电镀作用、原理及方
[工程科技]电镀原理及流程介绍
![[工程科技]电镀原理及流程介绍](https://img.taocdn.com/s3/m/3b85682abed5b9f3f90f1ccc.png)
Confidential
Page:14/34
2019/2/17
酸洗工站 酸洗目的: 經過脫脂后因材料表面會含有氧化物以及殘留的脫脂液, 或材料本身的氧化物未去除幹凈 用酸洗液來浸蝕,使材料露 出潔淨的基材。
常用的酸洗液:. 在酸洗中應用最多的是硫酸, 硝酸,磷酸, 鹽酸等也有 使用少量的有機酸。
電鍍使用的酸洗液: 在工業生產中因硫酸對材料的腐蝕性較小, 與氧化物 作用強烈,故常常用在電鍍行業的酸洗液中。
Confidential
Page:15/34
2019/2/17
前處理不良之影響
前處理不良之影響: 來料(銅材)素材的表面狀況,如表面度(凹凸不平), 油脂過多,表面氧化等都會影響電鍍的前處理.而電鍍前處
理不徹底,易導致鍍后密著性欠佳,起泡等不良.會影響鍍 層之結晶狀況.零件深凹區易藏污納垢,不易去除。
7.目前一般使用金鎳合金,或金鈷合金。
Confidential
Page:24/34
2019/2/17
鍍金
成分作用: KAu(CN)2:主鹽 檸檬酸:緩衝劑,控制鍍液的pH值,對導電性有貢獻 導電鹽:增加鍍液的導電性能 平衡鹽:草酸鹽類還原劑.用于抑制Au+氧化成Au3+(無效金)及Co2+氧化成Co3+(無 效鈷).是導電鹽中的一種成分. Additive(2010):改善鍍膜分布,增加光澤范圍 Brightener: Co鹽,過渡金屬光澤劑,增加鍍膜硬度&耐磨性,亦有調整鍍膜分布 的功能
噴洗 SPRAY RINSE
鍍鎳 NICKEL PLATE
噴洗 SPRAY RINSE
選鍍錫 SELECTSn PLATE
熱水洗 HOT RINSE
简述电镀加工的原理及应用
简述电镀加工的原理及应用原理电镀加工是一种利用电化学现象将金属或非金属表面覆盖薄层金属的加工方法。
它通过将待处理的物体作为阴极,将金属盐溶液作为电解质,加上适当的电流和电压,使金属离子在物体表面被还原并沉积形成金属镀层。
电镀的原理包括以下几个方面:1.电解槽:在电解槽中,待处理物体作为阴极,金属盐溶液作为电解质。
金属盐通过电解质中的电解作用分解成金属离子,并在物体表面被还原。
电解槽也包括阳极,用于提供金属离子。
2.电流和电压:通过控制电流和电压的大小,可以调节金属盐的溶解速度和金属离子的还原速度,从而控制镀层的厚度和质量。
3.镀层的形成:当金属离子被还原并沉积在物体表面时,形成金属沉积层。
金属沉积层可以提供物体表面的保护,并增强物体的硬度、耐磨性和美观性。
应用电镀加工在各个领域都有广泛的应用,下面列举了一些常见的应用场景:•金属制品:电镀可以提供金属制品表面的保护,并且可以改善其外观,例如镀金首饰、电镀锌板等。
•汽车工业:许多汽车零部件都经过电镀加工,以提高其耐腐蚀性和硬度,例如镀铬车窗饰条、车身镀锌等。
•电子产品:在电子产品制造过程中,电镀用于改善金属导电性和保护电路板,例如镀金触点、电镀铜箔等。
•制药行业:电镀技术在制药行业中被广泛应用,用于制备药物包覆层,例如控释药物的电镀微球、药片包衣等。
•模具制造:电镀可以用于制造模具的表面保护层,防止腐蚀和磨损,例如镀铬模具表面保护。
•精密仪器:电镀可以提高精密仪器的表面平滑度和耐腐蚀性,例如光学镀膜、镀金导电线等。
•玩具制造:一些金属玩具经过电镀加工,获得更加美观和防腐蚀的表面。
•航空航天工业:航空航天工业中的许多零部件需要具有高强度、耐腐蚀性和抗磨损性,在生产过程中采用电镀技术能够满足这些要求。
总之,电镀加工技术在各个领域都发挥着重要的作用,为金属制品提供了保护和美观的表面层,并提高了产品的性能和寿命。
