激光切割机类点检卡和点检标准
激光切割机验收标准

激光切割机验收标准一、技术文件及资料:1、与采购设备相符的设备安装图、电气原理图、电气接线图,机械结构图、使用说明书、合格证、装箱单、、易损件清单、系统软件备份(可以提供电子版情况下提供电子版,如若不可则提供2份纸质文档)。
2、传动系统主要构件清单(成对高精密轴承、高精密直线滚珠导轨、高精密减速机及齿轮、高精密齿条)型号、价格以及相关参数;3、气动系统主要构件清单(减压阀、节流阀、单向阀、压力开关、气缸、电磁阀、电控比例阀)的品牌、型号、价格;二、实物验收1、比对装箱单,确认设备配件及随机附件数量;2、安装尺寸、位置要求:以我方议定的设备安装图为准;3、龙门式激光切割机基础精度检验1)X轴纵向导轨的直线度工具或方法:直线度测量仪或直尺光隙法2)X轴纵向导轨的平面度工具或方法:水平仪4、床身检验精度1)X轴纵向导轨的直线度工具或方法:直线度测量仪或直尺光隙法2)X轴纵向导轨的平面度工具或方法:水平仪三、使用功能验收:1、X轴最大行程≥7m、Y轴最大行程≥2m、Z轴行程100mm≤L≥190mm;测量工具:卷尺,卡尺2、切割板材厚度8mm时,切割速度≥1800mm;工具:秒表3、穿孔Q345板材厚度8mm时≤3s;工具:秒表4、最大切割厚度≤20mm;方法:使用20mm厚度板材实验5、打标宽度≥2.5mm,深度≥0.5mm,速度≥10000mm/min(打标25cm长一字);工具:游标卡尺、秒表6、超程保护装置有效性检测;方法:设备开到最大行程是否会停止7、安全性监测方法:触碰安全光电开关,设备停止;8、由工艺工程师设计一个工件加工后实测加工精度;工具:游标卡尺四、填写验收报告,资产领用单,录入ERP系统,所有文件及资料归档;五、验收完成。
切割机日常点检

设备编号: 日期 内容
检查各部位的润滑情况 机器的接地线及电缆接头、插座的完好性 检查所有地线电缆是否完好 各限位开关、急停的动作 机器、导轨两侧有无杂物, 稳压电源的状态 开关机顺序 气压:氧气(7-10bar)、氮气(25-30bar) 主回温:25℃、外光路:30℃ (夏天无结露,冬天无冻结) 气源和水源的过滤器 割嘴高度:0.7-1.2mm 割嘴打同心 气路管路是否良好,有无漏气现象 激光发生器功率、空调工作情况 机器各个部位整洁干净无积灰 操作者签字:
1
2
3
4
5
6
7
8
9
10 11 12 13
注:检查合格填“√”,不合格填“×”。
机日常点检一览表
14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31
激光切割机日常点检表
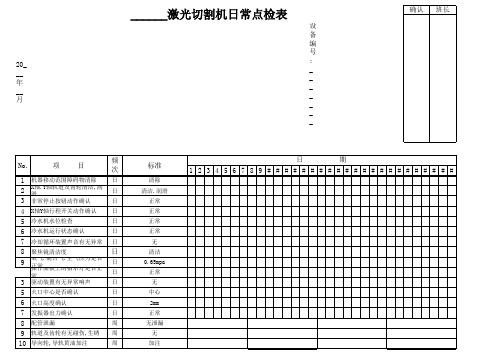
确认 班长
设
备
编
号
20_ __ 年 __ 月
: _ _ _ _ _
_
_
_
No.
项目
频 次
1 机器移动范围障碍物清除
日
2
X轴.Y轴轨道及齿轮清洁,润 滑
日
3 非常停止按钮动作确认
日
4 X轴Y轴行程开关动作确认
日
5 冷水机水位检查
日
6 冷水机运行状态确认
日
7 冷却循环装置声音有无异常 日
无 中心 2mm 正常 无泄漏
无 加注
日
期
123456789######################
担当
班长(每周一次)
异常记录
日 期
现象
原因
处理结果
预防措施
备注
8 聚焦镜清洁度
日
9
氧气.混合气.空气压力是否 正操常 作面板上的指示灯是否正
常
日 日
3 驱动装置有无异常响声
日
5 火口中心是否确认
日
6 火口高度确认
日
7 发振器出力确认
日
8 配管泄漏
周
9 轨道及齿轮有无碰伤,生锈 周
10 导向轮,导轨黄油加注
周
标准
清除 清洁.润滑
正常 正常 正常 正常
无 清洁 0.65mpa 正常
切割机日常点检表
切割机日常点检表
1. 点检项目:机器运行状态
- 检查切割机是否处于正常工作状态。
- 确保切割机没有异常噪音或振动。
- 检查切割机的电源和开关是否正常运作。
2. 点检项目:切割刀具
- 检查切割刀具是否锋利,如有磨损需要及时更换。
- 确保切割刀具没有松动或变形。
- 清理切割刀具上的污垢和残留物。
3. 点检项目:安全保护装置
- 检查切割机的安全保护装置是否完好。
- 测试切割机的急停开关是否灵敏可靠。
- 确保切割机的防护罩、警示灯等安全设施正常运作。
4. 点检项目:润滑系统
- 检查切割机的润滑油是否足够。
- 清理润滑油槽和润滑管道的污垢。
- 确保润滑系统没有泄漏或堵塞的问题。
5. 点检项目:电气系统
- 检查切割机的电气连接是否良好。
- 检查电气元件是否完好,如有损坏需要及时修复或更换。
- 确保切割机的电气系统没有异常现象或安全隐患。
6. 点检项目:整体清洁
- 清洁切割机外表面和内部区域的杂物和污垢。
- 擦拭切割机的控制面板和操作界面。
- 定期清理切割机周围的工作区域。
以上为切割机日常点检表,每项点检都要认真执行,并记录检查结果和处理意见。
如果发现任何问题或异常情况,应及时报告给相关责任人进行处理。
激光切割机设备日常保养点检表

