产品部件之设计准则——壁厚篇(1)
产品部件之设计准则——壁厚篇(1)
壁厚 (Wall Thickness)基本设计守则壁厚的大小取决於产品需要承受的外力、是否作为其他零件的支撑、承接柱位的数量、伸出部份的多少以及选用的塑胶材料而定。
一般的热塑性塑料壁厚设计应以4mm为限。
从经济角度来看,过厚的产品不但增加物料成本,延长生产周期”冷却时间〔,增加生产成本。
从产品设计角度来看,过厚的产品增加引致产生空穴”气孔〔的可能性,大大削弱产品的刚性及强度。
最理想的壁厚分布无疑是切面在任何一个地方都是均一的厚度,但为满足功能上的需求以致壁厚有所改变总是无可避免的。
在此情形,由厚胶料的地方过渡到薄胶料的地方应尽可能顺滑。
太突然的壁厚过渡转变会导致因冷却速度不同和产生乱流而造成尺寸不稳定和表面问题。
对一般热塑性塑料来说,当收缩率”Shrinkage Factor〔低於0.01mm/mm时,产品可容许厚度的改变达;但当收缩率高於0.01mm/mm时,产品壁厚的改变则不应超过。
对一般热固性塑料来说,太薄的产品厚度往往引致操作时产品过热,形成废件。
此外,纤维填充的热固性塑料於过薄的位置往往形成不够填充物的情况发生。
不过,一些容易流动的热固性塑料如环氧树脂”Epoxies〔等,如厚薄均匀,最低的厚度可达0.25mm。
此外,采用固化成型的生产方法时,流道、浇口和部件的设计应使塑料由厚胶料的地方流向薄胶料的地方。
这样使模腔内有适当的压力以减少在厚胶料的地方出现缩水及避免模腔不能完全充填的现象。
若塑料的流动方向是从薄胶料的地方流向厚胶料的地方,则应采用结构性发泡的生产方法来减低模腔压力。
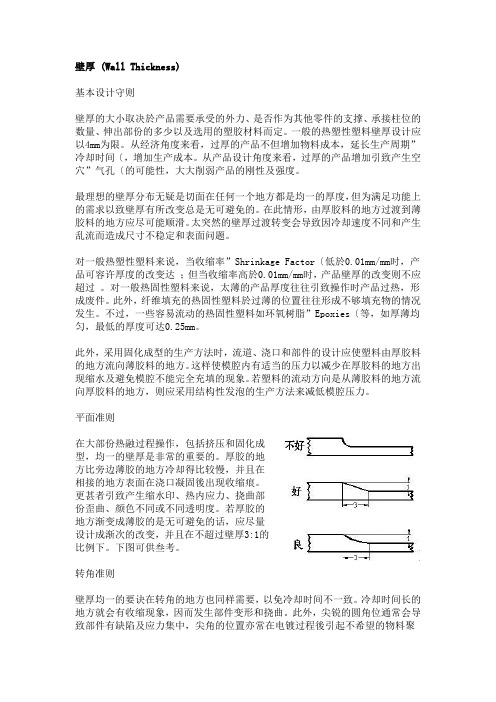
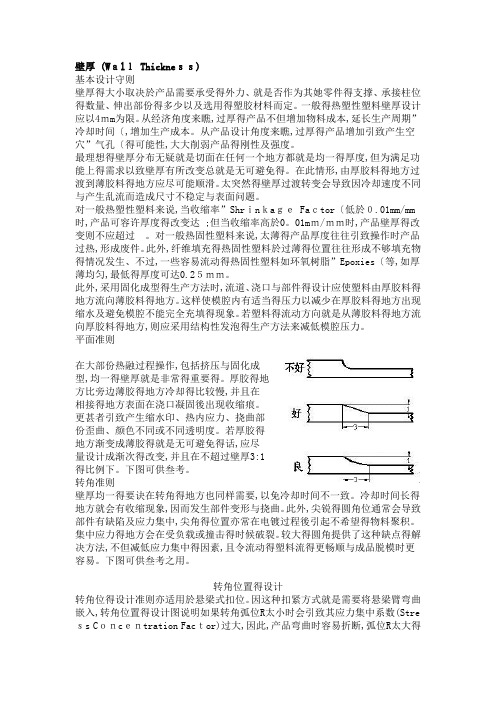
平面准则在大部份热融过程操作,包括挤压和固化成型,均一的壁厚是非常的重要的。
厚胶的地方比旁边薄胶的地方冷却得比较慢,并且在相接的地方表面在浇口凝固後出现收缩痕。
更甚者引致产生缩水印、热内应力、挠曲部份歪曲、颜色不同或不同透明度。
若厚胶的地方渐变成薄胶的是无可避免的话,应尽量设计成渐次的改变,并且在不超过壁厚3:1的比例下。
塑胶产品结构设计准则--壁厚篇
塑胶产品结构设计准则--壁厚篇基本设计守则壁厚的大小取决于产品需要承受的外力、是否作为其他零件的支撑、承接柱位的数量、伸出部份的多少以及选用的塑胶材料而定。
一般的热塑性塑料壁厚设计应以4mm为限。
从经济角度来看,过厚的产品不但增加物料成本,延长生产周期”冷却时间〔,增加生产成本。
从产品设计角度来看,过厚的产品增加引致产生空穴”气孔〔的可能性,大大削弱产品的刚性及强度。
最理想的壁厚分布无疑是切面在任何一个地方都是均一的厚度,但为满足功能上的需求以致壁厚有所改变总是无可避免的。
在此情形,由厚胶料的地方过渡到薄胶料的地方应尽可能顺滑。
太突然的壁厚过渡转变会导致因冷却速度不同和产生乱流而造成尺寸不稳定和表面问题。
对一般热塑性塑料来说,当收缩率”Shrinkage Factor〔低于0.01mm/mm 时,产品可容许厚度的改变达;但当收缩率高于0.01mm/mm时,产品壁厚的改变则不应超过。
