瞬时液相连接
瞬时液相扩散连接在镍及镍基合金焊接中的应用
Key words:nickel and nickel-base alloy;transient liquid-phase bonding(TLP);superiority
0 前言
镍基合金具有耐热、耐蚀、耐磨、精密与形状记 忆等特点,在机械、石油、化工、电力等行业得到了 广泛应用。在生产制造中镍及镍基合金的焊接性差, 焊接时易产生裂纹和气孔,严重制约了镍及镍基合 金的应用。目前镍及镍基合金的焊接多采用 SMAW 和 TIG 焊,焊接接头易出现气孔和裂纹,同时焊接 变形大,生产率低,有时还需进行焊后机加工处理。
(1)第 1 阶段———液相形成(包括中间层的熔化 和液相的均匀化阶段)。在焊接之前将中间层材料夹 在焊件间,并加上一定的焊接压力,使焊件与中间 层材料紧密接触。在保护气体保护下进行加热,直 至中间层材料液化和填满间隙。
(2)第 2 阶段— ——等温凝固阶段。当液相形成并 填满焊缝间隙后,进入保温期,使液固相之间进行 充分的扩散。由于液相中使熔点降低的元素大量扩 散到母材内,而母材中的一些元素向液相中溶解, 因此使液相的熔点逐步升高而凝固,最后形成接 头,由于液相的凝固过程是在保温中完成的,故被 称为等温凝固。
基于瞬时液相扩散连接的多压力工艺模型

力工艺模型既能充分发挥压力在 L 连接 中的作用, rP 又能避免高压带来的不利影响。
关 键词 : 时液相 扩散 连接 ( L ) 多压 力工 艺 ; 型 ;9 钢 瞬 TP ; 模 Tl
中图分 类号 :G 7 . T 366 文 献标 识码 : A
. ̄
石油 、 化工 、 电力等行业管道的焊接一般多采用 S A TG和 M G等 , M W、I I 这类 焊接方法生产 率低 、 劳 动强度大、 对工人的实际操作水平有较高。瞬时液 相扩 散 连 接 ( r s n iud pae bnig 简 称 Ta i tl i hs od , ne q n TP L 焊接或 T P连接)无需开坡 口, L 焊接头强度高 且 过渡 光 滑 、 有 明 显 的界 面 和焊 接 物 残 留… , 没 在
收 稿 日期 -0 8一l '0 2 l—l O
试验采用正交试验方法研究 中间层 成分 、 温度 和压力对接头抗拉强度、 弯曲角度和硬度的影响; 力 学性能试验机型号为 WE 60 万能试验机, S一 0 W 拉 伸试验和弯 曲试验 分别按 国家标 G T6 1 20 B 25 — 0 8
日本住友金属公司的小沟裕一等人成功开发出了钢 管过渡液相扩散焊技术 , 并完成 了其可移动式焊接 设备系统 的轻量化与实用化开发【 。 2 】 在 Ⅱ 连接 中必 须施 加 一定 的压 力 , 接压 力 焊 的主要作 用在 于使 焊 接 表 面产 生 微 观 塑性 变 形 , 以 达到最大接解 , 形成金属键和建立原子相互扩散 的 条件 。在某 些情 况下 压力 还有利 于 防止扩 散孔 洞 的
作者简介 : 王非森( 92一 , 。 1 8 ) 男 四川泸县人 , 助教.
