连铸热过程数学模型的建立
方坯连铸凝固传热数学模型及其软件
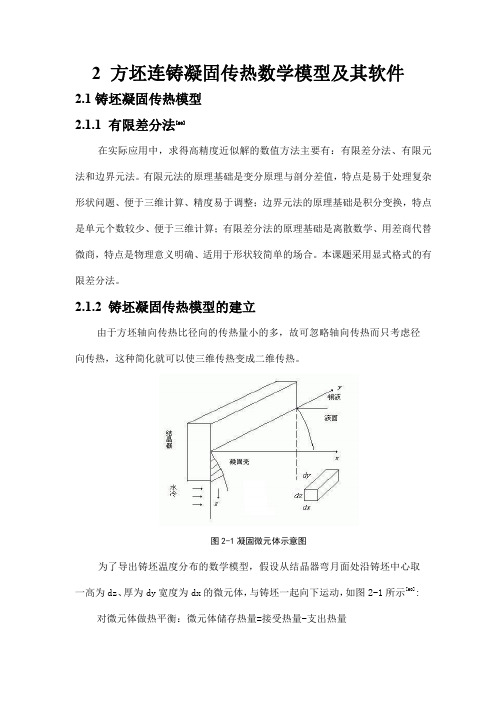
图 2-2 网格划分示意图
由泰勒级数展开式知:
T in1 =T in (x i +Δx)= T in +Δx/1!(
T n ) i +(Δx) 2 /2!( x T n T in1 =T in (x i -Δx)= T in -Δx/1!( ) i +(Δx) 2 /2!( x
T n ) i +… (2-2) x x T n ) i -… (2-3) x x
选用如下两个经验公式[60]:
Tl=1539-(90%C+6.2%Si+1.7%Mn+28%P+40%S+2.6%Cu+2.9%Ni+1.8%Cr+5.1%Al) Ts=1536-(415.3%C+12.3%Si+6.8%Mn+124.5%P+183.9%S+1.4%Cr+4.1%Al) (2-16) (2-17)
2.3 凝固传热模块计算结果分析
在凝固传热模块部分,依据钢液在凝固过程的传热行为建立数学模型,通
过模型计算出铸坯表面温度曲线、 坯壳厚度曲线、 各个关键点的铸坯表面温度以 及坯壳厚度和液芯长度。
2.2 凝固过程数学模型计算程序
在所建立的方坯连铸凝固传热数学模型中,考虑了钢的热物性参数随温度 变化关系,并考虑了铸机的设备条件。这样,就做到了数学模型所用的边界条件 尽可能地与实际的连铸凝固过程的条件相符合,使模型更加精确和符合实际。 计算程序图 2-3 见图。连铸凝固传热模型总体结构如图 2-4 所示。
2.1.4 物性参数的确定
(1)钢的液相温度(Tl) 、固相温度(Ts) : 钢的液、固相温度取决于化学成分,与 C、Si、Mn、P、S、Cu、Cr、Al 等 元素含量有关。
连铸坯热装热送过程中的传质特性研究与模拟

连铸坯热装热送过程中的传质特性研究与模拟连铸坯是一种常见的金属产品,在生产过程中,通过连铸技术将熔融的金属注入到连续结晶器中,形成连续的坯料。
在连铸坯热装热送过程中,传质特性的研究对于优化生产工艺、提高产品品质具有重要意义。
本文将通过模拟和研究连铸坯热装热送过程中的传质特性,探索其影响因素及优化方法。
一、传质特性的定义与重要性传质特性是指在连铸坯热装热送过程中,金属中各组分之间质量或能量的传递过程。
在连铸过程中,金属中的成分不断发生变化,通过传质特性的研究可以了解金属成分变化的规律,从而控制坯料的化学成分,提高产品质量。
二、连铸坯热装热送传质特性的主要因素1. 温度梯度:传质过程受温差驱动,温度梯度的存在将加剧金属中成分的传递速度。
因此,在连铸坯热装热送过程中,合理控制温度梯度有利于提高传质效率。
2. 流动条件:金属在热装热送过程中形成的流动状态对传质特性有着重要影响。
尤其是在液态金属中,流动条件的改变将导致金属中成分的重新分布。
3. 传质界面:传质界面是传质特性研究的重点之一。
在连铸过程中,液态金属与结晶器壁的接触界面处,传质速率较快,属于传质界面。
合理设计传质界面可以提高传质速率,达到优化生产工艺的目的。
三、连铸坯热装热送传质特性模拟方法1. 数值模拟:利用计算机数值模拟方法,可以对连铸坯热装热送传质特性进行模拟与分析。
通过求解相应的传质方程和动量方程,得到金属流动和成分的分布情况。
2. 物理模拟:采用物理实验方法,通过建立实验平台模拟连铸坯热装热送过程。
利用高温熔融金属和结晶器模拟实际工况,通过观察和测试,研究传质特性的变化规律。
四、连铸坯热装热送传质特性研究的意义和应用1. 优化生产工艺:通过深入研究连铸坯热装热送过程中的传质特性,提出相应的优化措施,可以改善金属组织结构,减少气孔、夹杂等缺陷的产生,提高产品品质。
2. 节约能源:传质特性研究有助于优化连铸过程中的能源消耗。
通过控制传质速率和界面条件,实现能源的高效利用,提高连铸过程中的能源利用率。
连铸过程原理及数值模拟

连铸过程原理及数值模拟连铸是一种重要的金属成形工艺,广泛应用于钢铁、铝合金等金属材料的生产和加工中。
