冲压开卷落料pfmea案例
冲压pfmea范例(中英文)

System 组件
Subsystem 子组件
Component 部件
Part Number型号:P HUB CAP,GREASE NON-VENTED端盖(E32629-1,E32629-3)
Design FMEA
Design or Process Responsibility设计或过程责任:
Process FMEA
Core Team核心小组:
过程 步骤 Process Setp
功能 Function
50
整形 Shaping
要求Requirements
严重度 级别
序 号 ID
产品 Product
过程 Process
潜在的失效模式 Potential
Failure Mode
潜在的失效后果 Potential
Effect(s) of Failure
product drawing not in place
频度数 现行过程预防控
制
O Current Process
c
Controls
c
Prevention
现行过程检测控制 Current Process
Controls Detection
探测度
风险优 先指数
D
R
e
P
t
N
建议措施 Recommende
verification
process inspection
4
60
N/A
cutting tool
模具制做错误 Blanking die making mistakes
落料模磨损,间隙增大 Blanking die wear, the gap increases
pfmea案例
pfmea案例PFMEA案例。
在制造业中,PFMEA(过程失效模式和影响分析)是一种非常重要的工具,用于识别和消除潜在的过程问题,以确保产品质量和生产效率。
下面我们将通过一个实际案例来说明PFMEA的应用和重要性。
某汽车零部件制造公司在生产过程中出现了一个严重的质量问题,在焊接过程中,焊接接头出现了裂纹,导致产品质量下降,甚至出现安全隐患。
为了解决这个问题,该公司决定进行PFMEA分析。
首先,团队收集了与焊接过程相关的所有信息,包括设备、材料、人员、环境等方面的数据。
然后,团队对焊接过程进行了全面的分析,识别了潜在的失效模式,如焊接接头裂纹、焊接温度过高、焊接压力不均等。
接着,团队对每种失效模式进行了评估,确定了其可能的影响,包括产品质量、生产效率、安全性等方面。
在分析的基础上,团队制定了针对每种失效模式的改进措施。
例如,针对焊接接头裂纹,团队提出了优化焊接参数、加强焊接工艺控制、提高焊接操作人员的技能水平等措施。
针对焊接温度过高,团队提出了优化冷却系统、加强温度监控、定期检查设备状态等措施。
在实施改进措施后,团队对焊接过程进行了再次评估,发现裂纹现象得到了显著改善,产品质量得到了提升,生产效率也得到了提高。
通过PFMEA分析,该公司成功解决了焊接过程中的质量问题,为产品质量和生产效率提供了保障。
通过这个案例,我们可以看到PFMEA在制造业中的重要作用。
它不仅可以帮助企业识别和消除潜在的过程问题,还可以指导企业制定有效的改进措施,提高产品质量和生产效率。
因此,我们在生产过程中应该重视PFMEA的应用,不断完善和优化自己的生产过程,确保产品质量和客户满意度。
总而言之,PFMEA是一个非常有价值的工具,它可以帮助企业提前发现潜在的问题,并通过科学的方法进行改进,从而确保产品质量和生产效率。
希望更多的企业能够重视PFMEA的应用,不断提升自身的竞争力。
pfmea标准案例
pfmea标准案例PFMEA(Process Failure Mode and Effects Analysis)是一种常用的质量管理工具,用于分析和预防潜在的过程故障、评估其潜在影响及采取适当措施来减轻其风险。
