阀门检验计划(ITP)
阀门检验计划(ITP)
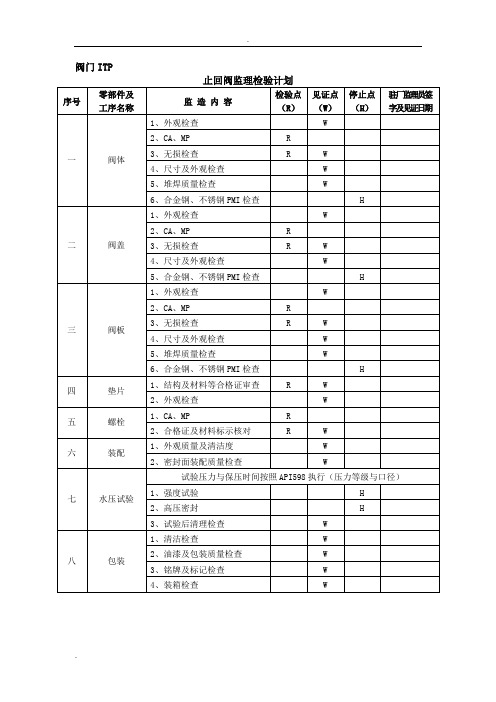
阀体
1、外观检查
W
2、CA、MP
R
3、无损检查
R
W
4、尺寸及外观检查
W
5、堆焊质量检查
W
6、合金钢、不锈钢PMI检查
H
二
阀盖
1、外观检查
W
2、CA、MP
R
3、无损检查
R
W
4、尺寸及外观检查
W
5、合金钢、不锈钢PMI检查
H
三
阀板
1、外观检查
W
2、CA、MP
R
3、无损检查
R
W
4、尺寸及外观检查
W
5、堆焊质量检查
停止点(H)
备注
一
阀体、阀球
1、外观质量检查
R
2、CA、MP
R
3、无损检测
R
4、硬度试验
R
5、阀座密封面喷涂力学性能及外观质量检查
R
6、尺寸及外观质量检查
R
7、合金钢、不锈钢PMI检查
二
阀杆
1、CA、MP
R
2、无损检验
R
3、尺寸及外观检查
W
三
阀盖
1、外观检查
W
2、CA、MP
R
3、无损检查
R
W
4、尺寸及外观检查
1、强度试验
H
2、高压密封
H
3、低压密封
H
4、试验后清理检查
W
六
包装
1、清洁度检查
W
2、油漆及包装质量检查
W
3、铭牌及标记检查
W
4、装箱检查
W
阀门ITP
止回阀监理检验计划
序号
零部件及
阀门检试验方案
阀门检试验方案1.1.1.1施工准备(1)阀门试压组(2)阀门试压组应由有阀门检试验实践经验的管理人员、技术人员和检试验人员组成。
(3)阀门试压站应有健全的管理规章制度和管理办法。
(4)技术管理人员和检试验人员已掌握并熟悉阀门检试验规程和要求。
1.1.1.2试验场地设置(1)阀门检试验应有独立的工作场地,设有原料存放区、试压区、试压成品(合格品)区和不合格品区。
(2)场地应平整,要便于车辆进出。
(3)试压厂房内通风、照明应良好,温度不低于5℃。
1.1.1.3主要试验设备、机具(1)主要试验设备①阀门试压机或电动试压泵;②手压试压泵;③小型空压机;④猫头吊。
⑤常用工具等。
(2)消耗材料①各型石棉橡胶板、胶皮、胶垫、铅板;②各类盘根;③各种规格经计量检定合格的压力表;④机油、煤油、油漆;⑤记号笔、毛笔和/或小排笔;⑥阀门试压记录表格。
⑦主要工装:各种试压胎具、研磨机。
1.1.1.4 操作工艺(1)检试验程序(2)检试验要求 ①检验a.合格证及质量证件阀门必须具有出厂合格证和制造厂的铭牌,铭牌上应标明公称压力、公称通径、工作温度和工作介质。
高压阀门,合金钢阀门及特殊阀门应有产品质量证明书。
设计要求作低温密封试验的阀门,应有制造厂的低温密封性试验合格证明书。
对剧毒、易燃、可燃介质管道使用的铸钢阀门,应有制造厂的无损探伤合格证明书。
用于SHA 级管道的阀门,其焊缝或阀体、阀盖的铸钢件,应有符合现行《石油化工钢制通用阀门选用、检验及验收》SH3064-94规定的无损检测合格证书。
否则应由生产制造厂家逐个进行阀体无损探伤检查并出具质量记录。
b.外观检查阀门内应无积水、锈蚀、脏污、油漆脱落和损伤等缺陷,阀门两端应有防扩盖保护。
阀门外露的螺纹如阀杆、接管部分应有保护措施。
铸件应表面平整光滑、无缩孔、毛刺粘砂、夹砂、鳞屑、裂纹等缺陷。
锻制加工表面应无夹层、重皮、裂纹、斑疤、缺肩等缺陷。
阀门的手柄或手轮操作应灵活轻便,开闭时不得有卡阻现象,阀杆的全开与全闭位置应与要求相符合。
阀门检修项目及流程

阀门检修项目及流程Valve Inspection Project and Procedures.Project Objective:The primary objective of this project is to establish a comprehensive inspection program for all critical valves within the facility. The program will ensure that valves are operating effectively, preventing potential