以上是对电镀加工的原理及应用的简要介绍,电镀技术的发展与应用也在不断创新与改进,在未来将继续发挥重要的作用,并为各个行业带来更多新的应用价值。
关于电镀的知识点总结
关于电镀的知识点总结一、电镀的原理电镀是利用电解质中的金属离子在电场作用下沉积在导电基材上形成金属镀层的表面处理方法。
其主要原理是在外加电压的作用下,金属阳离子在阴极处接受电子并还原成金属原子,然后随着电流的通过沉积在导电基材表面,形成金属镀层。
同时,阴极处的氧化物或者其它不溶于水的物质在电场作用下会向阳极迁移,使阳极被腐蚀掉。
二、电镀的工艺流程电镀工艺流程包括前处理、电镀、后处理等步骤。
其中前处理是为了去除基材表面的油污、氧化膜等杂质,以便金属镀层的附着力和质量。
常见的前处理方法包括除油、脱脂、去氧化等。
电镀是将经过前处理的基材浸泡在电解液中,通过外加电压使金属离子沉积在基材表面形成金属镀层。
后处理主要是清洗,以去除电解液残留和电镀产生的杂质,提高镀层的质量。
三、电镀常见问题及解决方法1. 镀层不结合:可能的原因包括基材表面处理不当、电解液浓度不足、电流密度过大等。
解决方法是加强前处理工艺、根据实际情况调整电解液的浓度和电流密度。
2. 镀层孔洞:可能的原因包括电解液中含有杂质、电流密度不均匀等。
解决方法是加强后处理工艺,定期更换电解液,调整电流密度。
3. 镀层粗糙:可能的原因包括电解液中有悬浮颗粒、电流密度过大等。
解决方法是过滤电解液,均匀分布电流密度。
4. 镀层起泡:可能的原因包括电解液中有气体、电流密度过大等。
解决方法是排除电解液中的气泡,调整电流密度。
四、电镀的应用电镀广泛应用于汽车零部件、家用电器、建筑材料等领域。
其中汽车零部件包括车身、底盘、发动机等部件的表面处理。
家用电器包括厨房用具、浴室用具等的表面处理。
建筑材料包括门窗、护栏等的表面处理。
电镀能够提高材料的耐腐蚀性、导电性和外观质量,使其更耐用、美观。
五、电镀的发展趋势随着环保意识的增强,传统的化学镀铬已经被禁止使用。
因此,发展环保型电镀技术是电镀行业的发展趋势之一。
这包括采用无铬镀层、无镍镀层等新型电镀方法。
同时,随着电子、汽车、航空等行业的快速发展,对高耐蚀、高导电、高强度的金属表面处理要求也在不断提高,因此电镀行业需要不断研发新的电镀工艺和技术,以满足不同材料和工艺的需求。
电镀的原理

电镀的原理
电镀是一种利用电化学原理在导电基材上沉积一层金属或合金的工艺。
它广泛
应用于工业生产中,可以提高材料的耐腐蚀性、导电性和美观性。
电镀的原理主要包括电化学反应和电镀过程两个方面。
首先,电化学反应是电镀的基础。
在电镀过程中,金属离子在电解液中发生氧
化还原反应,从而沉积到基材表面形成金属层。
这一过程涉及到阳极和阴极两个电极,阳极上的金属被氧化为离子溶解到电解液中,而阴极上的金属离子被还原为金属沉积到基材表面。
这种电化学反应是电镀能够实现的基础,也是电镀过程中最关键的一环。
其次,电镀过程是实现电化学反应的具体操作。
在电镀过程中,首先需要准备
好电解槽和电解液。
电解槽是容纳电解液和工件的容器,通常由绝缘材料制成以防止漏电。
电解液是电镀过程中的重要介质,它包含有金属离子和其他添加剂,可以影响电镀层的性能和外观。
接下来是将工件作为阴极放入电解槽中,而金属块或片作为阳极放入电解槽中。
然后通过外加电源施加电压,使得阳极发生氧化反应释放金属离子,而阴极发生还原反应沉积金属层。
最后,通过控制电镀时间和电流密度,可以控制电镀层的厚度和均匀性。
总的来说,电镀的原理是利用电化学反应在导电基材上沉积金属层。
通过合理
的电镀工艺,可以获得具有一定性能和外观要求的电镀层。
电镀工艺的发展和应用,不仅提高了材料的性能,也丰富了人们的生活。
电镀的原理及应用
