贵州铝厂新型阳极焙烧炉节能探讨
从2#焙烧炉的技术改造浅谈焙烧炉的节能途径

敞开 式焙烧炉 是 由大 量 的粘土耐 火材 料砌筑 的
间歇性 工 业炉 , 每个 炉 子 中的耐 火 材 料 、 品 、 充 制 填 料都 要经过 从 常温升到 l2 0 然后经保 温 、 5 ℃, 降温 、 冷却 到常 温的 一个过程 。在 整个过 程中 , 火 材料 、 耐
5 ( 箱) 4室 7 。焙烧 炉是 预焙 阳极 生产 的重 要 工艺设
备 , 是主要 的能耗 设 备 。 也 在煅烧 炉余热 现 已得到充
分 利用 的情 况 下 , 烧 的重 油 ( 焙 或煤 气 ) 消耗 是 产 品 能耗 的主要 部分 。 我厂 2 敞开 式焙烧 炉是 我国最早
消化吸 收 7 0年 代法 国 比色 列公 司 的技 术 而设 计 的
2 2 焙烧炉节能 改造
2 焙 烧 炉是 以重 油 为燃料 的 3 敞开 式环 式 8室 焙 烧炉 , 它在 2m 跨度 的厂房 内, 1 每炉有 8个料箱 , 2十 火焰 系统 的地下 式 炉子 。此次 改造 是 在土建 不 变 的情 况下进行 的 。 据我 厂的现有 条 件 , 根 在改造 中 采取 了新材料 、 新工 艺及结 构形式 , 达到 了节能 的 目
维普资讯
第 l期
刘瑞 从 2焙烧炉的技术改造浅谈培烧炉的节能途径
2 2 应 用新型的耐 火材 料 .
. 1. 4
昀 并取得 了 良好 的经济 效益 。
l 优化炉体 结构 2 焙 烧 炉 是 以生 产 我 公司 电解 厂 用预 焙 阳极 。
1 前 言
中国长城 铝业公 司炭素厂是 以生产铝 电解用预
焙 阳极为 主 的专 业生 产 厂 , 产量 9万 t共 有 三台 年 , 焙烧 炉 , 台 3 一 4室 ( 3箱 ) 一 台 3 , 8室 ( 箱 ) 一 台 3 ,
阳极焙烧炉节能降耗的对策(1)(1)

阳极焙烧炉节能降耗的对策唐林、高守磊(索通发展股份有限公司山东德州251500)摘要:焙烧炉经过4年以上运行后,炉室密封不好,漏风系数高,造成燃料利用效率低,能耗高,制品温度下降,影响了产品质量。
本文从改进焙烧工艺以及焙烧操作等方面采取相应的对策,改善焙烧炉保温措施,降低焙烧炉燃料消耗、提高焙烧产品质量。
关键词:焙烧炉;燃料利用效率;产品质量METHODS TO IMPROVE FUEL UTILIZATION FOR OPEN TOPANODE BAKING FURNACESLin Tang,Shoulei GaoSunstone Development Co.,Ltd,Shandong Dezhou251500Abstract t:As a baking furnace ages,cracks and openings develop in the furnace Abstracwhich allow outside air to enter.Unless proper corrective actions are implemented, gas consumption can increase,final baking temperatures can decrease,and baked anode properties can deteriorate.In this paper,methods are presented for improving