定制衣柜工艺审图指导书
定制家具企业 衣柜生产工艺规范

标准型、整体型、支撑式、顶柜掩门式、高侧板式
3.2.1标准型:即柜高2068mm或2388mm,深度497mm无门或600mm有趟门,此类柜只需领用标准件和领改2#固层、脚线,并加做背板、顶线、垫板、趟门即可。
3.2.2整体式:即柜高≤2430mm,深度497mm无门或600mm有趟门,此类柜若高度≤2388,可用标准件领改后加做背板、顶线、垫板、趟门即可,若高度在2388~2430mm之间,侧板类需重新生产,其他标准件可以领用,再加做背板、顶线、垫板、趟门即可。
4.3柜内的配置要合理,抽屉、格子架、裤架、领带架、试衣镜等推拉配件是否会因趟门阻挡而拉不出来必须考虑。
4.4衣柜的趟门必须根据各种竖框材料的特性生产。
制作:审核:核准:
3.1.5拼包装:结合生产单图纸,对照开了尺寸表,检验钻孔工序钻完孔后的板件的尺寸、封边、孔位及板件数量等是否合符检验要求,待全部合格后用纸皮或纸箱包装起来,贴好标签进仓,具体做法参照《包装作业指导书》。
3.1.6趟门:根据生产单和趟门开料尺寸表,把开料开出的趟门门板材料用趟门边框拼装起来,得到合符要求的趟门,具体做法参照《趟门作业指导书》。
文件标题
制订部门
生产部
制订日期
页码
1/2
1.目的
为衣柜生产提供参考做法,使产品符合我司工艺要求。
2.范围
本公司的衣柜生产。
3.生产细则
3.1衣柜的生产流程
趟门
计料→开料→封边→钻孔→拼包装
3.1.1计料:审核图纸,计算图纸中要求生产的衣柜的材料尺寸及数量以及其他配件,具体做法参照《计料作业指导书》及《衣柜算料规范》。
3.1.2开料:根据开料尺寸表中的材料尺寸和数量,合理领用及利用原材料,用开料锯开出符合要求的板件,具体做法参照《开料作业指导书》。
整体衣柜设计及工艺标准(7.25版)-wb教学教材

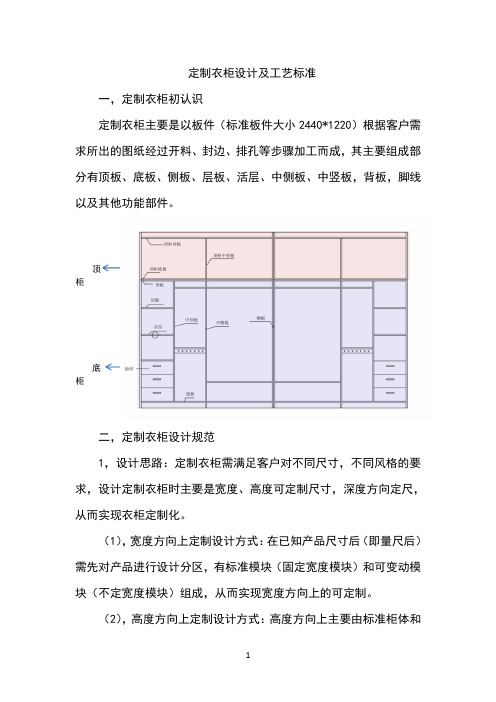
整体衣柜设计及工艺标准(7.25版)-w b定制衣柜设计及工艺标准一,定制衣柜初认识定制衣柜主要是以板件(标准板件大小2440*1220)根据客户需求所出的图纸经过开料、封边、排孔等步骤加工而成,其主要组成部分有顶板、底板、侧板、层板、活层、中侧板、中竖板,背板,脚线以及其他功能部件。
顶柜底柜二,定制衣柜设计规范1,设计思路:定制衣柜需满足客户对不同尺寸,不同风格的要求,设计定制衣柜时主要是宽度、高度可定制尺寸,深度方向定尺,从而实现衣柜定制化。
(1),宽度方向上定制设计方式:在已知产品尺寸后(即量尺后)需先对产品进行设计分区,有标准模块(固定宽度模块)和可变动模块(不定宽度模块)组成,从而实现宽度方向上的可定制。
(2),高度方向上定制设计方式:高度方向上主要由标准柜体和顶柜实现高度的可定制,其中标准柜体高度不可变(2100mm和2400mm),顶柜高度及宽度都可变(深度根据不同柜体类型可选择)。
2,设计中的人体工程学:衣柜作为经常使用的家具,需满足人体工程学,才能使客户拥有最完美的体验,故一般设计时将衣柜空间在高度方向上分为常用区(使用最舒服的位置,使用频率最高,也是视觉的中心点),次常用区(使用频率较高,可以不通过辅助物件直接使用),不常用区(使用频率低,不常使用,使用时需要辅助件)。
3,设计分区规范:在设计衣柜时必须对衣柜有合理的分区才能满足于生产,并且降低售后率。
(1),当柜体宽度大于2400mm时,需将柜体分成两个或两个以上独立柜(每个独立柜不宽于2400mm)利用柜体连接螺丝进行连接,原因:板材规格限制,标准板材规格2440mm*1220mm。
