电机外壳模具设计
电机罩盖冲压工艺及模具设计
+38 mm,高度 12 mm,其 高径 比也 较大 ,拉深 成形 时金 小 圆筒 ——拉深 大 圆筒 (共 拉 深 2次 )—— 压 凹坑并
属 流动较 困难 ,这也 增加 了小 圆筒 成形 的难度 。
冲孔— —切边 。
为确定该零件各部分圆筒 的拉深工艺过程 ,针对
第 4种方案 :先 拉 深大 圆筒 再胀 形形 成 小 圆筒 凸
其 加工工 艺过程是 :落料——大 圆筒第一次拉 深 ,同时 对 小 圆筒 预胀形 ——大 圆筒 第二 次拉 深 ,同时整形 成 小 圆筒—— 压 凹坑并 冲孑L——切 边。
2 成形工艺方案分析
显然 ,第 1、2种 工艺 方案 中小 圆筒 的拉 深 是采 用 拉深 成 图 2的工序加 工方 式 ,这种 加工 方案 的最大 问 题是 工序数 目太多 ,故不 宜选用 。
图2 小 圈简 的 拉深
第 3种 方案 的胀 形纯属平板胀 形 。胀形 时坯料 的 塑性变形仅 局 限在一 个 固定 的 变形范 围 (d=38+6× 2=50 mm)内 ,由于坯料外 径 D丰=235 mm,凹模孑L径 d=50 mm,坯料 外 径 D丰与 凹模 孑L径 d的 比值 D毛/d = 235/50=4.7>3,毛坯外缘 离胀 形部位太 远 ,毛坯 外 缘 的金属材料 流入 凹模 的变 形阻 力很 大 ,从而使 其 参 与胀 形变形变 得很 困难 ,此时 ,毛坯外 环发生切 向收缩 所必 须 的径 向拉应力 的数值增大 ,成 为相对 的强 区 ,而 在冲头端面直接作用下的直径为 d:50 mm的圆面积 以内的金属 ,则成 为弱 区 ,小 圆筒 凸台所 发生 的塑性 变 形也就局限于 d=50 mm范围内,从而使该部位的金 属材料 既不能 向变形 区转移 ,外 部材 料也 无法 进 入胀 形 变形 区内 ,在毛坯 中间部位形成 的凸起 ,主要靠 中间
电动工具外壳注塑模设计2024

引言概述:电动工具外壳注塑模设计是制造电动工具外壳的关键环节之一。
本文将深入探讨电动工具外壳注塑模设计的相关内容。
具体来说,将从材料选择、模具设计、结构设计、工艺流程以及未来发展方向等五个大点进行详细阐述。
正文内容:一、材料选择1.1材料的物理性能和化学性能需满足电动工具外壳的要求1.2塑料材料的选择应考虑成本、可加工性和环境友好性1.3常用的注塑材料有哪些,它们的特点和适用场景是什么1.4在选择材料时需要考虑外壳的结构和功能需求二、模具设计2.1模具的结构设计要符合外壳的形状和尺寸要求2.2模具的材料选择应考虑使用寿命和成本等因素2.3模具的冷却系统设计对注塑过程的影响2.4模具的出模方式和脱模装置的设计2.5模具的维护与保养,延长模具寿命的方法三、结构设计3.1结构设计对电动工具外壳的性能和外观有重要影响3.2外壳的结构应考虑强度和刚度等因素3.3外壳的装配和拆卸方便性的设计3.4外壳的外观设计与人机工程学的结合3.5外壳的防水、防尘设计及相关标准要求四、工艺流程4.1电动工具外壳的注塑工艺流程4.2塑料材料的预处理与熔融注塑4.3注塑工艺参数的优化与调整4.4外壳的去毛刺、修整与表面处理4.5外壳的检测与质量控制五、未来发展方向5.1绿色环保材料的应用5.2快速成型技术对电动工具外壳注塑的影响5.3智能化制造对注塑模设计的挑战和机遇5.4模具技术与数控加工技术的结合5.5注塑模设计的自动化和智能化发展方向总结:电动工具外壳注塑模设计是一项复杂而重要的工作。