连铸过程原理及数值模拟是研究连铸工艺的关键内容,通过对连铸过程的原理分析和数值模拟,可以优化连铸工艺参数,提高产品质量和生产效率。
连铸过程是将熔融金属直接注入到连续运动的铸坯中,通过冷却和凝固过程,将熔融金属转化为固态铸坯。
连铸的基本原理是利用连续运动的铸坯带走热量,使熔融金属迅速凝固,形成连续的固态铸坯。
在连铸过程中,主要包括液相区、液固两相区和固相区三个区域。
在液相区,熔融金属通过连续浇注,填充到铸坯的空腔中。
熔融金属的温度高于固相线,处于液态状态。
随着熔融金属的注入,液相区的长度逐渐增加。
在液固两相区,熔融金属和正在凝固的铸坯同时存在。
由于熔融金属的温度高于固相线,所以熔融金属仍然保持液态。
而铸坯由于受到液相的热量传递,开始逐渐凝固。
在这个区域中,液相区的长度逐渐减小,凝固铸坯的长度逐渐增加。
在固相区,整个铸坯都已经完全凝固。
熔融金属已经完全转化为固态,形成连续的固态铸坯。
在这个区域中,液相区的长度为零,凝固铸坯的长度为整个连铸过程的长度。
为了研究连铸过程的细节和优化连铸工艺参数,数值模拟成为一种重要的方法。
数值模拟是通过数学模型和计算机仿真技术,对连铸过程进行模拟和分析。
数值模拟可以准确地计算连铸过程中的温度场、流场和凝固结构等关键参数,为工艺优化提供科学依据。
在连铸过程的数值模拟中,需要考虑多个物理过程的相互作用。
首先是流体力学过程,包括熔融金属的流动和铸坯带走热量的过程。
其次是热传导过程,包括熔融金属的冷却和凝固过程。
最后是凝固结构演化过程,包括铸坯的晶粒生长和偏析等现象。
为了建立连铸过程的数值模型,需要考虑材料的物理性质、流体力学和热传导方程等方面的参数。
同时,还需要考虑边界条件和初始条件等参数。
通过数值模拟,可以预测连铸过程中的温度分布、流速分布和凝固结构等重要参数,为工艺优化提供指导。
连铸-蠕变-高温-应力-连续矫直-矫直曲线

连铸论文:连铸坯连续矫直技术的研究【中文摘要】连铸坯的矫直技术是发展高效连铸的关键技术之一,高效连铸技术的核心就是高拉速及高铸坯质量。
在高拉速的条件下,为了保证带液心的铸坯矫直时两相区内的应变和应变速率控制在允许值的范围内,能够适应高拉速的连续矫直技术已成为当前的主流技术。
为此,本文进行了下面的研究工作。
在分析连铸坯凝固传热和变形的基础上,建立了连铸板坯凝固过程的传热数学模型和应力应变模型,确立了相应的边界条件、铸坯热物性能参数和基本的力学参数,采用有限元软件对连铸板坯温度场和应力应变进行了模拟,得到从结晶器到凝固结束的传热和变形情况。
在研究现有连续矫直曲线的基础上,指出现有矫直曲线的不足,即铸坯的应变速率近似为常数,没有充分考虑温度和应力对铸坯变形速率的影响。
连铸坯的矫直过程中,铸坯温度高,蠕变及应力松弛现象显著,因此在连续矫直方案的设计中,可以充分利用铸坯的高温变形特性。
由高温材料的蠕变性能认识到,铸坯的矫直应变速率不仅与温度有关,而且与铸坯的应力有关,因此在充分考虑铸坯应力对应变速率的影响下,可将大部分的变形放在温度较高的区域内完成,从而对连续矫直区的矫直技术进行优化设计。
综合考虑铸坯的高温和应力蠕变性能,通过对曲线公式推导...【英文摘要】Straightening billet continuous casting technology is one of the key technologies of efficient continuous casting, the core of efficient continuous castingtechnology is high speed and high quality of the slab. In the high casting speed conditions, when Straightening of the strand with a liquid center, in order to ensure the two phase region of strain and strain rate control within the allowable values, able to adapt to high casting speed of continuous straightening technology has become the current mainstr...