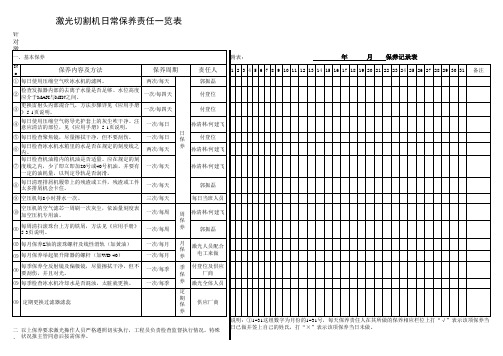
激光切割机保养点检一览表
激光切割机保养基准表

NO.保养项目周期保养等级1设备表面清洁1次/班一级周一周二周三周四周五周六周日2清洁及托盘齿条
1次/班一级周一周二周三周四周五周六周日3
排空熔渣及灰尘收集器。
1次/班一级周一周二周三周四周五周六周日4检查紧凑型除尘器的净化阀
1次/班一级周一周二周三周四周五周六周日5更换过滤器滤芯
1次/周一级周一周二周三周四周五周六周日6清洁安全光栅
1次/周一级周一周二周三周四周五周六周日7清洁配电箱风扇
1次/月一级周一周二周三周四周五周六周日8检查冷却水液位
1次/周一级周一周二周三周四周五周六周日9检查除尘器上的压差显示器
1次/班三级周一周二周三周四周五周六周日
检查:确认: 激光切割机保养基准表 2017年 月 日- 月 日检查方法判定基准目检、手检每天清理工作现场,保持机床清洁。
用无尘布将设备表面灰尘擦拭干净。
保
养
方
法
目检、手检每天清洁托盘齿条清洁托盘齿条目检、手检每天清理,保持干净排空熔渣及灰尘收集器。
目检、手检检查净化阀的松紧度检查紧凑型除尘器的净化阀目检每周更换一次滤芯更换过滤器滤芯目检、手检用无尘布将设备表面灰尘擦拭干净清洁安全光栅手检每月清洁一次清洁配电箱风扇手检冷却水液位在最低限以上检查冷却水液位目检、手检压差显示器在10mbar左右检查紧凑型除尘器上的压差显示器在10mbar左右保
养
方
法
保
养
方
法
保
养
方
法
保
养
方
法
保
养
方
法
保
养
方
法
保
养
方
法
保
养
方
法。
激光切割机日常点检表
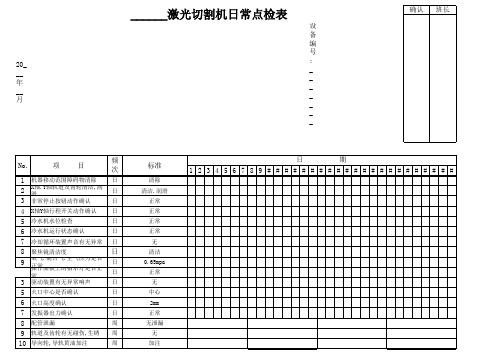
确认 班长
设
备
编
号
20_ __ 年 __ 月
: _ _ _ _ _
_
_
_
No.
