Panasonic热烈欢迎您唐山松下产业机器有限公司松下电器
唐山松下产业机器公司企业文化融合研究

( ) 导核 心 一 领
机行业第一家合资企业 , 由日本松下电器与中国唐山电子设 备厂 合资组 建 。 19 年起 销售 额及 实现 利润 一直 居 中 国电 从 96 焊机行 业第 一 位 , 目前 是 中 国最大 、 洲第 三 、 亚 世界 前 十 的焊 接设备 制造 企业 , 主要 生产 Pns i aao c品牌 的电焊 机 、 割 机 、 n 切 焊接机器人等系列产品,0 3 20 年被 日本松下评为在华 4 家 1 企业 中最 优秀 的企业 , 获得 “ 下 集 团在 华 企 业最 佳 业绩 ” 并 松 奖 。唐 山松 下 的成功 引起 行业 内外 、 内外人 士广 泛关 注 , 海 并 被人称为“ 唐山松下现象” 。从事传统制造业 的唐 山松下之所 以能 获得如 此大 的成 功 , 回顾企 业从 成 立到 现在 l 的发展 4年 历史 , 司在 中 日文 化融 合方 面 的成 功是 重 来 ,随着全球经济一体化和跨国经营 突的挑战。按照合资协议 ,唐山松下成立后全面导入松下的 技 术 、 营理 念 和管 理思 想 , 资公 司 员工 大 部分 来 自中 国 , 经 合 中方企业在发展过程 中也积累了一定 程度 的企业文化元素。 因此 , 本应作为强文化的松下文化其实并不很强 , 而作为弱文 化 的 电子设备 厂文 化也 不弱 。双方 存在 的企业 文化 冲突 在所 难免, 主要表 现在 以下 几方 面 :
唐山松下介绍

发展中的唐山松下松下电器和电焊机松下电器和电焊机1号機•在专利期限内,其他公司不能使用专利生产CO2焊机•基于松下幸之助“专利垄断不利于行业发展”之判断公开该专利松下电器在日本率先推出CO2焊机年58191961年1966年以获取顾客的满意为目标不断改良创新現在累计生产销售60万台世界首创晶体管式逆变焊机Panasonic于1983年在世界上率先销售350GB2350BP2350GE2全数字CO 2 /MAG电焊机全数字脉冲MAG/MIG电焊机全数字交流/直流TIG电焊机全数字电焊机基于现场研究而开发改良的焊接机器人1980年1983年1988年电弧焊接最适合化研究示教简易化工件干涉最小化1985年:郑拓杉对外经济贸易部部长视察Pana Robo工场松下焊接系统株式会社无论过去还是将来始终执着于焊接事业始终执着于焊接事业给予唐山松下技术支援的公司在Panasonic公司内的定位包括唐山松下在内的松下全球生产据点唐山丰中加贺松下焊接系统公司松下电器集团(中国)・1978年开始向中国出口产品现在・在华合资和独资企业合计61家・在华员工总数6万人(■;印)唐山松下公司概要唐山松下公司概要唐山松下产业机器成立日:1994年8月10日资本金:8亿日圆从业员工:600名生产销售:5亿万元/年产品:电焊机・机器人唐山松下产业机器成立日:1994年8月10日资本金:8亿日圆从业员工:600名生产销售:5亿万元/年产品:电焊机・机器人唐山市开元电器集团唐山市开元电器集团40%40%松下电器产业株式会社松下电器产业株式会社松下电器(中国)有限公司松下电器(中国)有限公司60%60%松下焊接系统株式会社松下焊接系统株式会社技术援助唐山松下的投资方唐山松下的投资方•使用日本松下产机的先进技术,在中国生产和销售电焊机,为中国使用电焊机的产业界的发展做贡献。
•以中国为基地,向世界出口Panasonic电焊机,为中国的外币获得做贡献。
