3150kN液压机插装阀系统
液压系统插装阀原理大揭秘

液压系统插装阀原理大揭秘液压系统插装阀的优点:①可实现大功率控制,压力损失小,发热小。
这一方面由于二通插装阀的使用减少了许多管路,沿程损失小;另一方面单个插装阀单元(逻辑阀单元)较之同口径的常规阀压力损失大大降低;而且能通过常规阀无法比拟的大流量,常规液压阀根本就无法有这种大流量(大功率)的产品。
这种通流能力是常规阀不可想象的,所以插装阀适用于高压大流量大功率的液压系统。
②插装阀主要由逻辑单元(插装件)构成,它现已标准化,可组织专门生产厂家生产,利于批量生产,可降低成本和能专业化生产,从而提高产品质量,设计时也可方便选用。
③无高速换向冲击:这是在大功率液压系统中最容易出现也感到头疼的问题。
仰仗于插装阀为尺寸紧凑的锥阀式结构,切换时控制容积小,且无滑阀式阀的“正遮盖”概念,因而可高速切换,通过对先导部分的元件采取一些措施和适应切换过程中过渡状态的控制,可大大减轻切换时的换向冲击。
④具有高的切换可靠性:一般锥阀式阀难以因污物而引起动作不良,压力损失小、发热小,加之阀芯有一段较长的导向部分,不易产生歪斜卡死现象,因而动作可靠。
⑤因为插装逻辑阀国内外已标准化,无论是国际标准ISO7368,德国DIN 24342以及我国(GB 2877标准都规定了世界通用的安装尺寸,可以使不同制造厂的插装件能够互换,而且并未涉及阀的内部结构,这也给液压阀的设计工作留有广阔的发展余地。
跟随小编走访报道,柳州市北斗星液压科技有限公司领先于同行业,其产品种类多,口碑好,质量保证,服务到位。
⑥插装逻辑阀便于集成化:可以将多个元件集中在一个块体内,构成一个液压逻辑控制系统,较之用常规的压力、方向和流量阀组成的系统重量可减轻1/3~1/4,效率可提高2%~4%。
⑦反应速度快:由于插装式阀是座阀式结构,阀芯稍一离开阀座即开始通油。
与此相反,滑阀式结构必须走完遮盖量后才开始接通油路,完成控制腔卸压而打开插装阀的时间仅需10ms 左右,反应速度快。
压力机液压系统
5、上缸原位停止
当上缸滑块上升到压下行程开关 1S 后,电磁 铁 2Y 失电,阀 6 回到中位,阀9 关闭,上缸下腔 油压被封闭,使上缸原位停止不动,泵 1 卸载。
6、下液压缸顶出及退回
按顶出按钮,电磁铁 3Y 得电,电磁换向阀 21 换至左位,变量泵 1 输出的压ห้องสมุดไป่ตู้油 → 阀 6 中 位 → 阀 21 左位 → 下缸 17 下腔,下缸向上顶出 工件。下缸上腔油经阀 21 左位回油箱。3Y 失电, 4Y 得电,阀 21 换至右位,下缸退回。
1、上缸快速下行
按下启动按钮,两个液压泵开始运转,主泵 1 经换向阀 6 和 21 的中位卸载,辅助泵 2 输出低 压控制油;电磁铁 1Y 和 5Y 随即得电,控制油使 电液换向阀6换至右位;同时经阀 8 右位打开液 控单向阀9。
压力油由变量泵 1 → 阀 6 右位 → 单向阀 13, 进入上液压缸 16 上腔。液压缸下腔油经单向阀 9 → 阀 6 右位 → 阀 21 中位 → 油箱。上缸滑块在 自重作用下迅速下降,变量泵 1 虽以低压、大流 量向上缸供油,上腔仍因进油不足形成负压,上 部油箱 15 的油液经液控单向阀 14(充液阀)向 上腔补油。
2、上缸慢速接近工件、加压
当上缸滑块快速下行到离工件较近位置时, 压行程开关 2S,使电磁铁 5Y 失电,阀 9 关闭。 上缸下腔油经背压阀 10 → 阀 6 右位 → 阀 21 中 位 → 油箱。
此时上缸下腔油压升高,上腔油压也升高, 阀 14 关闭,仅靠泵 1 以较小流量向上缸供油, 使滑块能以慢速平稳地接近工件。
当上滑块触及工件后,上腔压力很快升高, 泵1供油量自动减小。