the efficiency of fuel utilization for aging furnaces,and thereby lowering fuel consumption,while maintaining or improving anode finishing temperatures and anode properties.Keywords:Baking furnace,Fuel utilization,Products quality一、前言铝用预焙阳极生产过程中,焙烧是最后和最重要的工序之一[1]。
铝电解预焙阳极生产线节能技术可行研究报告
铝电解预焙阳极生产线节能技术可行研究报告一、引言二、能耗分析传统的铝电解预焙阳极生产线主要能耗集中在电力消耗和燃料消耗两个方面。
电力消耗主要是指电解槽所需的电能,燃料消耗主要是指铝电解过程中用于加热和熔化铝矾土的燃料。
三、节能技术1.电力节能技术:采用高效能源利用的电解槽技术,如采用陶瓷铝电解槽代替传统的石墨电解槽,可以大大提高电解槽的效率,减少能耗。
此外,在电解槽的绝缘和制冷方面也可以进行优化,减少能量的散失。
2.燃料节能技术:采用高效燃烧技术,如采用高效燃烧器和余热回收技术,可以提高燃料的利用效率,减少燃料的消耗。
同时,还可以为加热和熔化铝矾土的过程提供可再生能源,如太阳能和生物质能源。
3.设备优化技术:对传统的生产设备进行优化和更新,如减小传统石墨电解槽的规格,减少铝电解液和铝矾土的用量,减少能耗。
同时,还可以采用高效的过滤设备和循环冷却系统,减少水的消耗和能量的浪费。
4.原材料优化技术:优化和改良铝电解过程中的原材料,如开发高纯度和高活性的铝矾土,可以降低电解过程中的能耗和环境污染程度。
四、可行性评估1.技术可行性:上述节能技术已经在其他行业得到了广泛应用,并取得了一定的经济和环境效益。
由于铝电解预焙阳极生产线与其他行业的生产线相似,因此这些节能技术在铝电解预焙阳极生产线上也是可行的。
2.经济可行性:采用上述节能技术可以显著降低能耗和燃料消耗,提高生产效率,降低生产成本。
虽然在初期投资方面可能会增加一些费用,但随着节能效果的逐步显现,将能够获得良好的经济效益。
3.环境可行性:上述节能技术的应用可以减少能源的消耗和燃烧产生的大气污染物排放,降低对环境的影响。
同时,可再生能源的使用也有助于减少对传统能源的依赖,减少对环境资源的消耗。
五、结论铝电解预焙阳极生产线节能技术的引入对提高生产线的能源利用效率和环境友好程度具有重要意义。
上述节能技术在技术可行性、经济可行性和环境可行性方面都得到了验证,因此可行应用于实际生产中。
新型阳极焙烧炉碳块编组工艺及设备
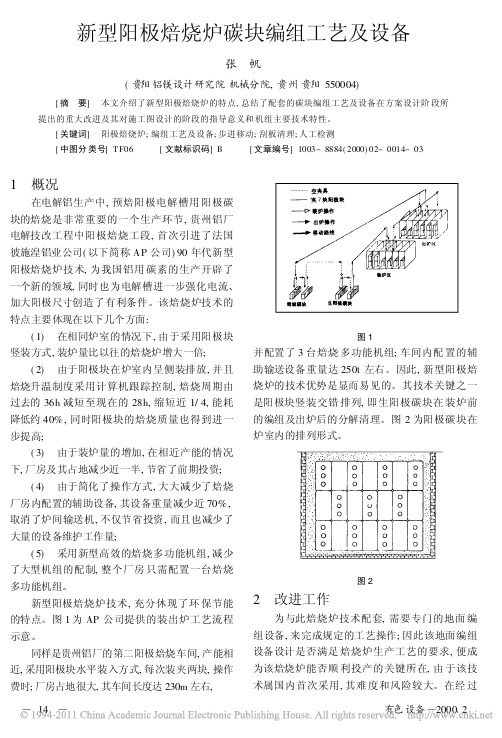
组设备 , 来完成规定的工艺操作 ; 因此该地面编组 设备设计是否满足 焙烧炉生产工艺的要求 , 便成 为该焙烧炉能否顺 利投产的关键所在, 由 于该技 术属国内首次采用 , 其难 度和风险较大。在经 过 有色设备 2000 2
