通讯电子产品散热仿真实例详解
台式电脑机箱散热方案仿真研究

台式电脑机箱散热方案仿真研究前言台式电脑在向高功耗、高性能的方向发展的同时,也在不断追求更好的用户体验和设备元件的高可靠性,这离不开对机箱系统良好的散热设计,良好的机箱系统散热设计不仅要满足主板元器件保持在许用的温度规格下,也要尽可能降低机箱表面的温度以及噪音水平。
本文以一款台式电脑机箱为例,采用不同的散热器方案,对其满负载条件下进行了系统的散热仿真,以求得到更优的散热方案,为台式电脑系统的散热设计提供一定的指导。
1 模型介绍机箱模型尺寸为13L,配置了CPU、显卡、内存条、3.5寸HDD以及TFX 310W供电电源,机箱开孔率为43%,开孔状况机箱模型如图1所示图1 机箱开孔情况及模型台式机系统的主要热功耗分配按表1所示表1 仿真部件热功耗分配对于系统散热来说,重点需要关注的包括主板VR部件温度、CPU结温、机箱壳温、系统出风口的温度,在以下3中散热方案中,我们着重对这些部件温度进行比较,以此找到较为合理的散热方案。
方案1采用9225 CPU 离心风扇散热器+8025 后置系统风扇;方案2采用8025 CPU 轴流风扇散热器+8025后置系统风扇,其中CPU 风扇的气流方向吹向主板;方案3与方案2散热器及配置的风扇一样,只是CPU 风扇的气流方向吹向机箱侧板,图2示出了3中散热方案的细节。
图2 整机系统散热方案对比仿真的工况为25℃环境温度,在常压下进行。
机箱系统的风扇转速设定在3种散热方案下是一致的,其中前置系统风扇转速设定为2000rpm,CPU风扇和后置系统风扇转速设定为2500rpm,风扇PQ曲线见图3,可以看到,轴流风扇和离心风扇在PQ性能上差异十分明显,轴流风扇具有风量大、风压小的特点,而离心风扇与此相反。
图3 散热风扇PQ曲线2 仿真分析对比3种仿真方案的机箱温度分布,可以看到在机箱表面的壳温表现上,采用方案1的离心风扇散热器效果最佳,上顶壳表面温度最高39.2℃,因为离心风扇散热器的导风结构,对风扇气流有定向的导流作用,避免了机箱内部乱流的产生;方案3和方案2相比,8025轴流风扇反向安装也能带来壳温的改善,原因在于利用了CPU 风扇和后置系统安装位置的差异,CPU 风扇流出的热空气能被后置系统风扇以较小的阻力带走,而方案2因为其向主板四周下吹的方式,内部流场较为紊乱,后置系统风扇要带走其热量,阻力相对要大。
基于FLOEFD的电子设备机箱的热仿真分析

基于FLOEFD的电子设备机箱的热仿真分析摘要:随着电子设备的集成度逐渐提高,电子产品的热流密度也越来越大,散热问题是目前电子设备结构设计中首要要考虑的问题。
本文以某电子产品机箱为例子,介绍了基于FLOEFD软件对其进行热分析的仿真过程,并且简要介绍了仿真过程中的一些经验应用,对于工程中使用该软件进行机箱热性能分析具有一定的参考意义。
关键词电子设备热分析FLOEFD0、前言电子设备机箱被广泛应用于国防和民用的各个领域。
随着电子技术的飞速发展,机箱的热流密度越来越大,这对机箱的热设计提出更高的要求,机箱内各模块的电子元器件一旦温度过高便无法可靠地工作。
据研究表明,电子设备失效的原因有55%是由温度引起的[1],过热损坏是电子设备失效的主要形式。
根据阿伦纽斯模型显示,器件温度每升高10℃,其失效率就会增加一倍[2]。
因此在机箱的结构设计阶段就需要考虑机箱的热设计。
目前设计师在产品设计阶段主要运用热仿真软件对产品的热特性进行分析,以规避产品未来可能遇到的散热问题。