当上缸上腔压力上升到预定值时,压力继 电器 7 发出信号,使电磁铁 1Y失电,阀 6 回 到中位,单向阀 13 和液控单向阀 14 均关闭。 由于阀 13 和 14 具有良好的密封性,上缸上腔 被封闭保压。保压时间由电气控制系统的时间 继电器控制。保压期间,主泵 1 卸载。
3150KN专用液压机的液压系统设
3150KN专用液压机的液压系统设计摘要本机器适用于一般金属压制、塑料、粉末冶金压制、可塑型材料的压制工艺。
它由主机及控制机构两大部分组成,通过管路及电气装置联系起来构成一整体。
主机部分包括机身,主缸,顶出缸及充液装置等组成。
控制机构包括动力机构,上下限程装置,管路及电气箱等部分组成。
其液压系统由能源转换装置(泵和油缸),能量调节装置(各种阀)以及能量输送装置(油箱,充液油箱,管路)等组成。
本机器的工作压力,压制速度,空载快速下行和减速的行程范围均可根据工艺需要进行调整,并能完成顶出工艺,不带顶出工艺,拉伸工艺三种工艺方式。
本机器主机呈长方形,外型新颖美观,动力系统结构简单,紧凑,动作灵敏可靠,并可实现调整,手动及半自动三种操作方式。
整机均提供了典型的工艺动作即上滑块快速下行、慢速加压、保压延时、快速回程与停止。
下缸活塞顶出、退回或浮动压边下行、停止、顶出。
由于增设了下缸活塞浮动压边下行的工艺动作,就可利用顶出缸做液压垫,利用倒拉伸工艺实现金属薄板拉神成型的工艺要求。
关键词压制;液压系统;压边3150KN Special Hydraulic Machine HydraulicSystem DesignAbstractThe machinery for general suppression of metal plastic, powder metallurgy suppression, plastic materials can suppress the process. It consists of host and control most of the two institutions, through pipelines and installations linked to constitute a whole. Including the host part of the fuselage, the main tank, a tank top and liquid-filled devices, and other components. Control agencies, including force, the maximum and minimum levels-devices, pipes and electrical boxes and other components. Its hydraulic system by the energy conversion devices (pumps and fuel tanks), energy-conditioning (all valve) and energy transmission devices (fuel tank, liquid-filled tank, piping) composed. The machines work pressure, the suppression of speed, no-load fast and slow down the scope of the itinerary can be adjusted in accordance with the need for technology and top-out process can be completed, without a roof process, drawing process of three ways. The host was rectangular machines, new aesthetic appearance, the power system used