阳极氧化产品表面缺陷的定义
铝合金阳极氧化的常见缺陷

铝合金阳极氧化的常见缺陷朱祖芳(北京有色金属研究总院北京市 100088)【摘要】本文简述铝合金阳极氧化常见缺陷特征,成因和对策。
缺陷类型包括点(斑)缺陷和大面积的不均匀外观。
未涉及条纹,模具痕或焊合线等条带型缺陷。
最后用表格说明这些缺陷的发生(起因)或发现(出现)的工序。
外观缺陷是造成型材返工从而大幅度提高成本的主要原因。
本文综述铝阳极氧化膜外观缺陷的主要特征,成因和对策。
按照外观形态,可将阳极氧化表面缺陷分为三大类:(1)条纹(带)状缺陷;(2)斑点状缺陷;(3)不均匀(不正常)表面。
由于条纹(带)状缺陷往往起因于熔铸和挤压,或其它机械损伤,本文只介绍后两类常见缺陷。
1 斑点状缺陷材料腐蚀、槽液污染、合金第二相析出或电偶作用等因素均可导致斑点状缺陷,分别介绍如下:酸或碱浸蚀在阳极氧化前,由于铝材溅上酸液或碱液或者受到酸雾或碱雾作用而腐蚀,使表面局部发生白点。
如果腐蚀比较严重,则点蚀较粗大,形成粗斑。
肉眼很难分辨起因于酸还是碱,但在显微镜下观察蚀点的横截面却容易分辨,如底部呈圆形又没有晶间腐蚀迹象,则起因于碱腐蚀;如底部不规则并且伴有晶间腐蚀,蚀点又较深者起因于酸腐蚀。
这类腐蚀也可能由于工厂贮运不当引起。
化学抛光剂烟雾或其它酸性烟雾,含氯有机脱脂剂等均为酸浸蚀的来源。
最常见碱浸蚀由砂浆或水泥灰,碱洗液等物质散落和飞溅引起。
原因确定之后,只要加强工厂各环节的管理,问题即可解决。
大气腐蚀铝型材暴露在潮湿空气中有时会发生白点,它们常常沿模具痕方向纵向排列。
大气腐蚀一般不像酸或碱浸蚀那么严重,可用机械方法或碱洗除去。
大气腐蚀大多是非局限性的,往往易出现在某些表面上,如水蒸汽易凝聚的温度较低区域或上表面。
大气腐蚀比较严重时,蚀点的横截面呈倒蘑菇状,此时碱洗不仅无法消除蚀点,反而会使之扩大。
如果确定腐蚀是大气腐蚀,则应检查工厂的存放条件。
铝材不应储存在温度最低的位置,以防水蒸汽冷凝。
存放处应干燥,温度尽量均匀。
铝型材阳极氧化表面斑点腐蚀缺陷的原因分析

6063铝型材阳极氧化表面斑点腐蚀缺陷的原因分析6063铝型材经阳极氧化后,具有具有良好的耐蚀性能和装饰性能,近年来,随着国民经济的发展及人们生活水平的提高,铝合金门窗、铝合金幕墙的使用越来越普及,然而不少的铝合金在使用一段时间以后,表面出现形态各异的腐蚀缺陷,其中斑点腐蚀较为常见,严重影响铝型材的使用性能及装饰效果。
为了合理改善铝型材的表面质量,达到控制表面斑点腐蚀的目的,很有必要对斑点缺陷做深入细致的分析。
本文以6063铝型材经阳极氧化后表面出现的斑点腐蚀为研究对象,分析斑点腐蚀的本质、成因及生成机理,探讨产生斑点腐蚀的关键因素。
1 斑点腐蚀的本质分析由所使用的6063铝型材成分可知,为了确保Mg元素充分形成强化相Mg2Si,一般在配制合金成分时人为的使Si元素适量过剩。