【关键词】连铸蠕变高温应力连续矫直矫直曲线【英文关键词】Continuous casting Creep High temperature Stress Continuous straightening Straightening curve 【索购全文】联系Q1:138113721 Q2:139938848【目录】连铸坯连续矫直技术的研究摘要5-6Abstract6-7第1章绪论11-201.1 连铸矫直技术的发展及现状11-131.1.1 连铸矫直技术概述111.1.2 连铸矫直技术的发展11-121.1.3 连铸矫直技术的主要研究方法12-131.2 连铸过程的传输现象以及应力应变行为13-151.3 连铸矫直技术的冶金原理及矫直原理15-181.3.1 连铸坯内裂纹产生机理15-161.3.2 连铸坯凝固过程中坯壳的变形16-171.3.3 连铸坯变形的高温脆化理论17-181.3.4 应变速率理论181.3.5 连铸坯矫直的基本原理181.4 本课题的研究背景及研究内容18-201.4.1 本课题的研究背景18-191.4.2 本课题的主要研究内容19-20第2章连铸坯凝固过程的传热20-292.1 连铸坯凝固传热特点及微分方程20-212.1.1 连铸坯凝固传热特点202.1.2 连铸坯凝固传热微分方程20-212.1.3 铸坯冷却控制的冶金原则212.2 结晶器传热与凝固21-242.2.1 结晶器的作用21-222.2.2 结晶器导出热流22-232.2.3 结晶器内坯壳生长232.2.4 结晶器冷却控制23-242.3 二冷区传热与凝固24-282.3.1 二冷区与铸坯质量242.3.2 二冷区的传热24-252.3.3 二冷区内坯壳生长25-262.3.4 二冷区冷却强度确定原则262.3.5 二冷区冷却冷却水的分配26-272.3.6 二冷区冷却冷却方式及控制方式27-282.4 本章小结28-29第3章连铸坯凝固过程的应力应变29-393.1 连铸坯流变学理论29-323.1.1 高温铸坯的蠕变特性29-303.1.2 铸坯流变学模型30-323.2 连铸坯弹粘塑性变形理论32-343.2.1 屈服准则323.2.2 强化定律323.2.3 增量理论32-333.2.4 弹粘塑性力学本构方程33-343.3 连铸坯矫直过程坯壳受力模型34-363.3.1 连续矫直过程坯壳的受力34-353.3.2 连续矫直过程铸坯受力的简化35-363.3.3 连铸坯变形模型基本方程363.4 连铸坯应变变形36-383.4.1 铸坯的综合应变36-383.4.2 影响连铸坯变形的因素383.5 本章小结38-39第4章连铸坯凝固传热及矫直变形有限元分析39-534.1 板坯连铸机计算实例39-414.1.1 板坯连铸机主要参数39-404.1.2 生产工艺参数40-414.2 连铸坯模型的热物性参数确实定41-444.2.1 固液相温度线确实定414.2.2 固相率41-424.2.3 导热系数424.2.4 比热和凝固潜热42-434.2.5 密度434.2.6 弹性模量43-444.2.7 泊松比444.3 铸坯传热有限元分析44-494.3.1 连铸坯传热初始条件44-454.3.2 连铸坯温度场随时间的变化45-464.3.3 铸坯断面温度场变化46-484.3.4 矫直区坯壳凝固厚度的变化48-494.3.5 铸坯温度场求解结果分析494.4 铸坯矫直变形有限元分析49-524.5 本章小结52-53第5章连铸坯矫直技术分析53-675.1 连铸坯矫直基本类型53-615.1.1 单点矫直53-545.1.2 多点矫直54-565.1.3 