深入分析, 反复与用户及 AP 公司沟通和讨论, 结 合中方在已有的工程设计中取得的成熟经验 , 提 出了一套符合国情又切实可行的编组工艺配置方 案, 主要集中在以下几个方面 : ( 1) 将 AP 公司提出的碳块进出仓库的方式由 横向输送改为纵向输送, 这样 可利用已有的工程 设计中成熟经验, 避免相关的 碳块仓库及碳块堆 垛天车的重新开发和设计 , 缩短设计周期; ( 2) 为配合焙烧多功 能机组的双联夹 具高效 操作, 减少重复运行操作时间 , 提高定位精度 , 将 地面编组机组中相关设备的中心距 , 修改为与焙 烧多功能机组中双联夹具中心间距一致 ; 保证了 焙烧多功能机组高效运行 , 一次操作可夹取 14 块 阳极块, 同时大大减少了炉口面的破损 ; ( 3) 考虑到国内生产过程中 , 原材料或焙烧工 艺的不稳定 , 在清理机组中增设人工清理转台, 便 于及时补充清理并加以人工观察检测 , 及时排出 废块 ; ( 4) 对生块编组机组中, 将阳极块直立后过长 的物料流程加以缩短, 采用步进输送编组方式, 提 高工作效率, 同时减少了阳极碳块倾翻的可能 ; ( 5) 对 AP 公司提出的在线式碳块取样及称重 检测方式 , 结合国内实际加以简化 , 将此部分功能 从主流程上取消 , 移至碳块仓库内进行, 设备台数 也由原来的 40 余台套减少至 21 台套 , 强化了本 机组功能 , 减少设备维护工作量; ( 6) 紧凑设备配置 , 将清理机组中的水平回转 台配置在刮板清理机的入口处, 缩短了物料流程。 图 3 为 AP 公司提供的编组工艺流程配置; 图 4 为 中方提出的编组工艺流程示意图。
浅谈焙烧炉的节能途径

浅谈焙烧炉的节能途径张卿轩(中国铝业广西分公司,广西 平果 531400)摘 要:氢氧化铝焙烧是氧化铝生产的最后一道工序。
其能耗约占氧化铝生产工艺能耗的10%。
煅烧工艺的生产能力直接影响着氧化铝企业的整体生产能力。
气体悬浮焙烧炉(G.S.C.)是当前最普遍应用的煅烧设备,如何充分发挥焙烧炉的性能,对于降低氧化铝生产能耗有着积极作用。
关键词:气态悬浮焙烧炉;节能技术改造;氧化铝生产中图分类号:TQ151 文献标识码:A 文章编号:11-5004(2018)05-0031-2氢氧化铝焙烧是氧化铝生产的最后一步。
其原理是通过高温焙烧去除氢氧化铝中的水和结晶水,转化生产合格的氧化铝以满足电解生产的要求的过程。
因此,氢氧化铝焙烧工艺是为铝电解生产提供冶金氧化铝材料的关键[1]。
1 气态悬浮焙烧炉的生产原理来自平盘过滤机的氢氧化铝经过皮带的输送,首先进入小料仓L01,经由可调转速的皮带称F01称重后经过中转皮带F02、再由喂料螺旋A01送入文丘里干燥器A02进行干燥,干燥后的氢氧化铝被送到预热旋风筒P01、P02里进行预焙烧,预焙烧后的物料送至气体悬浮焙烧炉(焙烧炉)P04内完成最后的焙烧,经过P03进行产品质量的调整后,生成的产品依次通过冷却旋风筒C01、C02、C03、C04与冷空气进行热交换实现降温,从冷却旋风筒出来的氧化铝最后进入流化床冷却器K01、K02实现最后的冷却,温度低于80℃的氧化铝经由风动溜槽、氧化铝输送皮带被送入氧化铝大仓进行存储或者包装。
工艺所要求的热量由煤气在焙烧炉单元内燃烧而提供,从冷却旋风筒分离出来的热空气用作燃烧风[2]。
焙烧过程中产生的烟气,进入静电除尘器内除尘后由烟道排出,收集的粉尘被送回焙烧炉系统。
静电收尘及返灰系统包括静电收尘器P11、料封泵、返灰风机和返灰管道,其作用是对烟气净化,将烟气中的粉尘由返灰系统收集送回焙烧炉系统,避免污染同时减少氧化铝损失。
流程如图1所示。
阳极炭素焙烧炉节能降耗技术探讨秦庆福倪清宗月雄