项目
频 次
1 机器移动范围障碍物清除
日
2
X轴.Y轴轨道及齿轮清洁,润 滑
日
3 非常停止按钮动作确认
日
4 X轴Y轴行程开关动作确认
日
5 冷水机水位检查
日
6 冷水机运行状态确认
日
7 冷却循环装置声音有无异常 日
无 中心 2mm 正常 无泄漏
无 加注
日
期
123456789######################
担当
班长(每周一次)
异常记录
日 期
现象
原因
处理结果
预防措施
备注
8 聚焦镜清洁度
日
9
氧气.混合气.空气压力是否 正操常 作面板上的指示灯是否正
常
日 日
3 驱动装置有无异常响声
日
5 火口中心是否确认
日
6 火口高度确认
日
7 发振器出力确认
日
8 配管泄漏
周
9 轨道及齿轮有无碰伤,生锈 周
10 导向轮,导轨黄油加注
周
标准
清除 清洁.润滑
正常 正常 正常 正常
无 清洁 0.65mpa 正常
激光切割机日常保养表
一次/每日 保
⑥
每日检查冰水机水箱里的水是否在规定的刻度线之 内。
两次/每天
养
每日检查机油箱内的机油是否适量。应在规定的刻
⑦ 度线之内,少了即立即加20号或40号机油。并要有 一次/每天
一定的油耗量,以判定导轨是否润滑。
⑧
每日清理排屑机履带上的残渣或工件,残渣或工件 太多排屑机会卡住。
一次/每天
责任人
⑩
空压机的空气滤芯一周刷一次灰尘,依油量刻度表 加空压机专用油。
⑾
每周清扫滚珠台上方的铁屑,方法见《应用手册》 5-3页说明。
一次/每周 一次/每周
周 孙清林/何建飞
保
养
郭振磊
⑿ 每月保养Z轴的滚珠螺杆及线性滑轨(加黄油) ⒀ 每月保养举起架升降器的螺杆(加WD-40)
一次/每月 一次/每月
月 保 养
日
版
期
次 :
:
第2
激光人员配合 电工来做
⒁
每季保养全反射镜及偏极镜,尽量擦拭干净,但不 要刮伤,并且对光。
⒂ 每季检查冰水机冷却水是否混浊,太脏就更换。
一次/每季 一次/每季
⒃ 定期更换过滤器滤蕊
季 付登位及供应
保
厂商
养 激光全体人员
定 期 保 供应厂商 养
二 以上保养要求激光操作人员严格遵照切实执行,工程员负责检查监督执行情况。特殊 、 状况报主管同意后按需保养。
②
检查发振器内部的去离子水量是否足够、水位高度 应介于MAX与MIN之间。
一次/每四天
③
更换雷射头内部混合气,方法步骤详见《应用手册 》5-1页说明。
一次/每四天
④
每日使用压缩空气将导光护套上的灰尘吹干净。注 意应清洁的部位,见《应用手册》5-1页说明。
激光切割机日点检表

设12345678
9
10
执行人
检
查人
保养得分清理、擦拭机床表面
1.已按规定正确保养记√,
反之记ⅹ:
2.每天满分2分,月满分为60分:某项不符合按2/N(小数位到0.5分,如2/8=0.25则进位到每项0.5分)减分。
检查清洗聚焦镜片,检查割
嘴、调整焦点位置
检查各压力表是否达到要求
值
检查集中润滑装置油位是否
达标,低液位时及时添加润
滑油
检查水冷机液位,低液位时
及时添加纯净水
问题记录1
已修记录符号√×△
正常
异常2
3
本月维修解决问题 处其他564本月点检发现问题 处27282422233126 设备日常保养点检记录表
编号:ZJ-R-CW-06 版本:012930年 月 设备名称:激光切割机
161713252021序
号
1241118191215检查各气管、水管有无破漏
现象,及时处理
清理空压机、冷干机、热交
换器、激光器空调、除尘器
滤网
专管人:检查点检内容3设备编号:冷干机和空压机储气罐每日
至少放水一次567891014。
激光切割机设备点检表

定 2 丝杆螺母、齿轮 目视 螺母紧固、齿轮无损坏
期
检查人
1.每半个月清理抽风接渣口处粘结的 金属渣。
保养人:
定 2.每周清理冷水机过滤网灰尘及控制台排风扇过滤网 灰尘。 保养人:
期
3.每半个月清理蒸馏水滤芯 。
保养人:
保
养 4.每半个月清理吸尘装置过滤网灰尘 。
保Байду номын сангаас人:
5.每三个月更换激光器37.5L冷却蒸馏水。
2 Y轴丝杆、齿条 目视 丝杆、齿条润滑无污物
周
检查人
第一周
第二周
第三周
第四周
NO 检查内容 判定方法
判定基准
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31
不 1 检查电脑