松下焊机说明书
IC控制器控制 YR系列交流电阻焊机 维修指南 唐山松下产业机器有限公司焊接学校前 言 唐山松下产业机器有限公司自成立至今已销售了几万台各种类型的焊机,深受广大用户的好评。
为了便于广大用户更好地掌握唐山松下产品的正确使用、维护及修理,我们编写了这本教材,其中的内容着重为操作和维修人员提供帮助,所以没有过多的理论陈述,而是以操作时的控制程序为基础,主要介绍了电路结构及故障检测。
同时,根据敝公司技术服务人员的工作实践和焊接学校教师的授课经验,介绍了故障原因的分析方法和相关注意事项,相信对读者会有所帮助。
本教材所提供的检测方法仅供参考,具体故障请结合实际情况仔细检查。
由于时间及水平所限,对其中不足之处,敬请读者批评指正。
唐山松下产业机器有限公司焊接学校2003年8月目 录 1.概述 (4)2.电阻焊基本原理 (5)3.松下工频YR系列阻焊机额定规格 (11)4.YF-0701D型控制器的操作及功能 (12)5.YF-0701D型标准IC控制电阻焊机电路方框图 (13)6.电阻焊机常用检修方法 (14)7.检修程序及注意事项 (15)8.更换YF-0701D控制器时的调试方法 (17)9.晶闸管的检修方法 (17)10.YF-0701D阻焊控制器主P板故障检测流程图 (18)11.YF-0701D阻焊控制器故障检测流程图 (21)12.阻焊机一般养护流程图 (23)13.YF-0701D控制电阻焊机主电路图 (24)14.部品明细表 (25). 概 述: 1.1电阻焊定义: 电阻焊是将被焊工件压紧于两电极之间,并通以电流,利用电流流经工件接触面及邻近区域产生的电阻热将其加热到熔化或塑性状态,使之形成金属结合的一种方法。
电阻焊方法主要有四种,即点焊、缝焊、凸焊、对焊。
点焊时,工件只在有限的接触面上,即所谓“点”上被焊接起来,并形成扁球形的熔核。
点焊又可分为单点焊和多点焊。
多点焊时,使用两对以上的电极,在同一工序内形成多个熔核。
松下焊机说明书
IC控制器控制 YR系列交流电阻焊机 维修指南 唐山松下产业机器有限公司焊接学校前 言 唐山松下产业机器有限公司自成立至今已销售了几万台各种类型的焊机,深受广大用户的好评。
为了便于广大用户更好地掌握唐山松下产品的正确使用、维护及修理,我们编写了这本教材,其中的内容着重为操作和维修人员提供帮助,所以没有过多的理论陈述,而是以操作时的控制程序为基础,主要介绍了电路结构及故障检测。
同时,根据敝公司技术服务人员的工作实践和焊接学校教师的授课经验,介绍了故障原因的分析方法和相关注意事项,相信对读者会有所帮助。
本教材所提供的检测方法仅供参考,具体故障请结合实际情况仔细检查。
由于时间及水平所限,对其中不足之处,敬请读者批评指正。
唐山松下产业机器有限公司焊接学校2003年8月目 录 1.概述 (4)2.电阻焊基本原理 (5)3.松下工频YR系列阻焊机额定规格 (11)4.YF-0701D型控制器的操作及功能 (12)5.YF-0701D型标准IC控制电阻焊机电路方框图 (13)6.电阻焊机常用检修方法 (14)7.检修程序及注意事项 (15)8.更换YF-0701D控制器时的调试方法 (17)9.晶闸管的检修方法 (17)10.YF-0701D阻焊控制器主P板故障检测流程图 (18)11.YF-0701D阻焊控制器故障检测流程图 (21)12.阻焊机一般养护流程图 (23)13.YF-0701D控制电阻焊机主电路图 (24)14.部品明细表 (25)?. 概 述: 1.1电阻焊定义: 电阻焊是将被焊工件压紧于两电极之间,并通以电流,利用电流流经工件接触面及邻近区域产生的电阻热将其加热到熔化或塑性状态,使之形成金属结合的一种方法。