阳极炭素焙烧炉节能降耗技术探讨秦庆福倪清宗月雄发布时间:2021-11-03T02:23:22.141Z 来源:基层建设2021年第23期作者:秦庆福倪清宗月雄[导读] 在环境问题和资源与能源问题迟迟得不到有效解决的情况下,环境保护与治理以及节能降耗成为整个社会的重要责任与义务,在工业领域中,铝生产企业的能源消耗是非常严重的,炭素阳极焙烧是铝生产过程中能源消耗最为严重的环节,因此下文就以炭素阳极焙烧节能降耗技术研究为核心内容,对自动回收蓄能技术引入、炭素阳极焙烧炉结构改进以及操作控制系统改进几个重要环节进行详细分析,并在文章的最后客观的探讨实验结果论证,旨在给予铝生产一些帮助和参考云南源鑫炭素有限公司云南红河 661100摘要:在环境问题和资源与能源问题迟迟得不到有效解决的情况下,环境保护与治理以及节能降耗成为整个社会的重要责任与义务,在工业领域中,铝生产企业的能源消耗是非常严重的,炭素阳极焙烧是铝生产过程中能源消耗最为严重的环节,因此下文就以炭素阳极焙烧节能降耗技术研究为核心内容,对自动回收蓄能技术引入、炭素阳极焙烧炉结构改进以及操作控制系统改进几个重要环节进行详细分析,并在文章的最后客观的探讨实验结果论证,旨在给予铝生产一些帮助和参考。
关键词:阳极炭素焙烧炉;节能降耗;技术分析引言铝生产行业在目前的工业领域中占据一定地位,在工业领域繁荣发展方面发挥了关键性的助推作用,但是铝生产企业炭素阳极焙烧环节的能源过度消耗也逐渐引起相关方面的高度重视,在能源与资源紧张问题日益严重的当前时刻,炭素阳极焙烧环节的节能降耗可以说是刻不容缓,而探寻阳极炭素焙烧炉节能降耗技术也成为铝生产企业的当务之急,炭素阳极焙烧过程中会产生大量烟气,如果任由烟气随意排放,不仅会带来环境污染问题,也会形成热量不必要浪费,自动回收蓄能技术的引入可避免以上问题的出现,而且合理改进焙烧炉结构和优化操作控制系统也是节能降耗的有效举措,铝生产企业很有必要对此进行研究探讨。
节能型预焙阳极的研究 共18页

如何提高预焙阳极的质量?
可以从多个方面考虑 原材料 生产设备 生产技术 生产管理
一、原材料
长期的生产时间形成了预焙阳极主要原料:石 油焦和煤沥青。目前国际上最好的石油焦体积 密度已经达到了1.5g/cm3,显气孔率<25%。 国内的石油焦的体积密度波动在1.0g/cm3~ 1.2g/cm3,显气孔率达到30%~40%,并普 遍存在品种单一、强度低、导电性差等问题。
阳极的研制除了对预焙阳极的强化之外,现在 还有好多研究机构正在对惰性阳极加以研究并 取得很大的进展。个人认为以后的电解铝工业 所用的预焙阳极会被惰性阳极所取代,但是强 化预焙阳极也是必不可少的,因为惰性阳极取 代预焙阳极对于现在来说还是个漫长的过程。 然而如何理解节能型预焙阳极,这个节能不仅 仅是指生产过程中吨铝消耗量,而应该要包括 阳极的配料,生产,应用及回收四个过程的整 体节能效果。我们不能单独去研制某一个环节
二、生产设备
提高混捏效果:通过增加冷却装置 ,使混捏温度提高 到 170~180 ℃。而且先进的强力冷却机 ,本身就是 混捏的延续。增加冷却机提高混捏效果后 ,生阳极、 焙烧阳极体积密度能提高 0. 02g/ cm3。
先进的预焙阳极质量检测手段:衡量一种产品是否 成熟可靠和先进 ,重要的是建立全面的标准化的技术 性能指标和严谨的标准化检测体系。国外对焙烧阳 极从生产至使用的研究较为深入 ,阳极性能指标检测 体系完善,而国内阳极质量检测手段和仪器相对滞 后。
谢谢
谢谢!
