GB7229《抽油杆及其接箍》标准浅析
浅谈石油套管接箍技术
浅谈石油套管接箍技术作者:张海龙来源:《进出口经理人》2017年第05期摘要:为提高生产效率,降低生产成本,本文通过一系列的加工方法,选择特殊的钢材,似的加工工序简单易学,并完成了5 1/2”接箍的整个加工工序的设计,并通过了可行性验证。
下面是对各种加工工序的具体问题具体分析。
关键词:石油套管接箍;加工石油套管接箍是用来连接两油管套管的必要工件。
制造方法与无缝管相同,国内用j55n80Q等特种钢材制造。
钢管两端车有内螺纹,以便与上下两油管连接。
为保证接头处的密封性,对螺纹精度有较严格的要求。
一、原材料的选择(一)原材料的选取1、钢种选取。
石油套管接箍是支撑油井井壁的钢管。
油井越深,套管接箍在井中受到的拉力或压力也就越大,套管接箍的寿命决定了油井的寿命。
深井、复杂结构井等高难度工艺井对石油套管的性能提出了新的、更高的要求。
我们通过分析N80Q钢,各项性能指标均符合《套管和油管规范)API SPEC 5CT(第八版)的要求。
2、坯料规格选取。
根据零件图纸可知,零件的外径为153.5,故我们选择了外径为154.5的坯料,通过计算得知23点的坐标为(129.4,-107.96)故精车需要的最小直径为129.4,加工要留有一定的余量,故选择内径为128的毛坯。
二、5 1/2"石油套管接箍的加工工序(一)车外圆对于此工件来说,车外圆一道非常简单而又重要的工序,以下是对这道工序的详细介绍:我们所生产的接箍为石油管件类型,接箍的外圆部分为无阶梯光滑曲面,在没有辅助工具的情况下,我们只能用加工一头,再加工另一头的方法来完成外圆的车削,这样会使得接箍的曲面部分产生一个小小的台阶,产品的表面质量大打折扣,在这种情况下,我们可以加工一对锥形辅助装夹工具,简称辅助工具。
左侧辅助工具固定在三抓卡盘上,右侧辅助工具用顶尖顶住。
加工时把坯料放在两辅助工具之间,旋动手轮,坯料会被紧紧的固定住。
现在可以进行车削。
用卡尺量得坯料的外径为154.4,我们需要的外径为153.5,需要车掉约1mm。
抽油设备产品生产许可证实施细则(抽油杆及其接箍产品部
抽油设备产品生产许可证实施细则(抽油杆及其接箍产品部抽油设备产品生产许可证实施细那么〔二〕〔抽油杆及其接箍〕2020年1月19日公布 2020年3月1日实施国家质量监督检验检疫总局目录1 总那么 02 工作机构 (1)3 企业申请生产许可证的差不多条件 (1)4 许可程序 (2)4.1 申请和受理 (2)4.2 企业实地核查 (2)4.3 产品抽样与检验 (3)4.4 审定与发证 (3)4.5 集团公司的生产许可 (4)5 审查要求 (4)5.1 企业生产抽油杆及其接箍产品应执行的产品标准及相关标准 (4)5.2企业生产抽油杆及其接箍产品必备的生产设备和检测设备 (5)5.3抽油杆及其接箍产品出厂检验项目 (8)5.4 抽油杆及其接箍产品生产许可证企业实地核查方法 (9)5.5 抽油杆及其接箍产品生产许可证检验规那么 (9)6 证书和标志 (15)6.1 证书 (15)6.2 标志 (16)7 托付加工备案程序 (17)8 监督检查 (17)9 收费 (18)10 生产许可证工作人员守那么 (18)11 附那么 (18)附件1抽油杆及其接箍产品生产许可证检验机构名单及检验产品范畴 (19)附件2抽油杆及其接箍产品生产许可证企业实地核查方法 (20)附件3生产许可证企业实地核查报告 (32)附件4企业实地核查轻微缺陷项汇总表 (33)附件5检验报告 (34)附件6本细那么与旧版细那么要紧内容对比表 (38)抽油设备产品生产许可证实施细那么〔抽油杆及其接箍产品〕1 总那么1.1为了做好抽油杆及其接箍产品生产许可证发证工作,依据«中华人民共和国工业产品生产许可证治理条例»(国务院令第440号)、«中华人民共和国工业产品生产许可证治理条例实施方法»(国家质检总局令第80号)、«国家质量监督检验检疫总局关于修改〈中华人民共和国工业产品生产许可证治理条例实施方法〉的决定»〔国家质检总局令第130号〕等规定,制定本实施细那么。
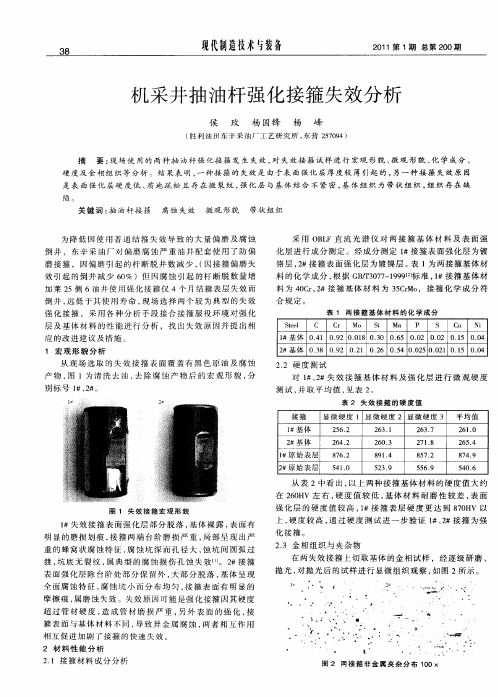
机采井抽油杆强化接箍失效分析
・
.
表 面强 化层 除 台 阶处 部分 保 留外 , 部 分脱 落 , 体 呈 现 大 基 全面 腐 蚀特 征 , 腐蚀 坑 小 而 分 布均 匀 , 箍 表 面有 明显 的 接 摩 擦痕 , 磨蚀 失效 。失 效原 因 可能 是强 化 接箍 因其 硬度 属
’
,
:
‘
.
7
‘
.
’
陷。
关键 词 : 油杆接 箍 腐 蚀 失效 微观 形 貌 带状 组 织 抽
为 降 低 因 使 用 普 通 结 箍 失 效 导 致 的 大 量 偏 磨 及 腐 蚀
采 用 O L 直 流 光 谱 仪 对 两 接 箍 基 体 材 料 及 表 面 强 BF
倒 井 ,东 辛 采油 厂 对 偏磨 腐 蚀 严 重 油井 配 套 使 用 了防 偏
表 2 失 效 接 箍 的 硬 度 值
接 箍
1 #基 体
显微 硬 度 1 微 硬度 2 显 显 微硬 度 3 平 均值
262 5 . 231 6. 2 37 6 . 2 10 6 .
2 #基 体
1 #原 始 表 层
242 6 .
862 7 .
2 03 6 .
8 14 9 .
2 18 7 .
87 2 5 .
2 54 6 .
8 49 7 .
2 #原始 表层
5 10 4 .
5 39 2 .
56 9 5 .
5 06 4 .
从 表 2中 看 出 , 上 两 种 接 箍 基 体 材 料 的 硬 度 值 大 约 以
在 20 V左 右 , 度值 较低 , 体 材料 耐磨 性 较 差 , 面 6H 硬 基 表
抽油杆接箍及异径接箍

抽油杆接箍、异径接箍
我公司生产的接箍包括抽油杆接箍、异径接箍两种,它们均按照API Spec 11B 规范设计,采用优质碳钢或合金结构钢(相当于AISI 1045或AISI 4135)制造而成。
正常情况下,在接箍和外圆上有两个扳手方,但根据用户需要也可以提供无扳手方接箍。
T级接箍在热处理后的硬度为HRA56-62,具有较好的抗腐蚀性和耐磨性。
在使用时,抽油杆接箍用于连接相同尺寸的抽油杆,异径接箍用于连接不通尺寸的抽油杆或连接光杆和抽油杆柱。
请注意,在光杆上使用抽油杆接箍会导致接箍破裂。
技术参数
机械性能 抗拉强度
(MPa )
屈服强度 (MPa ) 延伸率 (%) 断面收缩率 (%) ≥655 ≥405 ≥16 ≥48。
抽油杆及其接箍产品解析
抽油杆及其接箍产品工业产品生产许可证受理工作标准1 范围本标准规定了抽油杆及其接箍产品核发工业产品生产许可证事项办理的依据、许可条件、申请要求、受理工作程序和要求、办理工作程序和要求、业务流程、业务文件和记录以及相关流程。
本标准适用于抽油杆及其接箍产品核发工业产品生产许可证事项的申请、受理、审查、评审、决定、送达、归档、期满换证、变更、补领证书、注销证书的办理。
本事项受国家质检总局委托由市局实施。
2 依据《中华人民共和国产品质量法》2000年7月8日第九届全国人民代表大会常务委员会第十六次会议通过《中华人民共和国行政许可法》2003年8月27日第十届全国人民代表大会常务委员会第四次会议通过《中华人民共和国工业产品生产许可证管理条例》2005年7月9日国务院第440号令公布《中华人民共和国工业产品生产许可证管理条例实施办法》2005年9月15日国家质量监督检验检疫总局第80号令发布《抽油杆及其接箍产品生产许可证实施细则》2006年5月10日全国工业产品生产许可证办公室,全许办[2006]21号3许可条件3.1 有营业执照。
3.2 有与所生产产品相适应的专业技术人员。
3.3 有与所生产产品相适应的生产条件和检验检疫手段。
3.4 有与所生产产品相适应的技术文件和工艺文件。
3.5 有健全有效的质量管理制度和责任制度。
3.6 产品符合有关国家标准、行业标准以及保障人体健康和人身、财产安全的要求。
3.7 符合国家产业政策的规定,不存在国家明令淘汰和禁止投资建设的落后工艺、高耗能、污染环境、浪费资源的情况。
法律、行政法规有其他规定的,还应当符合其规定。
4 申请要求4.1 申请人资格4.1.1 申请人主体条件a)申请人应为企业法人或事业法人或个体工商户等;b)申请人在其住所外设点生产的,生产地应具有负责人营业执照或该生产地在工商管理部门备案,并由其上级法人单位与其一起申请,上级法人单位为申请人,并承担相应的法律责任。
抽油杆及其接箍产品生产许可证换(发)证实施细则
抽油杆及其接箍产品生产许可证换(发)证实施细则全国工业产品生产许可证办公室二○○二年十月抽油杆及其接箍产品生产许可证换(发)证实施细则全国工业产品生产许可证办公室目录1总则 (1)2管理机构和检验单位 (1)3企业取得抽油杆及其接箍产品生产许可证的基本条件 (2)4申请和受理 (3)5企业生产条件审查 (4)6产品抽样与检验 (5)7审定与发证 (5)8生产许可证的监督管理 (6)9收费办法 (7)10附则 (7)附件1:产品的申证单元、必备标准及相关标准 (8)附件2:企业应具备的生产设备和检测设备 (9)附件3:生产许可证换(发)证检验规则 (11)附件4:生产许可证企业生产条件审查办法 (17)附件5:生产许可证企业现场审查计划表 (30)附件6:企业现场审查不符合报告 (32)附件7:生产许可证工作廉洁信息反馈表 (33)附件8:生产许可证检测样品抽样登记表 (34)附件9:企业生产条件审查报告 (35)附件10:生产许可证证书填写规定 (37)抽油杆及其接箍产品生产许可证换(发)证实施细则1 总则1.1 为了做好抽油杆及其接箍产品生产许可证换(发)证工作,根据国务院授权国家质量监督检验检疫总局管理工业产品生产许可证工作的职能,依据国务院国发[1984]54号《工业产品生产许可证试行条例》、国家质量监督检验检疫总局第19号令《工业产品生产许可证管理办法》等有关规定,特制定本实施细则。
1.2 凡在中华人民共和国境内生产并销售抽油杆及其接箍产品的所有企业和事业单位(以下简称企业),不论其性质和隶属关系如何,都必须取得生产许可证才具有生产该产品的资格。
任何企业不得生产无生产许可证的抽油杆及其接箍产品。
1.3 实施生产许可证管理的抽油杆及其接箍为:抽油杆(抽油杆短节、光杆、接箍和异径接箍)、超高强度抽油杆、空心抽油杆三个申证单元的产品。
(见附件1)2 管理机构和检验单位2.1 国家质量监督检验检疫总局负责抽油杆及其接箍产品生产许可证的颁发和监督管理工作。
对抽油杆及其接箍产品生产许可证实施细则修改的内解析
应符合SY/T 5029-2003中表12规定
应符合SY/T 5029-2006中表13规定
13
第10页/表4
序号9/要求
应符合SY/T 5029-2003中表14规定
应符合SY/T 5029-2006中表15规定
14
第10页/表4
序号13/检验方法和规定
应符合SY/T 5029-2006中12.3条规定
17
第10页/表4
序号16/要求
应符合SY/T 5029-2003标准中11.6条规定或SY/T 6272-1997标准中10.1.4的规定
应符合SY/T 5029-2006中12.4条规定
标准合并
18
第10页/表4
序号17/要求
应符合SY/T 5029-2003中11.4的规定
应符合SY/T 5029-2006中11.1.2.5条规定
应符合SY/T 5029-2003中10.2.3条规定
应符合SY/T 5029-2006中11.2.3条规定
10
第9~10页/表4/序号6/要求
应符合SY/T 5029-2003中10.1.3条规定
应符合SY/T 5029-2006中11.1.3条规定
21
第11页/表5
序号3/检验方法和规定
随机抽取3根样本,按SY/T 5550-1998中表6和6.3条款要求在材料试验机上进行检验
随机抽取3根样本,按SY/T 5550-2006表6和7.1.2.2条款要求在材料试验机上进行检验
22
第11页/表5
序号4/要求
应符合SY/T 5550-1998中表4的规定
7
第9页/表4
抽油杆接箍内螺纹的切削加工
抽油杆接箍内螺纹的切削加工【摘要】本文介绍了抽油杆接箍内螺纹加工过程中,对切削设备、切屑丝锥和冷却润滑液的选择。
还介绍了切削加工的基本操作方法和抽油杆接箍底孔尺寸的确定。
【关键词】抽油杆接箍螺纹切削丝锥冷却润滑液抽油杆接箍是连接抽油杆的关键零件,材料为45#,调制处理HRA56~62,内螺纹牙型几何尺寸要求较严。
在国内挤压有色金属小螺纹孔和公制内螺纹曾经有过报道,也提出过计算挤压前螺纹底径的经验公式。
我们针对我厂所生产的几种规格的抽油杆接箍,通过了现场工艺试验,利用数学优选法,优选出了符合我厂设备状况的工艺参数,供大家参考。
1 切削加工原理金属切削加工,是指用刀具从工件表面按人们需要和预先设想,去除多余材料的过程。
2 切削设备的选择目前在国内,较为普遍的切削设备为车床和钻床,但是,由于车床加工内螺纹的效率低下,不能形成批量生产,同时车床只适合加工小孔径的内螺纹,而钻床比较适合批量生产,排屑容易,生产效率高。
因此,我厂选择在ZQ5163A立式钻床上进行内螺纹的切削加工。
图1a 改造前手图1b 改造后的动卡盘风动卡盘3 切削加工操作方法对于切削加工的操作方法有很多,我仅介绍我厂加工抽油杆接箍时的切削方法。
我厂是将三爪卡盘固定在钻床台面上,将接箍夹紧进行切削,利用三爪卡盘自动定心来保证内螺纹的同心度。
由于抽油杆接箍是批量生产,产量很大,利用卡盘扳手上卸接箍非常浪费时间,因此,我厂将三爪卡盘进行了改进,改为风压卡盘,利用风压来夹紧松卸卡盘,进而提高了接箍内螺纹的加工的效率。
见图1。
4 切削丝锥的选择螺纹加工的质量直接影响抽油杆井下工作时间的长短,因此,接箍内螺纹的加工是接箍加工非常重要的一个环节。
而接箍内螺纹是由切削丝锥来完成的,因此,切削丝锥质量的好坏是非常重要的。
对于切削丝锥的选择,我厂主要从切削丝锥的切削角度、切削丝锥外径、切削丝锥的公差带、螺纹底孔直径等几个方面来考虑,我们选择的是哈尔滨生产的切削丝锥。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
GB7229《抽油杆及其接箍》标准浅析
潘良田
【期刊名称】《石油工业标准与计量》
【年(卷),期】1990(006)006
【总页数】3页(P46-48)
【作者】潘良田
【作者单位】无
【正文语种】中文
【中图分类】TE933.2
【相关文献】
1.抽油杆硬质合金接箍防偏磨性能研究 [J], 陈学辉;郑雷;张正平;兰芳;李宁;冯伟
2.完善抽油杆接箍标准满足油田生产需求 [J], 李文亭
3.《抽油杆及其接箍》标准在执行检验中存在的几个问题 [J], 袁鹏斌
4.Φ36×
5.5空心抽油杆与接箍连接有限元分析 [J], 许世航
5.塔河油田抽油杆接箍磨损腐蚀研究与对策 [J], 李京帅;李森;王尊策;任向海;王子研;李若宁;陈星
因版权原因,仅展示原文概要,查看原文内容请购买。