压缩矫直56-585.1.4 奥钢联渐近矫直58-595.1.5 康卡斯特连续矫直曲线59-615.2 连续矫直技术的改良类型61-645.2.1 等应变速率固定辊连续矫直61-625.2.2 传统的具有两个连续矫直区的连续矫直曲线62-635.2.3 新型具有两个连续矫直区的连续矫直曲线63-645.2.4 其他连续矫直技术645.3 连续矫直曲线设计中的假设干问题64-665.3.1 连续矫直技术的优越性64-655.3.2 剪切应力问题655.3.3 铸坯中性轴问题655.3.4 连续和衔接问题655.3.5 衡量设计是否合理的指标65-665.4 本章小结66-67第6章新型连续矫直曲线的研究67-776.1 新型连续矫直曲线的提出67-696.1.1 传统连续矫直技术存在的不足67-686.1.2 新型连续矫直曲线68-696.2 新型连续矫直曲线的设计理论69-756.2.1 新型连续矫直曲线的推导69-726.2.2 矫直曲线的精确解72-736.2.3 矫直应变速率和矫直应力73-756.3 算例75-766.4 本章小结76-77结论77-78参考文献78-83致谢83-84作者简介84。
连铸结晶器凝固传热模型研究

Mo l d f o r Co n t i n u o u s Ca s t e r
XU Yo n g—b i n ,L I Y a n ,GUO C h u n—g u a n g ,S UN T i e—h a n
( 1 .WI S D R I E n g i n e e r i n g T e c h n o l o g y C o . , L t d .Wu h a n , H u b e i , 4 3 0 2 2 3 , P . R .C h i n a ;
U 引 舌
作 为连铸 的 心脏 , 结 晶器 内 的连 铸 过 程是 一 个
为进 行 了大 量 的研 究 , 早在 2 O世 纪 六 、 七 十年代 , L a i t , B r i m a c o m b e和 We i n b e r g等 人 就 认 为 沿 高 度 方 向热 传导 较小 , 可 以忽 略 , 并且 板 坯远 离角 部位 置处 的周 向传 热也 可 以忽 略 , 因此 利 用 显 示 有 限差 分 方 法, 建 立 一维数 学模 型 , 计算 铸坯 温度 场 和连铸 坯 的 凝 固状态 , 以及 熔 池 的深 度 等. 通 过 向熔池 添加 放射 性元 素 , 获得 坯壳 形状 , 发现 计算 坯壳 厚度 和 现场观 测一 致 [ 3 1 . T h o m a s 等利 用铸 坯 和结 晶器 之 间 固 、 液
2 .Y a n g c h u n N e w I r o m &S t e e l C o . , L t d .Y a n g e h u n , G u a n g d o n g , 5 2 9 6 0 0, P . R .C h i n a )
Ab s t r a c t :B a s e d o n t h e h e a t t r a n s f e r p r o c e s s i n mo l d,t h e s o l i d i i f c a t i o n a n d h e a t t r a n s f e r mo d e l i n c o n t i n u o u s c a s t i n g mo l d
连铸结晶器温度场及热变形的数值模拟

d fr a o n ra e . T e rt fc o i g w tr h r a n u n e o h e e au e f l d t e a e o t n ic e s h ae o o l ae a g e ti e c n t e tmp rt r ed a h r l m i s n s l f i n m
Nu e ia i u a in o e o ma i n a d tm p r t r m rc lSm lto n d f r t n e e a u e o