cartridge valve, the structure is simple, compact, sensitive and reliable action, and to achieve adjustment, the three semi-automatic and manual mode of operation.offer of a typical action that is rapidly descending on the slider, slow pressure, Bao calendar, with the rapid return to stop. The cylinder piston to the top, back-pressure or floating down, stop, to the top. As provided under the pressure cylinder piston floating down the side of action, we can make use of hydraulic cylinders to the top pad, using inverted drawing process to achieve sheet metal forming the pull of God demands.Keywords suppressed; hydraulic system; Pressure目录摘要 (I)Abstract (II)第1章绪论 (1)1.1背景 (1)1.2国内外液压机技术发展状况及发展趋势 (1)1.2.1国内外液压机发展状况 (2)1.2.2液压机技术发展趋势 (2)1.2.3国内外液压机的类型 (2)1.3研究的意义 (3)1.4问题的提出和研究的内容 (4)1.4.1问题的提出 (4)1.4.2液压系统设计的步骤 (4)第2章液压系统设计 (6)2.1概述 (6)2.1.1液压传动系统的主要组成 (6)2.1.2液压机的结构形式和工艺方式 (6)2.2明确工作要求,进行工况分析 (7)2.2.1结构概述 (7)2.2.2工作情况 (8)2.2.3 设计参数 (9)2.2.4 负载分析及绘制负载图和速度图 (9)2.3拟订液压系统原理图 (10)2.3.1系统原理图的设计步骤 (11)2.3.2液压系统原理图的问题 (13)2.3.3液压系统的工作原理 (13)2.4液压件的计算与选择 (16)2.4.1 确定缸的有效面积 (16)2.4.2 绘制工况图........................................................ 错误!未定义书签。
插装阀原理图

1插装阀概述二通插装阀是插装阀基本组件(阀芯、阀套、弹簧和密封圈)插到特别设计加工的阀体内,配以盖板、先导阀组成的一种多功能的复合阀。
因每个插装阀基本组件有且只有两个油口,故被称为二通插装阀,早期又称为逻辑阀。
1.1二通插装阀的特点二通插装阀具有下列特点:流通能力大,压力损失小,适用于大流量液压系统;主阀芯行程短,动作灵敏,响应快,冲击小;抗油污能力强,对油液过滤精度无严格要求;结构简单,维修方便,故障少,寿命长;插件具有一阀多能的特性,便于组成各种液压回路,工作稳定可靠;插件具有通用化、标准化、系列化程度很高的零件,可以组成集成化系统。
1.2二通插装阀的组成二通插装阀由插装元件、控制盖板、先导控制元件和插装块体四部分组成。
图1是二通插装阀的典型结构。
图1二通插装阀的典型结构控制盖板用以固定插装件,安装先导控制阀,内装棱阀、溢流阀等。
控制盖板内有控制油通道,配有一个或多个阻尼螺塞。
通常盖板有五个控制油孔:X、Y、Z1、Z2和中心孔a(见图2)。
由于盖板是按通用性来设计的,具体运用到某个控制油路上有的孔可能被堵住不用。