电阻焊方法主要有四种,即点焊、缝焊、凸焊、对焊。
点焊时,工件只在有限的接触面上,即所谓“点”上被焊接起来,并形成扁球形的熔核。
点焊又可分为单点焊和多点焊。
多点焊时,使用两对以上的电极,在同一工序内形成多个熔核。
唐山松下产业机器有限公司

3.80
4.50
4.95
5.33
6.67
02
03
04
05
06
ʢʣ
水的使用量
上水道 工业用水 河川、湖 地下水
0.0 0.0
0.0
Unit:3 1000m
0.0
产业废弃物ɾ有价物
最终处理量
98.2 98.6
产生量
93.5
単位: 1000t, %
回收利用率
97.7 97.8
0.0
68.4
60.0
54.7
“唐山松下环境保护奖励基金”,已有近200多名市民获得奖励。2007年6月5日又捐赠50万增至100万.公司
进一步增强环境意识、规范管理、节能、降耗,降低成本;随着环境管理体系的有效运行和持续改进,完善
对应ROHS的管理体系。
环境负责人姓名
马琨
2006年度的环境重点工作
目標
成果
1、绿色采购:由公司技术部和采购中心共同承担的2006年绿色采购计划已全部完成。2007年,由公司技术部和采购中心共同制定了2007年
紧急状态时的准备与对应
1) 紧急状态对策与处理:推进室于2007年1月进行公司紧急状态对策检查, 各部门按照程序文件要求正常运行。
能10.数字通讯和数值管理功能
产品名 ER1逆变CO2/MAG焊机 环境技术介绍
高送丝性能逆变通用CO2/MAG焊机! 移相软开 关逆变控制,高效率、高功率因数、节省能源 2、容易操作的焊接波形控制,低飞溅、焊缝 成形美观3、优秀的一元化焊接功能,即使是 焊接新手也能驾驭自如4、简单的操作面板, 使焊接调整更轻松5、采用送丝电机感应电压 反馈控制(IVF)专利技术,实现极其稳定的 焊丝送给,适应各种恶劣的送丝环境和长距离 延长电缆工作条件6、广泛应用于工程机械、 机械制造、机车车辆、船舶制造、汽车配件、
松下350-500GM3说明书

安全使用说明
务请遵守下述安全对策,详细阅读使用说明书正文
1.必须由电气人员按相关规定进行接地。
2.机器安装场所
请将焊接电源安装在距墙壁 20cm 以上,距周围可燃物 50cm 以上的场所,
以确保发生意外过热事故时的安全性。
3.防止焊接火花引起火灾
● 请确保焊接作业时产生的火花(飞溅等)绝对不会到达周围可燃物上。
1.2
1.6
目录
使用前准备
1.安全注意事项 ······················ 1-1 2.敬请遵守的安全事项 ················ 2-1 3.搬运、安装场所、电源设备 ·········· 3-1
■搬运 ···························· 3-1 ■安装场所 ························ 3-1 ■电源设备 ························ 3-1 4.机器构成 ·························· 4-1 ■焊接施工必要的器材 ·············· 4-1 ■电缆连接 ························ 4-2 5.各部位的名称和功能 ················ 5-1 ■电源开关(NFB) ················ 5-1 ■输出接线部分 ···················· 5-1 ■操作面板 ························ 5-2 ■后面板 ·························· 5-5 ■控制板 ·························· 5-6