failures, and ensuring safety and reliability.Procedures:The valve inspection program will involve the following steps:1. Valve Identification and Prioritization: All valves within the facility will be identified and prioritized based on their criticality. Critical valves will be inspected more frequently than non-critical valves.2. Inspection Schedule: A regular inspection schedule will be established based on the valve's priority and criticality. High-priority valves will be inspected annually, while low-priority valves may be inspected less frequently.3. Inspection Methodology: Inspections will involve a visual assessment, operational testing, and internal examination. Visual assessment will include checking for leaks, corrosion, and other physical defects. Operational testing will verify that the valve opens and closes smoothly and that it achieves a tight seal. Internal examination will involve disassembling the valve to check for wear and tear.4. Inspection Reporting: Following each inspection, a detailed report will be generated. The report will document the valve's condition, any deficiencies, and recommendations for corrective action.5. Corrective Action: Identified deficiencies will beprioritized and addressed promptly. Corrective actions may include repairs, replacements, or modifications.6. Record Keeping: All inspection records, reports, and corrective actions will be maintained in a central database. These records will be used to track valve performance, identify trends, and improve the inspection program over time.Benefits of the Valve Inspection Program:Improved safety and reliability.Reduced risk of valve failures.Optimized valve performance.Reduced maintenance costs.Extended valve life.中文回答:阀门检修项目及流程。