下面是一个PFMEA的标准案例:工厂公司正在启动一条新的生产线来制造汽车发动机。
为了确保该生产线的顺利运行,工厂决定进行PFMEA分析,以发现潜在的过程故障并采取适当的措施来减轻其风险。
1. 识别过程故障:与一线员工、工程师和管理层合作,识别可能在发动机制造过程中出现的所有潜在故障。
这些故障可以包括原材料质量问题、设备故障、操作失误等。
2. 评估故障影响:针对每个潜在故障,评估其可能的影响。
这些影响可以是对发动机质量的影响、对生产效率的影响、对员工安全的影响等。
根据影响的严重程度,对每个故障进行评分。
3. 评估故障发生概率:评估每个故障发生的概率。
这可以根据历史数据、专家意见以及设备和工艺的可靠性来确定。
4. 评估当前控制措施:评估在目前情况下已经采取的控制措施,这些措施可以是自动检测、人工检验、设备保养等。
对当前控制措施的有效性进行评估。
5. 确定风险优先级:根据故障的严重程度、发生概率和当前控制措施的有效性,计算每个故障的风险优先级。
这可以通过乘以这三个因素得到一个风险优先级数值。
6. 制定预防和纠正措施:根据风险优先级数值的高低,确定改进措施的紧急性。
高风险的故障可能需要立即采取纠正措施,而较低风险的故障可以在以后的时间里解决。
7. 实施措施:对确定的措施进行实施,并跟踪它们的有效性。
确保改进措施的有效性并记录结果。
通过这个PFMEA案例,工厂公司可以识别并降低生产线制造发动机过程中的潜在风险,提高发动机质量和生产效率,从而满足客户需求并实现更好的质量管理。
冲压成型PFMEA分析范例

(D) R.P.
N
原材料表面 氧化.
外观不良,部 品使用寿命减
短,客退.
6
原母料运输时包装
不良海运造成生 绣;两地温差很大
2
所致.
IQC每一段规格抽 一段确认.
7
84
责任和 目标完 成日期
措施执行结果 采取的措施 S O D RPN
原材料变形 送料不顺 3
进 料 检 验
铁板切条时,刀卡
松动偏移所致.在 运输中两物体相撞
项目名称: 车辆/年度: 核心小组:
潜在失效模式及后果分析
Failure Mode and Effect Analasis
(过程FMEA)
过程责任部门: 关键日期:
质量部 IQC
FMEA编号:
页码: 第 编制者: FMEA日期:
1页
共 8页
过程功能 或要求
潜在失效模 式
严
潜在失效后果
重 度
分 潜在失效起因/机 类理
2
160
制定《汰 换计划书
FMEA编号:
项目名称:
过程责任部门:
质量部 IQC
页码: 第 2 页 共 8 页
车辆/年度:
关键日期:
编制者:
核心小组:
FMEA日期:
过程功能 或要求
潜在失效模 式
严
潜在失效后果
重 度
分 类
(S)
潜在失效起因/机 理
频 度 (O)
现行 预防 过程 控制
现行探测过程控 制
探 风险
测 度
顺序 数
建议措施
垂直 即寸法
后续工作无法 组装
7
177.8±0.3
部品抽牙孔 后续攻牙产生
冲压机加工磨削pfmea分析范例
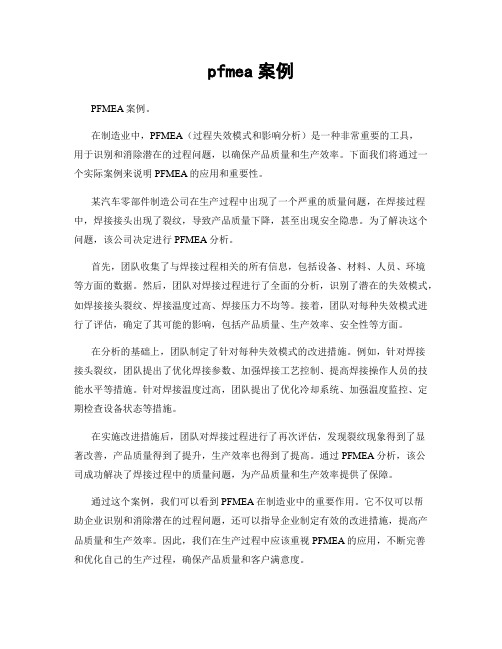
FMEA 编号Number:页码Page:准备人Prepared By:潜在的失效模式及效应分析表POTENTIAL FAILURE MODE AND EFFECTS ANALYSIS(过程PROCESS FMEA)项目名称 Item: 过程责任部门Process Responsibility: 质量部 QA Dept.车型年/车辆类 关键日期Key Date:工FMEA 编号Number:页码Page:准备人Prepared By:潜在的失效模式及效应分析表POTENTIAL FAILURE MODE AND EFFECTS ANALYSIS(过程PROCESS FMEA)项目名称 Item: 过程责任部门Process Responsibility: 质量部 QA Dept.