● 若火花飞溅于机器上,会从吸气口、开口处进入内部造成机器烧损,应尽力避免。
4.一定要着用正确服装,保护用具。
唐山松下产业机器有限公司
一
、
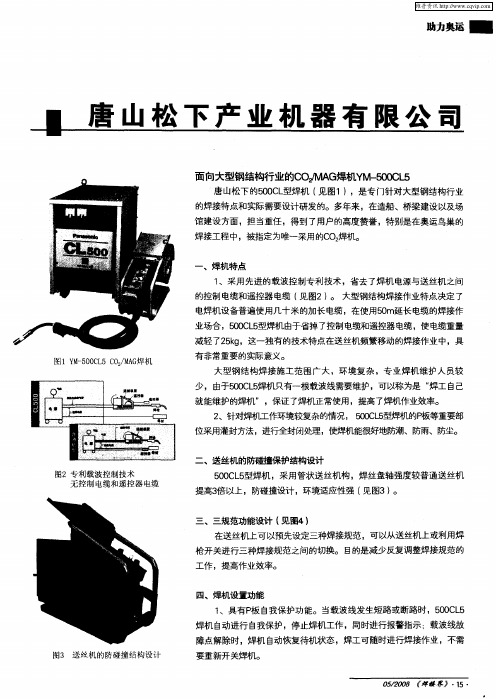
焊机特点
1 、采 用先进 的载波控 制专利技 术 ,省 去了焊机 电源与送 丝机之 间 的控制 电缆 和遥控器 电缆 ( 见图2) 大型钢结构焊 接作业特 点决定 了 。 电焊机设 备普 遍使 用几十米 的加 长 电缆 ,在 使用5 m延长 电缆 的焊接作 0 业场合 ,5 o L 型焊 机由于省掉 了控制 电缆和遥 控器 电缆 ,使 电缆重量 0C 5
维普资讯
I
助 奥 力运
送 丝 ;节 电电路 :防雷击 ;缺相保护 电路 ;电网波动补
偿 输 出短路保护 ; 重过热保护 送 丝机过流 、过压 双
保 护 :电流 电压个 别调 节 ;三种 收弧方式 ;回烧 时间调 节 :F :B 熔球。 .T d T 6 、可 选简 易一 元化功 能 ,设置 为简 易一元化 时 ,
工作 ,提高作业效率。
四、焊机设置功能
1 、具有P 自我保护功能。当载波线发生短路或断路时,5 0 L 板 0C 5 焊机自动进行自我保护,停止焊机工作,同时进行报警指示;载波线故
障点解除时,焊机 自 动恢复待机状态,焊工可随时进行焊接作业,不需
图3 送丝 机 的防 碰撞 结构 设计
要重 新开关焊机 。
就 能维护 的焊机 ” , 证 了焊机正常使用 ,提高了焊机作业效率。 保 2 、针 对焊机 工作环境较复杂的情况 , 50 L型焊机的P oC 5 板等重要部
位采用灌封 方法 ,进行全封 闭处理 ,使焊机能很好地 防潮、防雨、防尘。
二、送丝机的防碰撞保护结构设计
图2 专利 载波 控 制技 术 无控 制 电缆和 遥 控器 电缆
维普资讯
松下350-500GM3说明书
1.请勿在焊接场所放置可燃物。 2.请勿在可燃性气体附近焊接。 3.请勿将刚焊完的热母材靠近可燃物。 4.焊接天井、地面、墙壁时,请清除背面的可燃物。 5.在电缆连接处要可靠绝缘。 6.母材端电缆的连接要尽可能接近焊接处。 7.请勿焊接装有气体的气管、密封槽等装置。 8.焊接作业场所附近要放置灭火器,以防万一。
连接
6.连接 ······························ 6-1 ■输出侧的连接 ···················· 6-1 ■送丝装置控制电缆的连接 ·········· 6-1 ■母材(-)电压检出线的连接 ········ 6-2 ■电源输入的连接 ·················· 6-2
对起搏器的动作产生不良影响。 6. 请有专业资格的人或内行人员对焊机进行安装、检修和保养。 7. 为确保安全,请正确理解本说明书的内容,并请有安全使用知识与技能的人员进行本机的操作。
危险 为避免触电,务请遵守以下规定
*触摸任何带电的电器部件,都可能引起致命的电击或灼伤