四、生产管理
A、原料供应质量必须稳定, 对石油焦的粒度要 求纳入验收规定,若料太粉则会, 影响煅烧工艺 控制和煅烧质量,影响成型配料。缺少大颗粒 骨料, 无法按正常配方进行配比,生块产品容易 变形, 焙烧品裂纹增多。对生碎、 煅后焦贮存、 破碎、 运输过程进行控制,杜绝污染。
阳极焙烧炉用能评价与节能措施研究

主要包括:燃料的物理火用和化学火用、预热空气的物理 火用、挥发分的物理火用和化学火用、填充料的物理火用和化 学火用、炭块的物理火用等;火用支出主要包括:加热终了 炭块物理火用、加热终了填充料物理火用、烟气物理火用和 化学火用、燃料燃烧 火用 损 失、挥 发 分 燃 烧 火用 损 失、传 热 火用损失、散热火用损失等。由于燃料、挥发分、填充料 和炭块温度为环境温度,所以此四项的物理火用为零。
敞开式焙烧炉关于热平衡方面的研究,国内、国 外已经做了 大 量 工 作 [3~4]。 从 热 收 入 方 面 分 析,焙 烧炉热收入主要包括:挥发分燃烧反应热、燃料化学 热、炉体初始蓄热量、填充料烧损化学热、余热空气 带入热、填充料物理热、炭块物理热等;热支出主要 包括:焙烧块带走热、烟气带走热、填充料带走热、烟 气化学热、炉体蓄热量、炉体散热量等。
1 热平衡与火用平衡概述
11 敞开式焙烧炉热平衡概述 热力学第一定律:自然界中的一切物质都具有
收稿日期:2018-04-02
能量,能量不可能被创造,也不可能被消灭;但能 量可以从一种形态转变为另一种形态,且在能量的 转化过程中能量的总量保持不变。它表达了能量守 恒这一自然规律,即:能量可以由一种形式转换为另 一种形式,或者从一个物体传递给另一个物体,但在 转换和传递过程中,总能量保持不变。基于此,提出 了热平衡的概念,从热力学第一定律出发在数量上 描述热能转化过程的热量平衡关系,且通常状况下 系统的能量输入与系统的能量输出是相等的。
12 敞开式焙烧炉火用平衡概述
热力学第二定律:不可能把热从低温物体传到 高温物体而不产生其他影响,或不可能能措施研究
·4 5·
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
文章编号:1001-8948(2002)04-0045-04贵州铝厂新型阳极焙烧炉节能探讨彭 勇(贵阳铝镁设计研究院,贵阳 550004)摘要:针对贵州铝厂三期引进的新型阳极焙烧炉节能效果显著、阳极质量好等原因进行分析与探讨。
这对以后焙烧炉的设计和改造具有一定的参考价值。
关键词:阳极;焙烧炉;节能;热效率;热源;蓄热体中图分类号: T Q127.1+1 文献标识码: ARESEARCH INTO SAVE ENERGY OF NEW ANODE BAKING FURNACE IN GUIZHOU ALUMINIUM FACTORYPENG Yong(Guizhou Aluminium M ag nesium Desig n Research Institute,GuiYang550004,China)Abstract:T he new anode w hich in accordance with the Guizhou Alum inium factory im ported thr id periode that the reaso ns such as new anode baking fur nace sav e energ y effect is notable and the anode quality is go od etc.analyzed and ex plo red into.T his to later on design and the impr ovement of baking fur nace fix ed reference value.Key words:an anode;the baking furnace;save energy;thermal efficiency;the heat source;heat storage body1 前言从70年代中期开始,世界就着手解决能源的利用问题。
强化节能意识、推广节能技术应用已成为全球工业降低生产成本、提高经济效益的重要手段。