2、保养或检查项目正常后打“√”,异常打“X”并注明异常现象,通知班长或设备维修人员检修合格后,在“X”外划一个“O”表示检点合格后方可开机。
3、每月3号前由设备使用部门收集上月记录表提交到设备组备案。(责任人领表
记录
部门主管审核汇总
设备组复审备案)
使用部门
检点项目及要求 检查各部位 的机润器滑的情接况地 线检及查电所缆有接地 线各电限缆位是开否关 、机急器停、的导动轨 两稳侧压有电无源杂的 状态 开关机顺序 气压:氧气 (主7回-温10:ba2r5) ℃(、夏外天光无结 露气,源冬和天水无源 的割过嘴滤高器度: 0.7-1.2mm 割嘴打同心 气路管路是 否激良光好发,生有器 功机率器、各空个调部 位整洁干净
备注
异常情况描述及处理措施:
设备日常保养点检表
设备编号
设备名称
激光切割机ຫໍສະໝຸດ 型号责任人1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31
操 作 者
确 认 者
确 认 人
注:
1、当班班长设定为设备责任人,在开机工作前,必须按本规定进行设备保养及检点;班组长或设备管理员进行监督检查,违者处罚 。
激光切割机设备点检表

定 2 丝杆螺母、齿轮 目视 螺母紧固、齿轮无损坏
期
检查人
1.每半个月清理抽风接渣口处粘结的 金属渣。
保养人:
定 2.每周清理冷水机过滤网灰尘及控制台排风扇过滤网 灰尘。 保养人:
期
3.每半个月清理蒸馏水滤芯 。
保养人:
保
养 4.每半个月清理吸尘装置过滤网灰尘 。
保Байду номын сангаас人:
5.每三个月更换激光器37.5L冷却蒸馏水。
2 Y轴丝杆、齿条 目视 丝杆、齿条润滑无污物
周
检查人
第一周
第二周
第三周
第四周
NO 检查内容 判定方法
判定基准
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31
不 1 检查电脑
操作 电脑运行流畅无卡顿
目视 操作
台面整洁无杂物 皮老虎移动顺畅
日3 4
连接线缆 控制箱
目视 目视
各线缆插紧无损坏 控制箱风扇无损坏
点5
保护镜片
目视 保护镜片干净无杂物
6 冷却水路、风路、气路 目视 风管接口无损坏、堵塞
检7
油泵
目视
油量不得低于1/3
检查人
NO 检查内容 判定方法
判定基准
每 1 X轴丝杆、齿条 目视 丝杆、齿条润滑无污物
保养人:
异 发生日期
设备异常状况
常
记
录
注:正常( ) 调整:( ) 待修:( )
修妥:(O)
编制:
检查人: 检查人: 检查人: 检查人: 检查人: 处理内容记录
激光点检

路
流体,发振器 15
电缆线损伤 长期使用
更换
装置
16
导线连接处松 长期使用 动
重新锁紧
17
发振器保养 长期使用
保养
备注:
⒈周期设定以月工作 25 天,每日 8 小时为基础。 ⒉建议贵公司依据此表制定月保养记录表,进行追踪保养。
⒊对其内容不详处,请及时与我公司售后人员联系。
维修周期
1 输出镜每 3000~4000 小时更换,或当加工功率降低时 2 尾镜每 3000~4000 小时更换,或当加工功率降低时 3 折反镜每 3000~4000 小时更换,或当加工功率降低时 4 真空泵油每 1500 小时更换并详细记录,或当排气泵功率降低时 5 真空泵滤器每 3000 小时更换并详细记录,或当排气泵功率降低时 6 真空泵每 10000 小时检查,或当排气泵功率降低时 7 离心式鼓风机油每 1000 小时更换并详细记录,或当油号变化时 8 离心式鼓风机每 12000 小时大修,或当功率降低时 9 压力控制单元气体过滤器每 12000 小时更换,或当出现压力故障时 10 冷却水每 1500 小时更换,或当冷却水品种变化时 11 所有内部镜子每 3000~4000 小时清洁 12 仅输出镜与背部镜子每 800~1200 小时清洁 13 若激光输出在振荡器中降低,4085 号警告信息显示,应立即清洁或更换在振荡器内的镜 片
10 气 阀
目视、手动测试、检漏液
完好,开关灵活、有效、不漏气
11 水箱水位
水 12 灰尘过滤网
观察是否在 H 和 L 水位线内 有灰尘时进行清理
不足时补充 过滤网保持清洁便于散热
水管、水阀,接头等各
13
观察有无损坏漏水
冷
激光切割机验收标准