在材料选择上,需要考虑物理性能、化学性能、成本和环境友好性等因素。
模具设计时,要符合外壳的形状和尺寸要求,并考虑使用寿命和成本等因素。
结构设计需要考虑强度、拆卸方便性、外观设计等因素。
工艺流程涉及材料处理、注塑参数调整和质量控制等方面。
未来,绿色环保材料的应用、快速成型技术、智能化制造等将是注塑模设计的发展方向。
通过不断创新和改进,电动工具外壳注塑模设计将在满足产品要求的同时提高生产效率和质量。
电器外壳塑料模设计文档
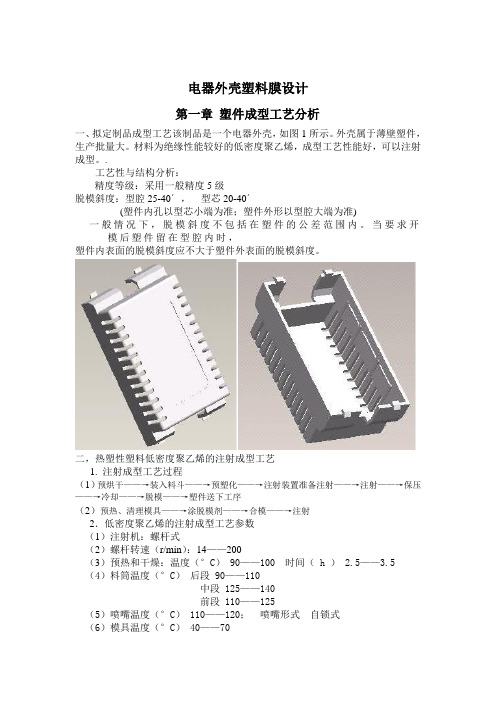
电器外壳塑料膜设计第一章塑件成型工艺分析一、拟定制品成型工艺该制品是一个电器外壳,如图1所示。
外壳属于薄壁塑件,生产批量大。
材料为绝缘性能较好的低密度聚乙烯,成型工艺性能好,可以注射成型。
.工艺性与结构分析:精度等级:采用一般精度5级脱模斜度:型腔25-40´,型芯20-40´(塑件内孔以型芯小端为准;塑件外形以型腔大端为准) 一般情况下,脱模斜度不包括在塑件的公差范围内。
当要求开模后塑件留在型腔内时,塑件内表面的脱模斜度应不大于塑件外表面的脱模斜度。
二,热塑性塑料低密度聚乙烯的注射成型工艺1. 注射成型工艺过程(1)预烘干——→装入料斗——→预塑化——→注射装置准备注射——→注射——→保压——→冷却——→脱模——→塑件送下工序(2)预热、清理模具——→涂脱模剂——→合模——→注射2.低密度聚乙烯的注射成型工艺参数(1)注射机:螺杆式(2)螺杆转速(r/min):14——200(3)预热和干燥:温度(°C) 90——100 时间( h ) 2.5——3.5 (4)料筒温度(°C)后段 90——110中段 125——140前段 110——125(5)喷嘴温度(°C) 110——120;喷嘴形式自锁式(6)模具温度(°C) 40——70(7)注射压力(MPa) 125——170(8)成型时间( s )注射 0——5 保压 20——50成型周期 50——100 冷却 20——40(9)后处理:方法水或油温度(°C) 90——100 时间( h ) 4——103,低压聚乙烯材料综合性能分析(1)低压聚乙烯属于热塑性材料,耐腐蚀性和电绝缘性良好。
(2)结晶料,吸湿性小,流动性极好,。
对压力敏感,成型是需高压注射,不宜采用直接浇口,以防止收缩不均,内应力增大。
(3)收缩范围和收缩值大,方向性明显,易变形翘曲。
冷却速度宜慢,模具设有冷料穴,并有冷却系统。
电动机壳压铸成型模具设计中的模具结构优化

电动机壳压铸成型模具设计中的模具结构优化电动机壳是电动机的重要组成部件之一,其外形复杂、尺寸精度要求较高。
在电动机壳的生产过程中,采用压铸成型是一种常见的工艺方式。
对于压铸成型模具的设计,模具结构的合理性对成型质量和生产效率具有重要影响。
本文将针对电动机壳压铸成型模具设计中的模具结构优化进行深入探讨。
首先,模具结构的优化需要考虑到模具的整体设计。
在设计模具结构时,应充分考虑电动机壳的形状特征和尺寸要求,合理确定模具的开模方式和结构布局。
例如,可以采用分型结构设计,将模具分为上、中、下模,以便于模具的装卸和维护。
同时,还应考虑到模具的冷却系统和顶针等辅助装置的设置,以保证模具在生产过程中的散热效果和成型质量。
其次,模具结构的优化还需要关注模腔的设计。
模腔是电动机壳在压铸成型中的成型腔体,其结构设计直接影响了电动机壳的成型质量和表面光洁度。