为防止将盖板装错,盖板上的定位孔,起标定盖板方位的作用。
另外,拆卸盖板之前就必须看清、记牢盖板的安装方法。
图2盖板控制油孔先导控制元件称作先导阀,是小通径的电磁换向阀。
块体是嵌入插装元件,安装控制盖板和其它控制阀、沟通主油路与控制油路的基础阀体。
插装元件由阀芯、阀套、弹簧以及密封件组成(图3)。
每只插件有两个连接主油路的通口,阀芯的正面称为A口;阀芯环侧面的称作B 口。
阀芯开启,A口和B口沟通;阀芯闭合,A口和B口之间中断。
因而插装阀的功能等同于2位2通阀。
故称二通插装阀,简称插装阀。
图3插装元件根据用途不同分为方向阀组件、压力阀组件和流量阀组件。
同一通径的三种组件安装尺寸相同,但阀芯的结构形式和阀套座直径不同。
三种组件均有两个主油口A和B、一个控制口x,如图4所示。
a)方向阀组件b)压力阀组件c)流量阀组件1-阀套2-密封件3-阀芯4-弹簧5-盖板6-阻尼孔7-阀芯行程调节杆图3-89插装阀基本组件2插装阀主要组合与功能2.1插装方向控制阀插装阀可以组合成各式方向控制阀。
压力机液压系统
卸载阀芯开口泄回上位油箱, 压力逐渐降低。
– 当主缸上腔压力泄到一定值 后,阀12 回到下位,阀11关 闭,泵1 压力升高,阀14完 全打开,此时进油路:泵1 -阀6左位-阀9-主缸下腔。 回油路:主缸上腔-阀14- 上位油箱15。实现主缸快速 回程。
6、主缸原位停止
– 当主缸滑块上升至触动行程开 关1S,2Y失电,阀6 处于中位, 液控单向阀9将主缸下腔封闭, 主缸原位停止不动。泵1 输出 油液经阀6、21中位卸载。
下压时下缸活塞被迫随之下行,下缸下腔油液经节流器19 和背压阀20 回油箱, 使下缸下腔保持所需的压边压力,调整阀20 即可改变浮动压边压力。下缸上 腔则经阀21中位从油箱补油。溢流阀18 为下缸下腔安全阀。
通用液压机液压系统特点
1、系统采用高压、大流量恒功率变量泵 供油和利用上滑块自重加速、充液阀14 补 油的快速运动回路,功率利用合理。
于右位,控制油经阀8 使液控 单向阀9 开启。
▪ 进油路:泵1-阀6右位-阀
13-主缸上腔。
▪ 回油路:主缸下腔-阀9-阀
6右位-阀21中位-油箱。
▪ 主缸滑块在自重作用下迅速
下降,泵1 虽处于最大流量状 态,仍不能满足其需要,因 此主缸上腔形成负压,上位 油箱15 的油液经充液阀14 进 入主缸上腔。
4、保压 当主缸上腔压力达到预定值时,压力继电器7发信号, 使1Y失电,阀6回中位,主缸上下腔封闭,单向阀13 和充液阀 14 的锥面保证了良好的密封性,使主缸保压。保压时间由时间
继电器调整。保压期间,泵经阀6、21的中位卸载。
5、泄压,主缸回程
– 保压结束,时间继电器发出 信号,2Y 得电,阀6 处于左 位。由于主缸上腔压力很高, 液动滑阀12 处于上位,压力 油使外控顺序阀11 开启,泵 1输出油液经阀11 回油箱。 泵1 在低压下工作,此压力 不足以打开充液阀14 的主阀 芯,而是先打开该阀的卸载
3150kN通用液压机液压系统工作原理

Y32double column hydropress and yx32 four column hydropress has extensive commonality and is applicable in the pressing of plastic material and powder products, calibration of shaft and other parts, press mounting of electric parts, stretching of minitype of plate form parts, blanking &forming, impressing and coining etc.. This machine is operated with hand or foot.Pressure can be adjusted in the specified range randomly. Operation is convenient and flexible and usage is safe and reliable.第二节压力机液压系统一、概述压力机是锻压、冲压、冷挤、校直、弯曲、粉末冶金、成形、打包等加工工艺中广泛应用的压力加工机械设备。
