光学镜片外观检作业规范
镜片外观检验培训教材日报XXXX0906

J059 镜片外观标准(3/7)
线状杂物
1.W<0.025mm,L<1mm,间距≥20mm每 片允许二条存在(深度以不泛白为准);
2.0.025mm≤W≤0.035mm,L≤1.5mm,每 片允许1个;W>0.035mm,NG,L>1.5mm NG
J059 镜片外观标准(4/7)
刮花/划伤
1.W<0.025mm,L<1mm,间距≥20mm每 片允许二条存在(深度以不泛白为准);
3、检 测 方 法: 1) 、接触镜片的手指需戴防静电指套,必要时戴防静电手套
2) 、检测员检验时,镜片字体或字母应正对检验员. 3) 、眼睛距镜片应在30—35cm.视线与镜片约呈45度角. 4) 、上下左右翻转镜片15度,视线在镜片上总共停留时间
为8—12秒(熟练时可适当缩短检测时间),未发现不良或 不良缺陷在标准范围内则判定合格.
2.0.025mm≤W≤0.035mm,L≤3mm,每片 允许1个;W>0.035mm,NG,L>3mm NG
J059 镜片外观标准(5/7)
边缘透光
W≤0.05 mm,L≤2mm,允 许;反之NG,另外正面看边缘不 可以有多墨现象;
破损/裂纹
不允许破损/裂纹现象.
J059 镜片外观标准(6/7)
追求卓越,让自己更好,向上而生。2020年11月26日星期 四上午10时48分35秒10:48:3520.11.26
严格把控质量关,让生产更加有保障 。2020年11月 上午10时48分20.11.2610:48November 26, 2020
重规矩,严要求,少危险。2020年11月26日 星期四10时48分35秒10:48:3526 November 2020
光学镜片表面外观检测标准
光学镜片表面外观检测标准您的光学工厂一.定义:表面缺陷标准:依据美国军用标准MIL-O-13830B用两组数字表示表面缺陷大小。
例如40/20(或40-20)前者限制划痕大小,后者限制麻点大小。
道子、亮路、伤、擦痕都统称为划痕。
斑点、坑点、点子都称为麻点。
规定长与宽的比大于4:1的为划痕;长与宽的比小于4:1的为麻点。
当元件的不同区域表面光洁度要求不一样时,等效直径的计算以区域进行:表面质量要求高的内区域其等效直径以内区域为准(如有效孔径的区域),表面质量要求低的外区域计算的是整体元件的等效直径。
如下图元件表面质量要求不同,则在判定A区是否符合要求时,应取内圆直径进行计算。
而B区则取整个元件的圆直径划痕:以美国军用标准《MIL-O-13830》的表面质量划痕样板作为各级数划痕的比对标准。
(注意:美军标未指明划痕的计量单位也即未确定划痕的宽度和深度,只能以实际观察样版为标准。
)这里的划痕级数就是通常的划痕号数,标准样版有10#、20#、40#、60#、80# 5个级。
1.当元件的划痕级数超过表面质量要求的划痕级数时,元件不合格。
例如:元件的表面质量要求为60—40,则代表元件的划痕必须≤60#,如果元件有>60#的划痕,则元件不合格。
2.当元件的划痕级数未超过表面质量要求的级数,但元件存在最大划痕时,所有最大划痕的长度之和应不超过元件直径的1/4。
例如:有一长30mm宽10mm的元件,元件的表面质量要求为60—40,有2条60#长为3 mm划痕。
它的等效直径为20mm1/4D为1/4×20=5mm最大划痕的长度和为:3mm+3mm=6mm6mm>5mm元件最大划伤痕的长度和超过元件直径的1/4。
所以元件不合格。
下图是看到的样品(图片是放大的不是实际尺寸)图中的划痕为20#,且长度>1/4D。
对于表面质量要求20-10该产品不合格。
但本次样品未提出表面质量要求,而是要大家自已决定光洁度等级。
玻璃镜片测试规范