针对电动机壳的形状复杂、壁厚不均匀的特点,应合理设计模腔的结构和分型方式,避免在成型过程中出现气孔、缺陷等质量问题。
同时,还应根据电动机壳的材料特性和成型工艺要求,选择合适的模腔表面处理方式,减少模具对电动机壳表面的残留痕迹。
另外,模具结构的优化还需要考虑到模具的材料选择和热处理。
在电动机壳压铸成型模具中,应选择高强度、高耐磨性的模具材料,以提高模具的使用寿命和稳定性。
同时,还应对模具进行适当的热处理,提高模具的硬度和耐磨性,减少模具在生产过程中的磨损和变形。
此外,还可以采用表面镀层技术对模具进行表面强化处理,增加模具的抗腐蚀性和耐磨性,延长模具的使用寿命。
总的来说,在电动机壳压铸成型模具设计中,模具结构的优化是保证成型质量和生产效率的关键因素之一。
通过合理设计模具的整体结构、模腔结构和材料选择,可以有效提高模具的使用性能和生产效率,为电动机壳的生产提供良好的保障。
希望本文提到的模具结构优化方法能够为电动机壳压铸成型模具设计提供一定的参考和借鉴。
电机壳体冲压工艺分析与模具设计
姓名:专业:材料成型及控制工程
设计(论文)题目:电机壳体冲压工艺分析与模具设计
设计方案及参数:按照用户提供的电机壳体产品设计模具,该零件初步估计需
要就个工艺步骤,根据要求完成整个工艺设计计算和某工艺
步骤的模具结构设计
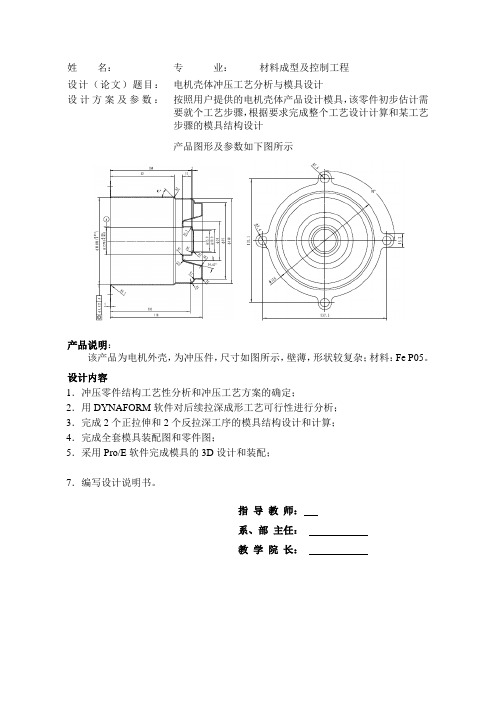
产品图形及参数如下图所示
产品说明:
该产品为电机外壳,为冲压件,尺寸如图所示,壁薄,形状较复杂;材料:Fe P05。
设计内容
1.冲压零件结构工艺性分析和冲压工艺方案的确定;
2.用DYNAFORM软件对后续拉深成形工艺可行性进行分析;
3.完成2个正拉伸和2个反拉深工序的模具结构设计和计算;
4.完成全套模具装配图和零件图;
5.采用Pro/E软件完成模具的3D设计和装配;
7.编写设计说明书。
指导教师:
系、部主任:
教学院长:。
电机外壳模具设计
冲压是在常温下利用冲模在压力机上对材料施加压力,使其产生分离或变形,从而得到一定形状,尺寸和性能的零件的加工方法,它是压力加工方法的一种,是机械制造中先进的加工方法之一,材料、模具和设备是冲压的三要素。冲压加工要求被加工材料具有较高的塑性和韧性,较低的屈强比和时效敏感性,一般要求碳素钢伸长率δ≥16%、屈强比σs/σb≤70%,低合金高强度钢δ≥14%、σs/σb≤80%,否则,冲压成形性能较差,工艺上必须采取一定的措施,从而提高了零件的制造成本。模具是冲压加工的主要工艺装备。冲压件的表面质量、尺寸公差、生产率以及经济效益等与模具结构及其合理设计的关系很大。按照冲压工序的组合方式分有:单工序的简单模、多工序的连续模和复合模。
由于工作的需要,在满足学校的相关规定的前提下,我申请到校外毕业设计,于是设计题目是由工厂总工程师兼我的校外指导老师。。。师傅给出,结合自己的知识特点,本次设计选取冲孔、拉深、落料复合模进行电机外壳模具的设计。
本说明书共八章。第一张为冲压相关方面知识和AUTO CAD的概述。第二章到第五章是根据模具设计的基本步骤,进行工艺分析、相关参数的计算、零件的设计和相关设备的选取。第六章为模具动作的说明。第七章介绍了装备图和零件图的绘制并给出图纸的规格。第八章为本次设计的总结,随后附有这次设计全过程中所查阅过的资料。
4.2第二副再次拉深模的相关计算
4.2.1模具结构型式选择
4.3第三副锥形件拉深模的相关计算
4.3.1模具结构型式选择
第
5.1第一副模具中落料凸模和凹模相关的设计