液压压力机(简称液压机)是压力机的一种类型,它通过液压系统产生很大的静压力实现对工件进行挤压、校直、冷弯等加工。
液压机的结构类型有单柱式、三柱时、四柱式等形式,其中以四柱式液压机最为典型,它主要由横梁、导柱、工作台、上滑块和下滑块顶出机构等部件组成,结构原理图如图8-3所示。
(上缸)驱动,顶出机构由辅助液压缸(下缸)驱动。
液压机的上滑块机构通过四个导柱导向、主缸驱动,实现上滑块机构“快速下行→慢速加压→保压延时→快速回程→原位停止”的动作循环。
下缸布置在工作台中间孔内,驱动下滑快顶出机构实现“向上顶出→向下退回”或“浮动压边下行→停止→顶出”的两种动作循环,如图8-4所示。
YH 四柱液压机说明书
YH32-315 3150千牛四柱液压机使 用 说 明 书YH32-315CGA-SM公 称 力: 3150千牛出厂编号:合肥锻压机床有限公司一、机器的参数主要技术参数总图 YH32-315CGA-0001地 基 图 YH32-315CGA-0005二、原理图液压原理图 YH32-315CGA-0002电磁铁动作表 YH32-315CGA-0003电气原理图 YH32-315CGA-0004三、机器的用途、特点四、机器的结构概述五、泵阀元件六、液压系统七、电气系统八、机器的安装与试车机器的安装加 油试车前的准备启动操作立柱预紧液压系统故障及消除方法九、机器的维护保养十、安全操作规程十一、附图1、主油缸 YH32-315CG-20002、顶出缸 YH32-315CG-21003、63YCY14-1BF型轴向柱塞泵4、充液阀5、空气滤清器6、滤 油 器7、T型槽布置图项目 单位 YH32-315CGA公称力KN 3150 最大回程力" 600 顶出缸最大顶出力" 630 压力 液体最大工作压力MPa 25 滑块最大行程mm 800 行程 顶出活塞最大行程" 300 滑块最大开口高度 " 1000 工作台距地面高度" 700 左 右" 1200 工艺几何尺寸 工作台面有效尺寸 前 后" 1200 空 程mm/s 120 工 作 " 7-12 滑块速度 回 程 " 65 顶 出" 55 速度 顶出活塞 速 度 回 程" 110 地面以上高度 mm 4352 地面以下深度" 375 左 右" 4700 机器外形尺寸 占地面积 前 后" 2500电机功率 KW 22电机型号 Y180L-4V1油 泵 63YCY14--1BF 机器总重量t ~13.5本机器适用于金属材料的压制工艺,如弯曲、翻边、拉伸、挤压成形等,也可从事校正、压装、粉末制品的压制成形及非金属材料,如塑料、玻璃钢、绝缘材料和磨料制品的压制成形工艺。
3150kN液压机插装阀系统
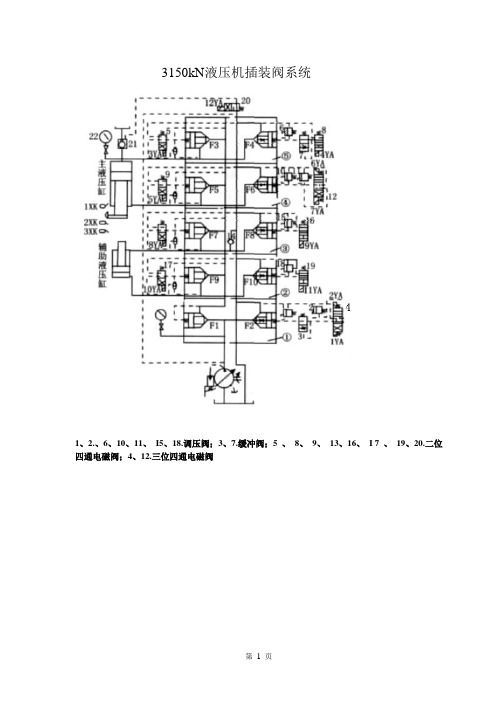
3150kN液压机插装阀系统1、2.、6、10、11、I5、18.调压阀;3、7.缓冲阀;5 、8、9、13、16、I 7 、19、20.二位四通电磁阀;4、12.三位四通电磁阀一.启动按启动按钮,电磁铁全部处于失电状态,三位电磁阀4处于中位。
插装阀F2控制腔经阀3、阀4与油箱连通,主阀开启。
泵输出油液经阀F2流回油箱,泵空载启动。
二上缸快速下行电磁铁1Y、3Y、6Y得电,插装阀F2关闭,F3、F6开启,泵向系统供油,输出油经阀Fl、F3进入上缸上腔。
上缸下腔油液经阀F6快速排回油箱。