贵州铝厂三期焙烧炉是新型敞开式阳极焙烧炉。
自投产以来,它以节能效果显著、阳极质量好、环境污染小等优点受到国内各大铝厂青睐。
贵州铝厂三期焙烧炉为34室阳极焙烧炉:两个火焰系统;每个炉室有6个料箱7条火道;燃料采用重油;火焰焙烧曲线为168h(火焰周期为28h),冷却曲线为196h;年产量为78840块焙烧阳极。
新型敞开式阳极焙烧炉与以往敞开式阳极焙烧炉相比;能耗由502×104~756×104KJ/t焙烧品降至270×104KJ/t焙烧品;填充料烧损由原平均35kg/t焙烧品降至15kg/t焙烧品;阳极产品合格率>98%;阳极在电解槽上使用期较以往延长一天达到27天;出炉烟气量<47000Nm3/h,而国内同产能的焙烧炉的烟气量80000Nm3/h。
收稿日期:2002-05-09作者简介:彭勇(1972-),男,工程师,1994年毕业于昆明理工大学冶金系热能工程专业,现工作于贵阳铝镁设计研究院。
・45・ 2002年第4期 总第112期 炭 素CAR BO N2 敞开式阳极焙烧炉的结构及工作原理 敞开式阳极焙烧炉的主要任务是为铝厂电解铝焙烧阳极。
将用石油焦骨料和煤沥青粘结剂经混捏,震动成型制成的生阳极装在敞开式阳极焙烧炉的装料箱内,用填充料作为保护,隔绝空气和传热的介质,按规定的升温制度间接加热焙烧。
达到某一温度时,生阳极内的粘结剂进行分解、聚合、焦化反应,在炭粒、粉之间形成焦炭网络,使整块阳极成为具有一定机械强度和一系列物理性能的工程结构的焦炭整体——熟阳极。
焙烧炉的装料箱端壁是由实心耐火砖砌成,侧壁是由空心耐火砖火道所组成。
燃烧在火道内进行,并通过耐火砖墙将热量传递给临近料箱内的阳极。
阳极在焙烧中产生的挥发成分被吸入火道内一同进行燃烧。
炉面设备(包括燃烧装置、排气管、测温测压架、零压架、鼓风架、冷却架)都是可以移动的,这样可使火焰系统沿炉子纵向(即气流方向)移动。
这种环式炉的焙烧由两个不同的传热带所组成:1.预热和加热炉室,在此处将阳极温度提高到设计规定的焙烧温度;2.冷却室,阳极在此冷却后从料箱中卸出。
敞开式阳极焙烧炉如同一个大量气体流动的热交换器。
气流进入系统时是室温,出来时则在200℃~400℃。
从进入到出来的过程中,气体从刚焙烧完毕的阳极冷却以及炉子的不同热源吸收热量。
在燃料燃烧处,气流(助燃空气)被加热到1000℃~1100℃,而燃烧后又把热量释放给正处于焙烧过程的生阳极。
敞开式阳极焙烧炉的运行示意图如下:图 敞开式阳极焙烧炉运行示意图3 新型敞开式阳极焙烧炉技术节能分析3.1 能源构成和应用谈到节能,首先要从能源方面着手。
敞开式阳极焙烧炉的能源由热源和蓄热体组成。
热源主要包括:引入焙烧炉的燃料、在火道内燃烧的大部分沥青挥发成分及填充焦的烧损。
阳极焙烧炉炉体热平衡显示,进入焙烧炉的可利用热能的约56%是由燃料提供的,由沥青挥发成分提供的热能约占38%,另有6%的热能来自填充焦的烧损。
(a )燃料对能耗的影响提到焙烧能耗很容易让人联想到燃料问题。
在国内,敞开式阳极焙烧炉基本上使用三种燃料:重油、天然气、发生炉煤气。
90年代中期以前所建的敞开式阳极焙烧炉多采用发生炉煤气作燃料。
90年代后期则多采用重油或天然气作燃料。
贵州铝厂三期焙烧炉采用重油作燃料。
在其它条件不变的情况下,我们以重油为基准进行换算。
两类燃料之间的换算关系与燃料的热值、燃烧效率、燃料的热量利用率、燃料及燃烧所需空气量是否预热等条件有关。
不同类别、不同发热量的两类燃料,其消耗量之间的换算关系如下式:B 2B 1=(Q d +q w )1 y 1(Q d +q w )2 y 2(1)式中 B 1、B 2—燃料1及燃料2的消耗量N m 3(kg )/h;q w —单位燃料及单位空气量预热后带入的物理热,q w =c r t r +c k t k L a KJ/Nm 3(kg );L a —实际空气消耗量,L a = L 0 Nm 3/Nm 3(kg );对于煤气Q d =5230~5650KJ /Nm 3kg 时,L 0=0.21000Qd ;对于天然气Q d =34500~41870KJ/Nm 3(kg )时,L 0=0.2641000Q d +0.02;对于液体燃料Q d =37680~41870KJ/Nm 3(kg )时,L 0=0.21000Q d +2;y1, y2—燃料1及燃料2的热量利用率,y =Q d +q w -(Q y +Q hj )Q dQ y -离炉烟气带走的热量,Q y =V a c y t y KJ /Nm 3(kg );V a -燃料的单位燃烧生成气量Nm 3/Nm 3(kg );对于煤气Q d =5230~5650KJ /N m 3(kg )时,・46・炭 素2002年V a= L0+0.98-0.03 1000Q d;对于天然气Q d=34500~41870KJ/Nm3(kg)时,V a= L0+0.38-0.018 1000Q d;对于液体燃料Q d=37680~41870KJ/Nm3(kg)时,V a=0.271000Q d+ -1)L0;c y-离炉烟气的比热容KJ/Nm3℃或KJ/(kg)℃;Q h j-单位燃料的化学及机械不完全燃烧热损失;对于煤气,天然气:Q hj=(0~0.01)Q d;对于燃料油:Q hj=(0.01~0.03)Q d;通过计算,各种燃料的比较见下表(以重油消耗量1kg/h)计。
表燃料名称低位发热值空气预热温度单位燃料生成气量V aNm3/Nm3(kg)离炉烟气为350℃时的Q y值离炉烟气为350℃时的 y值物理热KJ/Nm3(k g)燃料消耗Bk gNm3(总热值KJ)燃料消耗总热值的比例关系100#重油39774KJ/(k g)1000℃11.7346630 1.235167671(39774)1天然气37681KJ/Nm31000℃12.0236794 1.265167891.013(38171)0.96发生炉煤气4234KJ/Nm31000℃ 1.9751116 1.073142611.50(48691)1.224 注:1.空气系数:煤气、天然气、重油均取 =1.12.化学及机械不完全燃料热损失:煤气、天然气Q hj=0;重油Q hj=0.02Q d 根据以上比较得出结论:从技术角度看,敞开式阳极焙烧炉使用天然气是最佳选择,重油次之,但与天然气差别不大,煤气最差。
当然各铝厂燃料的具体利用还得考虑当地的燃料资源情况,因地制宜。
(b)在烟道燃烧的大部分沥青挥发成分对能耗的影响焙烧阳极时,沥青挥发物中的焦油、甲烷和氢的热值都是热能的重要来源。
有关的研究资料指出,在焙烧过程中,大约有430大卡/公斤生阳极的热量用于熔融和热解沥青,挥发焦油和生成焦炭聚集体,并将沉积的焦结炭温度提高到最终的焙烧温度。
而沥青挥发时可提供的总热量约为675大卡/公斤生阳极[3]。
可见,在焙烧过程中,挥发物的发热量比焙烧阳极所需吸收的热量还多245大卡/公斤生阳极。
显然这些热量是很重要的。
因此,控制合理的升温曲线,使沥青挥发成分在火道内正常燃烧是改善焙烧阳极热能利用率的关键所在。
合理的升温曲线既要满足阳极生产的需要(生产合格的预焙阳极),又要满足焙烧炉运行工艺的要求(使挥发成分在火道内充分燃烧)。
合理的升温曲线还表现在其采用较高的排烟温度(200℃~400℃)。
虽然较高的排烟温度会增加排烟热损失,但是由于排烟温度较高,当阳极中的沥青挥发成分排出时,火道内的温度已达到了挥发成分的燃烧温度。
因而,在有空气的情况下沥青挥发成分将得到充分的燃烧。
新型阳极焙烧炉采用的升温曲线为168h(即每28h火焰移动一个炉室,六个炉室预、加热),与以往的升温曲线192h~216h(即每32h~36h火焰移动一个炉室,六个炉室预、加热)相比较,减少加热时间24h~48h。
即在其它情况不变的状况下炉子产能将提高14%~29%。
沥青挥发成分的充分燃烧除了提高焙烧阳极热能利用率、降低能耗外,极大地减轻了废烟气对环境的污染。
3.2 蓄热体对能耗的影响系统中的任何物料组成部分,如果其起始温度低于其终温,就会起到蓄热体的作用。
因此,流过不同炉室的烟气,耐火砖砌成的烟道壁,隔热的基础、料箱,填充焦,阳极等都可被视为蓄热体。
所谓“终温”,可以认为是某一指定炉室不再与炉子装置有任何联系,并开始单独冷却下来(自然或强制冷却)的瞬时温度。
为了能将热量充分传递给阳极,贵州铝厂三期焙烧炉在减少蓄热体的数量和利用蓄热体将热量尽量回收利用方面作出了相当大的改进。