阀门的检验和试验
资料范本本资料为word版本,可以直接编辑和打印,感谢您的下载阀门的检验和试验地点:__________________时间:__________________说明:本资料适用于约定双方经过谈判,协商而共同承认,共同遵守的责任与义务,仅供参考,文档可直接下载或修改,不需要的部分可直接删除,使用时请详细阅读内容阀门的检验和试验API 598标准第7版1996年9月美国石油协会API出版物可以被任何想要引用的人使用,学会已尽最大努力保证出版的资料准确并可靠,但是学会对出版物有关的事项不负责,担保或保证,并于此特别否认任何因使用本标准造成损失或损害承担任何义务和责任,不因为出版物有矛盾而违背联邦、州或地方的法规承担任何义务和责任。
我们欢迎提出修订意见,建议稿应提交给The director of the Manufacturing,Distribution and Markeing Department,API1220L street,N.W,washington,D.C.20005.特殊注解API出版物对一般性问题作了必要的阐述,针对有关的具体情况要研究地方、州和联邦的法律和法规。
API不承担雇主、制造商和供应商对其雇员有关健康和安全危险及其适当防护的告诫,正确培训和装备的责任,也不承担他们对地方、州和联邦的法律责任。
关于有关特殊材料和条件的安全和健康危险及适当防护的信息应从雇主、制造商或材料供应商,或材料安全数据表中获得。
任何API出版物所包含的内容,都不得理解为暗示或其他方式,授权制造、销售或使用与专利证有关的任何方法、设备或产品也不理解为保护任何人侵犯专利证的行为。
通常API标准至少每五年要审查、修订、重新批准或撤销,有时这个审查周期可作一次两年的延长,作为一个现行的API标准,在出版日期之后5年、就不再有效,再版前已得到延期批准,出版标准的情况可以API编辑部了解。
(电话<202> 682-8000),API出版物和资料每年定期出版,并由API每季更新,地址:1220L street,N.W.washington,D.C.20005.本文件按API标准化程序出版的,该程序确保文件从通报、参加讨论直至成为API标准,涉及到本标准内容的理解的问题和涉及到本标准下工艺改善的问题和评价,应直接写信给the director of the Authoring Department,API 1220L street,N.W.washington,D.C.20005.API出版物可以被任何想要引用的人使用,学会已尽最大努力保证出版的资料准确并可靠,但是学会对出版物有关的事项不负责,担保或保证,并于此特别否认任何因使用本标准造成损失或损害承担任何义务和责任,不因为出版物有矛盾而违背联邦、州或地方的法规承担任何义务和责任。
阀门检验年度工作计划

阀门检验年度工作计划1. 介绍阀门是工业生产中常见的一种控制装置,用于控制介质的流通和压力的调节。
阀门的正常运行对于保证工业生产的安全和稳定至关重要。
为了确保阀门的正常运行,需要定期对阀门进行检验和维护。
本文主要结合我司的实际情况,制定了阀门检验的年度工作计划。
2. 工作目标本年度的阀门检验工作主要目标是确保所有阀门的正常运行,提前发现和排除潜在的问题,防止阀门故障造成生产事故。
具体工作目标包括:定期检验所有阀门的状态,检查阀门的密封性能,对有问题的阀门进行及时维修或更换,提高阀门的安全可靠性。
3. 工作计划3.1 阀门清单的制定根据我司的阀门使用情况,制定阀门清单,明确需要检验的阀门的类型、数量、使用时间和使用环境等重要信息。
3.2 检验方案的制定根据阀门清单的要求,制定详细的检验方案,包括检验的内容、检验的方法、检验的标准和检验的周期等。
对于不同类别的阀门,可以采用不同的检验方法和周期。
3.3 阀门检验人员的培训组织阀门检验人员进行相关的培训,提高其阀门检验的技能和知识水平,确保他们能够正确地进行阀门检验工作。
3.4 阀门检验的实施按照制定的方案,组织阀门检验人员对所有阀门进行定期的检验工作。