因为随着Si含量的增加,合金的晶粒变细,热处理效果较好。
但另一方面,Si的过剩也有负面作用,使合金的塑性降低,耐蚀性变坏。
研究表明:过剩Si不仅能形成游离态的Si相,还会与基体形成α相(Al12 Fe2Si)和β相(Al9Fe3Si2),这样在铝合金中存在游离态的Si相、α相(Al12 Fe2Si)、β相(Al9Fe3Si2)等阴极相粒子和阳极相Mg2Si粒子。
α相和β相对合金的腐蚀性能影响很大,尤其是β相能显著降低合金的腐蚀性能。
斑点处残留物的成分主要是游离Si相和AlFeSi相,同时发现氯元素在残留物处也发生了吸附,这说明Cl-参与了腐蚀过程。
腐蚀区中锌元素含量较基体高得多,说明合金中的杂质元素锌也参与了腐蚀过程。
阳极氧化工序中,阳极相Mg2Si是合金的点蚀源。
在阳极氧化碱洗时,Mg2Si粒子优先溶解而形成蚀坑,其中镁溶解在溶液中而硅在铝合金上残留下来,当蚀坑聚集在晶粒上就会使该晶粒颜色发暗。
在硫酸中和工序中硅不易除去,故斑点腐蚀蚀坑底部硅含量较其他区域高。
2 斑点腐蚀的成因分析影响斑点腐蚀的主要因素有预处理过程中的碱洗温度、碱洗时间以及合金成分中的Zn、Fe、Si元素含量与合金的挤压状态等。
阳极氧化不良原因分析
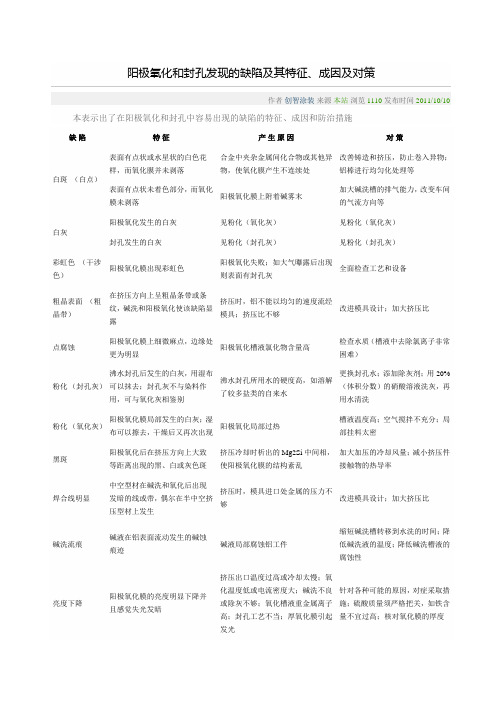
作者创智涂装来源本站浏览1110 发布时间2011/10/10本表示出了在阳极氧化和封孔中容易出现的缺陷的特征、成因和防治措施铝材阳极氧化封孔,不挂灰时间短.•信息名称:铝材阳极氧化封孔,不挂灰时间短.所在地:山东省威海市发布时间:2011-07-08加入收藏夹联系人:郭小姐威海云清化工开发院联系人:郭小姐女士电话:86-手机:传真:86-邮件:地址:山东省威海市文化中路89-2号查看全部产品进入展厅一、产品用途:本品为浅绿色粉末,适用于建筑铝型材和其他铝制品的封孔处理,本品封孔温度范围宽,它能够改善表面装饰的无色金属络合物, 在其它物质的支持下,依靠镍和氟化物离子的协同效应,发挥作用。
二、性能特点:1、同热水封孔的工艺相比, 冷封孔能缩短处理时间和节约加热所需的能源, 从能源成本和阳极氧化物生产线能力的角度来考虑这种优点就相当重要。
2、这种产品的结合能防止干净阳极氧化铝部件发绿的退色现象。
不产生白霜,其耐蚀性和耐磨性及硬度均高于沸水封孔处理.三、槽液组成及工艺条件:本品浓度 3.5-5.0克/升去离子水余量PH值5-5.6温度25-35℃时间8-15分钟(一分钟能封一个微米厚的氧化膜)Ni+ 0.9-1.2克/升F- 0.3-0.85克/升消耗量:0.8-1.5千克/吨材(约400m2)* 封孔后第一道用冷水洗,然后在进行温水洗.温水槽温度:60℃;时间:5分钟四、注意事项1、槽材料: 衬有塑料的钢或不锈钢。
特别须知要点:建议对溶液作过滤处理, (不可用筒式过滤器)。
