钢筋连接试件制作送检台账
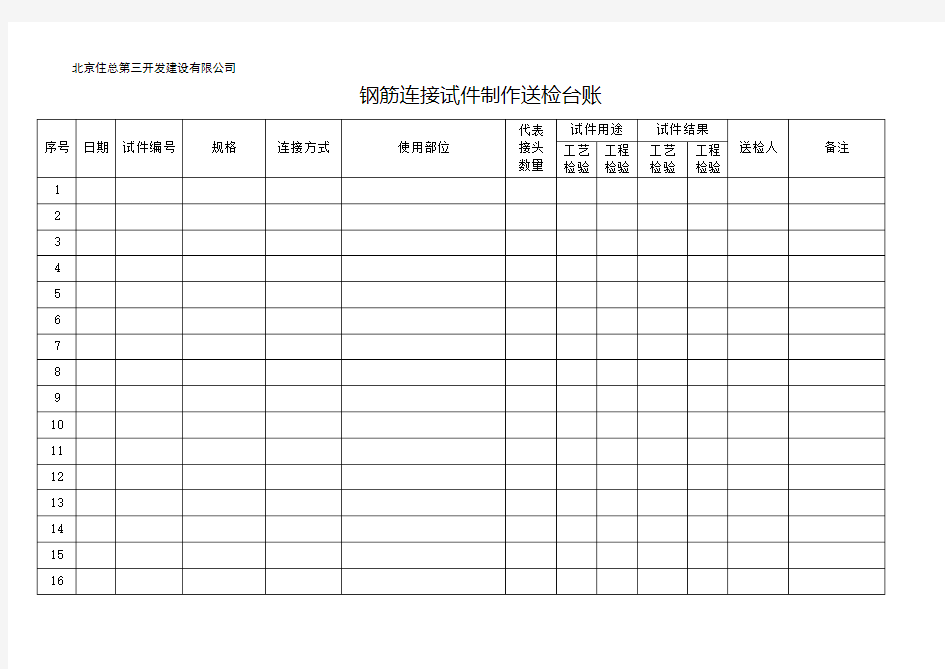
钢筋连接试件制作送检台账
钢筋,混凝土各种台账文本记录表.docx
附件 3 钢筋原材现场取样送检台帐 工程名称 HNS-SYTZ-01 品 质量 取样信息 原材试件 种 证明 炉批 试验代表 试验 施工 备注 序号 号 规 厂名 号 数量 ( 吨 ) 取样日期 结果 部位 试验编号 编 编 见证 格 号 见证记录 人卡 取样人 见证人 编号 号 1 2 3 4 5 6
附件 4-1 钢筋连接试件现场取样送检台帐(工艺检验) 工程名称HNS-SYTZ-02 备注 序号 品种接头 试验日期 试验 见证记录编号见证人 见证人试验编试件编号 类型 报告编号 卡号 取样人规格结果号 1 2 3 4 5 6 7
附件 4-1 钢筋连接试件现场取样送检台帐(现场检验) 工程名称 HNS-SYTZ-02 试 见证 取 备注 品种 接头 验 代表数量 施工部 见证记 人 试验 序号 试验日期 样 试件编号 类型 报告编号 ( 个 ) 位 录编号 见证人 编号 规格 结 卡 人 果 号 1 2 3 4 5 6 7
附件 5 混凝土试件台账 序试件浇注部位强度代表配合比编成型号编号等级用量号日期 养护方式送检要求试验试验备注标同结同临抗其日期试验编号结果 养条构转界渗它日期 2件实标强 8体度 天
附件 6 砂浆试件台账 序试件砌筑部位强度砂浆成型养护方式 号编号等级种类日期标养同条件冬施转常 温送检要求试试验编号试验结果备注日期验日期
^` 附件 7 混凝土坍落度测试记录 工程名称HNS-SGJL-01 序 砼强要求坍实测坍 测试日期时间度等砼供应方车号车次落度落度 号人 级(mm)(mm)
001-施2015-85钢筋电弧焊接头施工质量检查验收记录.doc
钢筋电弧焊接头施工质量检查验收记录 工程名称:湖南百沃丰医药有限公司GMP 生产基地(一期)施工单位:湖南万众建筑安装工程有限公司 钢筋牌号及直径:HRB400-Φ 12 焊接接头数量:444 个钢筋牌号及直径:HRB400-Φ 16 焊接接头数量:64 个钢筋牌号及直径:HRB400-Φ 14 焊接接头数量:196 个钢筋牌号及直径:焊接接头数量:个钢筋牌号及直径:焊接接头数量:钢筋牌号及直径:焊接接头数量:个随机切取试件数:根力学性能试验结果:焊条牌号及直径: 焊工姓名及考试合格证号:施焊时间:自 2015 年 9 月 25 日至 30 日 第批外观质量检查情况( 检验批构件部位及名称 ): 注射用冻干粉针剂车间1#栋桩基 1#~55#桩钢筋笼 钢筋焊接及验收规范 JGJ18-2012 的规定 施工单位监理(建设)单位检查评定记录验收记录 1.焊缝表面应平整,不得有凹陷或焊瘤 2.焊接接头区域不得有肉眼可见的裂纹 3.焊缝余高应为 2~4mm 4.咬边深度、气孔、夹渣等缺陷允许值及接头尺寸的允许 偏差,应符合表 5.5.2 的规定 钢筋电弧焊接头尺寸偏差及缺陷允许值表 5.5.2 接头型式 名称单位 帮条焊搭接焊坡口焊窄间隙焊熔槽帮条焊 帮条沿接头中心线的 mm 0.3d - - 纵向偏移 接头处弯折角? 