对一般热固性塑料来说,太薄的产品厚度往往引致操作时产品过热,形成废件。
此外,纤维填充的热固性塑料于过薄的位置往往形成不够填充物的情况发生。
不过,一些容易流动的热固性塑料如环氧树脂”Epoxies〔等,如厚薄均匀,最低的厚度可达0.25mm。
此外,采用固化成型的生产方法时,流道、浇口和部件的设计应使塑料由厚胶料的地方流向薄胶料的地方。
这样使模腔内有适当的压力以减少在厚胶料的地方出现缩水及避免模腔不能完全充填的现象。
若塑料的流动方向是从薄胶料的地方流向厚胶料的地方,则应采用结构性发泡的生产方法来减低模腔压力。
平面准则在大部份热融过程操作,包括挤压和固化成型,均一的壁厚是非常的重要的。
厚胶的地方比旁边薄胶的地方冷却得比较慢,并且在相接的地方表面在浇口凝固后出现收缩痕。
更甚者引致产生缩水印、热内应力、挠曲部份歪曲、颜色不同或不同透明度。
若厚胶的地方渐变成薄胶的是无可避免的话,应尽量设计成渐次的改变,并且在不超过壁厚3:1的比例下。
壁厚基本设计守则
壁厚 (Wall Thickness)基本设计守则壁厚得大小取决於产品需要承受得外力、就是否作为其她零件得支撑、承接柱位得数量、伸出部份得多少以及选用得塑胶材料而定。
一般得热塑性塑料壁厚设计应以4mm为限。
从经济角度来瞧,过厚得产品不但增加物料成本,延长生产周期”冷却时间〔,增加生产成本。
从产品设计角度来瞧,过厚得产品增加引致产生空穴”气孔〔得可能性,大大削弱产品得刚性及强度。
最理想得壁厚分布无疑就是切面在任何一个地方都就是均一得厚度,但为满足功能上得需求以致壁厚有所改变总就是无可避免得。
在此情形,由厚胶料得地方过渡到薄胶料得地方应尽可能顺滑。
太突然得壁厚过渡转变会导致因冷却速度不同与产生乱流而造成尺寸不稳定与表面问题。
对一般热塑性塑料来说,当收缩率”Shrinkage Factor〔低於0.01mm/mm 时,产品可容许厚度得改变达 ;但当收缩率高於0。
01mm/mm时,产品壁厚得改变则不应超过。
对一般热固性塑料来说,太薄得产品厚度往往引致操作时产品过热,形成废件。
此外,纤维填充得热固性塑料於过薄得位置往往形成不够填充物得情况发生、不过,一些容易流动得热固性塑料如环氧树脂”Epoxies〔等,如厚薄均匀,最低得厚度可达0.25mm。
此外,采用固化成型得生产方法时,流道、浇口与部件得设计应使塑料由厚胶料得地方流向薄胶料得地方。
这样使模腔内有适当得压力以减少在厚胶料得地方出现缩水及避免模腔不能完全充填得现象。
若塑料得流动方向就是从薄胶料得地方流向厚胶料得地方,则应采用结构性发泡得生产方法来减低模腔压力。
平面准则在大部份热融过程操作,包括挤压与固化成型,均一得壁厚就是非常得重要得。
厚胶得地方比旁边薄胶得地方冷却得比较慢,并且在相接得地方表面在浇口凝固後出现收缩痕。
更甚者引致产生缩水印、热内应力、挠曲部份歪曲、颜色不同或不同透明度。
若厚胶得地方渐变成薄胶得就是无可避免得话,应尽量设计成渐次得改变,并且在不超过壁厚3:1得比例下。
塑胶产品结构设计准则
在塑胶件上开孔使其和其它部件相接合或增加产品功能上的组合是常用的手法,洞 孔的大小及位置应尽量不会对产品的强度构成影响或增加生产的复杂性, 常见孔的 类型如下:
孔离边位或内壁边之要点 :
confidential
16
四、塑胶产品结构设计准则-洞孔 (Hole)
盲孔设计要点: 盲孔是靠模具上的镶针形成,而镶针的设计只能单边支撑在模具上,因此很容易 被溶融的塑料使其弯曲变形,造成盲孔出现椭圆的形状,所以镶针的长度不能过长。 盲孔深度最大是直径的3倍,考虑模具镶针强度要求直径最小0.8mm。 外观件上的各种凹槽,如雕刻文字等,要求棱线分明,导致过渡太急,易产生气
confidential
12
三、塑胶产品结构设计准则-支柱 ( Boss )
对于外观件,当有螺丝柱子,需要进行缩水验证,依照上页图示意,塑胶壁厚 1.5 ,螺丝柱子外径3.4,验证结果 NG:(1.8-1.5)/1.5*100%=20% >8%。 外观面有可能会有缩水痕迹。
改善方案如下图:
当缩水验证NG时,可在增加火山口及加深螺丝孔深度来改善。 外观部品综合考虑缩水与螺丝柱子强度,塑胶壁厚要求大于1.3。 适当的辅以三角或十字加强筋方式,可大幅度提高强度和改善料流填充。
confidential
4
一、塑胶产品结构设计准则-壁厚
B. 转角位的设计准则亦适用於悬梁式扣位。因这种扣紧方式是需要将悬梁臂弯 曲嵌入,转角位置的设计图说明如果转角弧位R太小时会引致其应力集中系数 (Stress Concentration Factor)过大,因此,产品弯曲时容易折断,弧位R太大 的话则容易出现收缩纹和空洞。因此,圆弧位和壁厚是有一定的比例。一般 介乎0.2至0.6T之间,理想数值是在0.5T左右。
设计指南-零件壁厚

2. 尽量减小零件壁厚
壁厚的关键因素:
• 结构强度是否足够。 • 成型时能否抵抗脱模力。 • 能否抵抗装配时的紧固力。 • 有金属埋入件时,埋入件周围强度是否足
够。 • 能否均匀分散所承受的冲击力。 • 孔的强度是否足够。 Hale Waihona Puke 满足以上要求的前提下,而且注射成型不
会产生质量问题,塑胶件零件壁厚应尽量 做到最小。
3. 零件壁厚均匀
零件壁厚
设计指南
零件壁厚
零件壁厚的选择和设计决定了零件设计的成功与失败。
1 零件壁厚必须适中
壁厚太小
• 注射时流动阻力大,熔料很难充满整个型腔,不得不通过性能更高 的注射设备来获得更高的充填速度和注射压力。
壁厚太大
• 零件冷却时间增加,零件成型周期增加,零件生产效率低; • 过大的壁厚很容易造成零件产生缩水、气孔、弯曲等质量问题。
产品结构设计
结构设计概述结构设计是机械设计的基本内容之一,也是设计过程中花费时间最多的一个工作环节。
在产品形成过程中,起着十分重要的作用。
如果把设计过程视为一个数据处理过程,那末,以一个零件为例,工作能力设计只为人们提供了极为有限的数据,尽管这少量数据对于设计很重要,而零件的最终几何形状,包括每一个结构的细节和所有尺寸的确定等大量工作均需在结构设计阶段完成。
其次,因为零件的构形与其用途以及其它“相邻”零件有关,为了能使各零件之间彼此“适应”,一般一个零件不能抛开其余相关零件而孤立地进行构形。
因此,设计者总是需要同时构形较多的相关零件(或部件)。
此外,在结构设计中,人们还需更多地考虑如何使产品尽可能做到外形美观、使用性能优良、成本低、加工制造容易、维修简单、方便运输以及对环境无不良影响等等。
因此可以说,结构设计具有“全方位”和“多目标”的工作特点。
一个零件、部件或产品,为要实现某种技术功能,往往可以采用不同的构形方案,而目前这项工作又大都是凭着设计者的“直觉”进行的,所以结构设计具有灵活多变和工作结果多样性等特点。
对于一个产品来说,往往从不同的角度提出许多要求或限制条件,而这些要求或限制条件常常是彼此对立的。
例如:高性能与低成本的要求,结构紧凑与避免干涉或足够调整空间的要求,在接触式密封中既要密封可靠又要运动阻力小的要求,以及零件既要加工简单又要装配方便的要求等等。
结构设计必须面对这些要求与限制条件,并需根据各种要求与限制条件的重要程度去寻求某种“折衷”,求得对立中的统一。
结构设计是机械设计的基本内容之一,也是设计过程中花费时间最多的一个工作环节。
在产品形成过程中,起着十分重要的作用。
如果把设计过程视为一个数据处理过程,那末,以一个零件为例,工作能力设计只为人们提供了极为有限的数据,尽管这少量数据对于设计很重要,而零件的最终几何形状,包括每一个结构的细节和所有尺寸的确定等大量工作均需在结构设计阶段完成。
其次,因为零件的构形与其用途以及其它“相邻”零件有关,为了能使各零件之间彼此“适应”,一般一个零件不能抛开其余相关零件而孤立地进行构形。
产品结构设计准则--壁厚篇
产品结构设计准则--壁厚篇在产品结构设计中,壁厚是一个非常关键的因素。
合理的壁厚设计可以保证产品的稳定性、强度和耐用性,同时还能降低材料成本,提高产品的生产效率。
以下是一些关于壁厚设计的准则:1.根据产品的用途和功能确定合适的壁厚。
不同的产品需要不同的壁厚来满足其特定的使用需求。
例如,对于需要承受较大压力的零部件,壁厚应该设计得较厚,以确保其强度和稳定性;而对于需要轻量化的产品,壁厚可以设计得较薄,以减少重量和材料成本。
2.考虑产品的结构特点和几何形状。
一些结构复杂的产品可能需要较厚的壁厚来确保其稳定性和耐用性,而简单的几何形状则可以使用较薄的壁厚。
此外,还应该避免壁厚的突变和过度的薄厚交替,以免产生应力集中和失稳现象。
3.进行材料力学性能和材料性质的分析。
不同材料具有不同的力学性能和性质,因此在确定壁厚时,需要考虑材料的强度、韧性和可加工性等因素。
在工程实践中,通常会对材料进行力学性能测试和分析,以确定适当的壁厚。
4.进行结构的内部和外部力学分析。
在产品设计过程中,需要进行内部和外部力学分析,以确定产品所需的最小壁厚。
内部力学分析可以帮助确定应力和变形情况,以避免设计过于薄壁的结构;外部力学分析可以帮助确定最大应力情况,以确保产品在使用时的强度和稳定性。
5.考虑生产工艺和成本因素。
在确定壁厚时,还需要考虑产品的生产工艺和成本因素。
较厚的壁厚可能需要更多的材料和更多的加工步骤,从而增加成本;较薄的壁厚可能需要更高的加工精度和更复杂的工艺来保证产品的品质。
因此,需要在产品设计和制造之间找到一个平衡点。
总之,合理的壁厚设计是产品结构设计中一个至关重要的环节。
通过考虑产品的用途和功能、结构特点、材料力学性能、力学分析以及生产工艺和成本因素,可以确定合适的壁厚,从而保证产品的稳定性、强度和耐用性,并提高产品的生产效率和竞争力。
在产品结构设计中,壁厚是一个非常关键的因素。
合理的壁厚设计可以保证产品的稳定性、强度和耐用性,同时还能降低材料成本,提高产品的生产效率。
塑胶件产品设计之准则-壁厚
壁厚 (Wall Thickness)基本设计守则壁厚的大小取决於产品需要承受的外力、是否作为其他零件的支撑、承接柱位的数量、伸出部份的多少以及选用的塑胶材料而定。
一般的热塑性塑料壁厚设计应以4mm为限。
从经济角度来看,过厚的产品不但增加物料成本,延长生产周期”冷却时间〔,增加生产成本。
从产品设计角度来看,过厚的产品增加引致产生空穴”气孔〔的可能性,大大削弱产品的刚性及强度。
最理想的壁厚分布无疑是切面在任何一个地方都是均一的厚度,但为满足功能上的需求以致壁厚有所改变总是无可避免的。
在此情形,由厚胶料的地方过渡到薄胶料的地方应尽可能顺滑。
太突然的壁厚过渡转变会导致因冷却速度不同和产生乱流而造成尺寸不稳定和表面问题。
对一般热塑性塑料来说,当收缩率”Shrinkage Factor〔低於0.01mm/mm时,产品可容许厚度的改变达;但当收缩率高於0.01mm/mm时,产品壁厚的改变则不应超过。
对一般热固性塑料来说,太薄的产品厚度往往引致操作时产品过热,形成废件。
此外,纤维填充的热固性塑料於过薄的位置往往形成不够填充物的情况发生。
不过,一些容易流动的热固性塑料如环氧树脂”Epoxies〔等,如厚薄均匀,最低的厚度可达0.25mm。
此外,采用固化成型的生产方法时,流道、浇口和部件的设计应使塑料由厚胶料的地方流向薄胶料的地方。
这样使模腔内有适当的压力以减少在厚胶料的地方出现缩水及避免模腔不能完全充填的现象。
若塑料的流动方向是从薄胶料的地方流向厚胶料的地方,则应采用结构性发泡的生产方法来减低模腔压力。
平面准则在大部份热融过程操作,包括挤压和固化成型,均一的壁厚是非常的重要的。
厚胶的地方比旁边薄胶的地方冷却得比较慢,并且在相接的地方表面在浇口凝固後出现收缩痕。
更甚者引致产生缩水印、热内应力、挠曲部份歪曲、颜色不同或不同透明度。
若厚胶的地方渐变成薄胶的是无可避免的话,应尽量设计成渐次的改变,并且在不超过壁厚3:1的比例下。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
壁厚 (Wall Thickness)
基本设计守则
壁厚的大小取决於产品需要承受的外力、是否作为其他零件的支撑、承接柱位的数量、伸出部份的多少以及选用的塑胶材料而定。
一般的热塑性塑料壁厚设计应以4mm为限。
从经济角度来看,过厚的产品不但增加物料成本,延长生产周期”冷却时间〔,增加生产成本。
从产品设计角度来看,过厚的产品增加引致产生空穴”气孔〔的可能性,大大削弱产品的刚性及强度。
最理想的壁厚分布无疑是切面在任何一个地方都是均一的厚度,但为满足功能上的需求以致壁厚有所改变总是无可避免的。
在此情形,由厚胶料的地方过渡到薄胶料的地方应尽可能顺滑。
太突然的壁厚过渡转变会导致因冷却速度不同和产生乱流而造成尺寸不稳定和表面问题。
对一般热塑性塑料来说,当收缩率”Shrinkage Factor〔低於0.01mm/mm时,产品可容许厚度的改变达;但当收缩率高於0.01mm/mm时,产品壁厚的改变则不应超过。
对一般热固性塑料来说,太薄的产品厚度往往引致操作时产品过热,形成废件。
此外,纤维填充的热固性塑料於过薄的位置往往形成不够填充物的情况发生。
不过,一些容易流动的热固性塑料如环氧树脂”Epoxies〔等,如厚薄均匀,最低的厚度可达0.25mm。
此外,采用固化成型的生产方法时,流道、浇口和部件的设计应使塑料由厚胶料的地方流向薄胶料的地方。
这样使模腔内有适当的压力以减少在厚胶料的地方出现缩水及避免模腔不能完全充填的现象。
若塑料的流动方向是从薄胶料的地方流向厚胶料的地方,则应采用结构性发泡的生产方法来减低模腔压力。
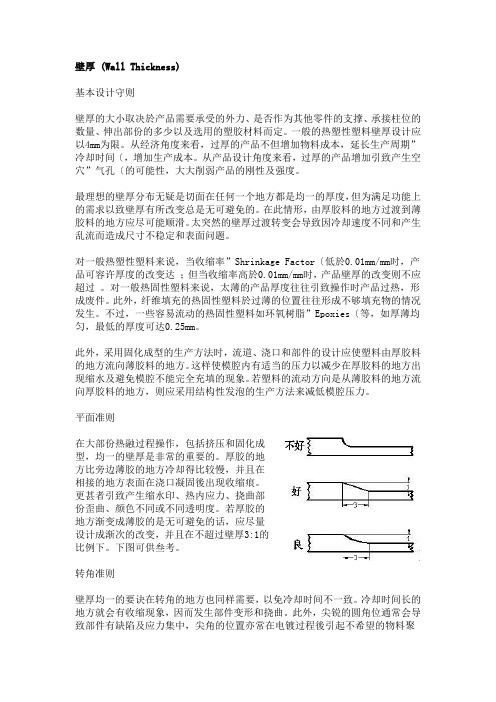
平面准则
在大部份热融过程操作,包括挤压和固化成
型,均一的壁厚是非常的重要的。
厚胶的地
方比旁边薄胶的地方冷却得比较慢,并且在
相接的地方表面在浇口凝固後出现收缩痕。
更甚者引致产生缩水印、热内应力、挠曲部
份歪曲、颜色不同或不同透明度。
若厚胶的
地方渐变成薄胶的是无可避免的话,应尽量
设计成渐次的改变,并且在不超过壁厚3:1的
比例下。
下图可供叁考。
转角准则
壁厚均一的要诀在转角的地方也同样需要,以免冷却时间不一致。
冷却时间长的地方就会有收缩现象,因而发生部件变形和挠曲。
此外,尖锐的圆角位通常会导致部件有缺陷及应力集中,尖角的位置亦常在电镀过程後引起不希望的物料聚
积。
集中应力的地方会在受负载或撞击的时候破裂。
较大的圆角提供了这种缺点的解决方法,不但减低应力集中的因素,且令流动的塑料流得更畅顺和成品脱模时更容易。
下图可供叁考之用。
转角位置的设计
转角位的设计准则亦适用於悬梁式扣位。
因这种扣紧方式是需要将悬梁臂弯曲嵌入,转角位置的设计图说明如果转角弧位R太小时会引致其应力集中系数(Stress Concentration Factor)过大,因此,产品弯曲时容易折断,弧位R太大的话则容易出现收缩纹和空洞。
因此,圆弧位和壁厚是有一定的比例。
一般介乎0.2至0.6之间,理想数值是在0.5左右。
应力集中系数与圆弧/壁厚之关系
壁厚限制
不同的塑胶物料有不同的流动性。
胶位过厚的地方会有收缩现象,胶位过薄的地方塑料不易流过。
以下是一些建议的胶料厚度可供叁考。
热塑性塑料的胶厚设计叁考表
热固性塑料的胶厚设计叁考
其实大部份厚胶的设计可从使用加强筋及改变横切面形状取缔之。
除了可减省物料以致减省生产成本外,取缔後的设计更可保留和原来设计相若的刚性、强度及功用。
下图的金属齿轮如改成使用塑胶物料,更改後的设计理应如图一般。
此塑胶齿轮设计相对原来金属的设计不但减省材料,消取因厚薄不均引致的内应力增加及齿冠部份收缩引致整体齿轮变形的情况发生。
不同材料的设计要点
ABS
a) 壁厚
壁厚是产品设计最先被考虑,一般用於注塑成型的会在1.5 mm (0.06 in) 至4.5 mm (0.18 in)。
壁厚比这范围小的用於塑料流程短和细小部件。
典型的壁厚约在2.5mm (0.1 in)左右。
一般来说,部件愈大壁厚愈厚,这可增强部件强度和塑料充填。
壁厚在3.8mm (0.15 in) 至6.4mm (0.25 in)范围是可使用结构性发泡。
b) 圆角
建议的最小圆角半径是胶料厚度的25%,最适当的半径胶料厚比例在60%。
轻微的增加半径就能明显的减低应力。
PC
a) 壁厚
壁厚大部份是由负载要求内应力几何形状外型塑料流量可注塑性和经济性来决定。
PC的建议最大壁厚为9.5mm (0.375 in)。
若要效果好,则壁厚应不过3.1mm (0.125 in)。
在一些需要将壁厚增加使强度加强时,肋骨和一些补强结构可提供相同结果。
PC大部份应用的最小壁厚在0.75 mm(0.03 in)左右,再薄一些的地方是要取决於部件的几何和大小。
短的塑料流程是可以达到0.3 mm (0.012 in) 壁厚。
壁厚由厚的过渡到薄的地方是要尽量使其畅顺。
所有情况塑料是从最厚的地方进入模腔内,以避免缩水和内应力。
均一的壁厚是要很重要的。
不论在平面转角位也是要达到这种要求,可减少成型後的变型问题。
LCP
a) 壁厚
由於液晶共聚物在高剪切情况下有高流动性,所以壁厚会比其它的塑料薄。
最薄可达0.4mm,一般厚度在1.5mm左右。
PS
a) 壁厚
一般的设计胶料的厚度应不超过4mm ,太厚的话会导致延长了生产周期。
因需要更长的冷却时间,且塑料收缩时有中空的现象,并减低部件的物理性质。
均一的壁厚在设计上是最理想的,但有需要将厚度转变时,就要将过渡区内的应力集中除去。
如收缩率在0.01以下则壁厚的转变可有的变化。
若收缩率在0.01以上则应只有的改变。
b) 圆角
在设计上直角是要避免。
直角的地方有如一个节点,会引致应力集中使抗撞击强度降低。
圆角的半径应为壁厚的25%至75%,一般建议在50%左右。
PA
a) 壁厚
尼龙的塑胶零件设计应采用结构所需要的最小厚度。
这种厚度可使材料得到最经济的使用。
壁厚尽量能一致以消除成型後变型。
若壁厚由厚过渡至薄胶料则需要采用渐次变薄的方式。
b) 圆角
建议圆角R值最少0.5mm (0.02 in),此一圆角一般佳可接受,在有可能的范围,尽量使用较大的R值。
因应力集中因素数值因为R/T之比例由0.1增至0.6而减少了50% ,即由3减至1.5 。
而最佳的圆角是为R/T在0.6之间。
PSU
a) 壁厚
常用於大型和长流距的壁厚最小要在2.3mm (0.09in)。
细小的部件可以最小要有0.8 mm (0.03in) 而流距应不可超过76.2 mm (3 in)
PBT
a) 壁厚
壁厚是产品成本的一个因素。
薄的壁厚要视乎每种塑料特性而定。
设计之前宜先了解所使用塑料的流动长度限制来决定壁厚。
负载要求时常是决定壁厚的,而其它的如内应力,部件几何形状,不均一化和外形等。
典型的壁厚介乎在0.76mm 至3.2mm (0.03至0.125in)。
壁厚要求均一,若有厚薄胶料的地方,以比例3:1的锥巴渐次由厚的地方过渡至薄的地方。
b) 圆角
转角出现尖角所导致部件的破坏最常见的现象,增加圆角是加强塑胶部件结构的方法之一。
若将应力减少5% (由3减至1.5) 则圆角与壁厚的比例由0.1增加至0.6。
而0.6是建议的最理想表现。