电镀的原理及应用1. 电镀的原理电镀是一种利用电解作用将金属沉积在其他物体表面的方法。
通过电化学反应,在电极上形成金属离子的电演化过程,使金属沉积在另一个电极上。
电镀的原理可以概括为以下几个步骤:1.1 电解液的选择电解液是电镀过程中的重要组成部分,它由金属盐和其他添加剂组成。
根据需要镀金属的种类,选择相应的金属盐作为电解液。
同时,添加剂可以调节电镀液的酸碱度、导电性和金属沉积的速度。
1.2 构建电镀电池电镀电池通常由金属离子的源头(阴极)、需要电镀的物体(阳极)和电解液构成。
通过将阳极和阴极分别与电源的正负极相连,形成一个闭合电路。
1.3 电解过程在电解液中,当电流通过电解质溶液时,金属离子会从阴极释放出来,并在阳极处沉积。
金属离子在阴极上接受电子,还原成金属自身,同时,在阳极上则氧化为离子,溶解进入电解液。
1.4 控制电镀参数电镀的质量和效果可以通过控制电镀参数来实现。
例如,电流密度、温度、电解液的成分和浓度、电镀时间等,都可以影响金属沉积的速度和质量。
2. 电镀的应用2.1 防腐保护电镀可以在金属表面形成一层保护膜,防止金属与外界氧、水等物质的接触,从而达到防腐保护的作用。
常见的应用场景包括钢铁制品、汽车零部件等。
2.2 提高外观质量通过电镀处理,可以使物体表面光洁、耐磨、不易褪色。
这使得电镀在珠宝、钟表、装饰等行业有广泛的应用。
同时,电镀还可以改变物体的颜色,增加观赏性。
2.3 电子工业电镀在电子工业中也有广泛的应用。
例如,半导体材料、电路板和连接器等都需要进行电镀处理,以保证良好的电导性能和接触性能。
2.4 加工工艺电镀可以改变金属物体的物理和化学性质,使其具有特定的功能和用途。
例如,通过电镀可以实现上光、提高硬度和耐磨性,增加导电性等。
2.5 其他应用电镀还在许多其他领域得到应用,如航空航天、光学仪器、家电制造等。
它可以改善材料的性能,并赋予其更多的功能。
总结:电镀作为一种经济、简单、有效的表面处理方法,其原理和应用在各个领域有着重要的价值。
电镀原理与不良介绍

二.鍍層品質確認方法: 9.電子顯微鏡觀察露銅,露鎳,錫鬚 目前全世界都要求使用無鉛及無鎘製程,但電鍍中只要有使 用到錫,就避免不了錫鬚的產生,當錫鬚大到會導致短路,基 本上那是後階段製程不良,不是電鍍造成;目前對於錫鬚的看 法是,定義一個可以接受的範圍(如錫鬚長,寬及厚度在70μ” 以下或更低)
五.不良品介紹: A.衝壓來料不良:
1.正常來料 2.銅材氧化
五.不良品介紹: A.衝壓來料不良:
3.來料扇形,弧形
五.不良品介紹: A.衝壓來料不良:
4.來料壓傷
五.不良品介紹: A.衝壓來料不良:
5.來料歪針,并針
五.不良品介紹: B.電鍍不良:
1.電鍍后正常端子
五.不良品介紹: B.電鍍不良:
六.電鍍異常原因: C.電鍍歪針: 1.導輪磨損,刮歪 2.料帶從導輪脫落,刮歪 3.風,水刀,子堰口刮歪 4.羊毛氈長金刮歪 5.包裝不良產生 D.端子扇形,弧形: 1.導輪不水平 2.料帶阻力過大
六.電鍍異常原因: E.錫渣: 1.鍍Sn段,被導輪刮下來的細小錫屑,積聚在導輪座上,未及 時清除,附著于料帶,產生錫渣 2.烘乾后一組導輪運轉不暢,導輪磨損,被刮下的錫粉屑,因摩 擦生熱,導輪擠壓,熔貼于料帶,產生錫渣 F.鍍錫發黃 1.表面殘留酸 2.溫濕環境存放 3.錫鍍槽添加劑失調 G.錫拒焊 1.光澤劑含量過多
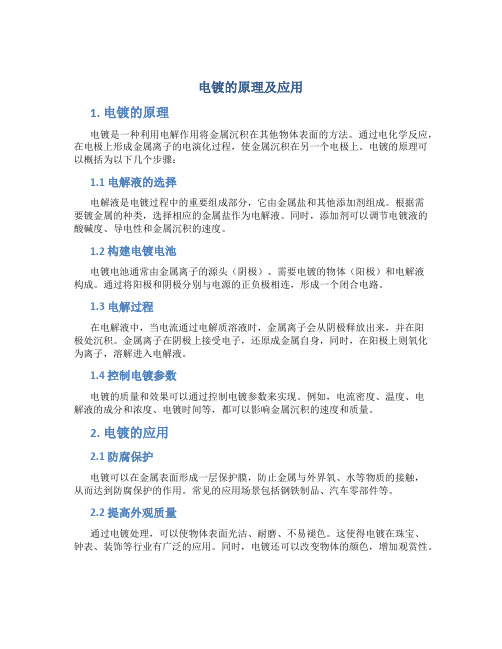
被鍍物 陽極板 整流器
陰極(-)
金屬披膜
電鍍反應槽
電鍍槽液