2 2 2 接头处钢筋轴线的偏 mm 0.1d 0.1d 0.1d 移 焊缝厚度mm 1 1 1 焊缝宽度mm +0.1d +0.1d - 焊缝长度mm -0.3d -0.3d - 咬边深度mm 0.5 0.5 0.5 在长 2d 焊缝表数量个 2 2 - 面上的气孔 面积M2 6 6 - 及夹渣 在全部焊缝表面数量个- - 2 上的气孔及夹渣面积M2 - - 6 施工单位检查评定结果:监理 ( 建设 ) 单位验收结论: 项目专业技术负责人: 项目专业监理工程师 ( 建设单位项目技术负责人) : 监理( 建设)项目部 (章) 年月日年月日 施工单位检查记录人:监理 (建设 )单位旁站监督人: 注:①d 为钢筋直径(mm);②负温电弧焊接头咬边深度不得大于 0.2mm;③外观检查不合格的接头,经修整或补强后可提交二次验收。
14见证取样台账(钢筋焊接)
(钢筋焊接)见证取样和送检台帐记录 达坂城小镇住宅小区14#楼 序号样品名称样品规格使用部位取样地点取样日期取样基数取样数检测单位送检日期检验结果日期备注 1 氧气压力焊HRB 335 14 施工现场2011.08.23 300个一组盛驰合格 2 氧气压力焊HRB 335 16 施工现场2011.08.2 3 400个两组盛驰合格 3 氧气压力焊HRB 335 18 施工现场2011.08.23 600个两组盛驰合格 4 氧气压力焊HRB 400 14 施工现场2011.08.23 400个两组盛驰合格 5 氧气压力焊HRB 400 1 6 施工现场2011.08.23 500个两组盛驰合格 6 氧气压力焊HRB 400 18 施工现场2011.08.23 600个两组盛驰合格 7 氧气压力焊HRB 335 14 施工现场2011.08.31 200个一组盛驰合格 8 氧气压力焊HRB 335 16 施工现场2011.08.31 400个两组盛驰合格 9 氧气压力焊HRB 335 18 施工现场2011.08.31 300个一组盛驰合格 10 氧气压力焊HRB 335 14 施工现场2011.09.07 400个两组盛驰合格 11 氧气压力焊HRB 335 16 施工现场2011.09.07 400个两组盛驰合格 12 氧气压力焊HRB 335 18 施工现场2011.09.07 400个两组盛驰合格 13 氧气压力焊HRB 335 14 施工现场2011.09.05 400个两组盛驰合格 14 氧气压力焊HRB 335 16 施工现场2011.09.05 400个两组盛驰合格 15 氧气压力焊HRB 335 18 施工现场2011.09.05 400个两组盛驰合格 16 氧气压力焊HRB 335 14 施工现场2011.09.20 600个两组盛驰合格 17 氧气压力焊HRB 335 16 施工现场2011.09.20 300个一组盛驰合格 18 氧气压力焊HRB 335 14 施工现场2011.09.24 900个三组盛驰合格 19 氧气压力焊HRB 335 16 施工现场2011.09.24 300个一组盛驰合格 20 氧气压力焊HRB 335 14 施工现场2011.09.24900个三组盛驰合格 承包单位:湖北孝昌建筑工程集团有限公司
钢筋加工试验台账
钢筋加工试验台账 名称:永顺镇永顺村村民自住楼建设(监理)单位:北京市京建华工程监理有限公司施工单位:北京市金宏林建筑公司编号:
20部位 及柱 4钢筋 连接 (工 艺) 16配套 公建 基础 部位 及柱 / 2012- 4-24 2012- 4-24 √ 李 文 龙 王 富 18 20 5钢筋 连接 (现 场检 测) 161#、 2#、 3#、 地库 筏板 基础 部位 及柱 500个 2012- 4-25 2012- 4-26 √ 李 文 龙 王 富 18500个 20500个 6钢筋 连接 (现 场检 测) 16配套 公建 基础 部位 及柱 500个 2012- 4-25 2012- 4-26 √ 李 文 龙 王 富 18500个 20500个 7钢筋 调直 6.51#、 2#、 3#、 配套 公建 及地 库基 础筏 板、 墙 体、 柱 36t 2012- 4-27 2012- 4-27 √ 李 文 龙 王 富 6.524t 1#、500个
8钢筋 连接 (现 场) 162#、 3#、 配套 公建 及车 库筏 板基 础部 位及 柱 2012- 5-2 2012- 5-3 √ 李 文 龙 王 富 16500个 20 3#楼 筏板 基础 部位 及柱 500个 9钢筋 连接 (工 艺) 22 1#、 2#、 3#、 配套 公建 及车 库筏 板基 础部 位及 柱 / 2012- 5-2 2012- 5-3 √ 李 文 龙 王 富 10钢筋 连接 (现 场) 221#、 2#、 3#、 配套 公建 及车 库筏 板基 础部 500个 2012- 5-2 2012- 5-3 √ 李 文 龙 王 富 25
钢筋接头取样大全
钢筋接头 焊接骨架和焊接网:凡钢筋牌号、直径及尺寸相同的焊接骨架和焊接网应视为同一类型制品,且每300件为一批,一周内不足300件上的亦按一批计算。 钢筋焊接骨架: 1、凡钢筋级别、直径及尺寸相同的焊接骨架应视为同一类制品,且第200件为一验收批,一周内不足200件的也按一批计; 2、试件应从成品中切取,当所切取试件的尺寸小于规定的试件尺寸时,或受力钢筋大于8mm时,可在生产过程中焊接试验网片,从中切取试件。 钢筋焊接试验网片与试件(a)焊接试验网片简图;(B)钢筋焊点抗剪试件;(C)钢筋焊点拉伸试件。 3、由几种钢筋直径组合的焊接骨架,应对每种组合做力学性能检验;热轧钢筋焊点,应作抗剪试验,试件数量3件:、冷拔低碳钢丝焊点,应作抗剪试验及对较小的钢筋亻接伸试验,试件数量3件 钢筋焊接网; 1、凡钢筋级别、直径及尺寸相同的焊接骨架应视为同一类制品,每批不应大于30t,或每200件库一验收批,一周内不足30t或200件的也按一批计; 2、试件应丛成品中切取; 冷轧带肋钢筋或冷拔抵碳钢丝焊点应作拉伸试验,试件数量1件,横向试件数量1件,冷轧带肋钢筋焊点应作弯曲试验,仳向试件数量1
件,横向试件数量1件;热轧钢筋、冷轧带肋钢筋或冷拔低碳钢丝的焊点应作抗剪试验,试件数量3件。 钢筋闪光对焊同一台班,同一焊工完成的 300个同牌号,同直径接头为一批拉伸:三根40cm 弯曲:三根15cm+5d (弯曲焊接接头外周应磨光) 同一台班内焊接数量较少时一周内按累计,若累计仍不足300个接头按一批若当出试验结果不符号要求时,复试应从成品中切取其数量和要求与初试时相同 钢筋电弧焊在现浇砼结构中以同牌号钢筋、同接头类型不大于300个接头为一批,拉抗:一批一组三根40cm 在房屋结构中,按不超过二楼层中300个同牌号钢筋接头不大于300个接头为一批,不足300个仍按一批当初试结果不符合要求时应现取6个试件进行复试。 