i l fc ntnu u a tn u d fed o o i o sc si g m o l
K ANG i L ,W A n g n , HE J—h n NG E —a g i e g c
r t n atn p e n t e tmp r t r ed a d d fr t n o l e n e t ae . T e r s s ae a d c i g s e d o h e e u e f l n e o mai f mod w r i v si td h et s a i o e g e s o e h tw e a t g s e d i c e s s h mp r tr n eo ai n as n r a e . W h n t e m伽 l h w d t a h n c si p e n r a e .te t n e e au e a d d fr t l o ic s s m o e e h d
维普资讯
第 5卷 第 3期
20 0 6年 9月
材
料
与 台 金
学
报
Vo. . 15 No 3 S pt e .20 6 0
大圆坯连铸凝固传热过程的数值模拟

表 1 大圆坯连铸机基本参数
项目单位 /
铸 机 基 本 半径 / m
1 铸坯 中心: ) 为轴对称传热,可视为绝热边界 条件 ,
即
技术参数
1 6
一 l.00 f: r> - 刮 0
一
【 ( 8 J )
( 9 )
【 J
铸坯断面直 径/ m m
结晶器 有效长度/ mm
M AO n —in EN n — h Bi g l g ,R a Bi g z i ,HAN iwe 。 Zh — i,CAO in f n Ja -e g ,FE NG Ke
(. i guSn nE up n o p h n su 2 5 0 , hn ; 1 J n s u a q ime t u ,C agh 15 0 C ia a Gr 2 Na o aE gn e n eerhC ne rrn Sel aigPatnert n C o gig 4 0 1 ,C ia . t n l n ier g sa etro o & teM kn l tgao , h n qn 0 0 3 hn ) i i R c f I nI i
炼钢厂连铸自动化控制探讨
炼钢厂连铸自动化控制探讨摘要:连铸是钢铁工业的重要阶段之一。
在钢铁生产中,连铸生产自动化程度直接关系到板材质量和炼钢效率。
因此,自动化控制连铸工艺的生产对于钢铁的可持续发展至关重要。
对于钢而言,连铸自动化是一个使用连铸设备自动控制各种钢种形式的钢水直接流动的过程。
从应用特点的优点来看,可以大大提高企业的经济社会效益。
本研究以钢铁厂连铸自动化控制技术的引进为切入点,探讨技术发展现状,为钢铁厂的技术作用提供了可行性参考。
关键词:炼钢厂;连铸工艺;自动化控制;研究分析前言连铸过程是轧钢到钢的过渡过程。
在此过程中,液态钢通过成型、冷凝和切割转化为固态钢。
因此,连铸过程的成功直接关系到钢的质量、轧钢的质量和产量。
因此,连铸技术的改进和质量是炼钢技术的核心,自动控制系统的设计是连铸技术应用的一个重要方面。
摘要:在引进连铸工艺的基础上,从多个方面分析了自动化和创新在连铸工艺中的应用,以优化炼钢工艺。
一、炼钢厂连铸自动化控制概述1.炼钢厂连铸自动化介绍应用连铸自动控制技术的主要途径是确保集团公司成为产品结构调整、生产线技术升级和发展、技术各方面改造和一体化的重要方向,从更新设备试验箱到提高产品质量的过程中,大大提高了企业的经济效益,从而使钢铁集团公司在市场激烈竞争中占有一席之地,以满足市场需求,在实体自动化生产中不断为了确保整个系统的高级、可靠和高效运行,从而减少过剩容量,创建更多的投资订单,减少过剩存储,从而降低整个过程的资本成本,需要充分利用系统配置优势和概念。
