模具结构基础知识1
冲压模具基础知识讲义一
DE 下模板 材質﹕SLD(D2)熱處理 HRC58~60
LB 下墊板 材質﹕YK30 熱處理 HRC48~52
L20P05/0下921模座 B2 下墊塊 B1 下托板 材質: SS41 copy right from Lemon.xu by liguo.shi
19
5.1沖孔模
2005/0921
copy right from Lemon.xu by liguo.shi
定位凸點 以刺 破的方式成形 需脫料 凸點的 高度一般為T0.2
7
成形工序: 凸包與打橋
2005/0921
有工藝孔之 打橋式 先沖 工藝孔再成 形橋式 沖頭 仿形 入塊可 做平的
無工藝孔之 打橋式 用刺 破形式成形 需加脫料
凸包成形 凸包較高較 大時需整形 打凸時沖 頭仿形即可 整形時凸 包四周需做壓筋
U2 上墊塊 材質﹕SS41
EJ 擊出板 材質﹕S50C 熱處理 HRC45~48
UP 上模座 材質﹕SS41
UB 上墊板 材質﹕YK30 熱處理 HRC48~52
PH 上夾板 材質﹕SS41 用來夾持沖頭零件等
PP 止擋板 材質﹕YK30 熱處理 HRC48~52
PS 脫料板 材質﹕SLD(D2)熱處理 HRC58~60
圓形凸包
copy right from Lemon.xu by liguo.shi
8
成形工序: 反折拍平
2005/0921
拍平后兩片料貼在 一起 若反折邊較短 可直接用壓平式成 形 若反折邊較長 則 需用側推形式成形
反折邊較短 一般指不超過 4mm 用壓平
反折邊較長 或 整條大邊反折 用側推成形
copy right from Lemon.xu by liguo.shi
模具基础结构解析

八、冲裁模模具结构:拉伸模(向下拉伸)
九、冲裁模模具结构:连续模
十、冲裁模模具结构:连续模
十一、模具设计方法概论
一:产品图(技术要求与产品要求)识别
二:绘制(产品图(准确+取公差)
三:展开图
四:工序或料带图(连续模)
五:总装图(由凸凹模进行分板绘制) 六:拆零件图 七:标准件+BOM表
用于钣金件成形的核心零 部件
导柱、导套 用于模具上、下模的对位 (内、外) 或 (圆形、方形) 滑动部分的导向
定位
紧固 弹簧
销钉
各类锁紧螺丝 (圆线、扁线、 氮气、优力胶)
各种零件的位置固定
用于各种力的传递
五、冲裁模模具结构:复合模
五、冲裁模模具结构:折弯模
向下折弯
向上折弯
5
六、冲裁模模具结构:V折模
连续模LAYOUT
十一、模具设计方法概论
五:总装图(由凸、凹模进行分板绘制)
上模 冲头 凸模固定 板 卸料板
凸模垫板
卸料垫板 凹模垫板
总装
下模 模架
凹模
凹模板
十一、模具设计方法概论
六:拆零件图 根据图层进行零件图拆解并标注零件技术要求 七:标准件+BOM表 整理所需标准件(螺丝、弹簧、导柱导套) 整理各类零件清单,进行BOM搭建
模具基础结构解析
一、模具基础结构 二、从产品到模具
一、模具概念
模具:
工业生产上用以注塑、吹塑、挤出、压铸或锻压成型、冶炼、冲压等方法得到所需产品的 各种模子和工具。 简而言之,模具是用来制作成型物品的工具,这种工具由各种零件构成, 不同的模具由不同的零件构成。它主要通过所成型材料物理状态的改变来实现物品外形的加工。 素有“工业之母”的称号。
模具的基本结构及相关概念
模具的基本结构及相关概念1、模胚即模架:MoldBase 模胚是整套模具的骨架,所有模具的零部件的制作均需考虑模胚的结构。
模胚的成本一般占整套模具的30%左右,模胚由专门的大型模胚厂制造,已标准化,各模具制造厂只需根据自身的需要向模胚厂定制即可。
模胚分为面板、A板(前模板)、B板(后模板)、C 板(方铁)、底板、顶针面板、顶针底板、司筒、导柱、回针、顶针、撑头、限位钉等。
目前珠三角区域规模较大的模胚厂商有龙记模胚(LKM)、鸿丰模胚、中华模胚等,其中又以LKM名气最大,其模胚广大模具制造厂普遍采用,品质、精度均有保障。
2、模仁又称型腔,即嵌入模胚模板内的成型模芯。
分为前模仁,后模仁,俗称前模(Cavity),后模(Core)。
为何要在模板内嵌入模仁呢?主要是为节约成本。
因为塑胶对模具的钢材特性有很高的要求,如硬度、耐腐蚀性、耐高温(热变形)等;而模胚的模板则无需太高的要求。
模仁硬度一般为45~65HRC,模胚的模板硬度30~45HRC;用作模仁的钢料每公斤可达RMB 200,而模胚的钢料一般只需RMB20~30元。
注:HRC为洛氏硬度。
3、唧嘴:Sprue。
注塑机炮筒的射胶嘴通过该装置将熔融的塑胶原料注入型腔。
4、滑块又称行位:Slider。
为顺利出模而必须使用的结构部件。
因为有些产品结构特殊,如有侧边有空,有倒扣(勾)等,需用行位才可出模。
5、斜顶:Angle-Lifter。
与行位相似,也是为顺利出模而必须使用的结构部件。
6、还有一些与模具有关的名词:分模线(P/L)、模具基准、缩水率(Shrinkage)、排位(Layout)、钢料、铜公(电极,其材质有铜、石墨等)、倒扣、运水、出模斜度(Draft angle)、冷料井、流道、注塑仿真、分模、出模、开&合模步骤、模号、抛光(省模)、软模、硬模、模具表面处理、试模(TEST MOLD)、改模、装模、交模等。
7、从上可看一套模具按其各部件的功能可细分为:流道系统、成型系统、温度调节系统、排气系统、顶出系统、开合模系统、复位系统。
模具结构基本知识

模具结构基本知识引言模具结构是模具设计中的核心内容之一,它直接关系到模具的性能和制造成本。
因此,掌握模具结构的基本知识对于模具设计师来说是非常重要的。
本文将介绍模具结构的基本概念、分类、设计要点等方面的知识,帮助读者全面了解模具结构。
模具结构的基本概念1. 模具的定义模具是指用于制造零部件或产品的装置,它通过在模具腔内放置材料并施加一定的压力和热力,使材料经过一定的物理或化学变化,最终得到所需的形状和尺寸。
模具结构的主要作用是定位和固定模具零部件,使其在加工过程中保持稳定的位置和姿态。
同时,模具结构还承受了加工力、冲击力等载荷,因此需要具备一定的强度和刚度。
3. 模具结构的主要组成部分模具结构主要由模具座、模具板、模具腔等部分组成。
•模具座:负责支撑整个模具的重量,以及与注塑机或冲压机等设备连接。
•模具板:连接模具座和模具腔,起到承载模具零部件的作用。
•模具腔:通过模具腔来确定工件的形状和尺寸。
1. 注塑模具结构注塑模具主要用于塑料制品的生产,其结构分为单腔模、多腔模和自动脱模模具等。
•单腔模:只能同时制造一个零部件。
•多腔模:可以同时制造多个相同或不同的零部件。
•自动脱模模具:具有自动脱模功能,可以提高生产效率。
2. 冲压模具结构冲压模具主要用于金属板材的加工,其结构分为单工位模和多工位模等。
•单工位模:只能完成一个工序的模具。
•多工位模:可以完成多个工序的模具,提高生产效率。
塑料模具用于塑料制品的生产,如注塑机的模具,其结构分为单色模、多色模和热流道模等。
•单色模:适用于单色产品的生产。
•多色模:适用于多种颜色或花纹的产品。
•热流道模:采用热流道技术,解决塑料制品的热流平衡问题。
模具结构的设计要点1. 结构合理性模具结构设计要合理、简洁、稳定,并且易于制造和维修。
合理的结构可以提高模具的使用寿命和制造效率。
2. 零部件的选择和组合模具结构的零部件应选择材质合适、精度高且耐磨损的材料,同时要注意零部件的组合方式,确保整个结构的协调性和可靠性。
注塑模具入门基础知识
注塑模具入门基础知识一、塑料的定义及组成塑料是指以高分子合成树脂为主要成份、在一定温度和压力下具有塑性和流动性,可被塑制成一定形状,且在一定条件下保持形状不变的材料。
组成:聚合物合成树脂(40 ~ 100%)辅助材料:增塑剂、填充剂、稳定剂、润滑剂、着色剂、发泡剂、增强材料。
辅助材料作用:改善材料的使用性能与加工性能,节约树脂材料(贵)二、塑料的分类:300 余品种,常用的是40 余种名称是以所使有的合成树脂作为名称来称呼:聚乙烯、聚丙烯、聚氯乙烯、酚醛树脂、氧树脂,俗称:电木(酚醛树脂),有机玻璃(聚甲基丙烯酸甲脂),玻璃钢(热固性树脂用玻璃纤维增强);英文名称:尼龙(聚酰胺)PA 聚乙烯PE分类:热固性塑料与热塑性塑料(按塑料的分子结构)1、热塑性塑料具有线型分子链成支架型结构加热变软,泠却固化不可逆的2、热固性塑料:具有网状分子链结构加热软化,固化后不可逆.通用塑料:指产量大,用途广。
价格低廉的一类塑料。
如:聚乙烯,聚丙烯,聚氯乙烯,聚苯乙烯,醛酚塑料,氨基塑料占塑料产量的60%工程塑料:指机械性能高,可替代金属而作工程材料的一类,尼龙,聚磷酸脂,聚甲醛,ABS 特种塑料:隙氧树脂三、塑料的性能1、质量轻,密度0.9~0.23g /cm^ 泡沫塑料0.189g/cm2、比强度高:是金属材料强度的1/10 。
玻璃钢强度更高3、化学稳定性好4、电气绝缘性能优良5、绝热性好6、易成型加工性,比金属易7、不足:强度,刚度不如金属,不耐热。
100C 以下热膨胀系数大,易蠕变,易老化。
热塑性塑料成型加工性能:一、吸湿性:吸水的(ABS.尼龙,有机中玻璃)懦水的(聚乙烯)含水量大,易起泡,需干燥。
二、塑料物态:1、玻璃态:一般的塑料状态TG 高于室温。
2、高弹态:温度商于TG ,高聚物变得像橡胶那样柔软,有弹性。
3、粘流态:沾流化温度以上,高聚物相继出现塑料流动性与粘性液体流动区移,塑料成型加工就在材料的粘流态进引。
模具基础知识
精品课件
(三)现场生产相关的问题事项
• 3.1 冲压模具安装前,要对模具进行检查:
1. 对于领来的模具,新模具,必须经过试冲验证并 带有合格试件;老模具,要检查模具管理卡;
2. 对照工艺文件检查所用模具是否正确,检查模具 外观有无裂纹、压伤和缺陷。
3. 检查压床和模具的闭合高度是否适应。 4. 模具的上、下模平面和工作台面是否干净。 模具按上述要求检查合适后,方可在压床上使用。
精品课件
模具清洁度检查标准
清洁度为“上等”: a) 模具底板上、下表面及工作部位内、外表面无废料、废
渣、积尘、油污、破布、锯末等杂物; b) 模具底板减轻槽内无存油、废料、破布、锯末等杂物; c) 导柱、衬套或导板等活动导向部位清洗干净并加注有润
滑油等
精品课件
清洁度为“中等”: a) 模具底板上、下表面及工作部位内、外表面有少量废
料、废渣、积尘、油污、破布、锯末等杂物; b) 模具底板减轻槽内有少量存油、废料、破布、锯末等
杂物; c) 导柱、衬套或导板等活动导向部位清洗不彻底,部分
未注有润滑油等
精品课件
清洁度为“下等”: a) 模具底板上、下表面及工作部位内、外表面有废料、废
渣、积尘、油污、 破布、锯末等杂物; b) 模具底板减轻槽内有存油、废料、破布、锯末等杂物; c) 导柱、衬套或导板等活动导向部位没有清洗干净,没有
用于保证凸模、压边圈与凹模三者间的两两相互对准、滑动
• 导柱 导柱是为上、下模座相对运动提供精密导向的圆柱形零件,
多数固定在下模座,与固定在上模座的导套配合使用。
导板
精品课件
导柱
• 导套 导套是为上、下模座相对运动提供精密导向的圆柱形零件,多
模具结构基础知识
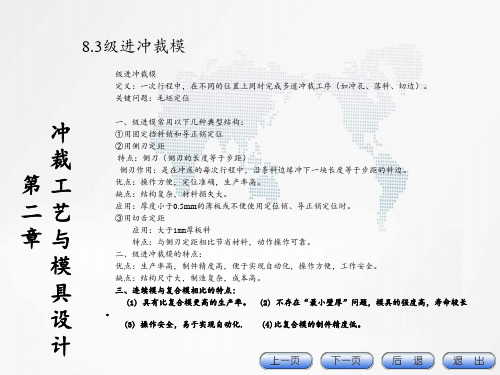
图2-4 侧壁冲孔模
图2-5
冲 裁 第工 二艺 章与 模 具 设 计
图2-5 斜楔式水平冲孔模 图2-7 复合模的结构原理图
图2-6
冲 裁 第工 二艺 章与 模 具 设 计
图2-6 超短凸模的小孔冲模
图2-8
冲 裁 第工 二艺 章与 模 具 设 计
图2-8 正(顺)装式复合模的典型结构
图2-9
退料零件的结构
• 弹性元件 (弹簧和橡皮 )
• 1)弹簧的选用与计算
•
2)橡胶的选用与计算
•
橡胶一般材料为聚胺酯橡胶,俗称优力胶。(主要用于冲裁模中 )
•
橡胶的高径比一般在0.5至1.5之间选取 。
•
• 3)橡胶与弹簧的安装孔
• (1)弹簧固定孔深度应至少保证有一至两圈弹簧在孔中。弹簧孔的直径比弹簧 大1mm.
图2-22 小凸模的固定及其保护结构
冲 裁 第工 二艺 章与 模 具 设 计
图2-23 凹模零件结构图 图2-24 凹模外形结构 图2-25 凹模洞口结构
图2-26.27
冲 裁 第工 二艺 章与 模 具 设 计
图2-26 凹模的固定方式
图2-27 凸凹模的结构
图2-53
冲 裁 第工 二艺 章与 模 具 设 计
4)螺钉联接式模柄 ( Ⅳ型)
• 3.固定板 (Q235或45号钢,无须淬火处理 )
• 凸模、凹模固定板主要用于小型凸模、凹模或凸凹模等工作零件的固定。
• 4.垫板 (T7或T10A钢,热处理后硬度HRC43~48 )
• 作用:是承受凸模或凹模的压力,防止过大的冲压力在上、下模座上压出凹坑(图2-78),影响模具
①圆角结构,拉深直径d≤100mm的零件。 ②有锥角的凸、凹模 ,拉深直径d>100mm的零件。 3.拉深凸模必须设计通气孔(防止形成真空状态) 8.9.2 拉深模压边装置的结构 1.采用压边装置的条件 压边装置的作用就是在凸缘变形区施加轴向(材料厚度方向)压力,提高毛坯变 形的稳定性,而防止起皱。
模具结构基础知识1
模具结构基础知识11. 引言模具是制造工业产品所必需的重要装备之一,广泛应用于汽车、电子、家电、塑料制品等行业。
模具的结构是保证制品质量和生产效率的关键因素之一。
本文将介绍模具结构的基础知识,包括模具的组成部分、常用材料、结构类型等内容。
2. 模具的组成部分一个完整的模具通常由以下几个部分组成:2.1 上模上模是模具的上半部分,用于成型产品的顶部或外形。
上模通常包括顶板、上模座、导柱等组件。
2.2 下模下模是模具的下半部分,用于成型产品的底部或内形。
下模通常包括下模座、下模板、导柱等组件。
2.3 滑块模滑块模也称为副模或侧模,用于成型产品的侧面或突起部分。
滑块模通常包括滑块、导柱套和定位销等组件。
2.4 斜顶模斜顶模用于成型带有斜侧面的产品。
斜顶模通常包括斜顶、导柱套、斜顶片等组件。
2.5 拉伸模拉伸模用于成型带有拉伸形状的产品。
拉伸模通常包括拉伸块、导柱、拉伸销等组件。
模具材料的选择直接影响到模具的使用寿命和成品质量。
常用的模具材料包括:3.1 铝合金铝合金具有良好的热传导性能和机械性能,适用于制作小型模具和大批量生产的模具。
3.2 铜合金铜合金因其良好的导热性和耐磨性被广泛应用于模具制造,尤其适用于高速冲压模具和大体积模具。
3.3 铁合金铁合金包括低碳钢、合金钢、工具钢等。
它们具有高硬度、高强度和耐磨性,适用于制作高精度模具和耐用性要求较高的模具。
塑料模具材料包括PVC、PE、PP等。
它们具有良好的耐腐蚀性和可塑性,适用于制作塑料制品模具。
4. 模具结构类型模具结构的选择取决于产品的形状、尺寸和材料等因素。
常见的模具结构类型包括:4.1 单模结构单模结构是最简单的模具结构,适用于产品形状简单、工艺要求低的情况。
4.2 组合模结构组合模结构由多个模块组合而成,适用于产品形状复杂、工艺要求高的情况。
4.3 多腔模结构多腔模结构是指在一个模具中设置多个腔室,可以同时成型多个产品。
多腔模结构适用于批量生产相同产品的情况。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
第四節模具結構基礎知識
4.1沖孔模結構基礎知識
沖孔模的工作過程根據沖床的運動時間順序分為以下幾個部分: 1.沖床滑塊帶動上模從開模狀態時的最高點開始向下運動,此時
上下模未有接觸.
2.當上打板接觸到下模的沖件時,上打板停止運動,沖床滑塊繼
續向下運動,上模脫料彈簧開始壓縮,上打板受彈簧壓力,壓緊沖壓件.經過一定的行程,裝在上夾板上的沖子接觸到沖件. 3.沖床滑塊繼續向下運動,在接近下死點(閉模狀態)時,沖子完全
進入下模孔內,完成沖孔.
4.沖孔廢料從下模板到下墊板到下模座漏料孔落下.
5.在沖床經過下死點后,沖床滑塊帶動上模開始回升,此時,由於
壓力緩解,在上模脫料彈簧力的作用下,上打板把沖件從沖子
上頂出,完成脫料.下模板的頂料銷上頂,使沖件回位.
6.沖床滑塊帶動上模繼續上行,回到開模狀態時的最高點,完成
一次沖壓過程.
三.沖孔模各模板﹑零件的名稱﹑材質﹑硬度及功能
1.名稱:上托板TopPlate
材質:SS41
熱處理硬度: NONE
功能:將模具的上模部分通過夾模器連接固定在沖壓設備的滑塊上,可使模具的上模隨沖壓設備上下運動.
2.名稱:上墊腳Parallels
材質: SS41
熱處理硬度:NONE
功能:位於上托板與上模座之間,起墊高作用,根據需要調整其高度,可使模具適用於不同的沖壓設備,並可保証夾模器
有足夠的安放空間.上墊腳排布的位置會影響到整個的
受力狀況,從而影響到模具的工作質量及產品的質量.
3.名稱:上模座Punch Plates
材質:SS41
熱處理硬度: NONE
功能:是上模部分及外導柱或外導套的固定板.沒有上托板時,還具有上托板的功能.
4.名稱:上墊板
材質: SS41(或YK30,SKD11)
熱處理硬度: NONE(或HRC52)
功能:承受夾板上沖子的作用力,保証彈簧有足夠的壓縮行程.5.名稱:上夾板Punch Pad
材質:SS41
熱處理硬度:NONE
功能:對沖子與內導柱起夾持與定位作用.
6.名稱:上打背板StripperBackup
材質: SS41(YK30,SKD11)
熱處理硬度: NONE(或HRC52)
功能:支承打板上的入子.
7.名稱:上打板Stripper
材質: SKD11
熱處理硬度:HRC52
功能:在合模時起壓料作用,在開模時起卸料作用,需要硬度及耐磨特性,是工作模板,是沖子的導向板.
8.名稱:下模板Die
材質:SKD11
熱處理硬度: HRC58
功能:凹模刃口,需要硬度及耐磨特性,是工作模板.
9.名稱:下墊板Die Backup
材質: SS41(或YK30,SKD11)
熱處理硬度: NONE(或HRC52)
功能:承力部件,保証下模板沖裁刃口強度及對下模板入子的固定與承力.
10.名稱:下模座Die Set
材質: SS41
熱處理硬度:NONE
功能:是下模部分及外導套或外導柱的固定模板.
11.名稱:下墊腳Parallels
材質: SS41
熱處理硬度: NONE
功能:位於下托板與下模座之間,起墊高及方便排廢料作用,根據需要調整其高度,可使模具適用於不同的沖壓設備,下
墊腳排布的位置會影響到整個模具的受力狀況,從而
影響各模板的工作質量及產品的質量.
12.名稱:下托板Bottom Plates
材質: SS41
熱處理硬度:NONE
功能:將模具的下部分通過夾模器連接固定在沖壓設備的床台
上.
13.沖頭:沖切材料的凸模稱為沖頭(punch)﹑凹模稱為模板(d
ie).沖頭及模板需要硬度及耐磨特性,一般選用
SKD11,熱處理HRC58.
四.沖孔模各模板﹑零件之間固定與連接方式
1.上模部分:
如下圖所示:。