塑料检验卡片
FC塑料件和总成检验工艺卡
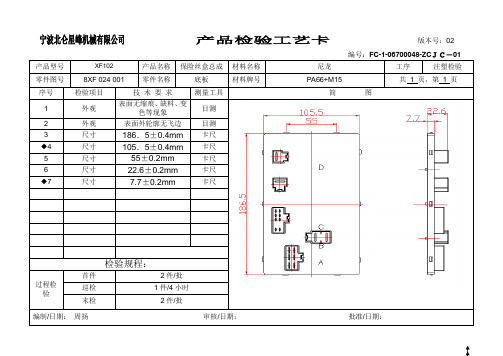
产品型号
XF102
产品名称
保险丝盒总成
材料名称
尼龙
工序
注塑检验
零件图号
8XF 315 000
零件名称
盖
材料牌号
PA66+M15
序号
检验项目
技术要求
测量工具
简图
1
外观
表面无缩痕、缺料、变色等现象
目测
2
外观
表面外轮廓无飞边
目测
3
尺寸
109±0.4mm
卡尺
4
尺寸
产品型号
XF102
产品名称
保险丝盒总成
材料名称
尼龙
工序
注塑检验
零件图号
8XF 300.001
零件名称
外壳
材料牌号
PA66+M15
序号
检验项目
技术要求
测量工具
简图
1
外观
表面无缩痕、缺料、变色等现象
目测
2
外观
表面外轮廓无飞边
目测
◆3
尺寸
190±0.4mm
卡尺
◆4
尺寸
110±0.4mm
卡尺
5
尺寸
55±0.2mm
零件名称
安装支架(3)
材料牌号
PA66+M15
共1页,第1页
序号
检验项目
技术要求
测量工具
简图
1
外观
表面无缩痕、缺料、变色等现象
目测
2
外观
表面外轮廓无毛刺
目测
3
尺寸
62.5±0.2mm
卡尺
(完整版)塑料加工工艺过程卡片及成型工序模板

(完整版)塑料加工工艺过程卡片及成型工序模板塑料加工工艺过程卡片及成型工序模板(完整版)介绍本文档旨在提供塑料加工工艺过程卡片及成型工序模板的完整版本。
该工艺过程卡片和工序模板可以帮助加工厂有效管理和记录塑料加工过程,确保生产的一致性和质量。
工艺过程卡片1. 产品信息- 产品名称:- 产品编号:- 产品材料:- 产品尺寸:- 产品数量:2. 加工参数- 原料温度:- 注塑温度:- 注塑压力:- 热流道温度:- 冷却时间:- 射嘴直径:3. 操作指导- 开机前检查:- 塑料料筒更换:- 打开模具:- 调整注塑压力和温度:- 开始注塑:- 注塑完成后处理:4. 检验要点- 外观检查:- 尺寸检查:- 强度测试:- 颜色测试:- 检验记录:5. 注意事项- 安全操作:- 避免过度注塑:- 控制热流道温度:- 定期保养模具:- 处理异常情况:成型工序模板1. 工序编号:2. 工序名称:3. 工序描述:- 完成上一工序后,将产品移至本工序工作台。
- 按要求进行必要的准备工作,如调整设备设置和更换工装。
- 按照操作指导执行本工序的加工工艺。
- 在完成工序后,将产品移至下一工序工作台。
4. 操作要点:- 加工参数要求:- 操作时间要求:- 检验要求:- 注意事项:5. 相关记录:- 准备工作记录:- 加工过程记录:- 检验记录:以上为塑料加工工艺过程卡片及成型工序模板的完整版。
使用这些工具可以帮助加工厂更好地管理和记录整个塑料加工过程,提高生产效率和产品质量。
为确保准确性和一致性,每次操作前请仔细阅读操作指导并进行相关的检查和记录。
塑料的性能及黄卡识别-燃烧等级
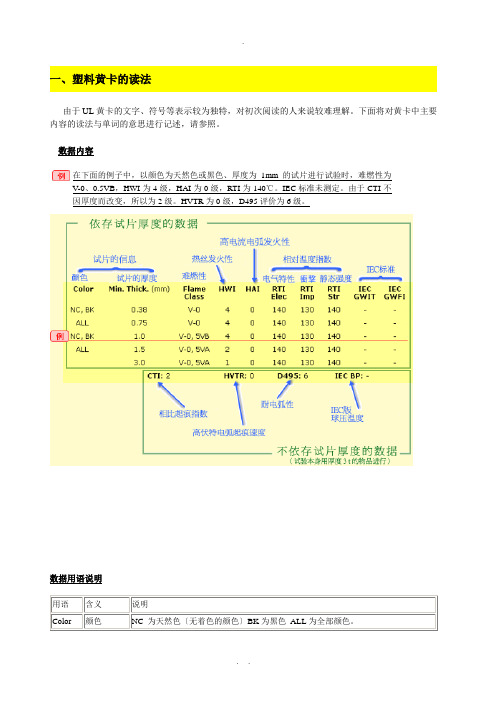
一、塑料黄卡的读法由于UL黄卡的文字、符号等表示较为独特,对初次阅读的人来说较难理解。
下面将对黄卡中主要内容的读法与单词的意思进行记述,请参照。
数据内容在下面的例子中,以颜色为天然色或黑色、厚度为1mm的试片进行试验时,难燃性为V-0、0.5VB,HWI为4级,HAI为0级,RTI为140℃。
IEC标准未测定。
由于CTI不因厚度而改变,所以为2级。
HVTR为0级,D495评价为6级。
数据用语说明用语含义说明Color颜色NC 为天然色〔无着色的颜色〕BK为黑色ALL为全部颜色。