车型年/车辆类 关键日期Key Date:工FMEA 编号Number:页码Page:准备人Prepared By:潜在的失效模式及效应分析表POTENTIAL FAILURE MODE AND EFFECTS ANALYSIS(过程PROCESS FMEA)项目名称 Item: 过程责任部门Process Responsibility: 质量部 QA Dept.车型年/车辆类 关键日期Key Date:工冲压P200T StampingFMEA 编号Number:页码Page:准备人Prepared By:潜在的失效模式及效应分析表POTENTIAL FAILURE MODE AND EFFECTS ANALYSIS(过程PROCESS FMEA)项目名称 Item: 过程责任部门Process Responsibility: 质量部 QA Dept.车型年/车辆类 关键日期Key Date:工FMEA 编号Number:页码Page:准备人Prepared By:潜在的失效模式及效应分析表POTENTIAL FAILURE MODE AND EFFECTS ANALYSIS(过程PROCESS FMEA)项目名称 Item: 过程责任部门Process Responsibility: 质量部 QA Dept.车型年/车辆类 关键日期Key Date:工FMEA 编号Number:页码Page:准备人Prepared By:潜在的失效模式及效应分析表POTENTIAL FAILURE MODE AND EFFECTS ANALYSIS(过程PROCESS FMEA)项目名称 Item: 过程责任部门Process Responsibility: 质量部 QA Dept.车型年/车辆类 关键日期Key Date:工FMEA 编号Number:页码Page:准备人Prepared By:潜在的失效模式及效应分析表POTENTIAL FAILURE MODE AND EFFECTS ANALYSIS(过程PROCESS FMEA)项目名称 Item: 过程责任部门Process Responsibility: 质量部 QA Dept.车型年/车辆类 关键日期Key Date:工FMEA 编号Number:页码Page:准备人Prepared By:潜在的失效模式及效应分析表POTENTIAL FAILURE MODE AND EFFECTS ANALYSIS(过程PROCESS FMEA)项目名称 Item: 过程责任部门Process Responsibility: 质量部 QA Dept.车型年/车辆类 关键日期Key Date:工FMEA 编号Number:页码Page:准备人Prepared By:潜在的失效模式及效应分析表POTENTIAL FAILURE MODE AND EFFECTS ANALYSIS(过程PROCESS FMEA)项目名称 Item: 过程责任部门Process Responsibility: 质量部 QA Dept.车型年/车辆类 关键日期Key Date:工。
冲压pfmea范例
•材料性能不符标 •严格按模具 •检验员首巡
8 Ⓑ准
3 调整卡调整模 末检
•模具调整不到位 具
•操作工自检
•加强自检与首检 7 168 •工艺参数检查
生产工人 即时完成
•制定检验规范 •首巡末检 •模具巡检 •工艺参数检查
8 2 7 112
5-6
侧整
零件表面无拉 毛、划痕、变 形或不大于封
位
路径出错
的料错用
7