目前主流的热仿真软件FLOEFD, Flotherm, ICEPAK在工程热分析中有广泛的应用。
本文以FLOEFD为仿真软件,分析了某电子设备机箱的热仿真过程和结果,验证器件在给定的环境和热负荷条件下是否能正常工作,对于不能正常工作的器件,提出改进措施。
1、机箱的结构布局机箱主要由上板、底板、左右侧板、前后盖板及6个插件组成,如图1 所示。
图1 机箱结构布局机箱的热设计以星体结构热传导为主,通过机箱安装面传导散热,以空间环境热辐射为辅,通过机箱外表面辐射散热。
插件按排列顺序和母板的划分,垂直插入各自的导轨槽内,然后采用锁紧装置锁紧。
插件内的印制板嵌入铝散热盒,尺寸略小于散热盒尺寸。
同时选择热导率高、有利于导热的多层板设计且在大功耗元器件与散热面之间填充了导热填料。
机箱热分布情况如表1 :表1 机箱热分布情况表2、热仿真模型与仿真方法分机工作的最高环境温度:45℃、真空,热沉温度45℃,在图1中的下底面。
EFD.Pro电子产品散热教程(上)
Simulating the Real World
14
6. 展开 Alloys 文件夹并且选择Steel Stainless 321 为 Default solid, 点击Next; 7. 修改Default outer wall thermal condition的参数值(Value)为 Heat transfer coefficient(热传递系数),将热传递系数设为10, 温度保持不变,其它设置也不变,点击Next;
Simulating the Real World
24
1. 在 EFD.Pro 分析树,右击Boundary Conditions(边界条件) 图标并且选择 Insert Boundary Condition。 2. 选择所有通风口的内表面(图中通风口均用实体给代替了); 3. 选择Pressure openings并选中Environment Pressure;
Simulating thFra bibliotek Real World
20
1. 点击 Flow Analysis ☞ Insert ☞ Fan,Fan 对话框出现; 2. 在Fan选项中就定义一个合适的风扇或是自己新建的风扇; 3. 在Fan Type中选择External Outlet Fan;
4. 如图所示选择FAN.PRT的内表面,点击确定;
Simulating the Real World
13
4. 设置分析类型为 Internal,在物理特性下勾选 Heat , conduction in solids,以及Radiation,点击Next 5. 展开 Gases 夹并且双击 Air 行。保持默认的 Flow Characteristics。
基于Icepak的某电子机箱大功率模块散热分析与优化

基于Icepak的某电子机箱大功率模块散热分析与优化电子机箱大功率模块散热分析与优化是电子产品设计中非常重要的一环,它直接影响到电子产品的稳定性和性能。
而在这一过程中,Icepak是广泛应用的一种散热分析软件,它可以有效地模拟和优化电子产品的散热性能。
本文将以某电子机箱大功率模块为例,介绍基于Icepak的散热分析与优化过程。
一、问题描述某电子机箱大功率模块在工作过程中会产生大量的热量,如果散热不好,就会导致温度过高,从而影响到电子产品的稳定性和寿命。