其它的注册编号等二、Descriptions of UL Card Information, UL卡材质特性说明假设以某公司产品目录A1页次CNN3030材质为说明对象QMFZ2 SEPTEMBER 24,1990Component-PlasticsWINTECH POL YMER E213445Mti Dsg Col MinThkmmUL94FlameclassRTIHWIHAIHVTRD495CTIElec mechlmp StrPolybutyleneTerphthalate (PET),Glass reinforced, designated “FR-PET〞furnished as pellets.CNN3030BK0.56V-275757540063 ALL0.7V-0150140140300631.6V-0150150150200633V-015015015010063说明:1. COL (COLOR颜色):若为ALL即表示所有颜色都合乎测试的规格。
2. Min Thk mm 测试:表示测试材质的厚度(单位MM)。
3. UL Flame Class:表示防火等级,即材质经过以上测试条件,所得的数据予以分类并定义等级。
4. RTI (RELATIVE TEMPERATUREINDEX) 相对温度测试*蓝色字体为莱茵工程师的解释。
塑料件印刷检验规范

塑料件印刷检验规范1. 引言塑料件印刷是一种常见的表面处理方式,它可以使塑料件具有更加美观、耐用的特性。
为了确保印刷质量和产品的一致性,制定了塑料件印刷检验规范。
本文档旨在详细介绍塑料件印刷的检验要求和操作规范,以便相关人员能够正确执行印刷检验工作,确保产品质量。
2. 检验设备和工具在进行塑料件印刷检验之前,需要准备以下设备和工具:•表面温湿度计:用于测量塑料件表面的温度和湿度,确保印刷环境符合要求;•电子显微镜:用于检查印刷质量,尤其是细微的缺陷;•光源箱:提供均匀的光照条件,以便更好地观察和评估印刷效果;•显微镜:用于检查印刷图案的细节和清晰度;•色差计:用于测量印刷颜色与标准颜色之间的差异;•视觉缺陷评估板:包含常见的印刷缺陷图案,用于评估印刷质量。
3. 检验要求3.1 印刷图案检查在进行印刷图案检查时,需要注意以下要求:•检查印刷图案的清晰度和边缘锐利度;•检查是否有缺墨、溢墨和漏墨等问题;•检查印刷图案的位置和对称性;•检查印刷图案的方向和角度是否正确;•检查印刷图案是否与设定的设计图案一致。
3.2 色彩检查在进行色彩检查时,需要注意以下要求:•检测印刷色彩的均匀性,避免出现色差;•检查印刷颜色与标准颜色之间的差异,确保符合要求;•检查印刷色彩的饱和度和亮度是否一致;•检查印刷色彩的渐变效果是否平滑。
3.3 表面质量检查在进行表面质量检查时,需要注意以下要求:•检查印刷表面是否平整,是否存在明显的凹凸或划痕;•检查印刷表面是否有明显的气泡、皱褶或折痕;•检查印刷表面是否有其他异物或污渍;•检查印刷表面的光泽度和触感,确保符合要求。
4. 检验流程4.1 环境准备•温湿度控制:将检验环境的温度和湿度调节到符合要求的范围内;•光照条件:确保检验区域的光照均匀且符合要求。
4.2 样品准备•选择符合要求的样品进行检验;•清洁:确保样品表面没有灰尘、油污等杂质。
4.3 检验操作1.使用表面温湿度计测量样品表面的温度和湿度;2.使用电子显微镜检查印刷图案的清晰度和细节;3.在光源箱中对样品进行观察,评估印刷效果;4.使用显微镜检查印刷图案的细节和清晰度;5.使用色差计测量印刷颜色与标准颜色之间的差异;6.使用视觉缺陷评估板评估印刷质量。
注塑产品检验卡
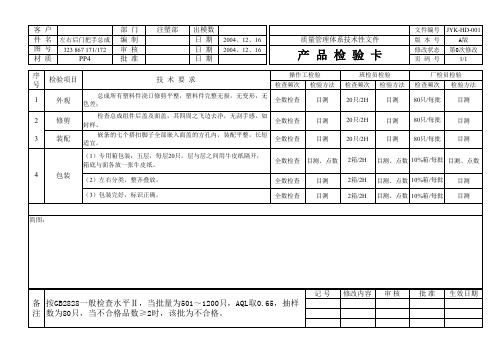
左右后门把手总成 323 867 171/172
PP4
部门 编制 审核 批准
注塑部
出模数 日期 12、16
质量管理体系技术性文件
产品检验卡
文件编号 版本号 修改状态 页码号
JYK-HD-001 A版
第0次修改
1/1
序 号
检验项目
技术要求
批 准 生效日期
操作工检验
班检员检验
厂检员检验
检查频次 检验方法 检查频次 检验方法 检查频次 检验方法
1