Ⓑ
·收料人没仔细 查看材料标识
2 ·定置放置
·目视检查
7 98
3
材料仓库 存储
·材料表面生 保证材料不失 锈
效
•影响零件表面 质量 •材料可能报废
4
Ⓒ ·材料仓储环境 不佳
2
·仓库管理条 例
·目视检查
7 56
·原材料超过 使用期限
·影响车身强度
6
Ⓑ ·未遵循先进先 出原则
2
·仓库管理条 例
·漏工序,零件 报废 ·模具夹手等工 装损坏
•夹手夹持不稳
8
定,摆放不到位 •在生产调试过程 Ⓑ 中取出的半工序 件,重新生产时 并没有放到指定
3
•机床模具夹 手等设备定期 保养
•增加感应设 备 •操作工人监 控
工序
7
•生产调试过程中取 出的半工序件统一 放到指定位置并做 168 好标记,在生产完 成后由机长统一返
样件
•工件表面有废 料印、拉毛等 缺陷
•表面质量下降 •零件可能报废
•模腔内等未擦净 •根据需要及
•模具拉毛
时擦净模具模 •检验员首巡
5 Ⓒ •料片表面有垃圾 2 腔等
末检
•发现拉毛现 •操作工自检
pfmea的案例
pfmea的案例哎哟喂,各位看官,今天咱们来摆一摆PFMEA(过程失效模式与影响分析)的案例。
咱们四川人说话直来直去,陕西朋友说话豪爽,再加上北京大哥的实在,咱们一起来把这个案例给讲明白了。
先说咱四川这边的例子。
咱们四川有个做电子产品的厂家,那厂里的生产线可是热火朝天。
有天,他们发现产品中的某个小零件老是出问题,导致整批产品都得返工。
这一下,工人们忙得团团转,老板也急得像热锅上的蚂蚁。
后来,他们用了PFMEA,把每个生产环节都仔细分析了一遍,最后发现是那个零件的供应商出了问题。
换了供应商之后,问题就迎刃而解了。
你看,这就是PFMEA的妙处,能帮我们找到问题的根源。
再说说陕西的例子。
咱们陕西的兄弟做事可是讲究个实在。
有个做机械加工的厂家,他们发现机器在加工过程中经常出现误差,导致产品质量不稳定。
他们用了PFMEA,从人、机、料、法、环、测六个方面进行分析,最后发现是操作工人的技能不够熟练。
于是,他们加强了对工人的培训,问题也就迎刃而解了。
你看,PFMEA不仅能找到问题,还能帮我们找到解决问题的方法。
最后说说北京的例子。
咱们北京的大哥做事可是有条不紊。
有个做食品的厂家,他们发现产品在储存过程中容易变质。
于是,他们用了PFMEA,对每个可能导致变质的因素都进行了详细的分析。
最后,他们发现是储存环境的温度控制不够精确。
于是,他们改进了温度控制系统,问题也就解决了。
你看,PFMEA就像是个指南针,能帮我们找到前进的方向。
这三个例子,虽然地方不同,但都用到了PFMEA这个方法。
它就像是个万金油,哪里有问题就往哪里抹一抹,问题就迎刃而解了。
所以呀,咱们在工作中,也得学会用这种方法,才能事半功倍,把工作做得更好。
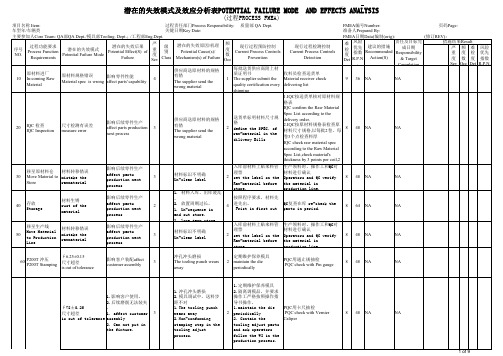
冲压件 PFMEA潜在失效模式及后果分析
N/A N/A
N/A
N/A N/A
注:“△”——代表产品特性,“☆”——代表过程特性
页码: page 4 of 5
FMEA 编号: 系 统: 子系统: 部 件: 车 型:
项目
潜在失效模式
潜在失效后果
功能
1)腐蚀 电镀镍:在 产品的表 面电镀上 一层镍, 保护产品 1)电镀层脱落 防止被氧 化,增加 产品美观
N/A
N/A
N/A
N/A
N/A
N/A
N/A
N/A
N/A
N/A
N/A
N/A
N/A
6
4.使用了受潮和 4
包装材料如:胶
按制程作业指导书生产
箱或纸片
6
5.生产、储存、 搬运所在环境潮
3 按制程作业指导书生产
湿
4 96
N/A
N/A
4 72
N/A
N/A
核准:
审核:
制定:
版本
措施执行结果 严 发 探 R.
