据产品部份的长度,用以局部增加产品某部份的刚性;要是加强筋没有接上产品外壁的话,末端部份亦不应突然终止,应该渐次地将高度减低,直至完结,从而减少出现困气、填充不满及烧焦痕等问题,这些问题经常发生在排气不足或封闭的位置上;加强筋一般的设计加强筋最简单的形状是一条长方形的柱体附在产品的表面上,不过为了满足一些生产上或结构上的考虑,加强筋的形状及尺寸须要改变成如以下的图一般;加强筋的两边必须加上出模角以减低脱模顶出时的摩擦力,底部相接产品的位置必须加上圆角以消除应力集过份中的现象,圆角的设计亦给与流道渐变的形状使模腔充填更为流畅;此外,底部的宽度须较相连外壁的厚度为小,产品厚度与加强筋尺寸的关系图a说明这个要求;图中加强筋尺寸的设计虽然已按合理的比例,但当从加强筋底部与外壁相连的位置作一圆圈R1时,图中可见此部份相对外壁的厚度增加大约50%,因此,此部份出现缩水纹的机会相当大;如果将加强筋底部的宽度相对产品厚度减少一半产品厚度与加强筋尺寸的关系图b,相对位置厚度的增幅即减至大约20%,缩水纹出现的机会亦大为减少;由此引伸出使用两条或多条矮的加强筋比使用单一条高的加强筋较为优胜,但当使用多条加强筋时,加强筋之间的距离必须较相接外壁的厚度大;加强筋的形状一般是细而长,加强筋一般的设计图说明设计加强筋的基本原则;留意过厚的加强筋设计容易产生缩水纹、空穴、变形挠曲及夹水纹等问题,亦会加长生产周期,增加生产成本;产品厚度与加强筋尺寸的关系除了以上的要求,加强筋的设计亦与使用的塑胶材料有关;从生产的角度看,材料的物理特性如熔胶的黏度和缩水率对加强筋设计的影响非常大;此外,塑料的蠕动creep特性从结构方面来看亦是一个重要的考虑因数;例如,从生产的角度看,加强筋的高度是受制于熔胶的流动及脱模顶出的特性缩水率、摩擦系数及稳定性,较深的加强筋要求胶料有较低的熔胶黏度、较低的摩擦系数、较高的缩水率;另外,增加长的加强筋的出模角一般有助产品顶出,不过,当出模角不断增加而底部的阔度维持不变时,产品的刚性、强度,与及可顶出的面积即随着减少;顶出面积减少的问题可从在产品加强筋部份加上数个顶出凸块或使用较贵的扁顶针得以解决,同时在顶出的方向打磨光洁亦有助产品容易顶出;从结构方面考虑,较深的加强筋可增加产品的刚性及强度而无须大幅增加重量,但与此同时,产品的最高和最低点的屈曲应力bending stress随着增加,产品设计员须计算并肯定此部份的屈曲应力不会超出可接受的范围; 从生产的角度考虑,使用大量短而窄的加强筋比较使用数个深而阔的加强筋优胜;模具生产时尤其是首办模具:加强筋的阔度也有可能深度和数量应尽量留有馀额,当试模时发觉产品的刚性及强度有所不足时可适当地增加,因为在模具上去除钢料比使用烧焊或加上插入件等增加钢料的方法来得简单及便宜;加强筋增强塑胶件强度的方法以下是加强筋被置于塑胶部件边缘的地方可以帮助塑料流入边缘的空间;置于塑胶部件边缘地方的加强筋不同材料的设计要点ABS 减少在主要的部件表面上出现缩水情形,肋骨的厚度应不可是相交的胶料厚度的50%以上,在一些非决定性的表面肋骨厚度可最多到70% ;在薄胶料结构性发泡塑胶部件,肋骨可达相交面料厚的80%;厚胶料肋骨可达100%;肋骨的高度不应高于胶料厚的三倍;当超过两条肋骨的时侯,肋骨之间的距离应不小于胶料厚度的两倍;肋骨的出模角应介乎单边至以便于脱模容易;ABS加强筋的设计要点PA 