玻璃镜片测试规范1.范围本标准规定了光学玻璃镜片的外观要求及性能测试方法.使用与光学玻璃镜片的研发、试生产、批量生产、IPQC来料检验2.术语和定义2.1不良缺陷定义2.1.1崩裂(裂痕)因内应力或机械损伤而造成产品的裂纹或细小开裂.2.1.2崩边(缺口)/沙边因外力作用将产品边缘碰掉一小块或多块,形成单个缺口或连续的多个缺口.2.1.3硬划痕由于硬物摩擦而造成产品表面有深度的划痕.2.1.4细划痕没有深度的划痕.2.1.5脏污指在产品表面出现的指印、油渍、水印等,导致产品表面清洁度、透明度不佳.2.1.6手印(指印)在产品表面出现的手指印痕.2.1.7油渍在产品表面所残留的油污.2.1.8丝印不良指丝印时产品表面及边缘有边油、飞油,多印或少印及人为操作造成丝印位长牙、边缘缺口、锯齿、断线、偏位(偏移或大小边)及漏光、油墨异色点(超过点缺陷)、油墨不均、粗细不均及误印(印反、丝印错误、丝印重影)等不良现象.2.1.9烘烤不良指因烘烤时间、温度不够造成的油墨未烤干,或烘烤时间过长、温度过高造成镜片发黄或油墨开裂掉油等不良现象.2.1.10包装不良指包装不符合客户要求,如背胶/保护膜漏贴、破损,背胶无粘性(脱胶)标识不明确/错误、真空包装漏气等.2.2不合格的分类按程度不同分为A类不合格、B类不合格、C类不合格三类.2.2.1 A类不合格易导致不安全因素的项目以及导致其基本功能失效的项目.1)镜片破碎2)性能测试不良:抗冲击、附着力、装配.3)尺寸不符:与客户图纸要求不符,影响装配功能.2.2.2 B类不合格可能导致功能失误或降低原有使用功能的项目.外观检测项目内容:如崩边、崩裂、细硬划痕、点缺陷、脏污、烘烤不良、丝印不良、漏光、透光性、色泽、倒边不符要求等.2.2.3C类不合格指对产品的使用性能没有影响或只有轻微影响的项目.1)包装方式不符合客户要求,包装内有异物等.2)标识不全或不符.3)有漏装、多装或错装产品.4)检验记录填写不全或有误.2.3不合格品的定义按不合格类型分为A类不合格品、B类不合格品、C类不合格品.2.3.1 A类不合格品有一个或一个以上A类不合格品,也可能还有B类和C类不合格的单位产品.2.3.2 B类不合格品有一个或一个以上的B类不合格,也可能还有C类不合格的单位产品,但不包含A类不合格的单位产品.2.3.3C类不合格品有一个或一个以上的C类不合格,但不包含A类和B类不合格的单位产品2.4缺陷代码对照表缺陷代码对照表见表1.表1缺陷代码对照表3.外观检验条件及环境的要求.a)距离:人眼与被测无表面的距离为200mm-300mm.b)时间:每片检查时间不超过5-10s(10s内检验不出来的缺陷可以不计)c)检验方法:目视,且监视面与桌面成45°;上下左右转动15°,(透明清晰度、漏光须对光检测,即与灯光呈平行目视检测)d)照明:35w冷白荧光灯,光源距被测物表面400mm-500mm(照度达800Lux-1200Lux).4.检验操作注意事项a)操作人员工作前必须洁净双手,严格执行检验标准,不能误判、漏检.b)产品必须轻拿轻放,按指定的位置放置,标识清楚,随时注意防潮防尘遮盖(无论良品或不良品)c)工作台面必须随时保持干净、整洁.必须以合格的产品转序.5.抽样检验规则1)正常检验批量检查采用GB 2828-87中的一次抽样方案,如批量总数为150片,则样本数位20片.批合格质量水平(AQL)如下所示:AQL取值:— A类不合格品为0.65(性能/尺寸样本数以总样本数的值采用特殊检验水平S-3级正常一次抽样方案)—B类不合格品为1.0(样本数以批量数取样本值,一般检验水平Ⅱ级正常一次抽检方案)—C类不合格品为0.65(样本数以抽样包装箱、袋数取样本值,一般检验水平Ⅱ级正常一次抽检方案)2)加严检验当正常检验时,在连续5批中有两批检验不合格,则从下批起转到加严检验(母体数是150片,抽样32片)3)从加严检验转为正常检验当进行加严检验时,若连续5批检验合格时,则从下批起转到正常检验。