二.鍍層品質確認方法: 連接器主要用於電訊信號的傳輸上,在運輸,使用中可能面臨 外在溫度急劇變化,溫濕度循環改變或空氣中彌漫鹽霧等侵蝕, 而使其外觀異常或者喪失功能;且在重複使用後,仍需保持原來 特性,故鍍層需經過下述方法檢驗,以確保客戶使用無虞 1.膜厚量測:依設計圖面 2.硝酸試驗(鍍層孔隙度): 確保鍍層的致密性,致密性不良,會導致接觸導通不良 在硝酸氣體中置放75min,觀察孔隙度的產生.目前業界普遍 要求為0.1(在10個接觸區內,有一個孔隙);腐蝕孔的面積大 小不同,代表的孔隙值亦不同 3.蒸氣老化試驗(鍍層壽命): 在85°C,85rh的環境中置放4~8Hr,觀察是否有腐蝕現象;經過 蒸汽老化試驗4-8hr,約等于零件或材料儲存在自然條件下六 個月一般,放置72小時後,仍沒有腐蝕時,可初步認定鍍層壽 命有7年以上
电镀工作原理
电镀工作原理
电镀是一种利用电化学原理进行的表面处理工艺,它通过在金属表面沉积一层金属或合金来改善金属表面的性能和外观。
电镀工作原理主要包括电镀液、阳极和阴极三个方面。
首先,电镀液是电镀过程中至关重要的一环。
电镀液中含有金属离子和其他添加剂,它们的种类和浓度会直接影响到电镀层的质量和性能。
电镀液中的金属离子会在电流的作用下被还原成金属沉积在阴极表面,而添加剂则可以调节电镀层的厚度、光泽、硬度等性能。
其次,阳极和阴极是电镀过程中的两个极性。
在电镀槽中,阳极和阴极分别连接到电源的正负极,通过外加电流的作用,金属离子会从阳极释放出来,然后在阴极表面沉积形成金属层。
阳极和阴极之间的电流密度和分布会影响到电镀层的均匀性和致密性,因此在实际生产中需要合理设计电镀槽结构和电流分布。
最后,电镀工作原理还涉及到一些电化学基础知识。
在电镀过程中,阴极会吸收电子并发生还原反应,而阳极则会释放电子并发生氧化反应。
这些电化学反应是电镀过程中金属离子沉积的基础,了解这些基础知识有助于更好地控制电镀过程,提高电镀层的质量。
总的来说,电镀工作原理是一个复杂的电化学过程,它涉及到电镀液、阳极和阴极以及电化学反应等多个方面。
只有深入了解电镀工作原理,并且合理控制电镀参数,才能够获得理想的电镀效果。
希望通过本文的介绍,读者对电镀工作原理有了更清晰的认识,能够在实际生产中更好地应用电镀技术。
电镀原理及方法
電鍍原理及方法電鍍一、什么叫电镀电镀就是利用电解的方式使金属或合金沉积在工件表面,以形成均匀、致密、结合力良好的金属层的过程,就叫电镀。
简单的理解,是物理和化学的变化或结合。
普通的说:电与化学物质(化学品)的结成。
例如:一块铁板上镀上一层铜(通电在铜的镀液上)。
二、电镀必须具备什么条件:要办一个电镀厂,一个车间必须要有:外加的直流电源和特定电解液(或叫镀液)以及特定金属阳极组成的电解装置。
就是除了厂房、水、废水处理外,还必须有直流的整流器。
镀液通过(镀铜、镍、锌、锡、金、银)等镀种,以及镀什么镀种先择好阳极板。
如:镀镍要用镍板,镀铜要用电解铜板,但镀铬不是用铬板,而是铅锡、铅锑合金板(即不溶性阳极)。
除此外,化学镀、热镀锌等镀种通过化学反应结成的镀层是不用电镀的,一般叫化学镀镍、化学镀铜。
簡單來說,電鍍指借助外界直流電的作用,在溶液中進行電解反應,使導電體例如金屬的表面沉積一金屬或合金層。
我們以硫酸銅鍍浴作例子:硫酸銅鍍液主要有硫酸銅、硫酸和水,甚至也有其他添加劑。
硫酸銅是銅離子(Cu2+)的來源,當溶解於水中會離解出銅離子,銅離子會在陰極(工件)還原(得到電子)沈積成金屬銅。
這個沈積過程會受鍍浴的狀況如銅離子濃度、酸鹼度(pH)、溫度、攪拌、電流、添加劑等影響。
陰極主要反應: Cu2+(aq) + 2e-→Cu (s)電鍍過程浴中的銅離子濃度因消耗而下降,影響沈積過程。
面對這個問題,可以兩個方法解決:1.在浴中添加硫酸銅;2.用銅作陽極。
添加硫酸銅方法比較麻煩,又要分析又要計算。
用銅作陽極比較簡單。
陽極的作用主要是導體,將電路回路接通。
但銅作陽極還有另一功能,是氧化(失去電子)溶解成銅離子,補充銅離子的消耗。