(2),单个设计空间没有中隔板时宽度不能大于1000mm(原因:产品强度限制),当单个设计空间宽度大于1000时,需增加中竖板(中竖板为竖向隔板,落在底板上,安装时需从柜体背部用自攻螺丝将背板和中竖板连接加固);如果单个独立柜体大于1200mm时,需要设计中侧板(即板件落地,背部外延与侧板齐平,左右内进20开宽9深5槽位)(3),单个设计空间大于800时,必须设计至少一块固层,安装时需在背部用自攻螺丝将背板与固层连接加固,原因:单个设计空间较大时无固层加固容易导致层板变形,影响使用。
整体衣柜设计及工艺标准(7.25版)-wb
定制衣柜设计及工艺标准一,定制衣柜初认识定制衣柜主要是以板件(标准板件大小2440*1220)根据客户需求所出的图纸经过开料、封边、排孔等步骤加工而成,其主要组成部分有顶板、底板、侧板、层板、活层、中侧板、中竖板,背板,脚线以及其他功能部件。
顶柜底柜二,定制衣柜设计规范1,设计思路:定制衣柜需满足客户对不同尺寸,不同风格的要求,设计定制衣柜时主要是宽度、高度可定制尺寸,深度方向定尺,从而实现衣柜定制化。
(1),宽度方向上定制设计方式:在已知产品尺寸后(即量尺后)需先对产品进行设计分区,有标准模块(固定宽度模块)和可变动模块(不定宽度模块)组成,从而实现宽度方向上的可定制。
(2),高度方向上定制设计方式:高度方向上主要由标准柜体和顶柜实现高度的可定制,其中标准柜体高度不可变(2100mm和2400mm),顶柜高度及宽度都可变(深度根据不同柜体类型可选择)。
2,设计中的人体工程学:衣柜作为经常使用的家具,需满足人体工程学,才能使客户拥有最完美的体验,故一般设计时将衣柜空间在高度方向上分为常用区(使用最舒服的位置,使用频率最高,也是视觉的中心点),次常用区(使用频率较高,可以不通过辅助物件直接使用),不常用区(使用频率低,不常使用,使用时需要辅助件)。
3,设计分区规范:在设计衣柜时必须对衣柜有合理的分区才能满足于生产,并且降低售后率。
(1),当柜体宽度大于2400mm时,需将柜体分成两个或两个以上独立柜(每个独立柜不宽于2400mm)利用柜体连接螺丝进行连接,原因:板材规格限制,标准板材规格2440mm*1220mm。
(2),单个设计空间没有中隔板时宽度不能大于1000mm(原因:产品强度限制),当单个设计空间宽度大于1000时,需增加中竖板(中竖板为竖向隔板,落在底板上,安装时需从柜体背部用自攻螺丝将背板和中竖板连接加固);如果单个独立柜体大于1200mm时,需要设计中侧板(即板件落地,背部外延与侧板齐平,左右内进20开宽9深5槽位)(3),单个设计空间大于800时,必须设计至少一块固层,安装时需在背部用自攻螺丝将背板与固层连接加固,原因:单个设计空间较大时无固层加固容易导致层板变形,影响使用。
定制家具企业 衣柜设计指导书
文件标题
衣柜设计指导书
文件编号
制订部门
生产技术部
制订日期
4.4.3 柜内尺寸超过 3500mm 时,需要考虑道轨的运输及搬运。 5.附件
5.1 推拉门型材颜色明细表 5.2 C1/C2 框趟门型材颜色明细表 5.3 C1/C2 框上下轨颜色搭配表 5.4 推拉门组件配置明细表 5.5 柜身材料颜色规格表
层板、脚线等组成,可配置 L 架、衣通等组成。
3.2.3 3#柜内空为 650mm,由侧板、层板、脚线等组成,可配置抽屉、亚克力抽屉、时尚
挂板、格子架、裤架、推拉衣架、拉篮。
文件标题 制订部
衣柜设计指导书 生产技术部
文件编号 制订日期
版次
C1
页 码 2/4
3.2.4 4#柜内空为 328mm,由侧板、层板、脚线等组成,可配置抽屉、亚克力抽屉、时尚
为:
趟门:C1/C2、C3、C4、C5、C6、C7、C8、C9
衣柜门