1. 请勿接触带电部位。 2. 请有关电气人员按规定将焊机、母材接地。 3. 安装、检修时,须先关闭配电箱电源,5分钟后再进行作业。因为电容可以充电,所以即使电源切断也要 在确保电容无充电电压时再行作业。 4. 请勿使用截面积不足以及绝缘护套破损,导体外露的电缆。 5. 在电缆连接部位,请确保绝缘。 6. 请勿在卸下机壳的情况下使用焊机。 7. 请勿使用破损、潮湿的绝缘手套。 8. 高处作业时请使用安全网。 9. 定期保养检修,损伤部位修理完好后再使用。 10.不用时,请关闭所有的输入电源。 11.在狭窄场所或高处使用交流弧焊机时,则应遵守执行国家和地方的有关标准和规定。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
FU 1
MS FA N 6
MS
CF
81
80
82
39 15 49 31
触 发信 号
24
SC R
30 29
22 21
26 25
平 衡 电 抗 器IPL 28 27 24 23 32 31
33 52
34
DC L
(KR 500) GA S 加 热器
8 36 120
53
+
导 嘴( 送 丝机 ) CT
C2 C4
4. KR系列焊机电气原理图
1 U
380V 三 相
ZN R1 V
ZN R2 W
ZN R6 37 G1
机壳
ZN R3 2
3 S1 10
Tr2 20V
0 20V
380V 400V 415V 440V
MS 5
KR 350 K R200
Tr1- w 27V
8A
3A FU 4
0V 27V
73V
加 热器
200V
R2 V
机壳
C1 机 壳
55 _
56 59 70 15
电源
A?
A? 异 常 报 警
LED
LED
16 14
15
15
TH 56
40
FU2
气体
77
38 47
91
15
61
67
15
R1 检查
C5
机壳
1
2
6
3
4
5
VAV VRA
1 M
100 SO L
TS 送 丝机
10K R A IPB
RB
0.2 2K
4.7 K X3
158
3.1.2 KR焊机前视图
焊机前面板 印刷线路板
送丝电机 电源
AA
V
焊丝直径
异常 电源
收弧电流调整 收弧电压调整 收弧 气体
焊丝
有
检查
无
焊接
药芯 实芯
电源 开
关
电阻 R1、R2
送
丝
输出端子( )
电
缆
插
座
输出端子( + )
3.1.3 KR 焊机后视图
三相电源输入(380V)
加热器电源(36V) 加热器保险(8A) 机壳接地(14mm2)
焊接电源必须具备电弧焊接所要求的主要电气性能,即满 足不同弧焊焊接方法所需的外特性和动特性。 外特性:即焊机的输出特性 ,KR系列焊机采用恒压特性配以 等速送丝来实现良好的自动稳弧性能。 动特性:是指焊接电源对电弧负载瞬变的适应能力,具有适应 的动特性才能获得良好的引弧、燃弧和溶滴过渡状态(电弧稳 定、飞溅少等),从而 得到满意的焊缝质量。
送 丝机
200K R 350KR 气 体调 节器
A 15
3A 32 FU 4
30
500K R 气 体加 热器
KR系列焊机采用带平衡电抗器的双反星形晶闸管整流电路
4.1 主回路晶闸管的触发与过压保护
-U
· -V
· -W
· ··+W ··+V ··+U
··· ·· K1 G1 30 29
SCR1 33 A1
3.1.1 KR系列焊接电源的主要技术规格
机型 项目
输入电压
电源频率(HZ) 输入容量 KVA(KW) 最高空载电压(V) 焊接电流范围(A) 焊接电压范围(V) 额定负载持续率(%)
焊丝直径 (mm)
实芯: 药芯:
外形尺寸(mm) 重量(kg)
YD-KR200
YD-KR350
Байду номын сангаас
7.6 (6.5) 34
3.KR焊机的正确使用与维护保养