5.1.1落料凹模的外形尺寸
5.1.2落料凸模的设计
5.2第一副模具中拉深凸模和凹模的相关设计
5.2.1拉深凸模和凹模的间隙
5.2.2拉深凸模和凹模的圆角半径
微型电机机壳冲压模具设计

微型电机机壳冲压模具设计摘要本次课程设计的内容为无凸缘圆筒形件的模具设计,其中包括落料、一次拉深、二次拉深、冲孔、切边五道工序。
其中把落料、首次拉深用复合模完成,二次拉深、冲孔、切边也使用复合模完成其成形工艺。
因此,此次设计需要完成两套复合模设计,重点放在复合模设计上,主要包括落料拉深复合模和拉深冲孔切边复合模的模具类型的选择;重要零部件如凸凹模、凸模、凹模的形状设计和尺寸计算;模具零件的间隙配合的选取;模具结构初步设计和总装草图绘制;模具总装图绘制和部分零件图的绘制;最后认真完成开题报告、相关外文期刊的翻译以及毕业设计说明书的编写。
关键词:无凸缘圆筒形件,落料,拉深,冲孔,切边WICRO-MOTOR CHASSIS STAMPING DIE DESIGNABSTRACTThe content of this course design for no of flange cylindrical parts mold design, including blanking,The first deep drawing,secondary deep drawing ,punching and trimming five working procedure drawing. Among them the blanking, the first deep drawing with composite die completed, second deep drawing, punching and trimming also use compound die to complete its forming process. Therefore, the need to design two sets of compound die is designed, emphasis on composite mold design, Mainly solve the blanking deep drawing composite modulus and deep drawing punching trimming compound die mold type choice, important parts such as convex concave die, punch, concave die shape design and the size calculation; The selection of mold parts clearance fit; Mold structure preliminary design and final assembly sketch rendering; Mold assembly drawing and parts drawing mapping; Finally seriously complete the opening report, related the translation of foreign periodicals as well as the writing of the graduation design instruction.KEY WORDS:Without