PPAP中英文报告模板-3.外观检验报告
PPAP 英文文件模板

Байду номын сангаас
Yes
No
n/a
Yes
No
n/a
__ Change to Optional Construction or Material __ Sub-Supplier or Material Source Change __ Change in Part Processing __ Parts Produced at Additional Location __ Other - please specify
CUSTOMER SUBMITTAL INFORMATION Customer Name/Division Buyer/Buyer Code Application
MATERIALS REPORTING Has customer-required Substances of Concern information been reported Submitted by IMDS or other customer format: Are polymeric parts identified with appropriate ISO marking codes REASON FOR SUBMISSION (Check if at least one) __ Initial Submission __ Engineering Change(s) __ Tooling; Transfer, Replacement, Refurbishment, or additional __ Correction of Discrepancy __ Tooling Inactive > than 1 year REQUESTED SUBMISSION LEVEL (Check one) __ Level 1 - Warrant only (and for designated appearance items, an Appearance Approval Report) submitted to customer. __ Level 2 - Warrant with product samples and \imited supporting data submitted to customer. __ Level 3 - Warrant with product samples and complete supporting data submitted to customer. __ LeveI 4 - Warrant and other requirements as defined by customer. __ Level 5 - Warrantwith product samples and complete supporting data reviewed at supplier's manufacturing location. SUBMISSION RESULTS The results for __ dimensional measurements __ material and functional tests __ appearance criteria __ statistical process package These results meet all drawing and specification requirements; __ Yes __ NO (If "NO" - Explanation Required) Mold / Cavity / Production Process DECLARATION
PPAP(中英版本)

第二部分 PPAP的过程要求 Section 2 PPAP process requirements
该有效的生产,必须在生产现场使用与量产环境同样的工装、量具、过程、 材料和操作人员。来自每个生产过程的零件,如:可重复的装配线和 /或工作站、一模多腔的模具、成型模、工具或模型的每一个位置, 都必须进行测量,并对代表性零件进行试验。 This significant product run shall be conducted at the production site, at the product rate (see glossary) using the production tooling, production gaging, production process, production materials and production operators. Parts of each unique production process, e.g. duplicate assembly line and/or work cell, each position of a multiple cavity die, mold, tool or pattern, shall be measured and representative parts tested. 对于散装材料:“零件”没有具体数量的要求。提交的样件必须出自“稳 定”的加工过程。 For bulk materials: No specify number of “parts” is required. The submitted sample shall be taken in a manner as to assure that it represents “steady-state” operation of the process.
PPAP范文

Other Approval/Date(If Req'd)(其他批准/日期(如有要求))
NA
Methods 方法
Product / Process Evaluation / Measurement
Specification / Tolerance
Technique
产品/过程规格/公差
评估/测量技术
Size 规格
4 shots
Once Once O一n次ce 一次 100%
Every adding 每次加料
Every adding 每次加料
Every shift 每班
Before formal production 正式生产前
100%
Checking record 检查报告
Adjust temperature set-up 调节已设定温度
----
Temperature
----
Time 时间
----
----
----
----
63~67 ℃. 30min( just for refer.) R30e分fer钟to(仅作参考) De-rack instruction Refer to
Electronic-scale 电子称
Projector 投影仪
----
---Proper racking position Degreasing
1
----
Etching parameter
1
----
Pre plate-plating
1