采取的措施 重 生 测 P 度 率 度 N.
变形、弯曲
连续冲压: 通过机器 设备、模 具,在一 啤坏 定的工艺 参数下将 片材按封
闭外形,从 坯料中分 离出零件 氧化生锈 或毛坯并 折成不同 几何形状 的五金零
件
文件编号
过程责任部门:
PFM
关键日期:
EA
核
FMEA初始日期:
心
FMEA更新日期:
小
潜在失效后果
影响产品外观及组装功 能
严
发
探 风险
PFMEA日期 组长: 联系电话:
建议措施
PFMEA范本案例
PFMEA范本案例PFMEA (Process Failure Mode Effects Analysis),即工艺失效模式与影响分析,是用于识别、评估和控制过程故障和问题的方法。
下面是一个PFMEA范本案例,包括问题描述、风险评估和控制措施。
案例:XX公司生产线工序XPFMEA分析1.过程描述:工序X是生产线上的一个关键工序,该工序涉及零件的装配和测试。
在该工序中,零件被装配在一起,并进行功能性和可靠性测试。
整个过程由机器和操作员共同完成。
2.问题描述:在工序X中,出现以下潜在问题和风险:1)零件装配错误;2)错误的测试参数设置;3)不稳定的测试设备;4)操作员疏忽导致错误装配或测试;5)潜在的零件缺陷。
3.风险评估:为了评估上述潜在问题和风险的重要性和严重性,我们使用了一套1-10的风险评估矩阵,其中1表示风险较低,10表示风险较高。
问题可能性重要性严重性风险等级零件装配错误87956错误的测试参数设置79856不稳定的测试设备58640操作员疏忽导致错误装配或测试66954潜在的零件缺陷310721注意:风险等级=可能性*重要性*严重性4.控制措施:基于上述评估结果,我们必须采取适当的控制措施来减少或消除潜在问题和风险。
问题控制措施零件装配错误1)提供装配指导书和流程图;2)定期进行员工培训,确保操作员技能;3)引入自动化装配设备,减少人为错误。
错误的测试参数设置1)设定可编程的测试参数,并进行封装;2)详细记录正确的测试参数;3)定期进行设备校准和维护。
不稳定的测试设备1)定期进行设备维护和保养;2)评估设备的可靠性,进行适当的维护。
操作员疏忽导致错误装配或测试1)强调操作员的责任和重要性;2)建立良好的质量管理文化;3)使用自动化检测设备进行装配和测试。
潜在的零件缺陷1)加强供应商质量管理;2)引入100%检验,筛选出潜在问题。
注意:控制措施要具体、可行,并由有效的检验和监控机制支持。
pfmea案例
pfmea案例PFMEA案例。
PFMEA(Process Failure Mode and Effects Analysis)是一种用于识别和评估制造过程中潜在故障模式及其影响的方法。
它可以帮助企业在生产过程中提前识别潜在的问题,并采取相应的措施进行预防,从而提高产品质量和生产效率。
下面我们将通过一个实际的案例来介绍PFMEA的应用。
在某汽车零部件生产企业,他们使用PFMEA来分析生产线上的焊接工艺。
首先,团队收集了关于焊接工艺的所有相关信息,包括焊接设备、焊接材料、操作流程等。