单独的肋骨高度不应是肋骨底部厚度的三倍或以上;在任何一条肋骨的后面,都应该设置一些小肋骨或凹槽,因肋骨在冷却时会在背面造成凹痕,用那些肋骨和凹槽可以作装饰用途而消除缩水的缺陷;PBT厚的肋骨尽量避免以免产生气泡,缩水纹和应力集中;方式的考虑是会限制了肋骨尺寸;在壁厚于3.2mm 1/8 in 以下肋骨厚度不应超过壁厚的60%;在壁厚超过3.2mm的肋骨不应超过40%;肋骨高度应不超过骨厚的3倍;肋骨与胶壁两边的地方以一个0.5mm0.02 in 的R来相连接,使塑料流动畅顺和减低内应力;PC 一般的肋骨厚度是取决于塑料流程和壁厚;若很多肋骨应用于补强作用,薄的肋骨是比厚的要好;PC肋骨的设计可叁考下图PS的肋骨设计要点;PS 肋骨的厚度不应超过其相接壁厚的50%;经验告诉我们违反以上的指引在表面上会出现光泽不一现象;PS置于中位的肋骨设计要点PS置于边位的肋骨设计要点PSU 肋骨是可以增强了产品的撞击强度和利用最经济的成本达致有效的结果;不良的设计是会使表面有收缩痕和非期望的撞击强度;。
产品结构设计准则2--加强筋篇

产品结构设计准则--加强筋篇基本设计守则加强筋在塑胶部件上是不可或缺的功能部份。
加强筋有效地如『工』字铁般增加产品的刚性和强度而无需大幅增加产品切面面积,但没有如『工』字铁般出现倒扣难于成型的形状问题,对一些经常受到压力、扭力、弯曲的塑胶产品尤其适用。
此外,加强筋更可充当内部流道,有助模腔充填,对帮助塑料流入部件的支节部份很大的作用。
加强筋一般被放在塑胶产品的非接触面,其伸展方向应跟随产品最大应力和最大偏移量的方向,选择加强筋的位置亦受制于一些生产上的考虑,如模腔充填、缩水及脱模等。
加强筋的长度可与产品的长度一致,两端相接产品的外壁,或只占据产品部份的长度,用以局部增加产品某部份的刚性。
要是加强筋没有接上产品外壁的话,末端部份亦不应突然终止,应该渐次地将高度减低,直至完结,从而减少出现困气、填充不满及烧焦痕等问题,这些问题经常发生在排气不足或封闭的位置上。
加强筋一般的设计加强筋最简单的形状是一条长方形的柱体附在产品的表面上,不过为了满足一些生产上或结构上的考虑,加强筋的形状及尺寸须要改变成如以下的图一般。
长方形的加强筋必须改变形状使生产更容易加强筋的两边必须加上出模角以减低脱模顶出时的摩擦力,底部相接产品的位置必须加上圆角以消除应力集过份中的现象,圆角的设计亦给与流道渐变的形状使模腔充填更为流畅。
此外,底部的宽度须较相连外壁的厚度为小,产品厚度与加强筋尺寸的关系图a说明这个要求。
图中加强筋尺寸的设计虽然已按合理的比例,但当从加强筋底部与外壁相连的位置作一圆圈R1时,图中可见此部份相对外壁的厚度增加大约50%,因此,此部份出现缩水纹的机会相当大。
如果将加强筋底部的宽度相对产品厚度减少一半(产品厚度与加强筋尺寸的关系图b),相对位置厚度的增幅即减至大约20%,缩水纹出现的机会亦大为减少。
由此引伸出使用两条或多条矮的加强筋比使用单一条高的加强筋较为优胜,但当使用多条加强筋时,加强筋之间的距离必须较相接外壁的厚度大。
2-加强筋设计规范

PTC013加强筋设计规范(设计流程节点规范)一.加强筋应用概述为了确保塑件的强度和刚性,又不致使塑件的壁厚过厚,可以在塑件的适当部位设置加强筋,以避免塑件的变形。