操作 电脑运行流畅无卡顿
目视 操作
台面整洁无杂物 皮老虎移动顺畅
日3 4
连接线缆 控制箱
目视 目视
各线缆插紧无损坏 控制箱风扇无损坏
点5
保护镜片
目视 保护镜片干净无杂物
6 冷却水路、风路、气路 目视 风管接口无损坏、堵塞
检7
油泵
目视
油量不得低于1/3
检查人
NO 检查内容 判定方法
判定基准
每 1 X轴丝杆、齿条 目视 丝杆、齿条润滑无污物
保养人:
异 发生日期
设备异常状况
常
记
录
注:正常( ) 调整:( ) 待修:( )
修妥:(O)
编制:
检查人: 检查人: 检查人: 检查人: 检查人: 处理内容记录
激光切割机点检记录表

激光切割机点检记录表激光切割机点检记录表序号:日期:点检人:系统安全1. 检查机器整体是否稳定,有无松动或变形。
2. 检查激光输出口是否有异物,如有请清除。
3. 检查水冷机、气源系统和电气设备线路是否正常连接,有无电气线路松动或损坏。
4. 检查加工区域是否有杂物或残余物,如有请清理。
5. 检查紧固件是否松动,如有请固定。
机械系统1. 检查运动部件,如传动皮带、轴承、线轨等是否有异常磨损或损坏,如有请更换。
2. 检查导轨、传动系统、切割头等部件是否需要加油,如需要请加油。
3. 检查切割头和焦距距离是否正确,如需要请调整。
4. 检查切割头和工件是否有干涉,如有请调整。
5. 检查气压是否稳定,如有需要请调整。
激光系统1. 检查激光功率、频率是否正常,如有异常请检查。
2. 检查镜片和透镜是否清洁,如需要请擦拭。
3. 检查激光气体是否正常,如需要请更换。
4. 检查光路是否对齐,如有需要请调整。
5. 检查激光是否有漏光现象,如有请检查并修复。
电气系统1. 检查供电是否正常稳定,如有异常请检查。
2. 检查电源线是否有损坏或断裂,如有请更换。
3. 检查配电箱电路是否正常连接,有无烧损或漏电现象。
4. 检查控制系统是否发出异响或异常,如有请检查。
5. 检查控制参数是否正确,如有需要请重新设置。
其他注意事项1. 严禁在不安全的环境下操作激光切割机,如在过于潮湿、过于炎热、易燃易爆的场所操作。
2. 操作前必须仔细阅读使用手册,并按照指引操作。
3. 切削过程中,请勿触碰切割头及工件。
4. 切割过程中,如有异常情况,请立即停止操作,并联系专业人员处理。
5. 经常清理和保养激光切割机,确保机器长期稳定运行。
备注:以上内容是激光切割机点检记录表。
在日常的操作中,我们务必严格按照记录表中的内容进行检查和维护,确保激光切割机的稳定运行,避免事故的发生。
激光切割机维护保养表
激光切割机维护保养表BYSTRONIC 激光切割机保养沈文兆一,机床主床身部分:1,清洁并润滑X,Y轴齿条(2000h)Molykote DX paste2,检查并清洁润滑切割头架支线性导轨(1000h)Mtorex 190EP3,检查并清洁润滑Z轴丝杆以及滑轨(1000h)Mtorex 190EP 4,清洁床身六角形导轨和废料漏斗上废料污物(每周)刷子,干布5,清洁润滑交换工作台链条(每月)WK chain spray6,清洁润滑交换工作台上升下降传动齿轮(1000h) Molykote DX paste 7,检查润滑安全门的导轨,链条(500h) WK chain spray 8,检查清洁XYZ轴风琴罩必要时更换(每1~2月)9,检查清洁切割头透镜(5”和7.5”)必要时更换( 每天)10,检查切割头水,气接头是否有漏水漏气现象必要时更换(每天)11,检查切割头上的三个陶瓷环有无破损,必要时更换(需要时)12,检查切割头座的小密封圈是否完好(每天)13,安全门链条,导轨的清洁,润滑(500h)14,Bystar 4020检查链条预紧气缸压力5Pa (每月)15,切割不好首先检查聚焦镜,打中心孔,如果还不好检查外光路镜片以及外光路的调整。