然后,团队针对每个潜在的故障模式进行分析,包括焊接接头断裂、焊接温度过高、焊接时间过长等。
接着,团队对每种故障模式的可能影响进行评估,比如焊接接头断裂可能导致产品失效,焊接温度过高可能导致材料变形等。
最后,团队制定了针对每种故障模式的预防措施,比如加强对焊接工艺的监控,优化焊接参数,加强员工培训等。
通过PFMEA的分析,该企业发现了一些潜在的问题,并及时采取了相应的措施进行预防,从而避免了可能导致产品质量问题的故障发生。
这不仅提高了产品质量,也降低了生产成本,提高了生产效率。
通过以上案例可以看出,PFMEA作为一种有效的质量管理工具,在生产过程中发挥着重要作用。
它可以帮助企业在生产过程中及时发现潜在的问题,并采取预防措施,从而提高产品质量,降低生产成本,提高生产效率。
因此,建议更多的企业在生产过程中引入PFMEA方法,以提升竞争力,满足市场需求。
综上所述,PFMEA在制造业中具有重要意义,通过对潜在故障模式和影响进行分析和评估,有助于企业提前预防问题的发生,提高产品质量和生产效率。
希望更多的企业能够重视PFMEA的应用,从而在激烈的市场竞争中脱颖而出。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
6
滑落、板料
无硌伤
板料硌伤
影响产品表面 质量
5
抛料点位置有 偏差
托盘防护不到 位
调整控制台 4 上抛料点数
值
2
点检
目视 目视
8 192 6 60
垛料滑落
造成人员伤害 、制件报废
9
存放高度大于 500mm、重量 1
大于5吨
测量、理 论计算
3
27
建议措施
措施执行结果
责任和目标 完成日期 采取的措施 S O D RPN
首件确认
5
45
0.25mm
闭合高度太大 或太小
1 装模前设定 仪表显示
3
27
划伤、硌伤 影响表面质量 8
堆垛板料无 划伤、无变
板料划伤
影响产品表面 质量
6
形、垛料无
滑落、板料
无硌伤
板料变形
影响产品表面 质量
压料板脏
2 清洗模具 首件确认 4 64
托料架由尖点 1 模具点检 首件确认 3 24
料片堆垛过程 中撞击
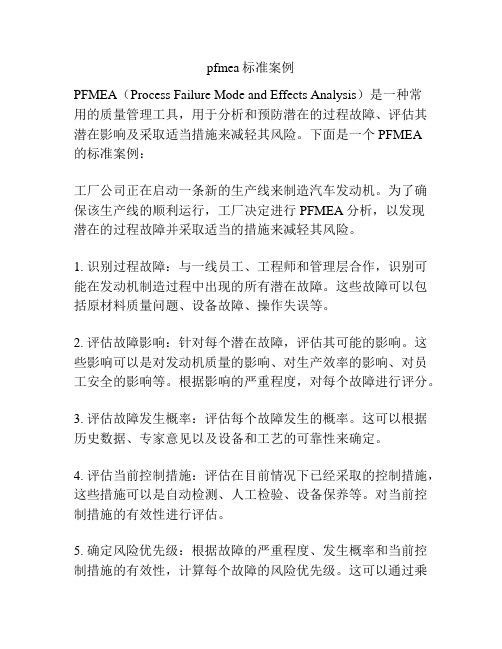
潜在失效模式及后果分析 (过程FMEA)
FMEA编号: 页码: 第 1 页 共 3 页
项目名称:
开卷落料
车型年度/车辆: M11 核心小组:
过程责任部门: 关键日期:
工程院、三部冲压车间
编制者: FMEA日期:(编制)
(修订)
过程 功能
要求
严
频
潜在失效模式 潜在失效后果
重 度
级 潜在失效起因
/机理
度
重 度
级 潜在失效起因
/机理
度
现行预防 过程控制
(S) 别
(O)
现行探测 过程控制
探 测 度 (D)
风 险 顺 序 数
R P N
措施执行结果
建议措施
责任和目标 完成日期 采取的措施 S
O
D
RPN
刃口间隙超差 6 模具点检 首件确认 4 216
刃口磨损、崩 刃
6