flange cylindrical parts, Blanking, Deep drawing, Punching, Trimming目录前言 0第1章冲压件工艺分析 (3)1.1 冲压件的工艺分析 (3)1.1.1 产品结构形状及工艺分析 (3)1.1.2 制件尺寸精度分析 (4)1.2 冲压工艺方案的确定及模具类型的选择 (4)1.2.1 主要工艺参数的确定 (4)1.2.1 工艺方案的确定 (7)第2章冲压工艺计算 (8)2.1 棑样 (8)2.1.1 棑样方法的选择 (8)2.1.2 确定搭边值 (8)2.1.3 计算条料宽度和送料步距 (9)2.1.4 棑样图 (9)2.1.5 核算利用率 (9)2.2 复合模相关计算 (10)2.2.1 拉深凸模、凹模圆角半径的确定 (10)2.2.2 拉深凸模和拉深凹模间隙的选择 (10)2.2.3 凸模、凹模、凸凹模的尺寸及公差 (10)2.2.4冲裁力计算 (11)2.2.5 压料力计算 (12)2.2.6 拉深力计算 (12)2.2.7 卸料力、推件力、顶件力的计算 (13)2.2.8 压力机的公称压力确定 (13)2.2.9 压力设备的选择 (13)第3章落料拉深复合模设计 (16)3.1 工作零件的结构设计 (16)3.1.1 拉深凸模 (16)3.1.2 落料凹模 (17)3.1.2 凸凹模 (17)3.2 其他零件的设计与标准件的选择 (18)3.2.1 定位零件 (18)3.2.2 卸料、压料装置 (19)3.2.3 模架的选用 (20)3.2.4 连接与固定零件 (21)第4章再次拉深冲孔切边复合模设计 (22)4.1 工作零部件 (22)4.1.1 冲孔凸模 (22)4.1.2 拉深凹模 (23)4.1.1 凸凹模 (24)4.2其他零件的设计与标准件的选择 (26)4.2.1 卸料、压料装置 (26)4.2.2 模架的选用 (27)4.1.1 连接与固定零件 (27)第5章模具总装配图 (29)5.1 落料拉深复合模 (29)5.1.1 落料拉深装配工艺 (29)5.1.2 落料拉深复合模工作原理 (31)5.2 再次拉深冲孔切边复合模 (31)5.2.1 再次拉深冲孔切边复合模装配工艺 (31)5.2.2 再次拉深冲孔切边复合模工作原理 (32)结论 (34)谢辞 (35)参考文献 (36)外文资料翻译 (37)前言本次毕业设计题目为《微型电机机壳冲压模具设计》,主要完成对机壳制造的冲压模具设计。
微型电机机壳冲压模具设计
微型电机机壳冲压模具设计目录前言 (1)第1章冲压件工艺分析 (3)1.1 冲压件的工艺分析 (3)1.1.1 产品结构形状及工艺分析 (3)1.1.2 制件尺寸精度分析 (4)1.2 冲压工艺方案的确定及模具类型的选择 (4)1.2.1 主要工艺参数的确定 (4)1.2.1 工艺方案的确定 (7)第2章冲压工艺计算 (8)2.1 棑样 (8)2.1.1 棑样方法的选择 (8)2.1.2 确定搭边值 (8)2.1.3 计算条料宽度和送料步距 (9)2.1.4 棑样图 (9)2.1.5 核算利用率 (9)2.2 复合模相关计算 (10)2.2.1 拉深凸模、凹模圆角半径的确定 (10)2.2.2 拉深凸模和拉深凹模间隙的选择 (10)2.2.3 凸模、凹模、凸凹模的尺寸及公差 (10)2.2.4冲裁力计算 (11)2.2.5 压料力计算 (12)2.2.6 拉深力计算 (12)2.2.7 卸料力、推件力、顶件力的计算 (13)2.2.8 压力机的公称压力确定 (13)2.2.9 压力设备的选择 (13)第3章落料拉深复合模设计 (16)3.1 工作零件的结构设计 (16)3.1.1 拉深凸模 (16)3.1.2 落料凹模 (17)3.1.2 凸凹模 (17)3.2 其他零件的设计与标准件的选择 (18)3.2.1 定位零件 (18)3.2.2 卸料、压料装置 (19)3.2.3 模架的选用 (20)3.2.4 连接与固定零件 (21)第4章再次拉深冲孔切边复合模设计 (22)4.1 工作零部件 (22)4.1.1 冲孔凸模 (22)4.1.2 拉深凹模 (23)4.1.1 凸凹模 (24)4.2其他零件的设计与标准件的选择 (26)4.2.1 卸料、压料装置 (26)4.2.2 模架的选用 (27)4.1.1 连接与固定零件 (27)第5章模具总装配图 (29)5.1 落料拉深复合模 (29)5.1.1 落料拉深装配工艺 (29)5.1.2 落料拉深复合模工作原理 (31)5.2 再次拉深冲孔切边复合模 (31)5.2.1 再次拉深冲孔切边复合模装配工艺 (31)5.2.2 再次拉深冲孔切边复合模工作原理 (32)结论 (34)谢辞 (35)参考文献 (36)外文资料翻译 (37)前言本次毕业设计题目为《微型电机机壳冲压模具设计》,主要完成对机壳制造的冲压模具设计。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
1.2 AutoCAD概述
CAD(Computer Aided Drafting)诞生于60年代,是美国麻省理工学院(MIT)提出了交互式图形学的研究计划,由于当时硬件设施的昂贵,只有美国通用汽车公司和美国波音航空公司使用自行开发的交互式绘图系统。70年代,小型计算机费用下降,美国工业界才开始广泛使用交互式绘图系统。80年代,由于PC机的应用,CAD得以迅速发展,出现了专门从事CAD系统开发的公司。当时VersaCAD是专业的CAD制作公司,所开发的CAD软件功能强大,但由于其价格昂贵,故不能普遍应用。而当时的Autodesk公司是一个仅有员工数人的小公司,其开发的CAD系统虽然功能有限,但因其可免费拷贝,故在社会得以广泛应用。同时,由于该系统的开放性。因此,该CAD软件升级迅速。
冲压加工是一种高生产率的加工方法,如汽车车身等大型零件每分钟可生产几件,而小零件的高速冲压则每分钟可生产上千件!其材料利用好率也较高,一般可达70%~85%,冲压加工的能耗也较低,由于这两类特点,所以冲压件呈批量生产时,其成本比较低,经济效益较高。当然,冲压加工也有其自身的局限性,例如,冲模结构比较复杂,模具价格又偏高。因此,对小批量,多品种生产时采用昂贵的冲模,经济上不合算。目前为了解决这方面的问题,正在努力发展某些简易冲模,如聚氨酯橡胶冲模、低合金冲模以及采用通用组合冲模、钢皮模等,同时也在进行冲压加工中心等新型设备与工艺的研究。
外壳采用1.7mm厚的钢板冲成,保证了足够的刚度和强度。根据零件的技术要求,进行冲压工艺性分析,可以认为,该零件形状属阶梯形件,加工次数麻烦且繁多,加工难度属于一般,拉深工艺性好。只是圆角偏小些,需要在末次拉深时采用较高的模具制造精度和较小的模具间隙,并安排整形加工来完成。
2.2 分析比较和确定工艺方案
我于五月十二日返回学校,当时设计并没有完全完成,归校后与校内老师取得联系并接受指导,同时也受到同学的帮助,在此对他们表示感谢!