镜片表面光洁度检验标准讲解
左图是看到的样品(图片是放大的 不是实际尺寸) 图中的划痕为20#,且长度>1/4D。 对于表面质量要求20-10该产品不 合格。但本次样品未提出表面质量 要求,而是要大家自已决定光洁度 等级。因此该产品划痕可判为40#。
6
3.当元件存在最大划痕,而最大划痕的长度之和未超过1/4D,要求所有 级数的划痕乘以划痕长度与元件直径之比所得乘积之和,不得超过最大 划痕级数的一半。
16
7
如左图所示的产品 则20#划痕长度0.7mm。10#划痕 长度2mm对于表面质量要求20-10 该产品最大划痕长度1mm<1/5。
所有级数的划痕乘以划痕长度与元件 直径之比所得乘积之和为: 20 ×0.7/5+10 ×2/5=2.8+2=4.8<10, 该元件划痕可判为20#
ቤተ መጻሕፍቲ ባይዱ
10# 20#
8
4.当元件的划痕级数未超过表面质量要求的级数,且元件不存在最大 划痕时,所有级数的划痕乘以划痕长度与元件直径之比所得乘积之和, 不得超过最大划痕级数。
6. 当出现如图所示密集麻点时以麻点聚集的外围圈径为麻点大小。
以图中外圆为麻点大小,如果超过表面质量要求 则该元件不合格。
镜片表面光洁度检验标准
的麻点
50>40元件不合格。
2.每20mm直径上只允许有1个最大麻点。
例 : 元 件 为 20mm , 质 量 指 标 要 求 为 60—40 , 元 件 有 2 个 直 径 0.4mm的麻点元件不合格
元 件 20mm 内 只 有 一 个 直 径 0.4mm的点子,符合本条
0.4mm的点子
元件20mm内有二个直径0.4mm 的点子,元件不合格.
痕长度与元件直径之比所得乘积之 和为:
20×2.2/5+10×7/5=8.8+17=25.8
25.8<40。元件符合40-20
10
麻点:
依据美国军用标准MIL-O-13830B麻点的级数取允许缺陷的 实际直径,规定以1/100mm作为计量单位。如果麻点形状不 规则。则应取最大长度和最大宽度的平均值作为直径。
60#划痕长2mm
最大划痕的长度和为: 2mm+2mm=4mm
40#划痕长4mm
4mm<5mm。符合2条。
但所有级数的划痕乘以划痕长度与元件直径之比所得乘积之和为:
1.60#划痕长度为(2+2);40#划痕长度为(4+4+4) 2.60#划痕乘以划痕长度与元件直径之比为60×(2+2)/20;
40#划痕乘以划痕长度与元件直径之比为40×(4+4+4)/20 3.所有级数的划痕乘以划痕长度与元件直径之比所得乘积之和为:
3
美军标规定对于非圆形元件其直径取相等面积圆的直径。
D
a
面积=π(D/2)2 三角的面积为(低×高)/2=(a ×b)/2
长方形面积=长×宽=a ×b
b
长方形的等效直径D
光学透镜检验标准
光学透镜检验标准一、外观检查1.透镜表面应光滑、平整,无明显的划痕、凸起、凹陷等缺陷。
2.透镜边缘应圆润,无锋利的边角,避免对眼睛造成伤害。
3.透镜表面的颜色应均匀一致,无色差、无褪色等现象。
4.透镜的光学表面应无灰尘、水滴、油污等杂质,保证光线的透过效果。
二、尺寸测量1.透镜的尺寸应符合设计要求,测量时应使用精确的量具进行测量。
2.透镜的直径、厚度等尺寸应符合规格要求,保证透镜的装配和使用效果。
3.透镜的孔径、孔距等尺寸应符合设计要求,保证透镜的固定和连接效果。
三、透镜材料检查1.透镜的材料应符合设计要求,选用高透光率、高硬度的光学材料。
2.透镜的材料应具有稳定性,能够抵抗环境的影响,保证透镜的质量和性能。
3.透镜的材料应具有一致性,避免因材料差异导致光学性能的变化。