检验过程中要严格按照检验方案的要求进行操作,准确记录检验结果和问题。
3.5 故障处理和维修对于检验中发现的问题阀门,及时进行维修或更换。
维修过程中要按照相关的维修程序进行,确保维修的质量。
同时要对故障的原因进行分析,提出相应的改善措施。
3.6 检验结果的反馈和总结将检验结果及时反馈给相关部门,并根据检验结果进行总结和分析。
对于检验中发现的问题和不足,提出改进意见和措施,以不断提高阀门的安全可靠性。
4. 工作预算根据阀门检验的工作量和需要的资源,制定年度的阀门检验工作预算。
预算主要包括人员配备、培训费用、设备采购和维修费用等。
预算要综合考虑我司的实际情况,确保阀门检验工作的顺利进行。
5. 工作风险评估对阀门检验工作可能存在的风险进行评估,并制定相应的风险管理措施。
阀门检验计划

编制: 审核:
日期: 日期:
编制
已编制制造加工、压力试验等质检计划
H
二
材料检查
序号
质检项目
标准及依据
检验内容
状态
检验类别
1
铸造件产品质量证明书
MSS-SP 55、ASTM A216、请购书
证书报告应按炉号检验化学成分、机械性能
有证书且内容齐全,理化分析数据符合要求,盖有制造单位质量专用章
R
2
阀芯、阀杆质量证明书
ASTM A182、ASTM A420请购书
试压前检查阀门的开启和关闭数次,检测扭矩,行程时间,动作顺畅,开关情况显示情况。
有检验报告
W
3
壳体水压试验
API 598、请购书、图纸
试验压力为阀门额定压力的1.5倍,保持试验压力的持续时间不少于2分钟,不得有明显可见的液滴或表面潮湿。
有试验报告
H/W
4
低压密封试验
API 598、请购书
试验压力为0.4~0.7MPa,保压时间为1min,泄漏率为24泡/min。
W
6
密封面堆焊
图纸、工艺
密封表面堆焊硬质合金作业
渗透检测
W
7
密封面加工
图纸
表面粗糙度
有加工检验记录
W
四
装配检验
序号
质检项目
标准及依据
检验内容
状态
检验类别
1
阀门组装
装配工艺
装配过程不允许有强力装配现象;零部件完整
符合工艺规定要求
W
2
填料装配
装配工艺
填料数量应合适,压盖在压紧后不能过深或过浅
ITP(Inspection and Test Plan检验检测计划)
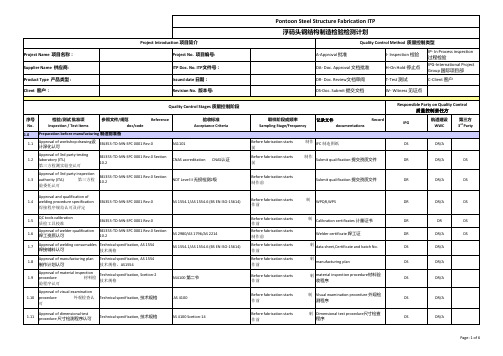
1.14
Approval of steel materials 钢材原材料认可
Technical specification,Design drawing 技术规格,设计图纸
AS3678/AS3679/ AS 4100,
1.15
Approval of Blasting abrasive 喷 砂介质认可
Approval of workshop drawing设 计深化认可
EBJ353-TD-MN-SPC 0001 Rev.0
Approval of 3rd party testing laboratory (ITL) 第三方检测实验室认可
BEJ353-TD-MN-SPC 0001 Rev.0 Section 10.2
Before painting starts 装前
Before galvanizing starts 锌前 Before galvanizing starts 锌前
During fabrication
Before fabrication starts 制作前
制
Mill certificate and 3rd party test certificate 提交钢厂证书及 第三方检
Technical specification技术规格
AS 1627.4
1.16
Approval of paint material 漆材料认可
油 Technical specification技术规格
1.17
Approval of Galvanizer 锌厂家认可
镀 Technical specification技术规格
料证书,外观检查
3679
制作开始前
阀门检验年度工作计划
阀门检验年度工作计划一、背景和意义阀门作为流体控制的重要装置,其正常运行对于工艺流程的稳定和安全至关重要。
因此,定期对阀门进行检验和维护是保证工厂设备安全运行的重要环节。
针对阀门的年度检验工作,制定合理的年度工作计划,对于提高阀门的使用寿命、维护设备安全运行、保障生产质量具有重要意义。
二、目标和任务1. 目标:通过全面的年度检验,确保工厂阀门在正常使用情况下的安全运行;对于老化严重的阀门,及时提出更换或维修建议,确保设备的完好性。
2. 任务:a) 制定全面的年度阀门检验计划,包括检查内容、检验方法、检验设备和检验人员的要求等。
b) 定期对所有需要检验的阀门进行检查,并及时记录阀门的状态。
c) 对于发现的问题,及时提出维修或更换建议,制定维护方案并督促执行。
三、年度检验计划1. 建立阀门档案:对全厂的各类阀门建立档案,包括阀门型号、安装位置、使用年限等信息,并记录上次维护情况。
2. 制定详细的检查内容:通过对各类阀门的特点和使用情况进行分析,制定详细的年度检查内容,包括阀门的密封性、操作性、外观、材质状况等。
3. 调配检验人员和设备:根据检验计划,组织检验人员,配备必要的检验工具和设备,确保检查工作的顺利进行。
4. 实施检验和记录:按照制定的检查内容和方法,逐个对各类阀门进行检查,在整个过程中及时记录阀门的状态和发现的问题。
5. 处理问题和制定维护计划:对于发现的问题,根据情况提出维修或更换建议,并制定维护方案,确保设备的完好性。
6. 形成年度检验报告:根据实际的检验情况,形成全面的年度检验报告,并提出下一年度的检验建议。
四、风险管理1. 阀门检验工作中可能存在的风险包括:检验不全面、检验记录不准确、问题处理不及时等。
2. 进行阀门检验工作,必须严格遵守操作规程,确保检验的全面和准确;并及时处理发现的问题,避免问题的进一步扩大。
3. 在检验过程中,要严格执行相关的安全操作规程,确保检验人员的安全。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
H
2、高压密封
H
3、低压密封
H
4、试验后清理检查
W
九
包装
1、清洁度检查
W
2、油漆及包装质量检查
W
3、铭牌及标记检查
W
4、装箱检查
W
蝶阀监理检验计划
序号
零部件及
工序名称
监 造 内 容
检验点(R)
见证点(W)
停止点(H)
备注
一
阀体
1、外观检查
W
2、CA、MP
R
3、无损检查
R
W
4、尺寸及外观检查
W
6、合金钢、不锈钢PMI检查
H
四
阀杆
1、CA、MP
R
W
2、无损检查
R
3、尺寸及外观检查
W
五
填料
1、CA
R
2、合格证及型号核对
R
六
垫片
1、结构及材料等合格证审查
R
W
2、外观检查
W
六
螺栓
1、CA、MP
R
2、合格证及材料标示核对
3、PMI(高压阀门)
R
W
七
装配
1、外观质量及清洁度
W
2、密封面装配质量检查
试验压力与保压时间按照API598执行(压力等级与口径)
1、强度试验
H
2、高压密封
H
3、低压密封
H
4、试验后清理检查
W
六
包装
1、清洁度检查
W
2、油漆及包装质量检查
W
3、铭牌及标记检查
W
4、装箱检查
W
W
6、合金钢、不锈钢PMI检查
H
四
阀杆
1、CA、MP
R
2、无损检验
R
3、尺寸及外观检查
W
五
填料
1、CA
R
2、合格证及型号核对
R
六
垫片
1、结构及材料等合格证审查
R
W
2、外观检查
W
七
螺栓
1、CA、MP
R
2、合格证及材料标示核对
R
W
八
装配
1、外观质量及清洁度
W
2、密封面装配质量检查
W
3、传动机构检查
W
九
水压试验
见证点(W)
停止点(H)
备注
一
阀体、阀球
1、外观质量检查
R
2、CA、MP
R
3、无损检测
R
4、硬度试验
R
5、阀座密封面喷涂力学性能及外观质量检查
R
6、尺寸及外观质量检查
R
7、合金钢、不锈钢PMI检查
二
阀杆
1、CA、MP
R
2、无损检验
R
3、尺寸及外观检查
W
三
阀盖
1、外观检查
W
2、CA、MP
R
3、无损检查
W
5、堆焊质量检查
W
6、合金钢、不锈钢PMI检查
H
二
阀瓣
1、外观检查
W
2、CA、MP
R
3、无损检查
R
W
4、尺寸及外观检查
W
5、堆焊质量检查
W
6、合金钢、不锈钢PMI检查
H
三
阀杆
1、CA、MP
R
2、无损检验
R
3、尺寸及外观检查
W
四
装配
1、外观质量及清洁度
W
2、密封面装配质量检查
W
3、传动机构检查
W
五
水压试验
W
5、合金钢、不锈钢PMI检查
H
三
阀板
1、外观检查
W
2、CA、MP
R
3、无损检查
R
W
4、尺寸及外观检查
W
5、堆焊质量检查
W
6、合金钢、不锈钢PMI检查
H
四
垫片
1、结构及材料等合格证审查
R
W
2、外观检查
W
五
螺栓
1、CA、MP
R
2、合格证及材料标示核对
R
W
六
装配
1、外观质量及清洁度
W
2、密封面装配质量检查
一
阀体
1、外观检查
W
2、CA、MP
R
3、无损检查
R
W
4、尺寸及外观检查
W
5、堆焊质量检查
W
6、合金钢、不锈钢PMI检查
H
二
阀盖
1、外观检查
W
2、CA、MP
R
3、无损检查
R
W
4、尺寸及外观检查
W
5、合金钢、不锈钢PMI检查
H
三
阀板
1、外观检查
W
2、CA、MP
R
3、无损检查
R
W
4、尺寸及外观检查
W
5、堆焊质量检查
W
七
水压试验
试验压力与保压时间按照API598执行(压力等级与口径)
1、强度试验
H
2、高压密封
H
3、试验后清理检查
W
八
包装
1、清洁检查
W
2、油漆及包装质量检查
W
3、铭牌及标记检查
W
4、装箱检查
W
闸阀监理检验计划
序号
零部件及
工序名称
监 造 内 容
检验点(R)
见证点(W)
停止点(H)
驻厂监理员签字及见证日期
W
3、传动机构检查
W
八
水压试验
试验压力与保压时间按照API598执行(压力等级与口径)
1、强度试验
H
2、上密封
H
3、高压密封
H
4、低压密封
H
5、试验后清理检查
W
九
包装
1、清洁度检查
W
2、油漆及包装质量检查
W
3、铭牌及标记检查
W
4、装箱检查
W
球阀监理检验计划
序号
另部件及
工序名称
监 造 内 容
检验点(R)
R
W
4、尺寸及外观检查
W
5、合金钢、不锈钢PMI检查
H
四
填料
1、CA
R
2、合格证及型号核对
R
五
垫片
1、结构及材料等合格证审查
R
W
2、外观检查
W
六
螺栓ห้องสมุดไป่ตู้
1、CA、MP
R
2、合格证及材料标示核对
R
W
七
总装配
1、外观质量及清洁度
W
2、密封面装配质量检查
W
3、传动机构检查
W
八
试验
试验压力与保压时间按照API598执行(压力等级与口径)
试验压力与保压时间按照API598执行(压力等级与口径)
1、强度试验
H
2、上密封
H
3、高压密封
H
4、低压密封
H
5、试验后清理检查
W
十
包装
1、清洁度检查
W
2、油漆及包装质量检查
W
3、铭牌及标记检查
W
4、装箱检查
W
截止阀监理检验计划
序号
零部件及
工序名称
监 造 内 容
检验点(R)
见证点(W)
停止点(H)
驻厂监理员签字及见证日期
阀门ITP
止回阀监理检验计划
序号
零部件及
工序名称
监 造 内 容
检验点(R)
见证点(W)
停止点(H)
驻厂监理员签字及见证日期
一
阀体
1、外观检查
W
2、CA、MP
R
3、无损检查
R
W
4、尺寸及外观检查
W
5、堆焊质量检查
W
6、合金钢、不锈钢PMI检查
H
二
阀盖
1、外观检查
W
2、CA、MP
R
3、无损检查
R
W
4、尺寸及外观检查
一
阀体
1、外观检查
W
2、CA、MP
R
3、无损检查
R
W
4、尺寸及外观检查
W
5、堆焊质量检查
W
6、合金钢、不锈钢PMI检查
H
二
阀盖
1、外观检查
W
2、CA、MP
R
3、无损检查
R
W
4、尺寸及外观检查
W
5、合金钢、不锈钢PMI检查
H
三
阀板
1、外观检查
W
2、CA、MP
R
3、无损检查
R
W
4、尺寸及外观检查
W
5、堆焊质量检查