现在毕业设计也已接近尾声,虽然受到工厂师傅、学校老师和同学的全力指导帮助,但实在由于本人水平有限,加之时间的制约,本次设计中的错误和不妥当之处定还有很多,恳请答辩组老师不吝指正!
关键词:冲压;模具;机械;制造;模具设计;拉深
ABSTRACT
Along with the modern industry swift and violent development, cutting mold technology obtains the more and more widespread application.This design was aims at the adjusting knob place to carry on cutting mold design.including cutting mold, producing hole mole, and the reshaping mold. First, carring on the detailed craft analysis to the product, the reasonable craft plan has determined ; Next, according to the blanking components formation principle, the basic mold structure and the removing process and the principle of design, has carried on the process design to main effective parts,and has chosen some related components according to the standard;later has carried on the essential examination computation to the work components and the press specification; Finally, draws up the mold the assembly drawing and thepartial detail drawings. The structure of the introduced example mold in this article is simple practical, easy to operate reliable, may guarantee the mold work movement to be reliable and the pressing part mass production request, has the certain reference function to the similar work piece mass production.
1.1
冲压是在常温下利用冲模在压力机上对材料施加压力,使其产生分离或变形,从而得到一定形状,尺寸和性能的零件的加工方法,它是压力加工方法的一种,是机械制造中先进的加工方法之一,材料、模具和设备是冲压的三要素。冲压加工要求被加工材料具有较高的塑性和韧性,较低的屈强比和时效敏感性,一般要求碳素钢伸长率δ≥16%、屈强比σs/σb≤70%,低合金高强度钢δ≥14%、σs/σb≤80%,否则,冲压成形性能较差,工艺上必须采取一定的措施,从而提高了零件的制造成本。模具是冲压加工的主要工艺装备。冲压件的表面质量、尺寸公差、生产率以及经济效益等与模具结构及其合理设计的关系很大。按照冲压工序的组合方式分有:单工序的简单模、多工序的连续模和复合模。
由于工作的需要,在满足学校的相关规定的前提下,我申请到校外毕业设计,于是设计题目是由工厂总工程师兼我的校外指导老师。。。师傅给出,结合自己的知识特点,本次设计选取冲孔、拉深、落料复合模进行电机外壳模具的设计。