掩门:C1/C2、C8 折叠折门叠:门C1:/CC21/C2
吊轨隔断门:C4、C6、C7
隔断门
下轨隔断门:C4、C6、C7
3.2 柜身
下轨隔断门:C4、C6、C7
衣柜柜身分 1#、2#、3#、4#、7#、8#六种。六种柜体可自由组合,并配置相应的实
为双面颜色一致,主要用于柜体框架;刨花板有两种厚度:18mm、25mm,具体附柜身
材料颜色规格表说明。
3.2.1 1#柜内空为 480mm,由侧板、层板、脚线等组成,可配置抽屉、亚克力抽屉、抽屉
底板、时尚挂板、格子架、裤架、拉篮。
3.2.2 2#柜结构灵活,可根据客户居室空间尺寸来调整,内空最大为 1200mm,由侧板、
整体衣柜设计及工艺标准(7.25版)-wb

定制衣柜设计及工艺标准一,定制衣柜初认识定制衣柜主要是以板件(标准板件大小2440*1220)根据客户需求所出的图纸经过开料、封边、排孔等步骤加工而成,其主要组成部分有顶板、底板、侧板、层板、活层、中侧板、中竖板,背板,脚线以及其他功能部件。
顶柜底柜二,定制衣柜设计规范1,设计思路:定制衣柜需满足客户对不同尺寸,不同风格的要求,设计定制衣柜时主要是宽度、高度可定制尺寸,深度方向定尺,从而实现衣柜定制化。
(1),宽度方向上定制设计方式:在已知产品尺寸后(即量尺后)需先对产品进行设计分区,有标准模块(固定宽度模块)和可变动模块(不定宽度模块)组成,从而实现宽度方向上的可定制。
(2),高度方向上定制设计方式:高度方向上主要由标准柜体和顶柜实现高度的可定制,其中标准柜体高度不可变(2100mm和2400mm),顶柜高度及宽度都可变(深度根据不同柜体类型可选择)。
2,设计中的人体工程学:衣柜作为经常使用的家具,需满足人体工程学,才能使客户拥有最完美的体验,故一般设计时将衣柜空间在高度方向上分为常用区(使用最舒服的位置,使用频率最高,也是视觉的中心点),次常用区(使用频率较高,可以不通过辅助物件直接使用),不常用区(使用频率低,不常使用,使用时需要辅助件)。
3,设计分区规范:在设计衣柜时必须对衣柜有合理的分区才能满足于生产,并且降低售后率。
(1),当柜体宽度大于2400mm时,需将柜体分成两个或两个以上独立柜(每个独立柜不宽于2400mm)利用柜体连接螺丝进行连接,原因:板材规格限制,标准板材规格2440mm*1220mm。
(2),单个设计空间没有中隔板时宽度不能大于1000mm(原因:产品强度限制),当单个设计空间宽度大于1000时,需增加中竖板(中竖板为竖向隔板,落在底板上,安装时需从柜体背部用自攻螺丝将背板和中竖板连接加固);如果单个独立柜体大于1200mm时,需要设计中侧板(即板件落地,背部外延与侧板齐平,左右内进20开宽9深5槽位)(3),单个设计空间大于800时,必须设计至少一块固层,安装时需在背部用自攻螺丝将背板与固层连接加固,原因:单个设计空间较大时无固层加固容易导致层板变形,影响使用。
定制家具企业各类试验指导书

过大或过小可调节气压阀控制。
2.1.4.4调节气缸两端的气压阀控制气压大小将抽屉启闭的线速控制在0.25m/s左右。
2.1.4.5通过移动气缸两端的感应阀控制抽屉从关闭位置抽出三分之二,内留三分
之一或内留不小于100mm的距离。每次关闭时要略有停顿。
试件宽度b和最大破坏载荷P,按下列公式计算剥离强度q,计算精确到1N/m。
q=×103
2.2.4.7填写试验报告。
2.3漆膜、软硬质覆面冷热温差试验
2.3.1试验范围与原理
2.3.1.1试验范围:适用于油漆类产品、覆面铝型材、覆面百叶板和其它软质覆面材
料
2.3.1.2试验原理:GB/T4893.7-1985《家具表面耐冷热温差测定法》测定法。