四、表面质量检测1.透镜表面应无裂纹、气泡、麻点等表面缺陷,保证光线的透过效果。
2.透镜表面应无明显的划痕、磨损等损伤,保证使用的安全性和美观度。
3.透镜表面的粗糙度应符合设计要求,避免影响光学性能和外观质量。
五、光学性能测试1.透镜的光学性能应符合设计要求,包括焦距、折射率、透光率等参数。
2.透镜在规定的光源下应能正常工作,保证光线的聚焦和分散效果。
3.透镜应对光线有较好的会聚能力,保证光线的透过效果和图像的清晰度。
六、耐候性测试1.透镜应能够在不同的环境条件下稳定工作,包括高温、低温、潮湿、干燥等环境。
2.透镜应能够抵抗环境的影响,保证光学性能和使用寿命。
3.透镜在耐候性测试中的表现应符合设计要求,保证使用的可靠性和稳定性。
七、机械强度测试1.透镜应具有一定的抗冲击能力,能够在一定程度的冲击下不发生破裂或变形。
2.透镜的固定方式应牢固可靠,能够保证透镜在使用中的稳定性和安全性。
3.透镜的机械强度应符合设计要求,保证使用的耐久性和稳定性。
八、防尘防水测试1.透镜应具有较好的防尘防水性能,能够在一定的尘埃和水分环境下正常工作。
2.透镜的密封性能应符合设计要求,保证使用的可靠性和安全性。
镜片检验作业指导书

4.2.16包边不良:针对镜片四周边缘的油漆覆盖不够,造成边缘不够油漆的现象。
检验项目
抽样方案
检查水平
AQL
判定数组
6.3.1
6.3.2.4
6.3.2.5
GB/T2828.1正常检验一次抽样
Ⅱ
A(0,1)
B=1.0
C=2.5
7
6.3.2.3
定数抽样
n=3,B类不合格:Ac=0,Re=1
序号
缺陷名称
检验条件及判定标准
允收数
A区
B区
C区
1
注点
D<0.2,S<0.3,DS>30
0
1
2
0.3<D<0.5,0.3<S<0.5,DS>30
0
1
1
2
硬划伤
不允许
3
软划伤
L<2,W<0.2,DS>30
0
0
1
2<L<3,0.2<W<0.3,DS>30
0
0
1
4
飞油
L<0.3或参照限度样品。
不允许
5
色差
6.3.2.2
定数抽样
n=10,B类不合格:Ac=0,Re=1
n=10,C类不合格:Ac=1,Re=2
5、抽样方案
6、检验项目,技术要求及判定标准
6.1、相关规定
6.1.1外观检验条件
6.1.1.1光源:物件距光源0.65~1.0m的40W日光灯下
6.1.1.2目视距离:30-40cm
6.1.1.3目视角度:检测面与人眼方向成45°~90°
光学镜片外观检作业规范
光学镜片外观检查作业规范一、目的:1.提供镜片外观检查作业参考,降低判定差异。
2.提供内部训练参考数据。
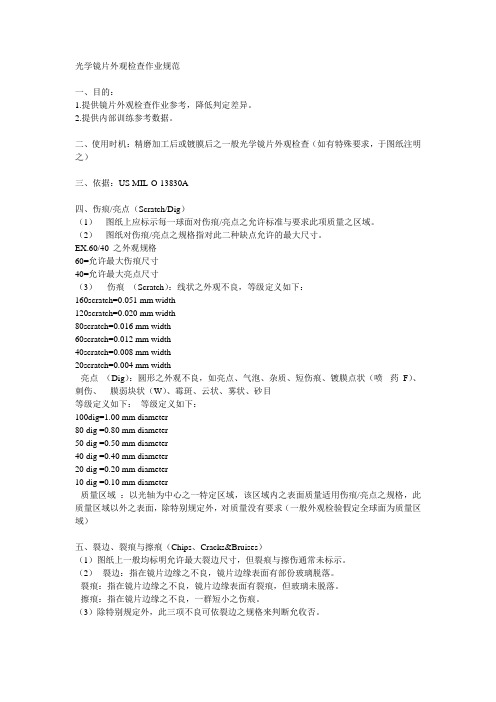
二、使用时机:精磨加工后或镀膜后之一般光学镜片外观检查(如有特殊要求,于图纸注明之)三、依据:US MIL-O-13830A四、伤痕/亮点(Scratch/Dig)(1)图纸上应标示每一球面对伤痕/亮点之允许标准与要求此项质量之区域。
(2)图纸对伤痕/亮点之规格指对此二种缺点允许的最大尺寸。
EX.60/40 之外观规格60=允许最大伤痕尺寸40=允许最大亮点尺寸(3)--伤痕(Scratch):线状之外观不良,等级定义如下:160scratch=0.051 mm width120scratch=0.020 mm width80scratch=0.016 mm width60scratch=0.012 mm width40scratch=0.008 mm width20scratch=0.004 mm width--亮点(Dig):圆形之外观不良,如亮点、气泡、杂质、短伤痕、镀膜点状(喷-药F)、刺伤、膜弱块状(W)、霉斑、云状、雾状、砂目等级定义如下:等级定义如下:100dig=1.00 mm diameter80 dig =0.80 mm diameter50 dig =0.50 mm diameter40 dig =0.40 mm diameter20 dig =0.20 mm diameter10 dig =0.10 mm diameter--质量区域:以光轴为中心之一特定区域,该区域内之表面质量适用伤痕/亮点之规格,此质量区域以外之表面,除特别规定外,对质量没有要求(一般外观检验假定全球面为质量区域)五、裂边、裂痕与擦痕(Chips、Cracks&Bruises)(1)图纸上一般均标明允许最大裂边尺寸,但裂痕与擦伤通常未标示。
(2)--裂边:指在镜片边缘之不良,镜片边缘表面有部份玻璃脱落。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
光学镜片外观检查作业规范
一、目的:
1.提供镜片外观检查作业参考,降低判定差异。
2.提供内部训练参考数据。
二、使用时机:精磨加工后或镀膜后之一般光学镜片外观检查(如有特殊要求,于图纸注明之)
三、依据:US MIL-O-13830A
四、伤痕/亮点(Scratch/Dig)
(1)图纸上应标示每一球面对伤痕/亮点之允许标准与要求此项质量之区域。
(2)图纸对伤痕/亮点之规格指对此二种缺点允许的最大尺寸。
EX.60/40 之外观规格
60=允许最大伤痕尺寸
40=允许最大亮点尺寸
(3)--伤痕(Scratch):线状之外观不良,等级定义如下:
160scratch=0.051 mm width
120scratch=0.020 mm width
80scratch=0.016 mm width
60scratch=0.012 mm width
40scratch=0.008 mm width
20scratch=0.004 mm width
--亮点(Dig):圆形之外观不良,如亮点、气泡、杂质、短伤痕、镀膜点状(喷-药F)、刺伤、膜弱块状(W)、霉斑、云状、雾状、砂目
等级定义如下:等级定义如下:
100dig=1.00 mm diameter
80 dig =0.80 mm diameter
50 dig =0.50 mm diameter
40 dig =0.40 mm diameter
20 dig =0.20 mm diameter
10 dig =0.10 mm diameter
--质量区域:以光轴为中心之一特定区域,该区域内之表面质量适用伤痕/亮点之规格,此质量区域以外之表面,除特别规定外,对质量没有要求(一般外观检验假定全球面为质量区域)
五、裂边、裂痕与擦痕(Chips、Cracks&Bruises)
(1)图纸上一般均标明允许最大裂边尺寸,但裂痕与擦伤通常未标示。
(2)--裂边:指在镜片边缘之不良,镜片边缘表面有部份玻璃脱落。
--裂痕:指在镜片边缘之不良,镜片边缘表面有裂痕,但玻璃未脱落。
--擦痕:指在镜片边缘之不良,一群短小之伤痕。
(3)除特别规定外,此三项不良可依裂边之规格来判断允收否。
六、脏污或霉斑(Stain)
(1)脏污或霉斑:指镜片表面变色的区域,如水痕、口水、泡沫状、雾状、云状、刺孔状…等等,由于镀膜前镜片表面不干净而覆盖于膜下。
(2)可由透视法或反射法发现
<і>一般依照伤痕/亮点之规格来判断允收否。
<іі>水痕之边线依照伤痕之规格来判断允收否。
七、外观检验应具备事项:
(1)图纸:标示外观要求之规格与区域。
(2)标准板:标示外观之标准伤痕/亮点之参考样板。
(3)检验条件:20W 的日光灯(或100W 的灯泡)。
(4)检验环境:前、上、下、左、右均为黑色之不反光物。
(5)放大镜(4 倍):检查#60 或#60 以下之伤痕。
八、检查方式:
(1)透视法:镜片置于光源前四方形孔之前3 公分偏下,稍微倾斜镜片检验的检验方法。
(2)反射法:镜片置于灯光下的桌面上,前后稍微摇晃镜片的检验方法。
不论透视法或反射法,被测面均朝向检查员。
九、伤痕(Scratch)之判断标准:
(1)只有最大伤痕时:
L’=≦1/4×D 允收
(2)同时有最大伤痕与较小伤痕时:
L’=Σ【(W/N)×L】≦1/2×D 允收
(3)只有较小伤痕时:
L’=Σ【(W/N)×L】≦D 允收
L’=伤痕换算之总长度
W=伤痕宽度
N=要求之伤痕规格
L=该级伤痕长度
D=镜片表面直镜
(4)EX.1:规格为80/50,镜片直径40mm 的镜片,检查镜片表面后,发现伤痕如下:#80 伤痕8mm
L’=8mm≦1/4×40=10mm=>允收
EX.2:规格为80/50 镜片直径8.2mm 的镜片检查镜片表面后,发现伤痕如下:
#80 伤痕8mm,#60 伤痕4mm,#40 伤痕6mm
L’=(80/80)×8+(60/80)×4+(40/80)×6=14mm≦【1/2×40=20mm】=>允收EX.3:规格为80/50,镜片直径40mm 的镜片,检查镜片表面后,发现伤痕如下:
#60 伤痕8mm,#40 伤痕6mm,#20 伤痕8mm
L’=(60/80)×8+(40/80)×6+(20/80)×8=10mm≦40mm=>允收L’=(60/80)×8+(40/80)×6+(20/80)×8=10mm≦40mm=>允收
(5)镀膜后之反射膜的伤痕标准依照图纸”伤痕/亮点”之规格判定。
十、亮点(Dig)之判断标准:
(1)只有最大亮点时:
N’≦D/(20mm)
允收
D/(20mm)<1 时以D/(20mm)=1 计算(即镜片表面直径<20mm)
(2)同时有最大亮点与较小亮点时:N’=Σ【(d’/d×N)】≦2×(D/(20mm))允收N’=亮点换算之最多允许个数d=亮点大小
d=要求之亮点规格
N=该级亮点个数
D=镜片表面直径
(3)EX.1:规格为80/50,镜片直径12mm 的镜片,检查镜片表面后,发现亮点如下:#50 亮点1 个
N’=1 个=(12/20=1 个)允收
EX.2:规格为80/50,镜片直径40mm 的镜片,检查镜片表面后,发现亮点如下:
#50 亮点1 个
N’=1 个≦(40/20=2 个)允收
EX.3:规格为80/50,镜片直径40mm 的镜片,检查镜片表面后,发现亮点如下:
#50 亮点1 个,#40 亮点1 个,#20 亮点3 个
N’=(50/50)×1+(40/50)×1+(20/50)×3=3 个≦2×(40/20)=4 个=>允收EX.4:规格为80/50,镜片直径40mm 的镜片,检查镜片表面后,发现亮点如下:
#50 亮点0 个,#40 亮点2 个,#20 亮点5 个
N’=(50/50)×0+(40/50)×2+(20/50)×5=3.6 个≦2×(40/20)=4 个=>允收(4)镀膜后反射检查膜上之亮点标准依照图纸伤痕/亮点的规格
(5)计算等值亮点时,0.002mm 至0.005mm 的亮点可忽略
十一、简易换算表:
(1)伤痕(Scratch)
最大伤痕→
伤痕规格↓
#120
#80
#60
#40
#20
#10
#120
1/4D
1.5D
2.0D
3.0D
6.0D
12.0D
#80
1/4D
1.3D
2.0D
4.0D
8.0D
#60
1/4D
1.5D
3.0D
6.0D
#40
1/4D
2.0D
4.0D
#20
1/4D
2.0D
#10
1/4D
(2)亮点(Dig)直径(mm)
允收最大亮点数
允收最大等值亮点数0-20
1
2
20-40
2
4
40-60
3
6
60-80
4
8
80-100
5
10
100-120
6
12
120-140
7
14。