本说明书共八章。第一张为冲压相关方面知识和AUTO CAD的概述。第二章到第五章是根据模具设计的基本步骤,进行工艺分析、相关参数的计算、零件的设计和相关设备的选取。第六章为模具动作的说明。第七章介绍了装备图和零件图的绘制并给出图纸的规格。第八章为本次设计的总结,随后附有这次设计全过程中所查阅过的资料。
AutoCAD是美国Autodesk公司推出的,目前国内外最受欢迎的微机CAD软件包。它经过若干次重大的修改,版本不断更新,功能越来越强并日趋完善。AutoCAD是由美国Autodesk公司于1982年12月推出的通用CAD软件包,目前在全球范围内得到广泛地应用,其用户占有率超过60﹪。从最初的1.0版发展到最新的2009版,其功能得到不断更新并日趋完善,从简单的二位绘图发展到现在集三维设计,真实感显示及通用数据库管理,Internet通信为一体的通用微机辅助绘图软件包。同时,AutoCAD的Auto LISP和基于C++语言的ADS及ARX为用户提供了强大的开发工具。
Key words: Cutting; Mold; Machinery; Manufacturing;Mold designing;Strecting
前
这学期里最主要重心是在做着一件事情,毕业设计(论文)!该环节是本科教育计划的一个重要环节,同时也是落实本科教育培养目标的重要组成部分,其主要目的是培养学生综合运用所学知识,理论联系实际,独立分析、解决问题,使学生在科研选题、调查研究、检查和查阅中外文献资料、综合分析、实验设计及研究、计算、数据处理、文字表达等方面的能力得到综合训练,进而巩固和加深所学的专业知识,提升学生全面素质。
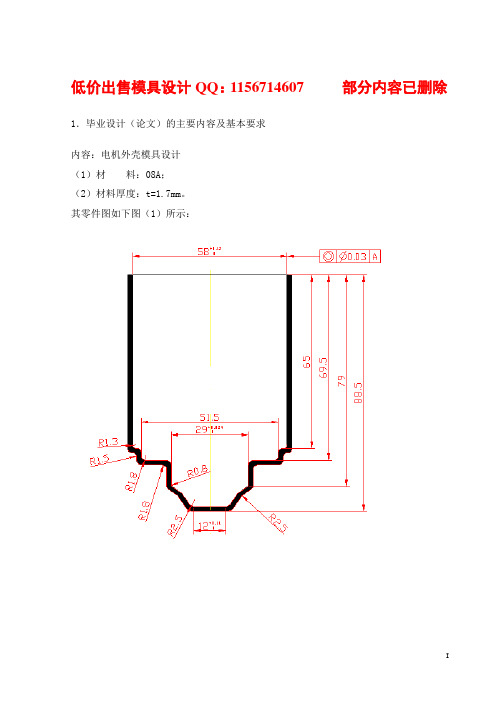
低价出售模具设计QQ:1156714607部分内容已删除
第
在现代工业生产中,冲压模具是生产各种产品的重要工艺装备,它以其特有的形状通过一定的方式使原材快速发展,不断对模具的设计和制造提出了更高的要求,其设计是否合理对冲压件的表面质量、尺寸精度、生产率以及经济效益等影响很大。因此,研究冲压模具的设计,提高冲压模具的各项技术指标,对冲压模具设计和冲压技术发展是十分必要的。
5.4.2圆凹模的设计
第
下面几个是模具处于闭模状态的示意图,下模座安装在工作台上,模柄上端与压力机相连,在压力机的作用下,使得上模部分可以上下移动来实现整个冲压过程。
4.2第二副再次拉深模的相关计算
4.2.1模具结构型式选择
4.3第三副锥形件拉深模的相关计算
4.3.1模具结构型式选择
第
5.1第一副模具中落料凸模和凹模相关的设计
5.1.1落料凹模的外形尺寸
5.1.2落料凸模的设计
5.2第一副模具中拉深凸模和凹模的相关设计
5.2.1拉深凸模和凹模的间隙
5.2.2拉深凸模和凹模的圆角半径
在AUTO的发展历程中,主要有以下一些版本:AUTOCAD V1.4以前的版本,只具备。。。。。。。
第
制定电机外壳的工艺方案,并设计模具。零件材料为08A,厚度为1.7mm.
2.1 分析零件冲压工艺
制定工艺时首先仔细了解零件的使用条件和技术要求,并进行工艺分析。
该零件是轴承外壳,其零件图如下:
图2-1 电机外壳零件图
拉深凹模的圆角半径, , =1.8mm
5.2.3压边圈的选用
拉深系数m=0.49,相对厚度 =1/148
由表4-181【4】查得,该拉深不需要使用压边圈。
5.2.4
5.3第二副再次拉深模的相关设计
5.3.1圆凸模的设计图5源自25.3.2圆凹模的设计5.4第三副锥形拉深模的相关设计
5.4.1圆凸模的设计
在冷冲压生产中,为了适应不同的冲压工作需要,需采用各种不同类型的压力机,压力机的类型很多,按传动方式的不同,主要可分为机械压力机和液压压力机两大类。其中机械压力机在冷冲压中应用最广泛。随着现在冲压技术的发展,高速压力机,数控回转头压力机等也日益得到广泛应用。在大批量生产中,应尽量选用高速压力机或多工位自动压力机;在小批量生产中,尤其是大型厚板冲压件的生产中,多采用液压机。一般冲压车间常用的机械式压力机有曲柄压力机和摩擦压力机等,又以曲柄压力机为最常用。