激光切割机验收标准一、技术文件及资料:1、与采购设备相符的设备安装图、电气原理图、电气接线图,机械结构图、使用说明书、合格证、装箱单、、易损件清单、系统软件备份(可以提供电子版情况下提供电子版,如若不可则提供2份纸质文档)。
2、传动系统主要构件清单(成对高精密轴承、高精密直线滚珠导轨、高精密减速机及齿轮、高精密齿条)型号、价格以及相关参数;3、气动系统主要构件清单(减压阀、节流阀、单向阀、压力开关、气缸、电磁阀、电控比例阀)的品牌、型号、价格;二、实物验收1、比对装箱单,确认设备配件及随机附件数量;2、安装尺寸、位置要求:以我方议定的设备安装图为准;3、龙门式激光切割机基础精度检验1)X轴纵向导轨的直线度工具或方法:直线度测量仪或直尺光隙法2)X轴纵向导轨的平面度工具或方法:水平仪4、床身检验精度1)X轴纵向导轨的直线度工具或方法:直线度测量仪或直尺光隙法2)X轴纵向导轨的平面度工具或方法:水平仪三、使用功能验收:1、X轴最大行程≥7m、Y轴最大行程≥2m、Z轴行程100mm≤L≥190mm;测量工具:卷尺,卡尺2、切割板材厚度8mm时,切割速度≥1800mm;工具:秒表3、穿孔Q345板材厚度8mm时≤3s;工具:秒表4、最大切割厚度≤20mm;方法:使用20mm厚度板材实验5、打标宽度≥2.5mm,深度≥0.5mm,速度≥10000mm/min(打标25cm长一字);工具:游标卡尺、秒表6、超程保护装置有效性检测;方法:设备开到最大行程是否会停止7、安全性监测方法:触碰安全光电开关,设备停止;8、由工艺工程师设计一个工件加工后实测加工精度;工具:游标卡尺四、填写验收报告,资产领用单,录入ERP系统,所有文件及资料归档;五、验收完成。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
白
前 后 前 后 前 后 前 后 前 后 前 后 前 后 前 后 前 后 前 白 白 白 白 白 白 白 白 白 夜 夜 夜 夜 夜 夜 夜 夜 夜 夜 夜 夜 夜 夜 夜 夜 夜 夜 夜
17 18 完好-√ 异常-△ 停源自-× 修好(或处理好)-○制表人:
审核:
批准:
日期:
点检卡
设备编号: 设备型号: 11号 12号 13号 14号 15号 16号 17号 年 18号 月 中 旬 19号 20号
点检卡
设备编号: 表格编号: 1号 2号 3号 4号 5号 6号 7号 8号 9号 设备名称:激光切割机 设备型号: 年 月
TPMB-001
上 旬 10号
序 号
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16
点检内容
电控柜 水冷机 储气罐 稳压柜 交给换工作台 光栅保护 激光切割头 X/Y/Z风琴罩 操作台及控制面板 机床外观 除尘器
序 号
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17
点检内容
电控柜 水冷机 储气罐 液压箱油位 稳压柜 交给换工作台 光栅保护 激光切割头 X/Y/Z风琴罩 操作台及控制面板 机床外观 除尘器
白
前 后 前 后 前 后 前 后 前 后 前 后 前 后 前 后 前 后 前 白 白 白 白 白 白 白 白 白 夜 夜 夜 夜 夜 夜 夜 夜 夜 夜 夜 夜 夜 夜 夜 夜 夜 夜 夜
常-△
停修-×
修好(或处理好)-○
点检卡
20号 后 夜
常-△
停修-×
修好(或处理好)-○
点检卡
31号 后 夜
常-△
停修-×
修好(或处理好)-○
1 电控柜 2 水冷机 3 储气罐 4 液压箱油位 5 稳压柜 6 交换工作台导轨 7 光栅保护 8 激光切割头 9 操作台控制面板 10 X/Y/Z风琴罩 11 机床外观 12 除尘器 13 14 15 16 17 18
完好-√ 异常-△ 停修-× 修好(或处理好)-○
点检卡
TPMB-001
10号 后 夜
18
完好-√ 异常-△ 停修-× 修好(或处理好)-○
点检卡
设备编号: 21号 设备型号: 22号 23号 24号 25号 26号 27号 28号 年 29号 月 下 旬 30号 31号
序 号
点检内容
白
前 后 前 后 前 后 前 后 前 后 前 后 前 后 前 后 前 后 前 后 前 白 白 白 白 白 白 白 白 白 白 夜 夜 夜 夜 夜 夜 夜 夜 夜 夜 夜 夜 夜 夜 夜 夜 夜 夜 夜 夜 夜