3.1 焊接电源
3.4 供气系统
3.2 送丝机
3.3 焊枪
3.5 供电系统与外部环境
3.1 焊接电源
焊接电源是电焊机中的核心部分,是对焊接电弧提供焊接 能量的专用设备。在电弧焊接中,功能齐全、性能良好、工作 稳定的焊接电源是保证电弧稳定燃烧和焊接过程顺利进行并得 到良好焊接接头的关键因素。
C26
··· R152
C21 32 K6
+U
·
G6 K6 G5 K5 G4 K4 G3 K3 G2 K2 G1 K1 A1 K1 K3 K2 A2 K6 K4 K5
73
收弧 60 56
焊 丝直 径 焊 丝选 择 103 104 105 106 107
收 弧电 流 56 100 15
收 弧电 压
56
101 15
有 无
1 .2 1 .4
1 .6
SW 3
SW 5
77
1
6
FC W
实芯 SW 4 15
VR A C 66 81
VR VC
47
2
5
15
34
(115)
61 67
Panasonic
CO2焊机维修
唐山松下产业机器有限公司 松下电器(中国)焊接学校
安徽神松机器有限公司
前言
CO2气体保护焊机的维修是一项既要有理论知识, 又要有丰富的实践经验的综合性工作。这就要求修理人 员既要懂得CO2气体保护焊的基本知识,又要了解CO2 焊机的工作原理并掌握焊机的各种功能,同时还要具备 检修气体保护焊机的基本技能并加以灵活运用,才能根 据生产现场所发生的焊机故障进行准确的分析、判断, 并迅速的找到有故障的元器件或部件进行修理、更换, 以保证焊机的正常工作。所以学习、实践、再学习、再 实践是焊机维修人员的一个永恒课题。
使用: 1. 焊接前应将相应的功能旋钮、开关置于正确位置。 2. 焊机电源开关打开后,电源指示灯亮,冷却风扇转动, 焊机既进入准备焊接状态。
维护保养: 1. 每6个月用干燥的压缩空气清除焊机内部的灰尘一次。 2. 注意焊机不受外物的挤压、砸碰。 3. 焊机超载异常报警后,不要关闭电源开关,利用冷却风 扇进行冷却,恢复正常后降低负载,再重新焊接。
···· · K2 G2 22 21
SCR2
···· · K3 G3 26 25
SCR3
IPL
K4 G4
··· ·· 28 27
SCR4
K5 G5 24 23
··· · K6 G6 ··· ·· 32 31
SCR5
SCR6
34 A2
R150 PC1
· 34 A2
R157
SCR6
···G6 31
D47
50-200 15-25
60
AC 380V,3相 50/60
18.1 (16.2) 52
60-350 16-36
50
0.8,1.0,1.2
1.2
376 X 675 X 747
89
117
YD-KR500
31.9 (28.1) 66
60-500 16-45
60 1.2, 1.4, 1.6 1.2, 1.4, 1.6 436X675X762
3.1.4 KR焊机右视图
控制变压 器
交流接触器
滤波电抗器
冷却风扇
电流传感器
平衡电抗器
焊接变压器
晶闸管
3.1.5 KR焊机左视图
交流接触器
控制变压 器
电源接线盒
滤波电抗器
平衡电抗器
晶闸管
冷却风扇
焊接变压器
3.1.6 焊接电源的安装、使用与维护保养
安装:1. 距墙壁20cm以上,两台并放相隔30cm以上。 2. 放在避免阳光直射、避雨、湿度和灰尘小的房里。 3. 焊机外壳必须接地,电缆直径应大于14mm2以上。 4. 焊机输入、输出的连接必须牢固,并加以绝缘防护。 5.焊机的输入、输出电缆截面积应符合要求,不要过长.