为了保证溶液能长期使用, 避免溶液被全部排放, 每立方米中物料通过量达到1000m2,就应排放50 L/m3的槽液.2、用量: 产品用量和被处理氧化层的厚度和生产率有关。
3、阳极氧化层的质量:通过用封孔液的处理, 氧化层会产生一种反应, 这种反应约在24小时以后结束,然后才能用常规方法检查氧化层的质量。
4、用热水对上述处理层作5-10分钟的后冲洗, 就可以缩短这种反应时间, 经冲洗后处理层可以立即作质量的检验。
阳极氧化不良原因分析
作者创智涂装来源本站浏览1110 发布时间2011/10/10本表示出了在阳极氧化和封孔中容易出现的缺陷的特征、成因和防治措施铝材阳极氧化封孔,不挂灰时间短.•信息名称:铝材阳极氧化封孔,不挂灰时间短.所在地:山东省威海市发布时间:2011-07-08加入收藏夹联系人:郭小姐威海云清化工开发院联系人:郭小姐女士电话:86-手机:传真:86-邮件:地址:山东省威海市文化中路89-2号查看全部产品进入展厅一、产品用途:本品为浅绿色粉末,适用于建筑铝型材和其他铝制品的封孔处理,本品封孔温度范围宽,它能够改善表面装饰的无色金属络合物, 在其它物质的支持下,依靠镍和氟化物离子的协同效应,发挥作用。
二、性能特点:1、同热水封孔的工艺相比, 冷封孔能缩短处理时间和节约加热所需的能源, 从能源成本和阳极氧化物生产线能力的角度来考虑这种优点就相当重要。
2、这种产品的结合能防止干净阳极氧化铝部件发绿的退色现象。
不产生白霜,其耐蚀性和耐磨性及硬度均高于沸水封孔处理.三、槽液组成及工艺条件:本品浓度 3.5-5.0克/升去离子水余量PH值5-5.6温度25-35℃时间8-15分钟(一分钟能封一个微米厚的氧化膜)Ni+ 0.9-1.2克/升F- 0.3-0.85克/升消耗量:0.8-1.5千克/吨材(约400m2)* 封孔后第一道用冷水洗,然后在进行温水洗.温水槽温度:60℃;时间:5分钟四、注意事项1、槽材料: 衬有塑料的钢或不锈钢。
特别须知要点:建议对溶液作过滤处理, (不可用筒式过滤器)。
为了保证溶液能长期使用, 避免溶液被全部排放, 每立方米中物料通过量达到1000m2,就应排放50 L/m3的槽液.2、用量: 产品用量和被处理氧化层的厚度和生产率有关。
3、阳极氧化层的质量:通过用封孔液的处理, 氧化层会产生一种反应, 这种反应约在24小时以后结束,然后才能用常规方法检查氧化层的质量。
4、用热水对上述处理层作5-10分钟的后冲洗, 就可以缩短这种反应时间, 经冲洗后处理层可以立即作质量的检验。
铝表面阳极氧化处理方法及缺陷分析

铝表面阳极氧化处理方法及缺陷分析铝表面阳极氧化处理方法一、表面预处理无论采用何种方法加工的铝材及制品,表面上都会不同程度地存在着污垢和缺陷,如灰尘、金属氧化物(天然的或高温下形成的氧化铝薄膜)、残留油污、沥青标志、人工搬手印(主要成分是脂肪酸和含氮的化合物)、焊接熔剂以及腐蚀盐类、金属毛刺、轻微的划擦伤等。