陽極主要反應: Cu (s) →Cu2+(aq) + 2e-由於整個鍍液主要有水,也會發生水電解產生氫氣(在陰極)和氧氣(在陽極)的副反應陰極副反應: 2H3O+(aq) + 2e-→H2(g) + 2H2O(l)陽極副反應: 6H2O(l) →O2(g) + 4H3O+(aq) + 4e-結果,工件的表面上覆蓋了一層金屬銅。
电镀基本原理
电镀基本原理电镀基本原理电镀工艺基础理论一、电镀概述简单来说,电镀指借助外界直流电的作用,在溶液中进行电解反应,使导电体例如金属的表面沉积一金属或合金层。
我们以硫酸铜的电镀作例子:硫酸铜镀液主要有硫酸铜、硫酸和水,甚至也有其它添加剂。
硫酸铜是铜离子(Cu2+)的来源,当溶解于水中会离解出铜离子,铜离子会在阴极(工件)还原(得到电子)沈积成金属铜。
这个沉积过程会受镀浴的状况如铜离子浓度、酸碱度(pH)、温度、搅拌、电流、添加剂等影响。
阴极主要反应: Cu2+(aq) + 2e- →Cu (s)电镀过程中的铜离子浓度因消耗而下降,影响沉积过程。
面对这个问题,可以两个方法解决:1.在浴中添加硫酸铜;2.用铜作阳极。
添加硫酸铜方法比较麻烦,又要分析又要计算。
用铜作阳极比较简单。
阳极的作用主要是导体,将电路回路接通。
但铜作阳极还有另一功能,是氧化(失去电子)溶解成铜离子,补充铜离子的消耗。
阳极主要反应: Cu (s) →Cu2+(aq) + 2e-由于整个镀液主要有水,也会发生水电解产生氢气(在阴极)和氧气(在阳极)的副反应阴极副反应: 2H3O+(aq) + 2e- →H2(g) + 2H2O(l)阳极副反应: 6H2O(l) →O2(g) + 4H3O+(aq) + 4e-结果,工件的表面上覆盖了一层金属铜。
这是一个典型的电镀机理,但实际的情况十分复杂。
电镀为一种电解过程,提供镀层金属的金属片作用有如阳极,电解液通常为镀着金属的离子溶液,被镀物作用则有如阴极。
阳极与阴极间输入电压后,吸引电解液中的金属离子游至阴极,还原后即镀着其上。
同时阳极的金属再溶解,提供电解液更多的金属离子。
某些情况下使用不溶性阳极,电镀时需添加新群电解液补充镀着金属离子。
电镀一般泛指以电解还原反应在物体上镀一层膜。
其目前使用种类有:一般电镀法(electroplating)、复合电镀(composite plating)、合金电镀(alloy plating)、局部电镀(selective plating)、笔镀(pen plating)等等。
电镀的基本原理和应用
电镀的基本原理和应用1. 电镀的概念和定义电镀是一种利用电解原理,在金属表面沉积一层金属或合金的工艺方法。
在电解槽中,通过电解质溶液中的金属离子的电化学反应,使得金属离子在阳极上溶解,然后通过电流的作用,在阴极上重新以固态的形式沉积。
这样就能在阴极上形成一个金属薄膜或者金属合金层。
2. 电镀的基本原理电镀的基本原理是将金属离子还原成金属,并在阴极表面形成金属膜。
通常包括以下几个步骤: - 金属离子的溶解:通过电解槽中的电解质溶液,金属离子从阳极中溶解出来。
- 金属离子的迁移:金属离子在电解质溶液中通过电流的作用,向阴极迁移。
- 金属离子的还原:金属离子在阴极上得到电子的供给,还原成固态的金属。
- 金属膜的形成:在阴极表面,金属离子还原成金属,并在表面沉积形成金属膜。
3. 电镀的应用电镀技术广泛应用于以下领域: ### 3.1. 金属保护电镀可以在金属表面形成一层保护层,防止金属与外界环境接触,避免氧化和腐蚀。
常见的金属保护电镀包括镀铬、镀锌等,用于汽车、家用电器、建筑材料等行业。
3.2. 装饰和美化通过电镀可以在产品表面形成亮丽的金属镀层,提高产品的外观质量和附加值。
常见的装饰性电镀包括镀金、镀银等,用于包装、首饰、摆件等行业。