《 焊接接头拉伸试验方法》 G T 63— o 8 焊接 和 B 25 2o ( 接头弯 曲及压扁试验方法》 进行 ; 焊缝显微组织在 O Y P S—C 4 M金 相显微 镜分 析 。 LMU K0
瞬时液相扩散焊技术的研究进展
瞬时液相扩散焊技术的研究进展王磊;俞建荣;董晓慧;杨德宇;王岚【摘要】介绍了瞬时液相扩散焊焊接原理,采用二相图对其焊接过程进行了模拟,讨论了瞬时液相扩散焊连接技术的优缺点。
分析了焊接中间层的选择、焊接压力、焊接温度以及焊接时间等焊接因素对焊接品质的影响。
综述了国内外瞬时液相连焊技术的理论研究、焊接影响因素研究以及焊接设备研究状况,并根据瞬时液相扩散焊研究现状对该技术的未来发展进行了展望。
%The welding principle of transient liquid phase diffusion bonding is briefly introduced, at the same time, the welding process is simulated with two phase diagram, its advantages and disadvantages are discussed and the welding factors which have influenceon the welding quality, such as the choice of the interlayer, welding pressure,welding temperature and welding time,are an-alyzed during the welding process. This paper also researches on its technology and theory at home, which have influence on its weldabilityand welding equipment. Furthermore,the future development is prospected according to its current situation.【期刊名称】《机械制造与自动化》【年(卷),期】2015(000)004【总页数】3页(P7-9)【关键词】瞬时液相扩散焊;中间层;原理;研究状况【作者】王磊;俞建荣;董晓慧;杨德宇;王岚【作者单位】北京化工大学机电工程学院,北京100029;北京石油化工学院机械工程学院,北京102617;北京石油化工学院机械工程学院,北京102617;北京化工大学机电工程学院,北京100029;北京工业大学机械工程与应用电子技术学院,北京100022【正文语种】中文【中图分类】TG44近年来随着高新技术的发展,对新材料的需求越来越高,在现代材料结构中,不仅需要对大量同种材料进行焊接,有时也需要对异种金属材料进行焊接。
液相烧结
液相烧结粉末压坯仅通过固相烧结难以获得很高的密度,如果在烧结温度下,低熔组元熔化或形成低熔共晶物,那么由液相引起的物质迁移比固相扩散快,而且最终液相将填满烧结体内的孔隙,因此可获得密度高、性能好的烧结产品。
液相烧结的应用极为广泛,如制造各种烧结合金零件、电触头材料、硬质合金及金属陶瓷材料等。
液相烧结可得到具有多相组织的合金或复合材料,即由烧结过程中一直保持固相的难熔组分的颗粒与提供液相(一般体积占13%一35%)的粘结相所构成。
固相在液相中不溶解或溶解度很小时,称为互不溶系液相烧结,如假合金、氧化物—金属陶瓷材料。
另一类就是固相在液相有一定溶解度,如Cu —Pb 、W —Cu —Ni 、WC —Co 、TiC —Ni 等,但烧结过程仍自始至终有液相存在。
特殊情况下,通过液相烧结也可获得单相合金,这时,液相量有限,又大量溶解于固相形成固溶体或化合物,因而烧结保温的后期液相消失,如Fe —Cu(Cu <8%)、Fe —Ni —A1、Ag —Ni 、Cu —Sn 等合金,称瞬时液相烧结。
一、液相烧结肋条件液相烧结能否顺利完成(致密化进行彻底),取决于同液相性质有关的三个基本条件。
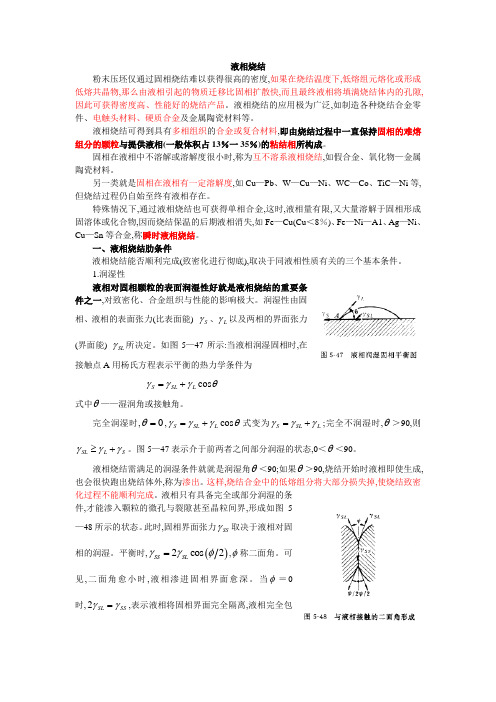
1.润湿性液相对固相颗粒的表面润湿性好就是液相烧结的重要条件之一,对致密化、合金组织与性能的影响极大。
润湿性由固相、液相的表面张力(比表面能) S γ、L γ以及两相的界面张力(界面能) SL γ所决定。