Electroplate ProcessCu, Semi-Ni, Bright Ni, Cr 电镀过程:铜,半光镍,
PPAP文件模板
PPAP文件模板n Part n WarrantNumber: ZY/CG-03-02Part Name:Part Number:Product Drawing Change Level: Change Date:XXX:Change Date:XXX:Weight: ______kgXXX: Yes NoXXX:XXX:Date:Supplier nSupplier Name:Supplier Code:Address/Zip Code:XXX Name:XXX:SubmittedXXX:Initial nChange to a different structure or materialProduct design changeChange in XXXTooling: n。
replacement。
XXXTooling has been out of use for more than one yearPart machining process changeXXX nn of parts XXXOther - please specifyRequired n Level (select one):Level 1 - Only submit a warranty to the customer (if specified as an appearance item。
an appearance part approval report should also be submitted)Level 2 - Warranty。
parts。
drawings。
n n results。
material and performance test results。
appearance part approval reportLevel 3 - At the requester's n - Warranty。
外观批准报告中英文
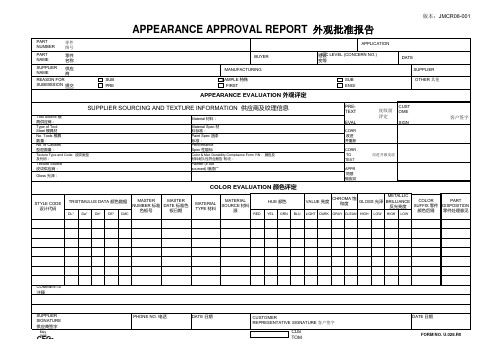
APPLICATION 工 程E设/C LEVEL (CONCERN NO.) 变等
RESUB ENGI NEE
DATE SUPPLIER OTHER 其他
SUPPLIER SOURCING AND TEXTURE INFORMATION 供应商及纹理信息
APPEARANCE APPROVAL REPORT 外观批准报告
版本:JMCR08-001
PART NUMBER
零件 图号
PART NAME
零件 名称
SUPPLIER NAME
供应 商
REASON FOR SUBMISSION 提交
原因
PART SUB PRE TEXT
BUYER
MANUFACTURING SPECIAL SAMPLE 特殊 FIRST PRODUCTIO
DL* Da* Db* DE* CMC
色板号
板日期
MATERIAL TYPE 材料
MATERIAL SOURCE 材料
源
RED
HUE 颜色
YEL GRN
VALUE 亮度
CHROMA 饱 和度
GLOSS 光泽
METALLIC BRILLIANCE
反光亮度
COLOR SUFFIX 零件
PART DISPOSITION
COLOR EVALUATION 颜色评定
PRETEXT
EVAL
CORR 改进 并重新
CORR TO TEXT
APPR 同意 做皮纹
皮纹前 评定
CUST OME
SIGN
改进并做皮纹
客户签字
Байду номын сангаас
出货检验报告--中英文版.docx
ActualParameter
Test equipment
Defect
Results
Remark
NG
OK
Unacceptable
4
Aging Test
Under the punch of agingmachine﹥4H
Aging Machine
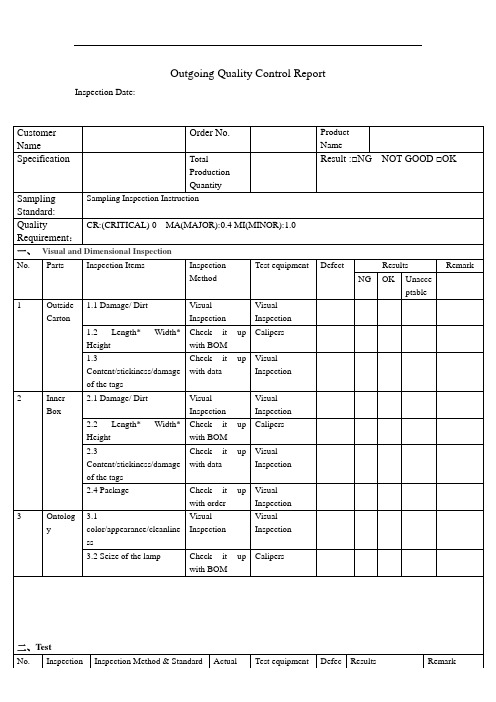
客户名称
定单号
产品名称
产品规格
生产总数
结论:□NG□OK
Inspection Standard
抽样检验指导书
质量要求:致命瑕疵(CR:0)严重瑕疵(MA:0.4)轻微瑕疵(MI:1.0)
一、外观尺寸检验
序号
部位
检验内容
检查方法
检验设备
缺点别
检验结果
说明
NG
OK
不接受
1
外箱
1.1外箱表面破损、脏污
目测
8
角度测试
积分球测试与客户所须一致
积分球
检验员QC:
精品策划书
5
Puncture Test
Under the punch of aging machine﹥4H
Aging Machine
6
Power
The use of power meter+—1W
Power Meter
6
ColorTemperature
The same as customer’s requirement
目测
1.2外箱的长*宽*高
与BOM表核对
卷尺
1.3贴纸内容、粘性、破损
与数据检验
目测
验货报告范本(英文版)
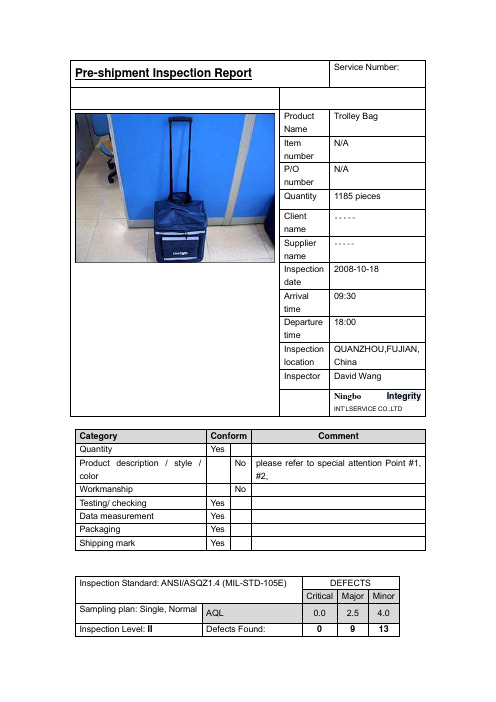
Pre-shipment Inspection Report Service Number: Summary SectionProductNameTrolley BagItemnumberN/AP/OnumberN/AQuantity 1185 piecesClientname。
Suppliername。
Inspectiondate2008-10-18Arrivaltime09:30Departuretime18:00Inspection location QUANZHOU,FUJIAN, ChinaInspector David WangNingbo IntegrityINT’LSERVICE CO.,LTDCategory Conform CommentQuantity YesProduct description / style / color No please refer to special attention Point #1, #2,Workmanship NoTesting/ checking YesData measurement YesPackaging YesShipping mark YesInspection Standard: ANSI/ASQZ1.4 (MIL-STD-105E) DEFECTSCritical Major Minor Sampling plan: Single, Normal AQL 0.0 2.5 4.0Inspection Level: II Defects Found: 0 9 13QuantityProduct description / style / colorspecificationCheck against sample submitted by client:Discrepancy was found on inspection samples, please