外观
总成所有塑料件浇口修剪平整,塑料件完整无损,无变形,无 色差;
全数检查
目测
20只/2H
目测 80只/每批
目测
2
修剪
检查总成组件后盖及面盖,其四周之飞边去净,无刮手感。如 封样。
全数检查
目测
20只/2H
目测 80只/每批
全数检查 目测
2箱/2H 目测、点数 10%箱/每批 目测
(3)包装完好,标识正确。
全数检查 目测
2箱/2H 目测、点数 10%箱/每批 目测
简图:
备 按GB2828一般检查水平Ⅱ,当批量为501~1200只,AQL取0.65,抽样 注 数为80只,当不合格品数≥2时,该批为不合格。
记 号 修改内容 审 核
目测
3
装配
嵌条的七个搭扣脚子全部嵌入面盖的方孔内,装配平整,长短 适宜。
全数检查
目测
20只/2H
目测 80只/每批
目测
(1)专用箱包装:五层,每层20只,层与层之间用牛皮纸隔开, 箱底与面各放一张牛皮纸。
全数检查 目测、点数 2箱/2H 目测、点数 10%箱/每批 目测、点数
注塑产品检验基准卡SIP

修 版 记 录 编制:
1、客户特殊要求,按客户要求进行管控。 2、正常巡检时2H/一次,特殊产品或者客户要求加严为1H/一次。 外观A区:产品正面位置的外观;B区:产品侧面位置的外观;C区:为产品背面位置外观;D区 到产品内的位置外观 修订内容 修订者 修订日 版次
审核:
批准:
**有限公司 准卡(SIP) 首检、 Nhomakorabea品、出货 A0(图纸A1)
日常管理
1、首检 和巡检: 检查记录 表; 2、出 货:产品 出厂检测 报告
管控。 者客户要求加严为1H/一次。 :产品侧面位置的外观;C区:为产品背面位置外观;D区:为装 修订日期
*******有限公司 检验基准卡(SIP) 客户名称 产品名称 产品件号 图示: 模具编号 模穴数 材料及颜色 文件编号 适用范围 图纸版本 首检、制品、出货 A0(图纸A1)
项次
1
2 3 4 5 6
检查规格 检验方法/频度 1.胶口不能凸起,不能凹入产品表面0.1mm; 2、产品表面不能有露纤、缩水、毛刺。拉伤、拉白、流痕、混色、异 物等不良现象(B、C、D区肉眼不易发现可以接受)。 3、产品颜色与样板一致,与互配产品配套无色差; 1、首 A区:不允许 目测/对 件:正常 4、 B区:0.05mm≤W≤0.1mm,l≤5.0mm允许一处; 比样板 检验 3-5 刮伤 C区:0.05mm≤W≤0.1mm,l≤5.0mm允许两处,两处距离大于 外观 /擦 (目视距 模; 100mm;0.05mm≤W≤0.1mm,l≤10.0mm允许一处; 离30-40 2、制程 伤 D区:不影响正常使用;(l:刮伤长度;W:刮伤宽度) 公分 检:正常 2 检验3-5 5、 A区:小于或等于0.08mm 仅允许一点; 2 模/2小 污点 B区:小于或等于0.20mm 允许两点,两点距离大于130mm; 时; 3 /杂 C区:小于或等于0.20mm2允许两点,两点距离大于80mm; 、出货 质 D区:不影响正常使用; 检:正常 游标卡尺 检验,抽 尺寸量测 产品尺寸按照上图图示测量并记录报表; 结构 无缺胶、线圈骨架无裂纹或开裂现象 检比例为 5%. 日期章 产品标识的年、月必须与实际生产的年、月相符 目视 1、包装箱(袋)标签名称、件号、材料、数量要与实物相符 2 包装检验 、包装箱(袋)不可破损、裂开。 电子称 克重 备注
检验卡片1
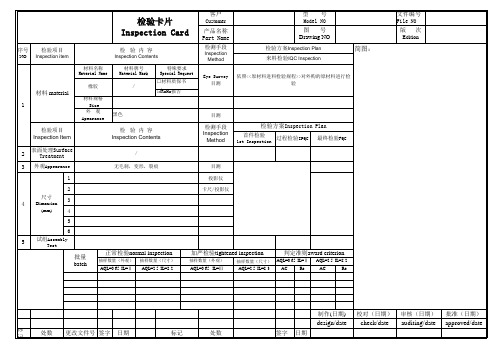
型 号 Model NO 图号 Drawing NO
检验方案Inspection Plan
来料检验IQC Inspection
简图:
Eye Survey 依照<<原材料进料检验规程>>对外购的原材料进行检
目测
验
目测
检测手段 Inspection
Method
检验方案Inspection Plan