于是液压机上滑块在自重作用下加速下行,上缸上腔产生负压,通过充液阀21从上部油箱充液。
三上缸减速下行当滑块下降至一定位置触动行程开关2s后,电磁铁6Y失电,7Y得电,插装阀F6控制腔与先导溢流阀11接通,阀F6在阀1 1的调定压力下溢流,上缸下腔产生一定背压。
上缸上腔压力相应增高,充液阀21关闭。
上缸上腔进油仅为泵的流量,滑块减速。
背压大小由阀11调节。
当上缸减速下行接近工件时,上缸上腔压力由压制负载决定,上缸上腔压力升高,变量泵输出流量自动减小。
当压力升达先导溢流阀2调定压力时,泵的流量全部经阀F2溢流,滑块停止运动。
当上缸上腔压力达到所要求的工作压力后,电接点压力表发信号,使电磁铁1Y、3Y、7Y全部失电,阀F3、F6关闭。
上缸上腔、下腔闭锁,实现保压。
同时阀F2开启,泵卸载。
上缸上腔保压一段时间后,时间继电器发信号,使电磁铁4Y得电,阀F4控制腔通过缓冲阀7及电磁换向阀8与油箱相通,由于缓冲阀7的作用,阀F4缓慢开启,从而实现上缸上腔无冲击泄压。
上缸上腔压力降至一定值后,电接点压力表发信号,使电磁铁2Y、5Y、4Y、12Y得电,3Y、6Y断电,插装阀F3关闭,阀F5、F4开启,充液阀21开启,压力油经阀F1、阀F5进入上缸下腔,上缸上腔油液经充液阀21和阀F4分别至上部油箱和主油箱。
上缸实现回程,阀1调节上行压力大小。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
山东东营3150kN液压机插装阀系统
1、2.、6、10、11、I5、18.调压阀;3、7.缓冲阀;5 、8、9、13、16、I 7 、19、20.二位四通电磁阀;4、12.三位四通电磁阀
一.启动
按启动按钮,电磁铁全部处于失电状态,三位电磁阀4处于中位。
插装阀F2控制腔经阀3、阀4与油箱连通,主阀开启。
泵输出油液经阀F2流回油箱,泵空载启动。
二上缸快速下行
电磁铁1Y、3Y、6Y得电,插装阀F2关闭,F3、F6开启,泵向系统供油,输出油经阀Fl、F3进入上缸上腔。
上缸下腔油液经阀F6快速排回油箱。
于是液压机上滑块在自重作用下加速下行,上缸上腔产生负压,通过充液阀21从上部油箱充液。
当滑块下降至一定位置触动行程开关2s后,电磁铁6Y失电,7Y得电,插装阀F6控制腔与先导溢流阀11接通,阀F6在阀1 1的调定压力下溢流,上缸下腔产生一定背压。
上缸上腔压力相应增高,充液阀21关闭。
上缸上腔进油仅为泵的流量,滑块减速。
背压大小由阀11调节。
当上缸减速下行接近工件时,上缸上腔压力由压制负载决定,上缸上腔压力升高,变量泵输出流量自动减小。
当压力升达先导溢流阀2调定压力时,泵的流量全部经阀F2溢流,滑块停止运动。
当上缸上腔压力达到所要求的工作压力后,电接点压力表发信号,使电磁铁1Y、3Y、7Y全部失电,阀F3、F6关闭。
上缸上腔、下腔闭锁,实现保压。
同时阀F2开启,泵卸载。
上缸上腔保压一段时间后,时间继电器发信号,使电磁铁4Y得电,阀F4控制腔通过缓冲阀7及电磁换向阀8与油箱相通,由于缓冲阀7的作用,阀F4缓慢开启,从而实现上缸上腔无冲击泄压。
上缸上腔压力降至一定值后,电接点压力表发信号,使电磁铁2Y、5Y、4Y、12Y得电,3Y、6Y断电,插装阀F3关闭,阀F5、F4开启,充液阀21开启,压力油经阀F1、阀F5进入上缸下腔,上缸上腔油液经充液阀21和阀F4分别至上部油箱和主油箱。
上缸实现回程,阀1调节上行压力大小。
当上缸回程到达上端点,行程开关1S发信号,使全部电磁铁失电,阀F2开启,泵卸载。
九.下缸顶出
令电磁铁2Y、9Y、10Y得电,插装阀F9、F8开启,压力油经阀F1、F9进入下缸下腔,下缸上腔油液经阀F8排回油箱,实现顶出。
十下缸退回
令电磁铁9Y、10Y失电,2Y、8Y、11Y得电,插装阀F7、F10开启,压力油经阀F1、F7进入下缸上腔,下腔油液经阀F10排回油箱,实现退回。