模具点检刃 口
首件确认
4
216
刃口与压料板 间隙
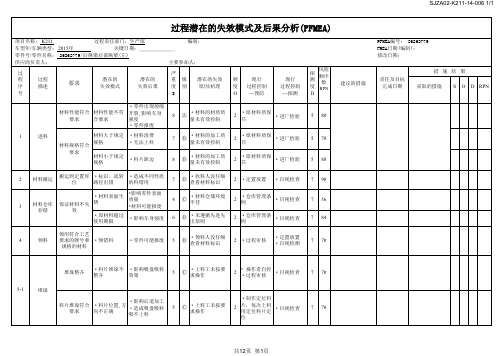
潜在失效模式及后果分析 (过程FMEA)
FMEA编号: M11-8123-1064 页码: 第 2 页 共 3页
项目名称: 开卷落料 车型年度/车辆: M11 核心小组:
过程责任部门: 关键日期:
工程院、三部冲压车间
编制者: FMEA日期:(编制)
(修订)
过程 功能
要求
严
频
潜在失效模式 潜在失效后果
有异物
上料平台胶皮 磨损、脱落、 2
有异物
芯轴与卷料不 同轴
3
定期检查 6 84
定期检查 6 84
目视
8 168
清洗板料表
表面杂质
制件表面出现 凹坑、高点
5
面无杂质、
油膜均匀
油膜不均 影响表面质量 6
清洗液有杂质
刷辊磨损 挤干辊磨损
定期清洗过 4 滤网和更换
清洗液
1 定期保养
1
目视
8 128
8 48 8 48
过程责任部门: 关键日期:
工程院、三部冲压车间
编制者: FMEA日期:(编制)
(修订)
过程 功能
要求
严
频
潜在失效模式 潜在失效后果
重 度
级 潜在失效起因
/机理
度
现行预防 过程控制
(S) 别
(O)
现行探测 过程控制
探 测 度 (D)
风 险 顺 序 数
R P N
堆垛板料无
划伤、无变 形、垛料无
板料变形
影响产品表面 质量
3
模具点检 首件确认
4
108
落料无毛刺 、无划伤、 无波浪、无
毛刺大于《 JB/T 41291999》标准规
定
造成人员伤害 、损伤模具、
影响焊接
9
变形、无硌
伤
滑块与工作台
平行度左右每 米不大于
1
按年度保养 计划测量
首件确认
5
45
0.12mm
滑块与立柱垂
直度行程后 300mm不大于
1
按年度保养 计划测量
现行预防 过程控制
(S) 别
(O)
现行探测 过程控制
探 测 度 (D)
风 险 顺 序 数
R P N
措施执行结果
建议措施
责任和目标 完成日期 采取的措施 S
O
D
RPN
开卷板料无 板料变形、硌 导致部分板料
变形、无硌
伤
报废
7
伤、内卷完
好、板料无
积压变形
内卷顶出、积 导致部分板料 压变形 报废
7
上料小车胶皮 磨损、脱落、 2
2
调整码垛拍 打机构
托盘防护不到 位
2
点检
托盘上的支撑 架摆放位置存 6
在偏差
点检
目视 目视 目视
8 96 6 72 6 216
潜在失效模式及后果分析 (过程FMEA)
FMEA编号: M11-8123-1064 页码: 第 3 页 共 3页
项目名称: 开卷落料 车型年度/车辆: M11 核心小组:
校平板料表 表面压伤 影响表面质量 7
面平整、无
压伤
板料不平整
导致板料剪切 精度难以保证
7
两辊子间有杂 物
3
定期保养校 平辊子
首件检验
4
84
两滚子间的间 隙过大或过小
1
设备调整 首件检验 4
28
缓冲
送料 落料尺寸偏差 导致制件报废 8
定位偏移 步距错误
2
模具点检
制件首件 验证
4
64
1
首件测量 3 24