2.1.4.6试验过程中须每隔一定时间检查试验过程是否正常。
2.1.4.7试验前后、抽屉关闭和开启时需检查抽屉和导轨的外形和功能。试验结束后,
再按下启动按钮停止试验并读出试验次数,关闭电源开关和气压。
2.1.4.8卸下抽屉和导轨,检查抽屉功能是否受到影响和导轨是否推拉顺畅。
2.2软质覆面剥离强度试验
2.5.2试验仪器:盐雾腐蚀试验箱。
2.5.3试件准备:随机选用3个试件(不能有影响试验结果的缺陷存在)。
2.5.4试验步骤:
2.5.4.1将50g克化学纯的氯化钠溶解于1升的蒸馏水中,配制质量百分比为5%的氯化
抽屉和滑道耐久性试验
2.1.2试验仪器:抽屉耐久试验机、载荷、秒表。
2.1.3试件准备:抽屉、导轨
2.1.4试验步骤
2.1.4.1计算出抽屉内部的有效承载面积,按0.33Kg/dm2计算出抽屉所需承载的载
定制家具企业 工艺组工序作业指导书
制订部门生产部制订日期页码1/5 1.目的通过规范作业程序,使各产品符合质量要求。
2.范围工艺组。
3.作业方法3.1散单线产品作业方法3.1.1接单:每天要按时签领生产部派发的生产单、改补单或加工单。
3.1.2审单:对所派生产单进行初步审核,如有不明白或周期不够要马上向计划组和当线负责人反映。
3.1.3根据生产单核对领料单,送相关仓库发料,补料单、改补单用料由物控审核。
3.1.4按A、B、C、D班次把生产单分类,对应夹在四个文件夹上并挂在固定显眼位置。
3.1.5派单给操作工前要对所派生产单作一个时间预计,看现有人员能否满足生产要求,如不能完成要马上协调生产资源并向当线负责人反映。
3.1.6派单:3.1.6.1按A、B、C、D班次顺序,先派A单给操作人员,散单操作人员必须保证A单完成了才可以生产B单(特殊原因除外)。
3.1.6.2有生产过程异常的生产单,则需根据《生产异常沟通表》时间要求进行生产。
3.1.7交单:操作工完成生产单后,将跟踪的交接表上登记每单中的明细时间,要让下工序当班负责人清点好数量并签名确认。
3.1.8带班人员在下班前检查交接表上是否有单未完成,看是否有生产单未完成(无下工序签名确认即未完成)。
3.1.9当操作工在下班时发现有生产单还未完成,必须把情况向带班人员汇报,并自觉加班完成剩余生产单。
3.1.10带班人员发现有未完成生产单必须马上安排人员加班生产,并写异常上交给当线负责人,在线负责人未同意不加班时,必须出动所有人力完成超时生产单。
3.1.11散单产品各工段生产完成后要在生产单上签名确认,所有散单产品必须经过终检员检验确认后才能进行包装工作。
3.2标准线产品作业方法3.2.1接单:每天不定时签领生产部派来的生产计划单,包括《工序跟踪表》、材料领用单。
3.2.2登记:班组长接到生产单当天必须把所接单具体内容写在计划看板上。
制订部门生产部制订日期页码2/5 3.2.3领料3.2.3.1带班人员根据生产单核对领料单,送仓库发料。
定制衣柜审图接单规范培训

2013版
各装饰类板件尺寸规格:
类 别
名称
规格(mm)
装饰顶线
2770*H50*D59
T型线
立体 装饰
包角线
线 装饰底线①
2770*W43*D25 2770*43*43 2770/2420*H25*D23
装饰底线②
2770*H25*D29.2
(B款电视柜装饰线)
内圆弧装饰顶线
2760*H50*D59
2013版
百宝格:
使用要求: 1、尺寸:有1#、3#,深度 260mm,高度分1层、两层、 四层; 2、均为10mm板制作; 3、可自由组合设计放置中、 小百宝盒内的格子; 4、不可以做非标尺寸。
2013版