3.3. 导电和导热某些金属镀层可以提供导电和导热性能,用于电子、通讯设备等领域。
例如,镀铜、镀银等电镀膜可用于电路板上的导电网络。
3.4. 固定和连接电镀可以改变金属表面的摩擦系数和表面特性,用于固定和连接部件。
例如,镀锌钢丝用于制作铁丝网和固定器具。
3.5. 功能性涂层通过电镀可以在金属表面形成具有特殊功能的涂层,如防腐层、防划伤层等。
例如,镀镍和镀铬可以提供耐腐蚀性和耐划伤性。
4. 电镀的优缺点4.1. 优点•提供良好的表面质量和外观效果;•提高金属材料的耐腐蚀性和耐磨性;•提供金属材料的导电性和导热性能;•可以修复和修复金属表面的缺陷。
4.2. 缺点•需要较长的处理时间;•需要消耗大量的能源;•对环境有一定的污染。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
电镀diàndù (Electroplating)电镀的概述:利用电解作用使金属或其它材料制件的表面附着一层金属膜的工艺。
可以起到防止腐蚀,提高耐磨性、导电性、反光性及增进美观等作用电镀的主要用途是什么?1、提高金属制品或者零件的耐蚀性能。
例如钢铁制品或者零件表面镀锌。
2、提高金属制品的防护-装饰性能。
例如钢铁制品表面镀铜、镀镍镀铬等。
3、修复金属零件尺寸。
例如轴、齿轮等重要机械零件使用后磨损,可采用镀铁、镀铬等祸福其尺寸。
4、电镀还可赋予某种制品或零件某种特殊的功能。
例如镀硬铬可提高其耐磨性能等。
电镀的概念就是利用电解原理在某些金属表面上镀上一薄层其它金属或合金的过程。
电镀时,镀层金属做阳极,被氧化成阳离子进入电镀液;待镀的金属制品做阴极,镀层金属的阳离子在金属表面被还原形成镀层。
为排除其它阳离子的干扰,且使镀层均匀、牢固,需用含镀层金属阳离子的溶液做电镀液,以保持镀层金属阳离子的浓度不变。
电镀的目的是在基材上镀上金属镀层,改变基材表面性质或尺寸.电镀能增强金属的抗腐蚀性(镀层金属多采用耐腐蚀的金属)、增加硬度、防止磨耗、提高导电性、润滑性、耐热性、和表面美观。
电镀作用利用电解作用在机械制品上沉积出附着良好的、但性能和基体材料不同的金属覆层的技术。
电镀层比热浸层均匀,一般都较薄,从几个微M到几十微M不等。
通过电镀,可以在机械制品上获得装饰保护性和各种功能性的表面层,还可以修复磨损和加工失误的工件。
镀层大多是单一金属或合金,如钛靶、锌、镉、金或黄铜、青铜等;也有弥散层,如镍-碳化硅、镍-氟化石墨等;还有覆合层,如钢上的铜-镍-铬层、钢上的银-铟层等。
电镀的基体材料除铁基的铸铁、钢和不锈钢外,还有非铁金属,如ABS塑料、聚丙烯、聚砜和酚醛塑料,但塑料电镀前,必须经过特殊的活化和敏化处理。
电镀原理在盛有电镀液的镀槽中,经过清理和特殊预处理的待镀件作为阴极,用镀覆金属制成阳极,两极分别与直流电源的负极和正极联接。
电镀液由含有镀覆金属的化合物、导电的盐类、缓冲剂、pH调节剂和添加剂等的水溶液组成。
通电后,电镀液中的金属离子,在电位差的作用下移动到阴极上形成镀层。
阳极的金属形成金属离子进入电镀液,以保持被镀覆的金属离子的浓度[1]。
在有些情况下,如镀铬,是采用铅、铅锑合金制成的不溶性阳极,它只起传递电子、导通电流的作用。
电解液中的铬离子浓度,需依靠定期地向镀液中加入铬化合物来维持。
电镀时,阳极材料的质量、电镀液的成分、温度、电流密度、通电时间、搅拌强度、析出的杂质、电源波形等都会影响镀层的质量,需要适时进行控制。
电镀方式电镀分为挂镀、滚镀、连续镀和刷镀等方式,主要与待镀件的尺寸和批量有关。
挂镀适用于一般尺寸的制品,如汽车的保险杠,自行车的车把等。
滚镀适用于小件,如紧固件、垫圈、销子等。
连续镀适用于成批生产的线材和带材。
刷镀适用于局部镀或修复。
电镀液有酸性的、碱性的和加有铬合剂的酸性及中性溶液,无论采用何种镀覆方式,与待镀制品和镀液接触的镀槽、吊挂具等应具有一定程度的通用性。
镀层分类镀层分为装饰保护性镀层和功能性镀层两类。
装饰保护性镀层主要是在铁金属、非铁金属及塑料上的镀铬层,特别是钢的铜-镍-铬层,锌及钢上的镍-铬层。
为了节约镍,人们已能在钢上镀铜-镍/铁-高硫镍-镍/铁-低固分镍-铬层。
与镀铬层相似的锡/镍镀层,可用于分析天平、化学泵、阀和流量测量仪表上。
功能性镀层这种镀层种类很多,如:①提高与轴颈的相容性和嵌入性的滑动轴承罩镀层,铅-锡,铅-铜-锡,铅-铟等复合镀层;②用于耐磨的中、高速柴油机活塞环上的硬铬镀层,这种镀层也可用在塑料模具上,具有不粘模具和使用寿命长的特点;③在大型人字齿轮的滑动面上镀铜,可防止滑动面早期拉毛;④用于防止钢铁基体遭受大气腐蚀的镀锌。
⑤防止渗氮的铜锡镀层。
⑥用于收音机、电视机制造中钎焊并防止钢与铝间的原电池腐蚀的锡-锌镀层。
适用于修复和制造的工程镀层,有铬、银、铜等,它们的厚度都比较大,硬铬层可以厚达300微M。
常用表面处理工艺流程(1)钢铁件电镀锌工艺流程┌酸性镀锌除油→ 除锈→ │ → 纯化→ 干燥└碱性镀锌(2)钢铁件常温发黑工艺流程┌ 浸脱水防锈油││ 烘干除油→除锈→常温发黑→│ 浸肥皂液——→ 浸锭子油或机油││└浸封闭剂(3)钢铁件磷化工艺流程除油→除锈→表调→磷化→涂装(4) ABS/PC塑料电镀工艺流程除油→ 亲水→ 预粗化(PC≥50%)→ 粗化→ 中和→ 整面→ 活化→ 解胶→ 化学沉镍→ 镀焦铜→ 镀酸铜→ 镀半亮镍→ 镀高硫镍→ 镀亮镍→ 镀封→ 镀铬(5) PCB电镀工艺流程除油→ 粗化→ 预浸→ 活化→ 解胶→ 化学沉铜→ 镀铜→ 酸性除油→ 微蚀→ 镀低应力镍→ 镀亮镍→ 镀金→干燥(6)钢铁件多层电镀工艺流程除油→ 除锈→ 镀氰化铜→ 镀酸铜→ 镀半亮镍→ 镀高硫镍→ 镀亮镍→ 镍封→ 镀铬(7)钢铁件前处理(打磨件、非打磨件)工艺流程1、打磨件→ 除蜡→ 热浸除油→ 电解除油→ 酸蚀→ 非它电镀2、非打磨件→ 热浸除油→ 电解除油→ 酸蚀→ 其它电镀(8)锌合金件镀前处理工艺流程除蜡→ 热浸除油→ 电解除油→ 酸蚀→ 镀碱铜→ 镀酸铜或焦磷酸铜→ 其它电镀(9)铝及其合金镀前处理工艺流程除蜡→热浸除油→电解除油→酸蚀除垢→化学沉锌→ 浸酸→ 二次沉新→ 镀碱铜或镍→ 其它电镀除蜡→热浸除油→电解除油→酸蚀除垢→铝铬化→ 干燥→ 喷沫或喷粉→ 烘干或粗化→ 成品除蜡→热浸除油→电解除油→酸蚀除垢→阳极氧化→ 染色→ 封闭→ 干燥→ 成品(10)铁件镀铬工艺流程:除蜡→ 热浸除油→ 阴极→ 阳极→ 电解除油→ 弱酸浸蚀→ 预镀碱铜→ 酸性光亮铜(选择)→ 光亮镍→镀铬或其它除蜡→ 热浸除油→ 阴极→ 阳极→ 电解除油→ 弱酸浸蚀→ 半光亮镍→ 高硫镍→ 光亮镍→ 镍封(选择)→ 镀铬(11)锌合金镀铬工艺流程除蜡→ 热浸除油→ 阴极电解除油→ 浸酸→ 碱性光亮铜→ 焦磷酸铜(选择性)→ 酸性光亮铜(选择性)→ 光亮镍→镀铬(12)电叻架及染色工艺流程前处理或电镀→ 纯水洗(2-3次)→预浸→ 电叻架→ 回收→ 纯水洗(2-3次)→ 烘干→ 成品不锈钢镀光亮镍工艺流程:有机溶剂除油→化学除油→水洗→阴极电解活化→闪镀镍→水洗→活化→水洗→镀光亮镍→水洗→钝化→水洗→水洗→热水洗→甩干→烘干→验收。
不锈钢上的光亮镍层是微带黄光的银白色金属,它的硬度比铜、锌、锡、镉、金、银等要高,但低于铬和铑金属。
光亮镍在空气中具有很高的化学稳定性,对碱有较好的稳定性。
不锈钢上通过运用光亮剂,可不经抛光直接镀取光亮镍,以提高表面的硬度、耐磨性和整平性,在外观上使不锈钢与其他镀镍件外观一致,并且避免不锈钢与其他光亮镍之间产生接触电位差的腐蚀。
不锈钢镀光亮镍的溶液中光亮剂的近年来发展很快,品种很多。
归纳起来,光亮剂的发展经历了四个年代。