加强筋还起到对装配中元器件的定位,相互配合的部件的对齐,机构的止位和导向的作用,另外,加强筋还可充当内部流道,改善塑件成型过程中塑料流动的情况,有助模腔充填。
二.加强筋的设计要点1.厚度一般情况下,加强筋大端厚度A应不大于壁厚的1/2,以免引起收缩;筋小端厚度B,PP材料应不小于0.9mm,其他ABS/PS等材料应不小于1.0mm。
筋截面如图2-1所示。
T-顶面壁厚A-筋大端厚度,A≤1/2TB-筋小端厚度C-脱模斜度H-筋的高度图2-1增加强度的办法是增加筋的数量,而不是增加筋的厚度。
在必须采用较深的加强筋,造成筋大端厚度较厚时,应考虑采取防缩结构,如盘座内壁挂线钩(图2-2所示),或者将容易形成缩痕的部位设计成花纹,来遮盖缩痕。
图2-2下表是常见塑料制品壁厚筋厚设计参考值:常见塑料制品壁厚筋厚设计参考值说明:1、此表为常见家电塑料制品壁厚及筋厚的参考数值,不包括手机、遥控器等精密制品。
非常规制品的侧壁及加强筋大小端尺寸还需另行讨论;2、表中给出的透明制品的加强筋的大端数值指的是没有强度要求的透明件的大端尺寸。
对于有强度要求的透明制品,加强筋的大端尺寸可以设计到与基本壁厚等值,但筋的小端不能小于上表中给出的数值。
2.高度筋高度应不大于顶面壁厚的3倍,如图2-1中尺寸H≤3T。
在满足设计要求的情况下,加强筋高度应尽可能小。
使用两条或多条矮的加强筋比使用单一条高的加强筋较为优胜。
为保证塑件基本平整,加强筋的端面不应与塑件的支撑面相平,应低于支撑面不小于0.5mm,如图2-3所示:图2-3对于有阶梯的面,在设计加强筋时,应着重考虑筋的位置和高度。
如图2-4所示的筋位设计不合理,要保证筋位端面到各支撑面的高度尽量相等。
改进方案,可以把筋位的拱形口左移或把拱形口高度抬高。
加强筋设计规范

加强筋设计规范文件编码(008-TTIG-UTITD-GKBTT-PUUTI-WYTUI-8256)P T C013加强筋设计规范(设计流程节点规范)一.加强筋应用概述为了确保塑件的强度和刚性,又不致使塑件的壁厚过厚,可以在塑件的适当部位设置加强筋,以避免塑件的变形。
加强筋还起到对装配中元器件的定位,相互配合的部件的对齐,机构的止位和导向的作用,另外,加强筋还可充当内部流道,改善塑件成型过程中塑料流动的情况,有助模腔充填。
二. 加强筋的设计要点1. 厚度一般情况下,加强筋大端厚度A应不大于壁厚的1/2,以免引起收缩;筋小端厚度B,PP材料应不小于0.9mm,其他ABS/PS等材料应不小于1.0mm。
筋截面如图2-1所示。
T-顶面壁厚A-筋大端厚度,A≤1/2TB-筋小端厚度C-脱模斜度H-筋的高度图2-1增加强度的办法是增加筋的数量,而不是增加筋的厚度。
在必须采用较深的加强筋,造成筋大端厚度较厚时,应考虑采取防缩结构,如盘座内壁挂线钩(图2-2所示),或者将容易形成缩痕的部位设计成花纹,来遮盖缩痕。
图2-2下表是常见塑料制品壁厚筋厚设计参考值:1、此表为常见家电塑料制品壁厚及筋厚的参考数值,不包括手机、遥控器等精密制品。
非常侧壁及加强筋大小端尺寸还需另行讨论;2、表中给出的透明制品的加强筋的大端数值指的是没有强度要求的透明件的大端尺寸。
对于求的透明制品,加强筋的大端尺寸可以设计到与基本壁厚等值,但筋的小端不能小于上表中值。
2. 高度筋高度应不大于顶面壁厚的3倍,如图2-1中尺寸H≤3T。
在满足设计要求的情况下,加强筋高度应尽可能小。
使用两条或多条矮的加强筋比使用单一条高的加强筋较为优胜。
为保证塑件基本平整,加强筋的端面不应与塑件的支撑面相平,应低于支撑面不小于,如图2-3所示:图2-3对于有阶梯的面,在设计加强筋时,应着重考虑筋的位置和高度。
如图2-4所示的筋位设计不合理,要保证筋位端面到各支撑面的高度尽量相等。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
在加强筋的设计中,要适当考虑拱形和波形的应用。把筋表面制成拱形和波形可以增加筋的强度和刚性,并且可以避免注塑时因料不足而引起的注塑不到位的现象。
6.强度的要求
塑件在跌落过程中会造成特殊部件的断裂,所以设计加强筋时应充分考虑其功能和作用,在强度上达到一定的要求。例如一些受力结构(螺钉柱等)易断裂影响部件的功能,对这类结构考虑与底面的接触面积,要适当增加加强筋的数量,必要时加强筋的底面加圆角以提高强度。
2.0
2.0
1.4
2.8
2.5-2.2
2.2
2.3-1.8
1.8
1.8
1.2
2.5
2.5-2.0
2.0
2.0-1.5
1.5
1.8
1.2
说明:
1、此表为常见家电塑料制品壁厚及筋厚的参考数值,不包括手机、遥控器等精密制品。非常规制品的侧壁及加强筋大小端尺寸还需另行讨论;
2、表中给出的透明制品的加强筋的大端数值指的是没有强度要求的透明件的大端尺寸。对于有强度要求的透明制品,加强筋的大端尺寸可以设计到与基本壁厚等值,但筋的小端不能小于上表中给出的数值。
M-前壳主体壁厚度
N-前壳侧壁厚度
图5-1
图5-2
(2)有强度要求的加强筋,如图5-3:
图3-7
四、成型加强筋的模具设计:
为了降低加工及抛光的成本,模具设计时应注意以下问题:
当筋小端厚度尺寸小于1.2mm时,模具应采用镶拼结构实现;
当筋的深度度大于10mm,筋小端小于1.5mm时,模具应采用镶拼结构实现;
其他情况可根据具体情况确定。
五、典型产品设计举例:
5.1.电视机前壳加强筋的设计:
图2-4
3. 脱模斜度
为方便出模,加强筋应加脱模斜度,一般选取单边0.5°~1°,在允许的情况下,斜度尽量取大值,较深的筋应标注大小端厚度尺寸。
4. 圆角的应用
为提高塑件强度,改善塑件的流动情况及便于脱模,在加强筋的端面设计时,应采用圆弧过度。如图2-5所示的筋位设计不合理,筋位端面应设计成圆角。
图2-5
PTC013加强筋设计规(设计流程节点规)
一.加强筋应用概述
为了确保塑件的强度和刚性,又不致使塑件的壁厚过厚,可以在塑件的适当部位设置加强筋,以避免塑件的变形。加强筋还起到对装配中元器件的定位,相互配合的部件的对齐,机构的止位和导向的作用,另外,加强筋还可充当部流道,改善塑件成型过程中塑料流动的情况,有助模腔充填。
二. 加强筋的设计要点
1. 厚度
一般情况下,加强筋大端厚度A应不大于壁厚的1/2,以免引起收缩;筋小端厚度B,PP材料应不小于0.9mm,其他ABS/PS等材料应不小于1.0mm。筋截面如图2-1所示。
T-顶面壁厚
A-筋大端厚度,A≤1/2T
B-筋小端厚度
C-脱模斜度
H-筋的高度
图2-1
增加强度的办法是增加筋的数量,而不是增加筋的厚度。在必须采用较深的加强筋,造成筋大端厚度较厚时,应考虑采取防缩结构,如盘座壁挂线钩(图2-2所示),或者将容易形成缩痕的部位设计成花纹,来遮盖缩痕。
图3-5
4. 与侧壁不垂ቤተ መጻሕፍቲ ባይዱ的筋
有些筋与侧壁相连时,方向与侧壁不是垂直相交的,而是成一定角度,如图3-6-1所示,筋与侧壁相连处厚度大于侧壁厚度的1/2,为避免收缩,应将筋与侧壁相连处厚度切至壁厚的1/2,或将筋与侧壁相连处改为与垂直相交,如图3-6-2所示。
图3-6-1
图3-6-2
如洗衣机底台底角处的筋,
2.5-2.2
2.2
2.3-1.8
1.8
1.4
1.0
PP
2.5-2.2
2.2
2.2-1.5
1.5
1.2
0.9
2.5
ABS/PS
2.5-2.0
2.0
2.0-1.3
1.5
1.3
1.0
PP
2.5-2.0
2.0
2.0-1.3
1.3
1.2
0.9
透明制品
3
透明ABS/透明PS/PMMA
2.8-2.5
2.5
2.5-2.0
图3-4
3. 两端相接塑件侧壁的加强筋
加强筋的位置方向最好与胶料熔融充填方向一致,加强筋可两端相接塑件侧壁,长度与塑件长度一致,起增加塑件局部刚性的作用。若筋没有接上塑件侧壁,末端部份不应突然终止,应该渐次地将高度减低,直至完结,从而减少出现困气、填充不满及烧焦痕等问题,这些问题经常发生在排气不足或封闭的位置。
三、加强筋的分类
按照外型及作用的不同,加强筋可分为以下几类,下面分别介绍各类筋应注意的要点。
单向筋
单向筋一般用在薄长型的塑件,只需要单方向刚性的情况。单向筋通常是一系列平行的筋组合使用,设计时应注意系列筋的间距,一般情况下,间距值取不小于壁厚的2倍,如图3-1所示。
T=顶面壁厚
A≤1/2T
H≤3T
L≥2T
图2-2
下表是常见塑料制品壁厚筋厚设计参考值:
常见塑料制品壁厚筋厚设计参考值
制品类型
顶面壁厚
材料
侧面壁厚
部孔翻边厚度
筋大端
≤
筋小端
≥
参考值
推荐值
参考值
推荐值
普通外观制品
3
ABS/PS
2.8~2.5
2.5
2.5-2.0
2.0
1.4
1.0
PP
2.8-2.5
2.5
2.5-1.5
1.5
1.2
0.9
2.8
ABS/PS
设计要点:电视机前壳注塑成型采用气辅工艺,避免前脸表面缩水,但对侧壁防缩作用不明显。设计电视机前壳加强筋时,筋的主体壁厚要满足结构强度要求,筋与侧壁相连处的筋的厚度要减薄至前壳壁厚的1/2,以避免侧壁缩水,为了加工方便,应在筋的一侧减胶。
参考产品:21K40三星电视机前壳,模号:7069。
5.1.1.前壳壁厚,如图5-1:
2. 高度
筋高度应不大于顶面壁厚的3倍,如图2-1中尺寸H≤3T。在满足设计要求的情况下,加强筋高度应尽可能小。使用两条或多条矮的加强筋比使用单一条高的加强筋较为优胜。
为保证塑件基本平整,加强筋的端面不应与塑件的支撑面相平,应低于支撑面不小于0.5mm,如图2-3所示:
图2-3
对于有阶梯的面,在设计加强筋时,应着重考虑筋的位置和高度。如图2-4所示的筋位设计不合理,要保证筋位端面到各支撑面的高度尽量相等。改进方案,可以把筋位的拱形口左移或把拱形口高度抬高。
C=0.5°~1°
图3-1
若系列筋处有强度要求,如滚筒洗衣机视窗,此处对强度要求比较高,所以系列筋的间距值可不满足上述要求,如图所示。
图3-2
2. 交叉筋
交叉筋就是两个直角相交的筋,其相交处容易形成较厚的截面,如图所示:
图3-3
因此在相交筋接合处设计一个适当尺寸的芯,使筋的厚度保持在1/2壁厚,以满足加强筋壁厚设计要求,如下图所示。