refer to Special Attention point # 1 & #2.WorkmanshipDefectives ListDefectivesListDefectivesCRI MAJ MIN PictureDescription0 0 8Wrinkle markon fabricDirty stains 0 0 5DefectivesListDefectives ListDefectivesDescriptionCRI MAJ MIN PictureHandle standslant ( can beused)0 9 0TESTING /CHECKINGFunction test on handle, wheel, zip and Velcro.Performed on all seletced samples, the result was passed.Function checking for Velcro tape/zip Performed all selected samples, the result was acceptablePull test at handle strap by hand normal force Performed on S-3 samples, the result was passed.Adhesive test by tapes Performed on S-3 samples, Noprinting peel off, the result waspassedSize measure performed on 5 pcs samples,result is below measurement table.Internal Check performed on 5 pcs samples,Discrepancy was found oninspection samples, please refer toSpecial Attention point # 1 & # 2.(Page 2).Mass productions Approved sampleGap locationCarton Drop Test from 76cmheight, drop 10 times at 1 corner, 3edges and 6 faces.Performed on 3 cartons, the resultwas passedDATA MEASUREMENTSize MeasurementItems Spec.(cm)Samples1 2 3 4 5Product size (L * W * H) N/A 36 * 26.5* 4036 * 26.5* 4036 * 26.5* 4036 * 26.5* 4036 * 26.5* 40Side pocket23*25 23*24.5 23*24.5 23*24.5 23*24.5 23*24.5 Logo printing(L * W)N/A 11 * 2.6 11 * 2.6 11 * 2.6 11 * 2.6 11 * 2.6PE boardthickness onbottom and backpart4.0mm 4.0mm 4.0mm 4.0mm 4.0mm 4.0mmPE boardthickness around3 sides3.0mm 3.0mm 3.0mm 3.0mm 3.0mm 3.0mmGross Weight ofexport cartonN/A 5.0 KGS 5.1 KGS 5.2 KGS 5.0 KGS 5.0 KGSSize of Export carton N/A 39 * 32 *44cm39 * 32 *44cm39 * 32 *44cm39 * 32 *44cm39 * 32 *44cmPackagingUnit packingEach product was packed into anindividual poly bag ,sealed onopeningOuter packing Carton size: 39 * 32 * 44cm1 pc with an instruction sheet packed ina carton which fixed by 1 nylon strap.Shipping markShipping MarkFront mark Side markOther markingBar code label on CartonPrinting logo on bag Other PicturesSewn label Sewn label (back)Instruction sheet Bottom viewString on zipper puller Compare with approved sample (rightside one)CartonsTotal cartons Inspected cartons。
PPAP生产件批准程序(中英文)

目的It is to guarantee company,s correct understanding over the demands presented in customers,engineering design records and standards and to guarantee those potential abilities to sustainably meet the said demands during executing the real production under required take time.确保公司正确理解顾客工程设计记录和规范的所有要求,并在执行所要求的生产节拍条件下的实际生产过程中,具有持续满足这些要求的潜在能力。
2.0 Scope 范围This procedure is applicable to all related products and when customers require to submit approval report or to amend approval report.本程序适用于本公司提供给顾客的所有产品,也适合顾客要求递交批准报告或其变更批准报告的其它场合。
3.0 Definitions 定义3.1 PPAP: Production Part Approval ProcessPPAP:指生产件批准程序的英文简称3.2 Production Part: Parts used for Production Part Approval should be from effective productionprocess. Typically, this process involves one hour to one shift with a stated production of 300pieces at least, except other written statement from customers.生产件:对于用作生产件批准的零件应取得有效的生产过程。