检验卡片 Inspection Card
序号 检验项目 NO Inspection item
检 验内容 Inspection Contents
材料名称 Material Name
材料牌号 Material Mark
特殊要求 Special Request
材料 material 1
橡胶
材料规格 Size
标记
处数
签字 日期
制作(日期) design/date
校对(日期) 审核(日期) check/date auditing/date
批准(日期) approved/date
加严检验tightened inspection
抽样数量(外观)
抽样数量(尺寸)
AQL=0.65 IL=Ⅲ
AQL=2.5 IL=S-3
判定准则award criterion
AQL=0.65 IL=Ⅱ AQL=2.5 IL=S-2
ห้องสมุดไป่ตู้
AC
Re
AC
Re
文件编号 File NO
版次 Edition
标 记
处数 更改文件号 签字 日期
首件检验 1st Inspection
过程检验IPQC
最终检验FQC
外协检验卡片

冷插金属套¢12.5*¢9.3*¢17 mm
节气门密封垫宽6.5*厚3.5mm*内径62mm
缸盖法兰密封垫宽6.5*厚3.5mm
卷尺0-3000mm
包装箱730*580*190 mm
泡沫袋1500*500 mm
3
材质
目测
热插螺母HPB60/2铜
查看供应商自检报告
文件编号
版本号
A
生效日期
页次
5/13
名称
弹簧圈
规格牌号
/
序号
检验项目
检验方法
技术要求
抽样方案
1
外观
目测
色泽均匀,无飞边毛刺
10件/批
2
高度
游标卡尺0-150mm
4.0±0.02
10件/批
3
厚度
游标卡尺0-150mm
1.0±0.05
10件/批
4
外径
游标卡尺0-150mm
大号11.8±0.05
10件/批
文件编号:
第三层次文件
外购外协检验卡片
编制:
审核:
批准:
分发号:02
文件编号
版本号
A
外购外协检验卡片
生效日期
页次
1/13
1目的:
为了为生产提供合格的原材料、外协件,为顾客提供合格的产品,规范本公司生产所需原材料的检验,特编制本检验卡片。
2职责:
质量部负责所有进厂原材料的检验
3程序:
3.1采购人员将采购的原材料、外协件填写报检单,交质检员检验;
文件编号
版本号
A
生效日期
页次
4/13
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
检
验
车间 检验
卡
1、
片
检验项目 外观
产品型号 空滤、电喷、油冷器用塑料 零(部)件名称 产品名称 PP,PP6,PBT,ABS等 技术要求 检验手段 零(部)件图号 检验方案 每批任抽3袋,合 取30㎏左右。 同1 共
2594—101 页 第 页
检验操作要求
无明显杂质,型号符 目测 合表1规定。
2、 2.1.
性能 小样试验 塑化良好,试样色泽 对试样目测 均匀,无明显杂质。
2.1.1. 外观
2.1.2. 电缆料
符合表1中序1~序3要 耐压试验仪 求。 兆欧表 水浴缸
2.1.2.1 试样长度: a、成品电压试验10mm b、绝缘电阻测量5mm 2.1.2.2 如对送检批电缆料的抗张强度和伸 长率质量有怀疑时可按表1中序4、序5要求 试验(一般进货验收可不进行此项试验)。
2.1.3. 插头料 (PVC/ST4)
a、2000V/min无击穿 耐压试验仪 闪络(≤2mA)。 b、绝缘电阻大于 10ቤተ መጻሕፍቲ ባይዱM(常温)。 兆欧表
每批三根
测量部位: a、极—其它各极间。 b、极—插头本体(放在金属网或 水中)。
描图
描校
底图号
装订号 设计(日期) 审核(日期) 标准化(日期) 会签(日期) 批准(日期)
标记 处数 更改文件号 处数 签字 日期 标记 处数 更改文件号 签字 日期