其他配件: 只做C款试衣镜,非标试衣镜不生产 装试衣镜与推拉衣架层板深度不少于460mm 亚克力抽屉只做标准1#、3#、4# 钥匙钩只能用在内空宽度≥400mm 的柜体内
不做银色: CK7 不做201#: C6、C7、CK7 所有竖框不做201SP、202SP 、981S 、982S
2013版
2.边框与尺寸
竖框最高做到2600mm:C2/C3 竖框最高做到2800mm: C5 / C6 /C7/ CK7 / C8
移门 所有竖框不分格时高度只做2400mm
所有百叶宽度最大做1000mm,10mm饰面板C2/C3宽度最 大1100mm 、其它最大宽度做1200mm;玻璃时注意平方 数
2013版
柜体配件: 抽屉类型:
阻尼抽屉
立体抽屉
阿维尼翁抽屉
平板抽屉
抽屉
艇型抽屉
吸塑抽屉
按弹抽屉
内圆弧抽屉
注:内圆弧抽面、吸塑门KD中无法显示,可用文字注明。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
定制衣柜工艺审图指导
书
Company Document number:WTUT-WT88Y-W8BBGB-BWYTT-19998
审图作业指导书
审核的主要内容:尺寸是否规范、图纸结构是否合理、文
字说明是否清晰、表达没有歧义、是否
符合公司的生产要求
审图人员守则:认真负责、耐心细致,如遇不明白或有错
误的图纸应及时沟通修改,亦应不断提升
自己的专业知识,积累并分享经验,严格
把关。
一、看文字说明
1.有没有柜体色号,柜体色号要注意
2.有没有柜体的总尺寸,总尺寸包含带封板和不带封板两
种,并立刻拉一下立面图的尺寸,看看加出来的尺寸和标的总尺寸有无偏差,有偏差则为出错,要立即进行沟通。
如遇有平开门的柜子,要看总深度尺寸是不是带门,没标清楚的要进行沟通。
3.有移门的柜体,要看门洞尺寸是否准确,看是否和柜体
总尺寸一样。
4.有移门的,要看有没有移门的框型、芯材材质、饰面板
纹理方向、什么款式腰线、小百叶斜放的方向(横放、竖放)。
5.看垫板有没有在文字说明中注明,或者是不要垫板,或
者是要但是图上没有画出来,或者加一下门洞高度有没有要垫板。
6.如果有平开门的,要看平开门的盖况在图纸上表示出
来,图纸不容易表现的要在图上用文字说明盖况。
饰面板门的花纹是否正确,拼框门的芯材有没有注明,是不是在符合我们的生产标准
7.看备注里面的内容是否在我们的生产范围之内,备注内
容的意思和图上有没有冲突,
8.与柜体结构无关联的文字说明不用在图纸上注明,尽量
保证图纸的清晰。
二、看平面图
1.有移门的柜子,看推拉镜、抽屉等配件能不能正常打
开。
2.有平开门的柜子,要看抽屉有没有加加固板,加固板的
厚度是否正确(全盖加18、半盖加25、内嵌加36)
3.宽度方面:必须有柜体总宽度,各单元柜内空宽度及侧
板厚度、收口板、封板的分解尺寸;
4.高度方面:必须有柜的总高度、下柜的高度及顶柜的高
度;顶线的高度。
做梁切角柜需在立面图上显示梁切角的效果,文字注明切角尺寸。
5.立面图非18mm板需要标注或用文字注明其厚度;
6.有要求层板、抽屉等配件的具体安装高度,必须在立面
图中标注出相应尺寸;标注出夹在层板间内侧板的高度、内侧板左右内空尺寸。
7.柜体见光面是否加侧封板。
8.特殊台面的厚度是否标注。
三、看俯视图
1.要标有柜子的总宽度和总深度。
2.有柱子的要在俯视图上把尺寸标注清楚,
3.异性台面要标注台面尺寸,有R的要标注R大小。
四、看立体效果图
1.平开门一般显示在立体效果图上面,拼框门必须要显示
出拼框效果。
2.门板上必须要有拉手方向。
3.还有门板的尺寸是不是在我们的生产范围。
(考虑板材
规格和门板使用性)。