2.基础工艺简介为了调整产品结构,进一步提高产品质量,钢铁在设备升级链中采用连铸自动控制流技术更新现有技术,以提高经济效益,作为技术升级、响应的现状作为当前生产的一部分,钢铁使自动化配置成为系统可靠性和进展的一个条件。
在系统的合理配置和功能配置方面,它具有明显显着的应用优势,有助于避免产能过剩,节约成本,建设和谐社会。
在设计应用阶段,将坯连铸机生产线作为生产线系统控制设备的基本控制领域,采用自动控制技术作为系统的基本结构,从而实现了其在自动控制中的生产要求。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
连铸热过程数学模型的建立2.1连铸热过程数学模型的建立连铸热过程为连铸坯的凝固冷却过程。
连铸坯在凝固过程中,凝固传热量不仅影响铸机生产效率和设备寿命,而且对铸坯的表面质量和内部质量都有重要影响。
因此薄板坯凝固传热规律的研究,对该工艺的生产和设计,都具有十分重要的意义。
板坯凝固冷却过程可分为三个阶段:(1)结晶器冷却。
钢液在近结晶器壁处快速冷却,形成薄的坯壳;(2)二冷区冷却。
坯壳具有足够厚度时,铸坯从结晶器中拉出,在二冷区受到强烈的喷水冷却,液芯逐渐凝固;(3)空冷区冷却。
铸坯在空气中较缓慢地冷却,铸坯断面上温度逐渐趋于均匀。
根据板坯的凝固冷却过程,连铸热过程数学模型包括结晶器、二冷区和空冷区这三部分。
结晶器中热传递主要沿水平方向进行。
传热过程包括:(1)钢水以对流和导热形式将热量传给坯壳;(2)凝固坯壳的导热;(3)凝固坯壳与结晶器壁的传热;(4)结晶器壁的导热;(5)喷淋水与结晶器壁的强制对流传热。
其中在传热过程(3)中,填充于铸坯壳与结晶器壁气隙中的渣膜控制铸坯壳向结晶器的传热量,在结晶器的传热过程中显得尤为重要。
因此,应进一步分析气隙中渣膜特性对传热的影响,建立坯壳与结晶器气隙的传热模型。
为全面分析结晶器的传热,将该模型于铸坯凝固和结晶器壁的传热祸合起来,建立统一的结晶器传热数学模型。
带有液芯的铸坯进入二冷区达到完全凝固。
在二冷区铸坯向外传热方式主要有:(1)由喷射水滴蒸发带走的热量;(2)铸坯表面与周围环境的辐射换热;(3)铸坯与支撑辊、导辊的接触换热。
喷淋水和支撑辊、导辊与铸坯的传热对铸坯内液芯长度的控制十分重要。
铸坯进入拉矫机后进入空冷区,铸坯主要以辐射换热方式和自然对流的方式进行冷却。
2.1.1 基本假设为建立连铸过程温度场数学模型,需对物理模型进行简化,作如下假设:(1)连铸生产线工况稳定;(2)由于铸坯的贝克来数很高(~ 105),忽略整个铸坯沿拉坯方向传热; (3)钢液面上保护渣具有保温作用,忽略钢液表面的散热量;(4)沿结晶器和薄板坯宽度方向传热具有对称性,只计算1/2截面的温度场; (5)注入结晶器的钢液温度恒定;(6)结晶器壁与坯壳间的气隙层厚度不随位置和时间变化; (7)不考虑结晶器内凝固壳表面的振痕对传热的影响。
2.1.2控制方程在凝固过程中,取铸坯断面作为求解区域来建立方程。
由于板坯传热的对称性,故可以用其半截面来进行计算。
其能量平衡方程式为图2.1 结晶器计算断面物理模型),,()()()()(τλλλτρy x F zT z y T y x T x z T V T c +∂∂∂∂+∂∂∂∂+∂∂∂∂=∂∂+∂∂ (2-1) z=V τ (2-2)根据假设条件,在稳定工况下,忽略沿拉坯方向z 的导热,连铸坯温度场与时间τ和空间坐标厚度方向y 、宽度方向x 有关,坐标原点在结晶器左下角点,如图2.1。