钢筋气压焊接头 (1)一般构筑物中以300个接头作为难验收批。(2)在现浇筋混凝土房屋结构中,同一楼层中应以300个头作为一验收批,不足300个接头也按一批计。(3)试件做弯曲试验。(4)当初试结果不符合要求时应再取6个试件进行复试。 钢筋电渣压力焊 钢筋气压焊在现浇砼结构中以同牌号钢筋、同接头类型不大于300个接头为一批拉伸:一批一组三根40cm
钢筋机械连接见证取样台账
见证取样送检(现场取样见证)登记台帐 材料(项目)名称:钢筋机械连接单位工程名称:蚌埠市生活垃圾焚烧发电厂项目施工单位:新八建设集团有限公司监理单位:江苏苏安电力工程管理有限公司 序号产地 规格、等 级和牌号 进场时间取样时间 代表批 量 使用部位 委托单编 号 报告单编号 检测结 果 不合格材料 处理情况 取样员见证员 1 保定金万昌HRB400 E;18 2016.5.20 2016.5.21 500个 垃圾池渗滤 液池底板 W201610 301 128616069 合格/ 吴书怀张辉 2 保定金万昌HRB400 E;18 2016.5.20 2016.5.21 500个 垃圾池渗滤 液池底板 W201610 301 128616070 合格/ 吴书怀张辉 3 保定金万昌HRB400 E;18 2016.5.20 2016.5.21 500个 垃圾池渗滤 液池底板 W201610 301 128616071 合格/ 吴书怀张辉 4 保定金万昌HRB400 E;18 2016.5.20 2016.5.21 500个 垃圾池渗滤 液池底板 W201610 301 128616072 合格/ 吴书怀张辉 5 保定金万昌HRB400 E;18 2016.5.20 2016.5.21 500个 垃圾池渗滤 液池底板 W201610 301 128616073 合格/ 吴书怀张辉 6 合肥中峰机 械设备有限 公司 HRB400 E;18 2016.5.31 2016.6.1 500个 8-12轴交 E-N轴基础 梁 WT16000 409 1041600078 合格/ 吴书怀张辉 7 合肥中峰机 械设备有限 公司 HRB400 E;18 2016.5.31 2016.6.1 500个 8-12轴交 E-N轴基础 梁 WT16000 409 1041600079 合格/ 吴书怀张辉 8 合肥中峰机 械设备有限 公司 HRB400 E;22 2016.5.31 2016.6.1 500个 8-12轴交 E-N轴基础 梁 WT16000 409 1041600077 合格/ 吴书怀张辉 备注:1、本台帐按材料类别分别设立。2、本台帐由取样员填写。3、本台帐作为技术资料一并归入工程档案。4、对于现场制作的混凝土试块和砂浆试块,应附制作、养护记录。
钢筋机械连接试验报告.doc