如图5—47所示:当液相润湿固相时,在接触点A 用杨氏方程表示平衡的热力学条件为cos S SL L γγγθ=+式中θ——湿润角或接触角。
完全润湿时,0θ=,cos S SL L γγγθ=+式变为S SL L γγγ=+;完全不润湿时,θ>90,则SL L S γγγ≥+。
图5—47表示介于前两者之间部分润湿的状态,0<θ<90。
液相烧结需满足的润湿条件就就是润湿角θ<90;如果θ>90,烧结开始时液相即使生成,也会很快跑出烧结体外,称为渗出。
连接压力在钻杆瞬时液相扩散连接中的作用
WE 6 0万能试验机上进行室温拉伸 和弯 曲试验。 S0
用 J A 80 R电子探针分析接头组织及接头区合 X - 80
金元素 的分布情况。
’
} 基金项 目:国家科技成果重点推广计划项 目,项 目编号 2 0 E D ( 3 05 C0 O1 。
维普资讯
除。等离子弧焊时参数精度要求严格 ,并且需要多 与传统的 T P连接工 艺相 比,本试验 采用氩 L 道焊,较难操作 。TP连接技 术 由于具有 高质 气保护代替真空,节省了设备投资 ,并且适合大尺 ] I
量 、高 自动化、低变形 的优点而在钢管焊接 中得到 了 应 用 L 。笔 者 采 用 T P 连 接 技 术 进 行 了 4 ] L 4 M M B地质钻 杆的焊 接 ,研究 了压 力对钻杆接 5 no 头组 织 、成 分 和 性 能 的 影 响 ,以 探 讨 压 力 在 4 M M B地质钻杆连接过程的作用。 5 no 寸工件焊接 ,具有广 阔的工业应用前景 。 焊后 从 管 接 头 上 截 取 力 学 性 能 试 样 ,在
端面等形状的中间层合金 ,而后将 中间层合金置于 钻杆杆体和接头之间,装配在焊接夹具上 ,液压加
紧管子并沿轴 向施加压力 。管内外通氩气保护 ,光
纤辐射测温 ,感应加热完成焊接过程。试验连接温 , 度为 l 5 l 1 ,保温 时间为 3mn 0一 0℃ 2 2 i,采用无
压和加 9M a P 的压力 2 种方式。焊后空冷到 10℃ 5 时再原位加热至 6 0℃ ,3mn的 回火热 处理 ,以 8 i 消除焊接应力 ,改善组织 ,提高性能。
摘要 研 究了4 M M B地质钻杆在无压和加压 2种条件下瞬时液相扩散 ( L )连接接头的 5 no TP
瞬时液相扩散连接的双温工艺模型
第26卷 第4期2005年4月焊接学报TRAN S ACTI ONS OF THE CH I N A WELD I N G I NST I T UTI ONV o.l 26 No .4April 2005瞬时液相扩散连接的双温工艺模型陈思杰1,2, 井晓天1, 李辛庚3(1.西安理工大学材料科学与工程学院,西安 710048;2.河南理工大学机械系,焦作 454000;3.山东电力研究院,济南 250002)摘 要:在开发T 91钢管瞬时液相扩散连接工艺的过程中,提出了一种新的TLP 连接工艺模型,在等温凝固前先进行短时高温加热,然后再降低到连接温度进行等温凝固,等温凝固温度低于传统工艺的温度。
研究表明,新工艺连接的组织和性能都优于传统的工艺,得到了无焊缝的理想组织。
新工艺温度参数:1270 加热0.5m i n ,1230 保温3m i n ,传统工艺温度参数:1250 保温3m i n 。
关键词:T 91钢;瞬时液相扩散连接;中间层;显微组织;模型;双温工艺中图分类号:TG457.11 文献标识码:A 文章编号:0253-360X (2005)04-69-04陈思杰0 序 言瞬时液相-扩散连接作为一种新型的焊接技术在近30多年来获得了广泛的应用[1]。
TLP (Transient liquid phase)焊接头强度高,没有明显的界面和焊接物残留,在新材料的制备、连接、修复等方面潜力很大[2,3]。
近年来TLP 连接工艺在不断发展,Shirzadi 与W allach 提出 带有温度梯度的TLP 扩散焊(T -TLP 扩散焊)!的新工艺[4,5],突破了传统的TLP 连接惯用的焊接区温度均匀分布的束缚,可使最终凝固所得的界面由经典TLP 焊接所得的平面状变为非平面状(正弦状或胞状),提高了接头的剪切强度,并避免了接头质量的随机波动。
传统的TLP 连接工艺是把中间层放在连接面之间,加上一定的压力,在真空或保护气氛炉中加热到连接温度,使中间层熔化、降低熔点元素扩散、产生等温凝固,然后降到室温完成连接过程[1]。
Ti2AlNb合金瞬时液相扩散连接接头界面组织及性能分析