二,气体控制部分:1,检查清洁油水分离器(1000h)2,检查utropac 过滤器的状态(每周检查8000h后更换滤芯)3,检查并更换压缩空气滤芯(活性碳滤芯油水分离滤芯1000h)4,放压缩空气储气管的水(每天)5,压缩空气冷却干躁器是否工作正常(每天)6,检查喷油油壶的油位(每周)MOTOREX Proweld264三,激光发生器:1,检查真空泵的油位必要时添加(每周)更换真空泵的润滑油(新机器第一次500h,以后2000h)2, 更换真空泵油滤芯(2000h)3, 检查更换涡轮泵(BTL3000)润滑油(3000h/一年)4, 检查更换滤芯粉红色(BTL3000)(1000h)四,水冷机:1,检查清洁过滤网(每周)2,检查水箱水位必要时加水(每月)3,更换水冷机蒸馏水(一季度)4,检查水冷机工作是否正常温度有无异常(每天)5,检查清洁更换冷却水过滤滤芯(1000h)6,检查清洁mirror 冷却水滤芯(每月)五,除尘器:1,检查,清洁,更换大过滤芯(每年)2,清洁废渣篓(每周)3,清洁油分离器(每月)。
切割机日常点检保养记录表
1班
2班
3班
负责人
1
2
3
照明灯是否完好
1
2
3
夹具有无损坏
1
2
3
储液箱每周清洁一次(清洁用√表示,未清洁用×表示)
1
2
3
正常使用时间(小时)
1
2
3
故障停机时间(小时)
1
2
3
备注:*每班检查,正常用“√”表示,异常用“×”表示,有数字要求的需填写数字。有异常项要马上联系维修人员
*月末交回办公室。*正常使用时间每天用数字表示清楚。有故障停机用数字表示,没有用“o”表示。
机器设备日常点检保养记录表
年月设备名称:切割机设备编号:规格型号:
项目
班次
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
各功能按键是否灵活好用
1
2
3
电源开关有无破损
1
2
3
切割扶手是否松动
1
2
3
保护开关工作是否正常123出水口是否堵塞1
2
3
电机运转有无异常声响
激光切割机日常点检表
20年 __月
设备编号:
确认
班长
No.
项目
频次
标准
日期
1
2
3
4
5
6
7
8
9
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
29
#
#பைடு நூலகம்
1
机器移动范围障碍物清除
日
清除
2
X轴.Y轴轨道及齿轮清洁,润滑
日
清洁.润滑
3
非常停止按钮动作确认
日
正常
4
X轴Y轴行程开关动作确认
日
正常
5
冷水机水位检查
日
正常
6
冷水机运行状态确认
周
加注
担当
班长(每周一次)
异常记录
日期
现象
原因
处理结果
预防措施
备注
日
正常
7
冷却循环装置声音有无异常
日
无
8
聚焦镜清洁度
日
清洁
9
氧气.混合气.空气压力是否正
日
0.65mpa
操作面板上的指示灯是否正常
日
正常
3
驱动装置有无异常响声
日
无
5
火口中心是否确认
日
中心
6
火口高度确认
日
2mm
7
发振器出力确认
日
正常
8
配管泄漏
周
无泄漏
9
轨道及齿轮有无碰伤,生锈
激光切割机年度保养记录表
激光切割机年保养记录表
点检内容及要求
保 养 人: 保养月份:
完成情况说明
1
检查机械传动部分螺丝是否筋骨(包括固 定切割头的螺丝适用于自动调焦)
完成日期
2
检查各限位开关和工作台限位开关接线是 否可靠;
3
重新检查紧固电控元器件接线,检查气路 和冷却水路的连接可靠性;
每2000小时更换压缩机机油过滤器和空气
4过滤器及油气分离器;每三个更换冷水 机水箱循环水(纯净水或蒸馏水),并清
洗水箱和金属过滤网;
备注:1、检查人依照保养项目依次进行检查,记录检查结果;2、保养项目必须在设备断电的情况下 实施,否则会造成设备或人员安全。3、每半年保养一次。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
点检频率
每两个月一次 每周一次
每三个月一次 每三个月一次
每星期一次 每星期一次 每六个月一次
点检人员
技术人员+操作人 员
点检 日期
操作人员
技术人员+操作人 员
技术人员+操作人 员
操作人员
操作人员
技术人员+操作人 员
备注
环位置
签名
Messer Cutting Systems (China) Ltd. Laser department 梅塞尔切割焊接(中国)有限公司 激光部
No.: FW2010070501 编号 Page: 1 of 1 页数 共 1 页第 1 页
序号 点检项目1除尘器2冷水机3
冷水机
4
机床拖链
5
机床导轨
6
机床齿轮
7
机床
梅塞尔激光切割机保养点检一览表
Cutting Systems
点检内容
除尘器滤筒清理 冷凝器散热片灰尘清理 定期添加(更换)循环水
拖链检修 纵,横向导轨清理 纵,横向齿轮,齿条保养