钢筋机械连接试验报告 委托单位:中铁十八局集团第一工程样品来源:施工现场报告编号:JHTJ1-ZT18JLC10- 有限公司沧县制梁 GJLJ-20081025-001 工程名称:青沧特大桥接头类型:滚轧直螺连接接头委托编号:GJLJ-20081025-001 使用部位:预制箱梁母材级别:≥455MPa 试验日期:2008-10-25 生产厂家:河北栋梁代表数量:485个报告日期:2008-10-25 试验:复核:技术负责人:单位(章
钢筋机械连接试验报告 委托单位:中铁十八局集团第一工程样品来源:施工现场报告编号:JHTJ1-ZT18JLC10- 有限公司沧县制梁 GJLJ-20081025-002 工程名称:青沧特大桥接头类型:滚轧直螺连接接头委托编号:GJLJ-20081025-002 使用部位:预制箱梁母材级别:≥455MPa 试验日期:2008-10-25 生产厂家:河北栋梁代表数量:480个报告日期:2008-10-25 试验:复核:技术负责人:单位(章)
钢筋机械连接试验报告 委托单位:中铁十八局集团第一工程样品来源:施工现场报告编号:JHTJ1-ZT18JLC10- 有限公司沧县制梁 GJLJ-20081025-003 工程名称:青沧特大桥接头类型:滚轧直螺连接接头委托编号:GJLJ-20081025-003 使用部位:预制箱梁母材级别:≥455MPa 试验日期:2008-10-25 生产厂家:河北栋梁代表数量:479个报告日期:2008-10-25 试验:复核:技术负责人:单位(章)
钢筋机械连接试验报告 委托单位:中铁十八局集团第一工程样品来源:施工现场报告编号:JHTJ1-ZT18JLC10- 有限公司沧县制梁 GJLJ-20081028-001 工程名称:青沧特大桥接头类型:滚轧直螺连接接头委托编号:GJLJ-20081028-001 使用部位:预制箱梁母材级别:≥455MPa 试验日期:2008-10-28 生产厂家:河北栋梁代表数量:483个报告日期:2008-10-28 试验:复核:技术负责人:单位(章)
钢筋机械连接接头施工质量检查验收记录
钢筋机械连接接头施工质量检查验收记录 单位(子单位)工程名称 分部(子分部)工程名称验收部位施工单位项目经理 施工执行标准名称及编号《钢筋机械连接技术规程》JGJ107-2010 钢筋牌号及直径机械连接类型直螺纹连接接头数量施工班组长 施工质量验收规范的规定施工单位检查评定 记录 监理(建设) 单位验收记录 主控项目1 钢筋、连接材 料的品种、性 能、牌号 各种钢筋均应有质量证明书;连接材料应有 产品合格证,应由该技术提供单位提交有效 的型式检验报告,并符合设计要求和现行有 关标准的规定 2 钢筋连接接头 的机械性能 对接头的每个检验批,必须在工程结构中随 机截取3个接头试件做抗拉强度试验,按设 计要求的接头等级进行评定 3 工艺检验 钢筋连接工程开始前及施工中,应对每批进 场钢筋进行接头工艺检验,其抗拉强度应符 合现行规程、规范的要求 4 操作工技能 从事钢筋机械连接施工的操作工必须经培 训并考试合格,才能上岗操作 一般项目1 接头的加工 钢筋端部应切平或镦平后加工螺纹,镦粗头 不得与钢筋轴线相垂直的横向裂纹,钢筋丝 头长度应满足企业标准中产品设计要求,公 差应为0~0.2P(P为螺距,钢筋丝头宜满足 6f级精度要求,应用专用直螺纹量规检验, 通规能顺利旋入并达到要求的拧入长度,止 规旋入不得超过3p,抽检数量10%,检验 合格率不应小于95% 接头的安装 安装接头时可用管钳扳手拧紧,应使钢筋头 在套筒中央位置相互顶紧。