第39卷第2期焊 接 学报 V〇1.39(2):024 - 028 2 0 1 8 年 2 月TRANSACTIONS OF THE CHINAWELDINGINSTITUTION February2018Ti2AINb合金瞬时液相扩散连接接头界面组织及性能分析蔡小强,王颖,杨振文,王东坡(天津大学天津市现代连接技术重点实验室,天津300072)摘要:采用Ti/Ni作为中间层实现了 A A lN b合金的连接(transient liquid phase,TLP),研究了 TLP连接接头的 界面组织及其形成机制,并且分析了不同保温时间对接头界面组织和力学性能的影响规律.结果表明,T〇AlNb合 金TLP连接接头主要表现为等温凝固区和冷却凝固区两个明显的特征区域.接头的典型界面组织为T/AlNb/B2/ Nb!Al+B2 V)V A N/AAlNb.随着保温时间的延长,接头中Nb!A l和^Ni相消失,)相不断减少,B2相不断增 多.当连接温度为1 180 O,保温时间为20 min时,接头的室温抗剪强度最大,达到428 MPa,高温(650 O)抗剪强 度达到407 M Pa.接头的断裂主要发生在冷却凝固区的)相上.关键词:钛铝铌合金;瞬时液相扩散连接;界面组织;高温性能;抗剪强度中图分类号:T6 454 文献标识码:A doi:10.12073/j.hjxb.20183900340序 言以有序正交结构O相作为主要构成相的Ti2Al-Nb合金,自1988年Banerjee等人%1]首次发现以来,引起了广泛的关注和研究.Ti2AlNb合金具有较高 比强度、室温塑性、断裂韧性和蠕变抗力,且具有较 好的抗氧化性、无磁性等优点,可在600 ~ 800 O长 时间使用、1 〇〇〇O以上短时间使用.这些优异的性 能使TiiAlNb合金成为航空航天领域具有广阔应用 前景的新型轻质耐高温材料%2].由于航空航天部件 结构复杂,实现TiiAlN b自身的可靠连接将成为此 类材料推广应用的关键问题.目前用于钛合金的连接方法主要有熔焊%3]、钎 焊[4]、摩擦焊%5]、扩散连接%6-7&等.其中熔焊在焊后 快速冷却过程中易出现固态裂纹.钎焊接头的高温 性能较差,所以钎焊接头的使用温度受限.摩擦焊 Xt试样自身具有较高的要求.对于扩散连接来说,由于长时间处于较高压力作用下使得母材的力学性 能降低.而且当结构件大且复杂时,扩散连接工艺 将受到很大限制.TLP连接技术综合了钎焊和固相 扩散连接两者的优点,既能在较低温度下实现冶金 连接,又能获得高性能,特别是高温力学性能的接 头[8].邹贵生等人[9]采用Ti-15Cu-15N i合金薄带作收稿日期:2016 -05-10基金项目:国家自然科学基金资助项目(51574177)中间层,研究了 Ti2AlNb合金的TLP连接,获得了较 好的室温和高温强度的接头.相比于Ti-15Cu-15N i 体系,Ti-Ni体系作为中间层也具有较好的高温性 能[10].文中采用Ti/Ni作为中间层对TizAlNb合金 进行TLP连接,研究接头界面组织的形成以及保温 时间对接头组织及性能的影响规律.1试验方法试验使用的母材为TiiAlNb合金,其名义成分 为 Ti-21Al-23Nb-0. 4M〇(原子分数,d).图 1a,1b 分别显示Ti2AlNb合金的室温微观组织形貌和XRD 分析结果.可以看到,Ti2AINb合金室温组织由(相、B2相和O相组成,其中(相和O相弥散分布于 B2相基体上.母材在室温和650 O的抗拉强度分别 为1 185和1 030 MPa.用电火花线切割机床将T i2 AINb合金母材加工成块状,其中尺寸为5 m m X 5 m m X5 mm的母材置于上方,尺寸为15 m m X10 mmx3 mm的母材置于下方.中间层材料采用纯钛 和镍箔,厚度均为60 !m,置于母材之间.连接前将 待连接试件表面依次用200号到2000号砂纸水磨,放在丙酮中超声清洗、烘干.TLP连接在真空炉中 进行,连接温度为1 180 O,保温时间为5 ~ 120 min.连接过程中,在安装试件上施加3 kPa的压力以保 证试样之间的紧密接触.在整个连接过程中真空度 不低于 2.0 X10-3Pa .第#期蔡小强,等:Ti2A:b合金瞬时液相扩散连接接头界面组织及性能分析25(a)母材显微组织形貌衍射角20/(° )(b)母材X射线衍射图图1Ti2AINb母材的显微组织形貌及X射线衍射图Fig. 1Microstructure and XRD pattern of Ti2AIIM b alloy连接后的试件,经200号到2000号砂纸水磨,绒布拋光后,用 〇. &H F- 1. 2HN03 - 5HC1 - 93H#0 (ml)进行腐蚀.采用扫描电镜(SEM,FEI Nan。
TP304H_12Cr1MoV异种钢管的瞬时液相扩散连接
第27卷 第2期2006年2月焊接学报TRANS ACTI O NS OF THE CH I N A W ELD I N G I N STI T UTI O NVol .27 No .2February 2006TP304H /12C r1MoV 异种钢管的瞬时液相扩散连接井晓天1, 陈思杰1,2, 卢俊峰1, 李辛庚3(1.西安理工大学材料科学与工程学院,西安 710048;2.河南理工大学材料科学与工程学院,河南焦作 454000;3.山东电力研究院,济南 250002)摘 要:用Fe N i CrSi B (A )合金作中间层,氩气保护,对12Cr1MoV 珠光体耐热钢和TP304H 奥氏体不锈钢管进行了瞬时液相扩散连接。
用正交试验的方法研究了工艺参数对接头组织和性能的影响,分析了T LP 连接接头的显微组织、断口形貌、力学性能和元素分布,确定出了合适的连接工艺参数。
研究结果表明,连接温度1240℃,等温凝固时间3m in,压力4MPa 时,接头的强度最高达到590MPa,其断口呈韧性断裂特征。
关键词:TP304H /12Cr1MoV;异种钢管;瞬时液相连接;显微组织中图分类号:TG151.1 文献标识码:A 文章编号:0253-360X (2006)02-97-05井晓天0 序 言火力发电机组随着各个部位工作温度的不同,相应地使用了不同化学成分和组织结构的钢材,因此必然会遇到异种钢的焊接问题。
其中许多部件及管道采用了12Cr1MoV 耐热钢与TP304H 不锈钢的异种钢接头。
12Cr1MoV 钢热强性和持久塑性较高,由于碳及合金元素含量较多,淬硬敏感性较大,在焊件刚性及接头应力较大时,易产生冷裂纹。
TP304H 是经固溶处理后供货的,其组织为单相奥氏体,具有高的抗蚀性、抗蠕变性和综合力学性能;但在450~850℃温度区间长时间停留,易发生晶间腐蚀。
12Cr1Mo V 与TP304H 焊接时,因接头化学成分的不均匀导致组织的不均匀,从而最终影响到接头的持久强度。
瞬间液相连接中间层和连接条件的改进
改进 和技术革新 , 使该技术在新 材料及异种材料 的连接领域具有广 阔的应用前景 。
关键 词 : 瞬间液相连接 中圈分类号 : T . G4 4 5 中闻层 改进 应 用
0 前
言
相, 同时 由于液相 的作用 使 扩 散加 速 , 相 中 降低熔 点 液
的元素迅 速 向基体 扩 散 , 得 结 合 界 面化 学 成 分 明显 使
瞬 间液相 连接 作 为 一 种 新 型 的精 密 连 接 技 术 , 具
均 匀一致 , 使 其 优 于钎 焊 。该 技 术 综 合 了 固相 扩 散 又
连接和高温钎焊 的优点 , 可获得优异的接头组织与性
能, 近年来 引起 了 国内外 诸 多领 域 的大 量 关 注 , 获 得 并
越 来越广 泛 的应用 。 1 瞬 间液 相连 接的原 理及 特点
成 分 均匀化 , 后 得 到 与 母 材 化 学 成 分 和 组 织 均 匀 一 最 致 的接头并 获 得连 续 的 接 合 面组 织 ¨-] 17 3。 94年 D - u
v iD S 首 次 提 出 了 瞬 间 液 相 连 接 的 概 念 和机 理 。 a l
国内也称其 为过 渡液 相焊 或扩 散钎焊 。
瞬 问 液 相 连 接 中 间 层 和 连 接 条 件 的 改 进
哈 尔滨工 业大 学现代 焊接 生产技 术 国家重 点 实验 室 ( 50 1 10 0 ) 崔红 军 冯 吉才
摘要
曹
健
张九 海
瞬间液相连接是一种新 型的精 密连接技 术 , 近年来在 航空 、 航天及 其它领域 得到 了广泛 的应 用。综 合
的电偶 腐蚀行为 [ ] 腐 蚀 与防护 ,06,7( 1 :4 J. 20 2 1 ) 54—
钻杆中频瞬时液相扩散焊机的研制
\
I\ l
/ 厂] 上 //
l Il / /
夹 紧钻杆 接头 ;顶 进装 置提 供整 个 焊接过 程需 要 的
顶进 力 。
器 l 一
图 1 钻 杆 瞬 时液 相 扩 散 焊 机 原 理 图
1 一钻杆管体 ; 一管体夹具 ;3 2 一中频感应罔 : 一非 晶中 4
2 液压 系统 .
液压系统包括 以下 回路 :钻杆接头和管体的夹 紧回路 ;提供焊接压力的顶进回路。由于焊接工艺
需要 ,焊接过 程 中顶进 力 是变化 的 ,为 了稳 定 、可
间层:5 一钻杆接头;6 一接头带调整夹具; 一顶进油缸 7
十 山东电力集团公司重点科研攻关项 目 “ 管道瞬时液相 护散焊工艺及设备开发”鲁 电合同 20 年第 4 01 9号。产品获 2 中国专利 ,分 项
统 ,使其协调工作 。其 中中频 电源通过红外测温仪
的温度反馈对焊缝区域进行精确加热 。
致焊接变形大 ,焊接质量不均匀。笔者研制的焊机 采用图4所示结构 ,有如下特点 :①把对中机构设
l机 盟 单 童 焉 片 —
焊l 缝
置在夹具上 ,和夹具一块把钻杆接头夹 紧; ②顶进 力不直接作 用于钻杆接头端 面,通过 c型架传递
垂直方向调整 ;旋转套筒通过左右旋螺杆带动整体 水平方向调整 ,这样管体与接头的对中调整非常方 便 ,而且 由于采用螺纹和楔形块两级增力方式 ,使
磁换 向阀组成差动回路。焊接过程中顶进力按工艺 需要是变化 的,为精确控制顶进力采用 比例溢流阀
来 控制液压 系统 的压力 。 3 .加 热 系统
( 山东电力高等 专科 学校特种焊接 与新材料 重点 实验 室)
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
一、固相扩散连接的局限性
1、工件有产生宏观变形的可能 (紧密接触、消除孔洞→提高温度、加大压力)
2、耗时长,效率低 (扩散慢,消除孔洞和使成分均匀需很长时间)
3、设备复杂 (同时升温和施加压力)
4、对待焊工件表面加工要求高 (光滑)
二、瞬时液相扩散连接的基本特征
概念:中间层熔化形成液相,液态金属浸润母材表面填充毛细间隙。在 随后保温过程中借助液固相之间相互扩散使液相成分向高熔点侧变化, 最终发生等温凝固和成分均匀化,不会残留凝固铸态组织。
(3)等温凝固 固液界面B原子扩散进入母材,A扩散进入中间液相。 中间液相熔点提高,即导致液相凝固。(保温阶段)
(4)固相成分均匀化
temperature
接头中心区域与母材成分不一致, 进一步保温可继续均匀化,可得到成 分组织和母材几乎一致的接头。
需时间很长。
A
E
B
中间层分类: (1)低熔点合金中间层(与母材成分接近,添加少量能降低熔点的元素, 熔点低于母材) (2)能与母材发生共晶反应形成低熔点合金的中间层
初始阶段特征 (1)有液相参与,与钎焊相似。 (2)液相浸润作用,促进接触,连接压力可很小。 (3)降低了对表面加工精度的要求。
后期特征 (1)扩散使熔点提高,中间部分在保温阶段即发生等温凝固。(瞬时液 相:初期有液相) (2)钎焊温度高于使用温度。 (3)瞬时液相扩(1)中间层溶解或熔化
假设中间层能与母材发生共晶反应形
成低熔点合金。
ABA组装 (A母材,B中间层)
初期A/B界面浓差大,扩散迅速,
界面上形成共晶液相,并向母材和中 间层推移,使液相区加宽,中间层全 A 部溶解为液相。
temperature
E
B
(2)液相区增宽和成分均匀化 中间层溶解完全时,液相成分不均匀, 中间液相和母材固相进一步扩散导致母材不断溶解和液相成分均匀。