凝固潜热用不稳态导热方程中的热源函数),,(τy x F 来计算,导热方程简化为如下形式qmy结晶器壁气隙层铸坯qmqmWp/2 Wm/2Dp Dmx),,()()()(τλλρτy x F yT y x T x cT +∂∂∂∂+∂∂∂∂=∂∂ (2-3)函数),,(τy x F 表示相变热源的分布特征函数,该热源与钢液的凝固率成正比,且与合金的性质有关τρτ∂∂=solidf Hy x F ),,( liquid solid T T T ≤≤ 0),,(=τy x F T > T liquid or T< T solid(2-4)则式(2.3)可写为τρλλρτ∂∂+∂∂∂∂+∂∂∂∂=∂∂solid f H y Ty x T x cT )()()( (2-5)利用下式ττ∂∂+∂∂=∂∂TT f f solid solid (2-6)将导热方程式(2.1)改写成)()()(yTy x T x T c ff e ∂∂∂∂+∂∂∂∂=∂∂λλρτ 式中等效比热系数c eff 取为c liquid (T) T>T liquidc eff = c(T) - HTf solid∂∂ T solid liquid T T ≤≤ (2-7)c solid (T) T<T solid在液相区及两相区,铸坯未凝固部分的熔体运动使得铸坯的凝固计算比较复杂,因为要恰如其分地考虑液相区、两相区中钢液流动引起的热对流现象,除导热方程以外,还需考虑包括流体运动及其连续性方程等在内的方程组。
解决这一问题的简化方法是利用有效导热系数标来描述热对流使熔体的导热系数成倍数增加的情况,熔体运动越强烈传热强度就越大,eff λ也越大。
同时对于铸坯液芯运动的对流传热,可以用导热加以考虑。
在铸坯计算区域,其表达式为m l ·λsolid (T) T>T liquideff λ= λmesh (T) T solid liquid T T ≤≤(2-8)λsolid (T) T<T solid在铸坯计算区域,模型引入热源函数F (x,y ,τ)、等效比热系数c eff 及等效导热系数eff λ后,连铸热过程导热方程最终表达式写为)()()(yT y x T x T c eff eff ff e ∂∂∂∂+∂∂∂∂=∂∂λλρτ (2-9)2.1.3定解条件模型把钢液的浇铸温度作为初始条件。
从弯月面上的位置开始,模型计算断面以拉坯速度依次通过结晶器、二冷区及其空冷区的各层,依据实际生产工况分析并确定计算断面同周围介质的热交换的边界条件。
初始条件(τ=0)铸坯:0)0,,(,22,22p T y x T Wmx Wp Wm Dp Dm y Dp Dm =≤≤-+≤≤- (2-10) 结晶器壁:)0,,(,2,20,20mT y x T Dm y Dp Dm Dp Dm y Wp Wm x =≤≤+-≤≤-≤≤ (2-11) 式中:T p 0--指铸坯的初始温度,也即浇注温度T m 0—指结晶器壁的初始温度 边界条件(τ>0) (1) 结晶器对称面:0,2=∂∂=yTWm x λ (2-12) 上表面:)(,20,τλy q yTWm x Dm y =∂∂-≤<= (2-13) 下表面:)(,20,0τλy q yT Wm x y =∂∂≤<= (2-14)侧表面:)(,0,0τλx q xTDm y x =∂∂≤≤= (2-15)其中,q x (τ)﹑q y (τ)为结晶器上下及侧表面与冷却水的换热量,且认为结晶器各表面的热流密度均匀。
在实际工程运算中,一般采用经验式或测量数据来进行计算,结晶器表面的平均热流密度q m 可表示为q x (τ)=q y (τ)=q m =2688-227VLm(2-16)(2)二冷区图2.2 二冷区计算断面物理模型对称面:0;0,2=∂∂≤<=yTDp y Wp x λ (2-17) 上表面:e q yTWp x Dp y =∂∂-≤<=λ;20, (2-18) 下表面:e q yT Wp x y =∂∂≤<=λ;20,0 (2-19) 侧表面:e q xTDp y x =∂∂≤<=λ;0,0 (2-20)其中q e =h(T-Tw),h 由下式确定h=0.581W 0.451(1-0.0075Tw)(2-21)考虑辊道与铸坯的接触换热量占总散热量的10%,以及喷淋水、辊道及辐射带走的热量,武文斐等[16]提出铸坯表面的综合对流换热系数h 为h=(1+βr)[0.01υ+(0.107+0.0068 υ)W ]+σ0·εp (T 2+Ta 2)(T+Ta) (2-22)式中:W —水流密度,单位L/(M 2·min),指铸坯在单位时间单位面积上所接受的冷却水量。
(3)空冷区对于空冷状态下板坯的冷却,板坯与周围环境进行辐射和自然对流,冷却热量q k为q k =45440)(2.2)(a ap T T T T -+-εσ(2-23)边界条件为对称面:0;0,2=∂∂≤<=yTDp y Wp x λ (2-24) 上表面:k q yTWp x Dp y =∂∂-≤<=λ;20, (2-25) 下表面:k q yT Wp x y =∂∂≤<=λ;20,0 (2-26) 侧表面:k q xTDp y x =∂∂≤<=λ;0,0 (2-27)2.1.4 两相区物性参数计算凝固率忽略溶质再分配,假设溶质温度与f solid 成线性关系,也即潜热是均匀释放的,则有如下的关系式solidliquid liquid solid T T T T f --=(2-28)液相率solidliquid solid liquid T T T T f --=(2-29)两相区的混合比热容表示为c mesh =f solid c solid +f liquid c liquid(2-30)故两相区的有效比热容可以表示为c eff = f solid c solid +f liquid c liquid +H/(T liquid -T solid )(2-31)两相区的有效导热系数表示为λeff = λsolid +)(solid solidliquid solidsolid T T T T ml ---⋅λλ(2-32)2.2 气隙层传热的数学描述在连铸过程中,保护渣随着结晶器的振动,从弯月面处流入结晶器和坯壳的气隙中。
在稳定工况下,形成与结晶器壁接触的固态保护渣﹑气层及与坯壳接触的熔融状态的渣膜,固态保护渣附着在结晶器壁上,熔融状态渣膜随铸坯流动。
如文献[16]所述,气隙层对铸坯的质量有很大影响,为全面分析结晶器和铸坯的热过程,应考虑气隙层热阻对铸坯温度场的影响。
为简化数学模型的描述,做如下几点假设(1)气隙层内传热仅沿其厚度方向进行,且为稳态传热; (2)气隙层内一部分存在空隙,一部分充满保护渣; (3)忽略气隙孔内的对流换热和气体导热。
图2.3 气隙层传热示意图图2.4 气隙中渣的热阻网络坯壳到结晶器间的传热如图2.3所示,它分为三部分热阻:结晶器热阻﹑渣的热阻和气隙层热阻。
对于通过渣的热流,它由等效导热热流q conduct 和辐射热流q radiate 组成。
将保护渣与结晶器壁和坯壳间的接触热阻R contact 归入导热热阻中,保护渣层由平行的熔融态及固态渣层组成,相应热阻为R fsoli d ﹑R fliquid ,根据热阻串并联定律(见图2.4),可得通过渣层热流的等效换热系数h effradiatefliquidfsolid contact radiateconductff e R R R R R R h 1111+++=+=(2-33)其中,DAVID [21]通过试验得气隙层的平均接触热阻R contact =0.0015 m 2·℃/w ,R fsoli d =d fsolid /λfsolid ,R fliquid =d fliquid /λfliquid ,辐射热阻R radiate 为))((1/1/175.02202P m p m f p m f radiate T T T T n Dgap a R ++-++=σεε (2-34)对于气隙层厚度Dgap 可由经验公式求得1000)(2⋅+=f m m pf m m W D m W D Dgap ρρ (2-35)上述式中: d fsolid =d fliquid =Dgap/2由此可以得到结晶器部分的综合传热热阻R=effm h h h 1110++ (2-36)保护渣按表2.1选取:表2.1保护渣参数冶金长度:L=2m ax24K V D p ⋅(2-37) 铸机长度: Lz=1.1L (2-38) 连铸机的半径:Rz=45Dp (2-39)连铸机的弧线段长度:Lb=h R z +2πL(2-40)式中:h L ——指结晶器液面至弧形半径圆心的垂直距离。