标准型接头安装 后的外露螺纹不宜超过2P 接头拧紧 力矩 (N·m) 钢筋直 径mm ≤16 100 18~20 200 22~25 260 28~32 320 36~40 360 2 接头外观质量 钢筋与连接套的规格一致,外露有效丝扣牙 数在3牙之内 施工单位检查 评定结果 项目专业质量检查员:年月日 监理(建设)单 位验收结论专业监理工程师 (建设单位项目专业技术负责人):年月日
现场钢筋丝头加工质量检验记录表(模板)
西安市XXXXXXXXXXXXXXXXXX标 钢筋直螺纹套筒连接检验记录表 中铁XXXXXXXXX公司 西安·二〇一五年
说明 《钢筋机械连接技术规程》JGJ 107-2010(节选) 6 施工现场接头的加工与安装 6.1 接头的加工 在施工现场加工钢筋接头时,应符合下列规定: 1 加工钢筋接头的操作工人应经专业技术人员培训合格后才能上岗,人员应相对稳定; 2 钢筋接头的加工应经工艺检验合格后方可进行。 直螺纹接头的现场加工应符合下列规定: 1 钢筋端部应切平或镦平后加工螺纹; 2 镦粗头不得有与钢筋轴线相垂直的横向裂纹; 3 钢筋丝头长度应满足企业标准中产品设计要求,公差应为0~(p为螺距): 4 钢筋丝头宜满足6f级精度要求,应用专用直螺纹量规检验,通规能顺利旋入并达到要求的拧入长度,止规旋入不得超过3p。抽检数量10%,检验合格率不应小于95%。 锥螺纹接头的现场加工应符合下列规定: 1 钢筋端部不得有影响螺纹加工局部弯曲; 2 钢筋丝头长度应满足设计要求,使拧紧后的钢筋丝头不得相互接触,丝头加工长度公差应为-0.5p~-1.5p; 3 钢筋丝头的锥度和螺距应使用专用锥螺纹量规检验;抽检数量10%,检验合格率不应小于95%。 6.2 接头的安装 直螺纹钢筋接头的安装质量应符合下列要求: 1 安装接头时可用管钳扳手拧紧,应使钢筋丝头在套筒中央位置相互顶紧。标准型接头安装后的外露螺纹不宜超过2p。 2 安装后应用扭力扳手校核拧紧扭矩,拧紧扭矩值应符合本规程表的规定。 表直螺纹接头安装时的最小拧紧扭矩值
3 校核用扭力扳手的准确度级别可选用10级。 锥螺纹钢筋接头的安装质量应符合下列要求: 1 接头安装时应严格保证钢筋与连接套筒的规格相—致; 2 接头安装时应用扭力扳手拧紧,拧紧扭矩值应符合本规程表的要求; 表锥螺纹接头安装时的拧紧扭矩值 3 校核用扭力扳手与安装用扭力扳手应区分使用,校核用扭力扳手应每年校核1次,准确度级别应选用5级。 套筒挤压钢筋接头的安装质量应符合下列要求: 1 钢筋端部不得有局部弯曲,不得有严重锈蚀和附着物; 2 钢筋端部应有检查插入套筒深度的明显标记,钢筋端头离套筒长度中心点不宜超过10mm; 3挤压应从套筒中央开始,依次向两端挤压,压痕直径的波动范围应控制在供应商认定的允许波动范围内,并提供专用量规进行检验。 4 挤压后的套筒不得有肉眼可见裂纹。 7 施工现场接头的检验与验收 工程中应用钢筋机械接头时,应由该技术提供单位提交有效的型式检验报告。 钢筋连接工程开始前,应对不同钢筋生产厂的进场钢筋进行接头工艺检验;施工过程中,更换钢筋生产厂时,应补充进行工艺检验。工艺检验应符合下列规定: