橡胶硫化曲线及重要参数点
【详细】橡胶的各种硫化体系讲解!(收藏)
【详细】橡胶的各种硫化体系讲解!(收藏)一.普通硫黄硫化体系(CV)普通硫黄硫化体系(Conventional Vulcanization简称CV),是指二烯类橡胶的通常硫黄用量范围的硫化体系。
对普通硫黄硫化体系(CV),对NR,一般促进剂的用量为0.5~0.6份,硫黄用量为2.5份。
普通硫黄硫化体系得到的硫化胶网络中70%以上是多硫交联键(—Sx—),具有较高的主链改性。
特点:硫化胶具有良好的初始疲劳性能,室温条件下具有优良的动静态性能,最大的缺点是不耐热氧老化,硫化胶不能在较高温度下长期使用。
二.有效硫化体系(EV)一般采取的配合方式有两种:1.高促、低硫配合:提高促进剂用量(3~5份),降低硫黄用量(0.3~0.5份)。
促进剂用量/硫黄用量=3~5/0.3~0.5≥6 2.无硫配合:即硫载体配合。
如采用TMTD或DTDM(1.5~2份)。
特点:1. 硫化胶网络中单S键和双S键的含量占90%以上;硫化胶具有较高的抗热氧老化性能;2. 起始动态性能差,用于高温静态制品如密封制品、厚制品、高温快速硫化体系。
三.半有效硫化体系(SEV)为了改善硫化胶的抗热氧老化和动态疲劳性能,发展了一种促进剂和硫黄的用量介于CV和EV之间的硫化体系,所得到的硫化胶既具有适量的多硫键,又有适量的单、双硫交联键,使其既具有较好的动态性能,又有中等程度的耐热氧老化性能,这样的硫化体系称为半有效硫化体系(SEV)。
用于有一定的使用温度要求的动静态制品。
一般采取的配合方式有两种:1.促进剂用量/硫用量=1.0/1.0=1(或稍大于1);2.硫与硫载体并用,促进剂用量与SEV中一致。
NR的三种硫化体系配合如下表所示:配方成分C V EV高促低硫无硫配合Semi—EV高促低硫硫\硫载体并用SNOB STMT DDMD T 2.50.60.53.0 1.10.6 1.11.11.5 1.51.5 0.60.6四.高温快速硫化体系随着橡胶工业生产的自动化、联动化,高温快速硫化体系被广泛采用,如注射硫化、电缆的硫化等。
橡胶硫化曲线

橡胶硫化曲线橡胶硫化曲线橡胶硫化是指将天然橡胶或合成橡胶中的双键与硫黄反应,形成交联结构,从而使橡胶具有弹性和耐热性的过程。
在橡胶生产中,硫化曲线是评价橡胶硫化程度的重要指标之一。
本文将介绍橡胶硫化曲线的定义、影响因素以及应用。
一、定义1.1 概念橡胶硫化曲线是指在一定条件下,测量不同时间内橡胶样品的硬度变化,并绘制出的曲线。
1.2 测量方法通常使用万能试验机或热压机进行测量。
在测量过程中,将样品放置在试验机或热压机中,在一定时间内加热并施加压力,测量样品不同时间点的硬度值,并绘制出相应时间和硬度值之间的曲线。
二、影响因素2.1 硫化剂种类和用量不同种类和用量的硫化剂对橡胶硫化速率和程度都有影响。
使用过多的硫会导致过交联,硫化速率过快,形成硬而脆的橡胶;而使用过少的硫则会导致交联不足,橡胶弹性差。
2.2 硫化温度和时间硫化温度和时间也是影响橡胶硫化曲线的重要因素。
通常情况下,较高的温度和较长的时间可以促进橡胶的交联反应,提高硫化程度。
但过高的温度和时间会导致橡胶老化、劣化等问题。
2.3 混炼工艺混炼工艺对橡胶硫化曲线也有一定影响。
在混炼过程中加入助剂可以改善橡胶的加工性能和耐热性能,但同时也可能影响硫化反应速率和程度。
三、应用3.1 评价橡胶品质通过测量橡胶样品在不同时间内的硬度变化并绘制出相应曲线,可以评价橡胶的硫化程度和品质。
通常情况下,合格的橡胶样品应该具有较平缓且充分的硫化曲线,并且在一定时间内硬度值应该稳定。
3.2 指导生产橡胶硫化曲线也可以用于指导橡胶生产过程中的操作。
通过对不同硫化条件下的硫化曲线进行比较,可以确定最佳的硫化温度、时间和硫化剂种类和用量等参数,从而提高橡胶生产效率和品质。
3.3 研究交联反应机理橡胶硫化曲线还可以用于研究交联反应机理。
通过对不同时间点的橡胶样品进行分析,可以了解交联反应的速率和程度,并探索交联反应的机理。
这对于深入了解橡胶材料的性质和优化橡胶生产工艺都具有重要意义。
硫化曲线t10和t90
硫化曲线t10和t90硫化曲线是用来研究橡胶硫化过程的一种实验方法,通过观察硫化曲线的变化,可以了解橡胶硫化的速度、硫化程度以及最佳硫化条件等信息。
在硫化曲线中,t10和t90是两个重要的参数,它们分别表示橡胶硫化开始和结束的时间点。
本文将深入探讨硫化曲线中的t10和t90参数的意义,以及它们在橡胶硫化过程中的应用。
第一部分:硫化曲线的定义和意义硫化曲线是用来描述橡胶硫化过程中硫化程度随时间的变化。
通常,硫化曲线的横轴表示时间,纵轴表示硫化程度,硫化程度通常用硫化度或者硬度来表示。
硫化曲线的形状和特征可以反映出橡胶硫化的速度和程度,对橡胶的性能和质量有重要的影响。
t10和t90是硫化曲线中的两个重要时间点。
t10表示橡胶开始硫化的时间点,通常也称为10%硫化时间;t90表示橡胶硫化完成的时间点,通常也称为90%硫化时间。
这两个时间点对于研究橡胶硫化过程的速度和程度具有重要的意义。
第二部分:t10和t90在橡胶硫化过程中的应用1.硫化速度的评估t10和t90可以用来评估橡胶的硫化速度。
硫化速度快的橡胶,t10和t90的数值会比较小,反之则较大。
通过比较不同橡胶的t10和t90数值,可以了解不同橡胶的硫化速度的差异,进而选择最适合的橡胶材料。
2.硫化程度的控制t10和t90还可以用来控制橡胶的硫化程度。
通过控制硫化曲线中的t10和t90参数,可以调整橡胶的硫化程度,从而满足不同产品对橡胶硫化程度的要求。
例如,对于一些需要较高硫化程度的橡胶制品,可以通过延长t90时间来提高硫化程度。
3.工艺条件的优化t10和t90还可以用来优化橡胶硫化的工艺条件。
通过调整硫化曲线中的t10和t90参数,可以确定最佳的硫化温度、硫化时间和硫化剂用量等工艺条件,以获得最佳的硫化效果。
第三部分:如何测试t10和t90要测试橡胶的t10和t90参数,通常可以采用动态硫化曲线分析仪进行实验。
在实验中,先将橡胶样品置于硫化机中,然后加入硫化剂和促进剂,在一定的温度和时间条件下进行硫化。
试验5橡胶的硫化曲线测定
思考题
1.什么叫正硫化时间、焦烧时间? 2.未硫化橡胶硫化特性曲线的测定有什么意义。
实验原理
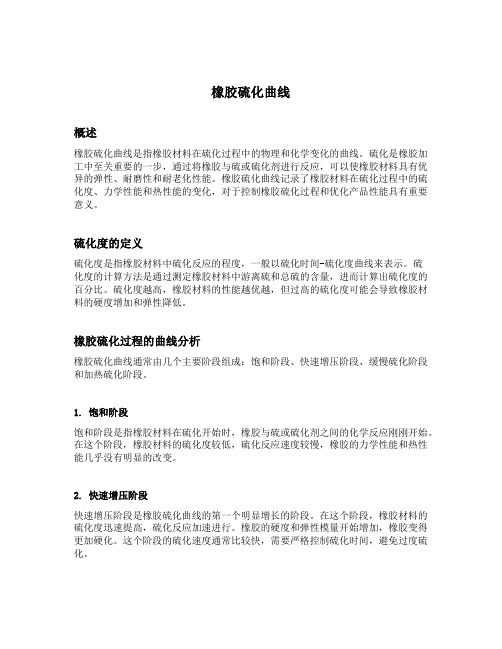
此力大小取决于胶料的刚度(剪切模量)。随着硫化 开始,胶料试样的刚度增加,测力机构测出的反作用 力(转矩)会逐步上升到稳定值或最大值;得到一条 转矩与时间的对应关系曲线,通常称为“硫化曲线” (图3.2)。在硫化曲线上可以得到如下数据值:最小 转矩ML,最高转矩MH,硫化起始时间(焦烧时间)TS1 (±0.5°)TS2(±1°),达到某一硫化程度的时间: T10、T30、T50、T70、T90,硫化速度指数:VC1、VC2。
实验试样和仪器
实验仪器为MDR-2000E型橡胶硫化仪。MDR-2000E型橡 胶硫化仪由机械部件、气动系统、电气控制和打印机 四部分组成。该机主要技术参数如下:控温范围:室 温~200℃;升温时间:≤10min;温度波动: ≤±0.3℃;力矩量程:0~10 N· m;力矩显示分辨率: 0.001 N· m;摆动频率:1.7 Hz(100r· min-1);摆动 角度:±0.5°(±1°)
实验5 橡胶的硫化曲线测定
实验目的
1.通过胶料硫化曲线的测定,掌握无转子 硫化仪的使用方法。 2.学会分析硫化曲线,从中掌握硫化过程 的特征。 3.了解硫化仪的工作原理及主要组成。
实验原理
橡胶硫化是橡胶加工中最重要的工艺过程之一。在这 一过程中,橡胶发生了一系列复杂的化学反应,橡胶大 分子链发生交联反应是在一定的温度、压力和时间下 通过一定的方式来实现的。硫化条件的不同,将会影 响橡胶制品的物理机械性能。因此,必须根据不同胶 料、不同制品的大小和形状等,通过实验找到最佳硫 化条件,以获得理想的橡胶制品。
试验步骤
1.按试验所需,进行试验温度和时间的设定; 2.按“加热”按键,对模腔进行加热升温,待模腔温度达设定 值并稳定后,开始实验。 3.按“开模/合模”开关,打开模腔。 4.将直径约为38mm,厚度4-5mm,质量约6.5g左右的圆形试样 放入模腔中; 5.将“手动/自动”开关,切换到“自动”; 6.按“开模/合模”开关,关闭模腔,试验自动开始,达到设 定试验时间后,试验会自动结束,若在试验过程中,要结束正 在进行的试验,只要点击“曲线图” 界面中的“停止”,试验 即可终止; 7.全部试验结束后,开模,取出试样并清除模腔内的残料,将 “手动/自动”切换到“手动”,按“合模”键,关闭“加热” 开关,将界面返回到主界面,点击“结束”键,退出硫化仪试 验状态,然后关掉仪器主机电源,再按正常顺序关闭电脑及其
橡胶硫化过程的四阶段:起硫、欠硫、正硫和过硫

橡胶硫化过程的四阶段:起硫、欠硫、正硫和过硫胶料在硫化时,其性能随硫化时间变化而变化的曲线,称为硫化曲线。
从硫化时间影响胶料定伸强度的过程来看,可以将整个硫化时间分为四个阶段:硫化起步阶段、欠硫阶段、正硫阶段和过硫阶段。
1)硫化起步阶段(又称焦烧期或硫化诱导期)硫化起步的意思是指硫化时间胶料开始变硬而后不能进行热塑性流动那一点的时间。
硫起步阶段即此点以前的硫化时间。
在这一阶段内,交联尚未开始,胶料在模型内有良好的流动性。
胶料硫化起步的快慢,直接影响胶料的焦烧和操作安全性。
这一阶段的长短取决于所用配合剂,特别是促进剂的种类。
用有超速促进剂的胶料,其焦烧比较短,此时胶料较易发生焦烧,操作安全性差。
在使用迟效性促进剂(如亚磺酰胺)或与少许秋兰姆促进剂并用时,均可取得较长的焦烧期和良好的操作安全性。
但是,不同的硫化方法和制品,对焦烧时间的长短亦有不同要求。
在硫化模压制品时,总是希望有较长的焦烧期,使胶料有充分时间在模型内进行流动,而不致使制品出现花纹不清晰或缺胶等到缺陷。
在非模型硫化中,则应要求硫化起步应尽可能早一些,因为胶料起步快而迅速变硬,有利于防止制品因受热变软而发生变形。
不过在大多数情况下仍希望有较长的焦烧时间以保证操作的。
2)欠硫阶段(又称预硫阶段)硫化起步与正硫化之间的阶段称为欠硫阶段。
在此阶段,由于交联度低,橡胶制品应具备的性能大多还不明显。
尤其是此阶段初期,胶料的交联度很低,其性能变化甚微,制品没有实用意义。
但是到了此阶段的后期,制品轻微欠硫时,尽管制品的抗张强度、弹性、伸长率等尚未达到预想的水平,但其抗撕裂性耐磨性和抗动态裂口性等则优于正硫化胶料。
因此,如果着重要求后几种性能时,制品可以轻微欠硫。
3)正硫阶段大多数情况下,制品在硫化时都必须使之达到适当的交联度,达到适当的我联度的阶段叫做正硫化阶段,即正硫阶段。
在此阶段,硫化胶的各项物理机械性能并非在同一时都达到最高值,而是分别达到或接近最佳值,其综合性能最好。
硫化曲线
硫化曲线图参数详细说明(2008-12-16 13:57:59)标签:硫化曲线说明参数杂谈分类:橡胶技术论文硫变仪以及硫化曲线的介绍1. 橡胶硫化测试仪,简称为硫变仪,是指在橡胶硫化过程中连续测定胶料硫化性能的全部变化,并具有较高的测试精度的仪器,生产橡胶制品的厂家可以用它进行橡胶的均匀性、重现性、稳定性的测试。
并且进行橡胶配方设计和检测,目前主要应用于批量生产橡胶硫化特性的检测和管控。
2.分类:2.1根据其有无转子分为:有转子流变仪、无转子流变仪.2.2有转子流变仪及无转子流变仪的主要区别:2.2.1有转子流变仪测试时试样温度达到稳定所需要时间长;而无转子则较快。
2.2.2有转子的转子与胶料产生的磨擦力也计入胶料剪切模量的数据中,而无转子则避免此摩擦力的影响。
3、硫化曲线3.1实验原理从流变学的观点可以说,迄今为止,各种流变仪所采用的原理本质上是一致的,即模压在模腔内的试样连续的承受恒定的小振幅和低频率的正弦剪切变形,由测力传感器测定剪切应力,以转矩单位表示,即胶料的剪切模量,当试样规格、厚度、振幅角和实验温度一定时,所测定的剪切应力与交联点密度成正比关系,记录下的剪切应力—时间的曲线便是硫化曲线。
3.2.硫化曲线ML——最低转矩,N•m(kgf•cm)MH——到达规定时间之后仍然不出现平坦曲线或最高转矩的硫化曲线,所达到的最高转矩N•m(kgf•cm)TS1——从实验开始到曲线由最低转矩上升0.1 N•m(kgf•cm)时所对应的时间,MINTS2——从实验开始到曲线由最低转矩上升0.2 N•m(kgf•cm)时所对应的时间,MINTC(x)——试样达到某一硫化程度所需要的时间,即试样转矩达到ML+X(MH-ML)时所对应的时间,MIN(注:如X取值0.5,即TC50,X取.9,即TC90)3.4.硫检参数的意义:ML:表示胶料的流动性,ML越低,流动性越好,反之,越差。
MH:表征胶料的胶料的剪切模数、硬度、定伸强度和交联密度,一般MH越低,硬度越低,MH越高,硬度越高。
硫化曲线t10和t90

硫化曲线t10和t90硫化曲线是用来描述橡胶在硫化过程中的变化规律的一项重要指标。
其中,t10和t90分别表示橡胶硫化过程中10%和90%硫化完成所需的时间。
本文将对硫化曲线中的t10和t90进行详细探讨,旨在帮助读者深入了解橡胶硫化的过程和特点。
1. 硫化曲线简介硫化曲线是通过在一定温度下跟踪记录橡胶硫化过程中的硫化度变化而得到的一条曲线。
它可以帮助我们了解橡胶在硫化过程中的行为和性能变化。
2. t10的意义与描述t10是硫化曲线中的一个重要参数,它表示橡胶硫化过程中10%硫化完成所需的时间。
一般来说,t10的数值越小,说明橡胶硫化速度越快,反之则表示硫化速度较慢。
3. t90的意义与描述t90是硫化曲线中的另一个重要参数,它表示橡胶硫化过程中90%硫化完成所需的时间。
与t10相似,t90的数值越小,说明橡胶硫化速度越快,反之则表示硫化速度较慢。
4. 影响t10和t90的因素橡胶硫化的过程受多种因素的影响,这些因素也会对硫化曲线中的t10和t90产生影响。
主要的影响因素包括硫化剂种类和用量、硫化温度、硫化时间等。
5. t10和t90的应用由于t10和t90可以反映出橡胶硫化速度的快慢,因此在橡胶制品的生产过程中具有重要的应用价值。
生产者可以通过控制硫化剂和硫化条件,合理调整t10和t90的数值,以满足不同用途橡胶制品的要求。
6. 硫化曲线的优化通过优化硫化剂的选择和合理控制硫化条件,可以有效提高硫化曲线中的t10和t90数值,进而改善橡胶制品的性能。
例如,使用高效硫化体系和适当的硫化温度,可在保持硫化速度的同时,避免橡胶材料受到过度硫化而引起的性能变化。
7. 硫化曲线的测试方法硫化曲线的测试是通过在实验室中使用硫化仪进行的。
根据硫化曲线测试结果,可以计算得到t10和t90的数值,进而进行相关的分析和判断。
总结:硫化曲线中的t10和t90是描述橡胶硫化过程的重要指标,通过对其数值的分析和研究,可以帮助我们更好地了解橡胶硫化的过程和特点。
橡胶硫化曲线
橡胶硫化曲线概述橡胶硫化曲线是指橡胶材料在硫化过程中的物理和化学变化的曲线。
硫化是橡胶加工中至关重要的一步,通过将橡胶与硫或硫化剂进行反应,可以使橡胶材料具有优异的弹性、耐磨性和耐老化性能。
橡胶硫化曲线记录了橡胶材料在硫化过程中的硫化度、力学性能和热性能的变化,对于控制橡胶硫化过程和优化产品性能具有重要意义。
硫化度的定义硫化度是指橡胶材料中硫化反应的程度,一般以硫化时间-硫化度曲线来表示。
硫化度的计算方法是通过测定橡胶材料中游离硫和总硫的含量,进而计算出硫化度的百分比。
硫化度越高,橡胶材料的性能越优越,但过高的硫化度可能会导致橡胶材料的硬度增加和弹性降低。
橡胶硫化过程的曲线分析橡胶硫化曲线通常由几个主要阶段组成:饱和阶段、快速增压阶段、缓慢硫化阶段和加热硫化阶段。
1. 饱和阶段饱和阶段是指橡胶材料在硫化开始时,橡胶与硫或硫化剂之间的化学反应刚刚开始。
在这个阶段,橡胶材料的硫化度较低,硫化反应速度较慢,橡胶的力学性能和热性能几乎没有明显的改变。
2. 快速增压阶段快速增压阶段是橡胶硫化曲线的第一个明显增长的阶段。
在这个阶段,橡胶材料的硫化度迅速提高,硫化反应加速进行。
橡胶的硬度和弹性模量开始增加,橡胶变得更加硬化。
这个阶段的硫化速度通常比较快,需要严格控制硫化时间,避免过度硫化。
3. 缓慢硫化阶段缓慢硫化阶段是橡胶硫化曲线的第二个增长缓慢的阶段。
在这个阶段,橡胶材料的硫化度继续提高,但速度相对较慢。
橡胶的硬度和弹性模量继续增加,但增速变得较低。
这个阶段的硫化时间较长,有助于橡胶的硫化反应更加完全,提高产品的性能。
4. 加热硫化阶段加热硫化阶段是橡胶硫化过程的最后一个阶段。
在这个阶段,橡胶材料的硫化度趋于饱和,硫化反应几乎停止。
橡胶的硬度和弹性模量基本稳定,橡胶材料达到最终的硫化状态。
这个阶段的硫化时间较长,可以进一步提高橡胶的性能稳定性。
橡胶硫化曲线的应用橡胶硫化曲线的研究对于优化橡胶制品的性能具有重要意义。