因此在氧化处理之前,用化学和物理的方法对制品表面进行必要的清洗,使其裸露纯净的金属基体,以利氧化着色顺利进行,从而获得与基体结合牢固、色泽和厚度都满足要求且具有最佳耐蚀、耐磨、耐侯等良好性能的人工膜。
(一)脱脂铝及铝合金表面脱脂有有机溶剂脱脂、表面活性剂脱脂、碱性溶液脱脂、酸性溶液脱脂、电解脱脂、乳化脱脂。
几种脱脂方法及主要工艺列于表-1。
在这些方法中,以碱性溶液特别是热氢氧化钠溶液的脱脂最为有效。
二)碱蚀剂碱蚀剂是铝制品在添加或不添加其他物质的氢氧化钠溶液中进行表面清洗的过程,通常也称为碱腐蚀或碱洗。
其作用是作为制品经某些脱脂方法脱脂后的补充处理,以便进一步清理表面附着的油污赃物;清除制品表面的自然氧化膜及轻微的划擦伤。
从而使制品露出纯净的金属基体,利于阳极膜的生成并获得较高质量的膜层。
此外,通过改变溶液的组成、温度、处理时间及其他操作条件,可得到平滑或缎面无光或光泽等不同状态的蚀洗表面。
蚀洗溶液的基本组成是氢氧化钠,另外还添加调节剂(NaF、硝酸钠),结垢抑制剂、(萄糖酸盐、庚酸盐、酒石酸盐、阿拉伯胶、糊精等)、多价螯合剂(多磷酸盐)、去污剂。
(三)中和和水清洗铝制品蚀洗后表面附着的灰色或黑色挂灰在冷的或热的清水洗中都不溶解,但却能溶于酸性溶液中,所以经热碱溶液蚀洗的制品都得进行旨在除去挂灰和残留碱液,以露出光亮基本金属表面的酸浸清洗,这种过程称为中和、光泽或出光处理。
其工艺过程是制品在300-400g/L 硝酸(1420kg/立方米)溶液中,室温下浸洗,浸洗时间随金属组成的不同而有差异,一般浸洗时间3-5 分钟。
阳极氧化缺陷分析
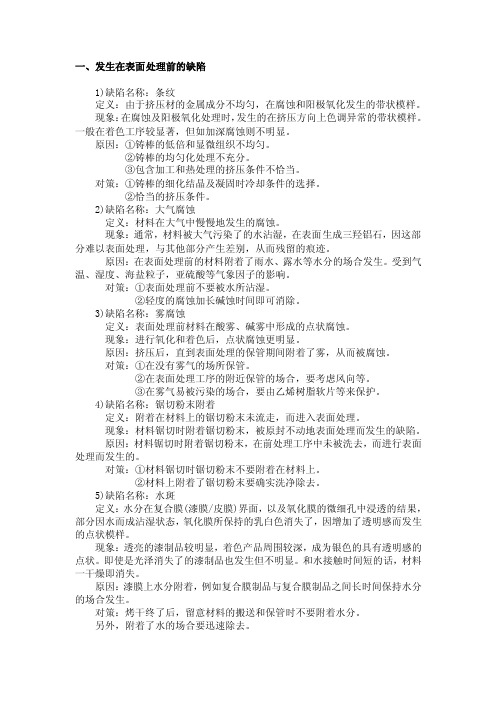
一、发生在表面处理前的缺陷1)缺陷名称:条纹定义:由于挤压材的金属成分不均匀,在腐蚀和阳极氧化发生的带状模样。
现象:在腐蚀及阳极氧化处理时,发生的在挤压方向上色调异常的带状模样。
一般在着色工序较显著,但如加深腐蚀则不明显。
原因:①铸棒的低倍和显微组织不均匀。
②铸棒的均匀化处理不充分。
③包含加工和热处理的挤压条件不恰当。
对策:①铸棒的细化结晶及凝固时冷却条件的选择。
②恰当的挤压条件。
2)缺陷名称:大气腐蚀定义:材料在大气中慢慢地发生的腐蚀。
现象:通常,材料被大气污染了的水沾湿,在表面生成三羟铝石,因这部分难以表面处理,与其他部分产生差别,从而残留的痕迹。
原因:在表面处理前的材料附着了雨水、露水等水分的场合发生。
受到气温、湿度、海盐粒子,亚硫酸等气象因子的影响。
对策:①表面处理前不要被水所沾湿。
②轻度的腐蚀加长碱蚀时间即可消除。
3)缺陷名称:雾腐蚀定义:表面处理前材料在酸雾、碱雾中形成的点状腐蚀。
现象:进行氧化和着色后,点状腐蚀更明显。
原因:挤压后,直到表面处理的保管期间附着了雾,从而被腐蚀。
对策:①在没有雾气的场所保管。
②在表面处理工序的附近保管的场合,要考虑风向等。
③在雾气易被污染的场合,要由乙烯树脂软片等来保护。
4)缺陷名称:锯切粉末附着定义:附着在材料上的锯切粉末未流走,而进入表面处理。
现象:材料锯切时附着锯切粉末,被原封不动地表面处理而发生的缺陷。
原因:材料锯切时附着锯切粉末,在前处理工序中未被洗去,而进行表面处理而发生的。
对策:①材料锯切时锯切粉末不要附着在材料上。
②材料上附着了锯切粉末要确实洗净除去。
5)缺陷名称:水斑定义:水分在复合膜(漆膜/皮膜)界面,以及氧化膜的微细孔中浸透的结果,部分因水而成沾湿状态,氧化膜所保持的乳白色消失了,因增加了透明感而发生的点状模样。
现象:透亮的漆制品较明显,着色产品周围较深,成为银色的具有透明感的点状。
即使是光泽消失了的漆制品也发生但不明显。
和水接触时间短的话,材料一干燥即消失。
阳极氧化常见问题分析与对策
3
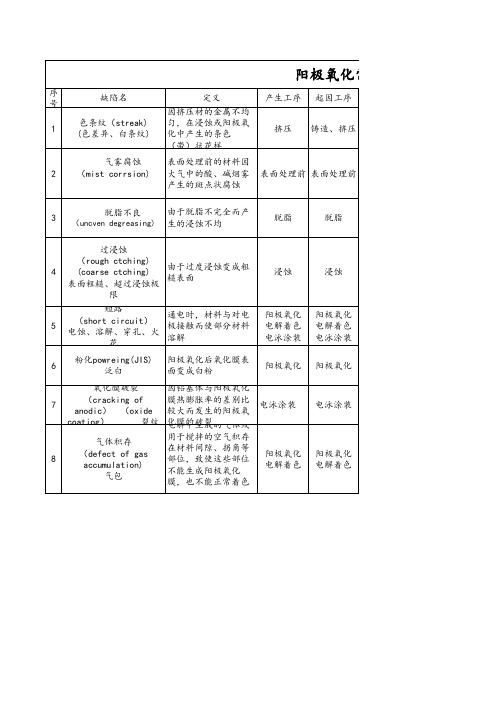
脱脂不良
(uncven degreasing)
由于脱脂不完全而产 生的浸蚀不均
脱脂
脱脂
过浸蚀 (rough ctching) 由于过度浸蚀变成粗 4 (coarse ctching) 糙表面 表面粗糙、超过浸蚀极 限 短路 通电时,材料与对电 (short circuit) 5 极接触而使部分材料 电蚀、溶解、穿孔、火 溶解 花 6 粉化powreing(JIS) 泛白 阳极氧化后氧化膜表 面变成白粉
阳极氧化常见问题分析与对策
序号 1 缺陷名 色条纹(streak) (色差异、白条纹) 定义 因挤压材的金属不均 匀,在浸蚀或阳极氧 化中产生的条色 (带)状花样 产生工序 挤压 起因工序 铸造、挤压
2
气雾腐蚀 (mist corrsion)
表面处理前的材料因 大气中的酸、碱烟雾 表面处理前 表面处理前 产生的斑点状腐蚀
使材料的吊装方向(角度) 和形状(有排气孔)有利于 气体逸出
电泳涂装
阳极氧化 电解着色
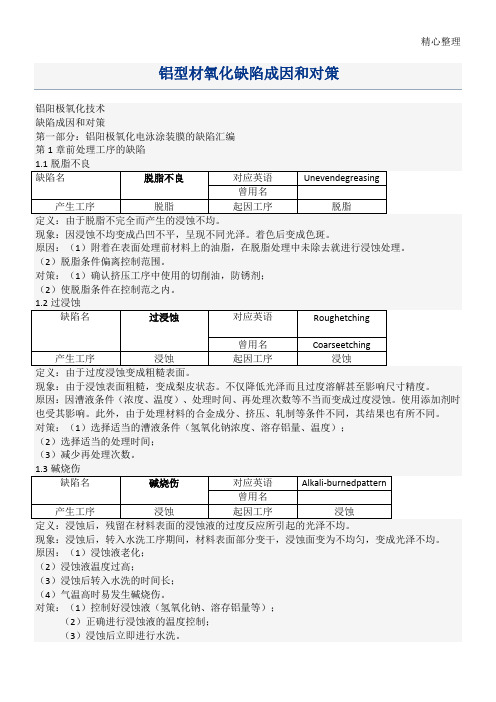
极氧化常见问题分析与对策
现象 因浸蚀或阳极氧化,沿挤压 方向产生色调不同的条纹 (带)状花样,一般在电解 着色中更显著,如进行深度 浸蚀就变暗 一进行阳极氧化或电解着 色,斑点状的腐蚀条纹就变 得明显 原因 对策 1、坯料的宏观或显微金相不均 1、坯料的晶粒细化凝固时 匀 2、坯料的固溶处理不充分 冷却条件等的正常化 2、 3、包括加工经历和加热经历的 正常的挤压条件 挤压条件不适当 1、烟雾不飞入保管场所 挤压之后,直到处理表面处理 2、保管区域离表面处理生 的保管期间,烟雾附着导致腐 产线近时,要考虑风向 蚀 3、烟雾容易飞入的地方, 用乙烯薄板保护 1、附着在表面处理前材料上的 因浸蚀不均而变成凹凸不 1、确认挤压工序使用的削 油脂,在脱脂处理中未除去就 平,呈现不同的光泽,着色 切油、防锈油 进行浸蚀处理 后变成色斑 2、确认脱脂条件在控制内 2、脱脂条件脱离控制范围 因槽液条件(浓度、温度)、 处理时间、再处理次数等不当 1、选择适当的槽液条件 由于浸蚀表面粗糙,变成梨 而变成过度浸蚀。使用添加剂 (氢氧化钠浓度、溶存铝量 皮状态。不仅降低光泽而且 时也受其影响,此外由于处理 、温度) 过度溶解甚至影响尺寸精度 材料的合金成分、挤压、轧制 2、选择适当的处理时间 等条件不同,其结果也有所不 3、减少再处理次数 同。 阳极氧化、电解着色、电泳 1、改善排列方法 涂装工序中对电极与材料短 对电极与材料接触或通过落下 2、防止型材摇摆 路,材料的一部分流过大电 来的材料而短路 3、清除落下的材料 流而溶剂 4、调整极间距离 在高温、高浓度的电解液中长 阳极氧化后氧化膜变为白色 1、降低电解液浓度、温度 时间电解时,或电解后浸渍时 粉末,不透明,容易用手擦 2、降低电解液溶存铝量 间过长时,氧化膜因化学溶解 除去 3、缩短浸渍时间 而粉化 1、控制氧化膜厚度 1、氧化膜厚度厚 阳极氧化膜破裂,可看到与 2、调整热水洗条件(温度 2、热水洗温度高或时间长 挤压方向垂直的白色条纹。 、时间、水质) 3、烘烤温度高 3、控制适当的温度 材料间隙或拐角部位阳极氧 化膜局部的较薄或未生成, 在电解着色时不能均匀的着 色 受到吊装角度不适当或材料形 状等影响,材料的间隙、拐角 部位积存反应气体或用于搅拌 的空气,阻碍氧化膜生成和着 色
铝型材氧化缺陷成因和对策
缺陷名
颜色不均
对应英语
Irregularcolour(JIS)
曾用名
雾气
产生工序
点解着色
起因工序
电解着色,着色前后水洗
定义:着色后部分色调差异,着色外观颜色不均。
现象:点解着色的色调模糊深浅不均匀。
原因:(1)阳极氧化后水洗不充分或者长时间的水洗;
(2)用异常的水质进行水洗;
(3)点解着色预浸时间短;
2.6短路
缺陷名
短路
对应英语
Shortcircuit
曾用名
电蚀、溶解、穿孔、火花
产生工序
阳极氧化
电解着色
电泳涂漆
起因工序
阳极氧化
点解着色
电泳涂漆
定义:通电时,材料与对极接触而使部分材料溶解。
现象:阳极氧化、电解着色、电泳涂漆工序中对电极与材料短路,材料的一部分流过大电流而溶解。
原因:对电极与材料接触或通过掉落的材料而短路。
(2)选择适当的热水洗涤条件;
(3)改进挤压条件;
(4)选择适合的合金成分。
2.9氧化膜烧损缺陷名Βιβλιοθήκη 氧化膜烧损对应英语
Burningofanodic
Oxidecoating(JIS)
曾用名
烧损
产生工序
阳极氧化
起因工序
阳极氧化
定义:阳极氧化因电流密度局部过大变成烧伤状外观。
现象:阳极氧化处理中,电流局部集中处升高温度,氧化膜厚度增加、泛白,成为粉状;氧化膜烧损的周围,氧化膜也变薄。
对策:(1)利用冷却风扇控制换热;
(2)减少与挤压接触的材料的热传导率。
分析:
A6063S-T5合金的维氏硬度(HV)
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
產品缺陷的定義
16. 色差:
定義:整体或局部偏离规定的颜色; 可能的原因:陰极氧化,蝕刻或PVD參數設置不當而生產的一种缺陷; 17.光泽不一: 定義:整体或局部与给定的光亮度或光泽度值有偏差
可能的原因:拋光,電拋,陰极氧化,蝕刻或PVD因參數設置不當或操作不當而 產生的一种缺陷; 18.表面粗糙不一:
產品缺陷的定義
10. 砂孔: 定義:產品表面的小孔; 可能的原因:材料內部本身有雜質或氣泡,拋光后呈現出的單個或聚集在一起的小
孔; 11. 變形:
定義:產品因受力產生的形變,如扭曲,凹陷等; 可能的原因:操作不當而產生的一种缺陷:如擺放,受外力,包裝,運輸不當等 12. 波浪紋: 定義:在產品表面類似”洗衣版狀”的波浪線,垂直於原材料料紋色呈現黃色;
可能產生的原因:
1). 產品在蝕刻中,由于蚀刻后的产品未及时去墨且在未去墨前未放入清 水中,使蚀刻面被残留在产品表面的药水所腐蚀形成的一種缺陷;
2). 或產品在電拋過程中,因參數設置不當而使產品表面呈現黃色;
3). 或產品在PVD過程中,因參數設置不當而使產品表面呈現黃色或PVD夾
6.披鋒: 定義: 在衝切或修剪的過程中,產品的沖切邊有多餘的物料,呈針狀或鋸齒狀; 可能的原因: 和異物接觸或不正當的操作碰撞到產品表面;
產品缺陷的定義
7. 形狀錯誤:
定義: 產品的形狀與指定的要求不一致; 可能的原因: 模具設計不正確或模具破損或漏工序; • 漏工序: 定義: 產品在生產時,因漏掉工序而生產的一种缺陷; 可能的原因:因操作不當而導致的產品少做某個工序或幾個工序; 9. 破损: 定義:產品爆裂,破损或裂开 可能的原因: 少油或錯誤的沖壓條件或物料使用不正確或模具設計不當;
定義:材料或產品表面整体或局部的表面粗糙度與給定的不一致; 可能的原因:噴砂,陰极氧化等工藝因參數設置不當而造成的一种缺陷
產品缺陷的定義
19.蝕坑: 定義:產品在蝕刻過程中產生的凹坑.
可能產生的原因: 蝕刻曝光时菲林或产品表面有灰尘,显影后成为白点,导致 產品表面的一個凹坑. 20. 斷線:
定義:在蝕刻線條時,線條中間有局部沒有蝕刻到而產生的一种缺陷; 可能的原因:蝕刻時表面遮蔽不到位而產生的一种缺陷; 21. 蝕刻不全: 定義: 產品表面有部分地方沒有依規定的要求蝕刻到. 可能的原因: 蝕刻修補時,油墨沒乾,在蝕刻時衝到蝕刻面而導致的表面沒有 蝕刻到.
具遮蔽不當而使PVD鍍層溢到非要求的PVD面而造成的發黃.
26. 陰陽色:
定義:產品表面局部呈現與整個產品顏色不一致的現象或產品表面有陰影;
可能的原因:蝕刻前,產品蝕刻面被污染后蝕刻而產生的一种缺陷
27. 過拋:
定義:產品拋光處被拋薄或拋缺;
可能產生的原因:在拋光過程中,因操作手法不當或拋光參數不當而力度過大 而使產品過度被拋磨損
產品缺陷的定義
22.油漆:
定義:產品中殘留有油漆而形成的一種缺陷 可能產生的原因:在蝕刻中,因操作不當,導致有部分油漆清洗不乾淨而殘留在 產品上; 23. 腊屎: 定義:產品中殘留有腊屎而形成的一种缺陷 可能產生原因:在拋光的過程中,因清洗參數不當而有部分腊屎清洗不乾而殘 留在產品上; 24. 沒拋透: 定義:鏡面要求的產品表面粗糙或不光滑 可能產生的原因:在拋光過程中,因操作手法不當或拋光參數不當,導致產品 表面部分地方有蜂窩的粗糙或不光滑
產品缺陷的定義
28. 氧化:
定義:產品生銹的一种現象,有時呈黃色點/塊狀,有時呈黑色點/塊狀等; 可能產生的原因: 產品因貯存環境不當而使產品發生氧化的一种缺陷; 29. 間隙: 定義:兩個部件或多個部件在組合時中間產生的一种縫隙;
可能的原因:產品相互不匹配或組裝時夾具不匹配或操作不當而造成部件間 有間隙 30. 臺階:
可能的原因:原材料卷動方向的變化或拋光時受力不均勻產生震動而生產;
產品缺陷的定義
13. 水印:
定義:在產品表面殘留的水漬; 可能的原因:清洗后,在乾燥時,產品表面的水沒有完全清除而留下的痕跡 • 挂痕 定義:在產品的挂位處產生的痕跡 可能的原因:在后工序時,(如電拋,氧化,PVD等),因挂具與產品帶電直接接觸, 而生產的痕跡 • 料紋: 定義: 材料表面出現的一种規則的刮花或紋路; 可能的原因:原材料供應商對材料的表面處理不當或原材料內部處理不當,在 拋光時顯現的一种缺陷
阳极氧化產品表面缺陷的定義
1. 銀屎: 定義:產品表面輕微的凹痕等; 可能的原因:模具表面有雜質或碎屑,衝壓時受力而產生;
1. 2. 白印:
定義:產品表面白色的點或成塊的類似白霧狀的缺陷; 可能的原因: 1) 拋光時收光不均勻產生的氣紋, 2) 電拋時參數不當引的白色霧狀缺陷,
3) PVD時,參數不當時產生的白色霧狀缺陷. 3. 模印 1. 定義:產品因受模具的壓力產生的痕跡,如頂針印,拉伸印等;
可能的原因:鐳射焊接時,能量過大或兩部件不匹配 33. 脫焊:
定義:在鐳射焊接時,兩物件沒能熔接在一起的一种現象; 可能產生的原因:鐳射焊接時的能量不夠或兩物件不匹配
產品缺陷的定義
34. 焊渣:
定義:在鐳射焊接時,在產品的上表面形成的一种殘渣堆積,有時呈黑色,有時 呈黃色;
可能產生的原因: 鐳射焊接時,因能量過大或焊接夾具沒有清理乾淨而產生; 35. 焊點頂起: 定義:在鐳射焊接時, 有間隙的兩部件間出現的焊滓連接兩部件的一种缺陷; 可能的原因:鐳射焊接時, 兩部件不匹配或碰焊夾具與產品不匹配 36. 焊接錯位: 定義:在鐳射焊接時,兩物件沒能依規定的要求焊接在一起的一种現象; 可能產生的原因:鐳射焊接時操作不當或兩部件不匹配或碰焊夾具與產品不 匹配
定義:兩個部件或多個部件在組合時,出現高低不平的一种現象; 可能產生的原因:在產品相互不匹配或組裝時夾具不匹配或操作不當而造成
產品缺陷的定義
31. 膠印:
定義:產品表面附著的可擦拭掉的一种乳白色物質,具有粘性; 可能產生的原因: 清潔不乾淨或過程操作不當或來料不良等造成; 32. 焊穿: 定義:在鐳射焊接時, 兩物件的上表面被直接穿透或上下表面同時被穿透的一 种缺陷;
可能產生的原因: 衝壓時表面受力不均勻而產生的白色或黑色痕跡
產品缺陷的定義
4. 污漬: 定義:由液態殘留物造成的痕跡,或由灰塵或雜質造成的污痕; 可能的原因:可能的原因:清潔過程不充分,包裝或環境;
5. 刮花: 定義:產品表面因磨擦而產生的不規則的磨傷或刮傷 可能的原因: 和異物接觸或不正當的操作;