第一代的也是最原始的产品为糖精加丁炔二醇。
可以镀取整平性很高的光亮镍。
其运用兴盛于20世纪六七十年代。
但由于丁炔二醇在镀镍槽中的不稳定性,寿命较短,有机杂质积累很快,需要经常处理镍槽,于是,通过环氧氯丙烷或环氧丙烷与丁炔二醇结枝,合成了第二代镀镍光亮剂,如BE、791光亮剂,情况有所好转,BE和791保留有炔基,后来又进步将吡啶基聚合上去,形成了第三代产品,出光速度更快,光亮剂用量更少了,使用寿命更长了。
现在又进一步运用镀镍光亮剂中间体多种组合构成新型光亮剂已发展到第四代产品了。
它的使用量更少,出光速度更快,处理周期更长,深镀能力更强了。
不锈钢镀光亮镍工艺流程:有机溶剂除油→化学除油(氧氧化钠40g/L,碳酸钠30g/L,磷酸三钠50g/L,OP-乳化剂3mL/L,温度80~90 ℃,时间30min)→水洗→阴极电解活化(盐酸水溶液1+1,室温,Dk1~3A/dm2,时间5min,阳极布包碳精板)→闪镀镍(氯化镍 180~220g/L,盐酸120g/L,室温,电流密度4A/dm2,时间5~lOmin,阳极镍板)→水洗→活化[硫酸5%(V),时间5s]→水洗→镀光亮镍(时间5~lOmin,或按厚度所需时间)→水洗→钝化(重铬酸钾1s0g/L,重铬酸钠150g/L,硫酸30~50mL/L,室温,时间20~25s)→水洗→水洗→热水洗→甩干→烘干→验收。
电镀的过程基本如下1 把镀层金属接在阳极2 把镀件接在阴极3 阴阳极以镀上去的金属的正离子组成的电解质溶液相连4 通以直流电的电源后,阳极的金属会进行氧化反应(失去电子),溶液中的正离子则在阴极被还原(得到电子)成原子并积聚在负极表层。
电镀后被电镀物件的美观性和电流大小有关系,电流越小,被电镀的物件便会越美观;反之则会出现一些不平整的形状。
电镀的主要用途包括防止金属氧化 (如锈蚀) 以及进行装饰。
不少硬币的外层亦为电镀。
电镀产生的污水(如失去效用的电解质)是水污染的重要来源。
电镀专业术语3 镀覆方法术语3.1 化学钝化将制件放在含有氧化剂的溶液中处理,使表面形成一层很薄的钝态保护膜的过程。
3.2 化学氧化通过化学处理使金属表面形成氧化膜的过程。
3.3 电化学氧化在一定电解液中以金属制件为阳极,经电解,于制件表面形成一层具有防护性,装饰性或其它功能氧化膜的过程。
3.4 电镀利用电解原理,使金属或合金沉积在制件表面,形成均匀、致密、结合力良好的金属层的过程。
3.5 转化膜对金属进行化学或电化学处理所形成的含有该金属之化合物的表面膜层。
3.6 钢铁发蓝(钢铁化学氧化)将钢铁制件在空气中加热或浸入氧化性的溶液中,使之于表面形成通常为蓝(黑)色的薄氧化膜的过程。
3.7 冲击电流电流过程中通过的瞬时大电流。
3.8 光亮电镀在适当条件下,从镀槽中直接得到具有光泽镀层的电镀。
3.9 合金电镀在电流作用下,使两种或两种以上金属(也包括非金属元素)共沉积的过程。
3.10 多层电镀在同一基体上先后沉积上几层性质或材料不同的金属层的电镀。
3.11 冲击镀在特定的溶液中以高的电流密度,短时间电沉积出金属薄层,以改善随后沉积镀层与基体间结合力的方法。
3.12磷化在钢铁制件表面上形成一层不溶解的磷酸盐保护膜的处理过程。
3.13 热抗散加热处理镀件,使基体金属和沉积金属(一种或多种)扩散形成合金的过程。
4 镀前处理和镀后处理术语4.1 化学除油在碱性溶液中借助皂化作用和乳化作用清除制件表面油污的过程。
4.2 电解除油在含碱溶液中,以制件作为阳极或阴极,在电流作用下,清除制件表面油污的过程。
4.3 出光在溶液中短时间浸泡,使金属形成光亮表面的过程。
4.4 机械抛光借助于高速旋转的抹有抛光膏的抛光轮,以提高金属制件表面光亮度的机械加工过程。
4.5 有机溶剂除油利用有机溶剂清除制件表面油污的过程。