需要对该模块的散热性能进行分析和优化。
二、Icepak的使用Icepak是由美国Ansys公司开发的一种专业的散热分析软件,它基于有限元分析理论,可以对复杂的散热系统进行精确的模拟和优化。
在使用Icepak对某电子机箱大功率模块进行散热分析时,首先需要建立模块的三维模型,然后设置散热模拟参数,并进行计算和优化。
三、模块建模建立模块的三维模型是散热分析的第一步,通过CAD软件可以将模块的结构和材料信息导入到Icepak中,然后对模块的内部结构进行网格划分,以便进行热传导和流体流动的模拟。
四、散热模拟参数设置在进行散热模拟时,需要设置不同的散热模拟参数,包括环境温度、散热介质的传热系数、风扇转速等。
这些参数会直接影响到散热性能的模拟结果,因此需要根据实际情况进行合理的设置。
五、热传导和流体流动模拟通过Icepak可以对模块的热传导和流体流动进行精确的模拟,从而得到模块在不同工作条件下的温度分布和流体流动情况。
通过对这些数据的分析,可以找出模块散热不良的部分,并进行优化。
六、优化方案通过对模块的散热性能进行分析,可以得出一些优化方案,比如增加散热片的数量和面积、改变风扇的位置和尺寸、改进散热介质的传热性能等。
通过Icepak软件可以对这些优化方案进行模拟和评估,从而选择出最合适的优化方案。
七、模拟结果验证在进行了一系列的模拟和优化后,需要对模拟结果进行验证,可以通过对实际模块进行散热测试,然后将测试结果与模拟结果进行对比。
电子设备机箱散热仿真分析
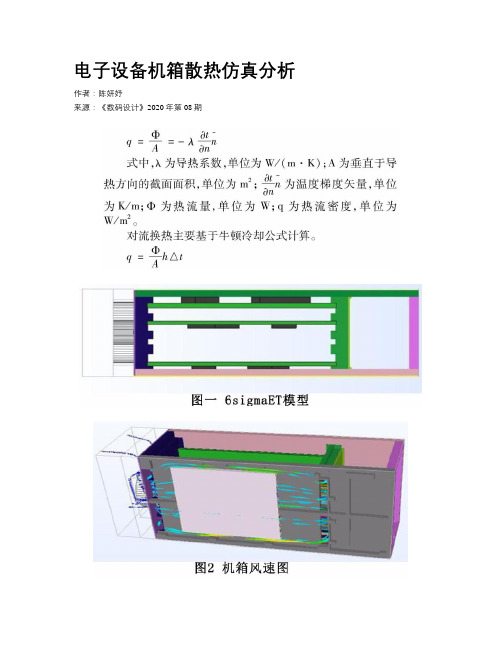
电子设备机箱散热仿真分析作者:***来源:《数码设计》2020年第08期摘要:通过对电子设备加固机箱的主要热源分析,从基本原理出发,对 PCB 板、元器件、导热板和机箱外壳等方面提出具体的热设计思想及实施方法,并使用6sigmaET软件对系统热设计进行了优化仿真。
仿真和试验结果表明,热设计方案结构合理,能较好地满足电子设备机箱的散热要求,能够准确可靠地运行。
关键词:电子设备;热分析;6sigmaET中图分类号:TN606;文献标识码:A;文章编号:1672-9129(2020)08-0044-01引言:电子技术的快速发展,使得他在军用和民用的多个领域有着广泛的应用。
随之而来的集成化引起的热流密度增大问题,散热问题是当今的重要研究方向。
为保证电子设备能在各种环境下稳定、可靠的工作,热设计就十分重要。
本文基于计算流体力学(CFD)和6sigmaET软件对某电子设备机箱进行了数值仿真分析,仿真与试验结果的对比证明了理论计算和数值仿真结果的可信度,为优化和改善机箱的散热方案提供了有效的数据。
1;机箱结构为保证机箱正常、稳定的工作,机箱采用密闭结构形式,機箱外形尺寸为187mm×124mm×352mm(宽×高×深),内部插件采用模块化设计,与机箱背板采用盲插形式。
三个模块的热耗分别为60W、10w、10W,整个机箱的总体热耗为80W。
各模块通过锁紧机构与机箱导轨槽紧密接触,把热量传递至机箱壁。
机箱通过右侧铣加工翅片的散热器加大散热面积,加大散热面积。
在机箱后部安装具有防水功能的风扇对翅片进行强迫风冷散热。
2;机箱传热类型该机箱主要采用传导和对流两种方式。
热传导的基本定律就是傅里叶定律,其公式为:式中,λ为导热系数,单位为W/(m·K);A为垂直于导热方向的截面面积,单位为m2;tnn-为温度梯度矢量,单位为K/m;Φ为热流量,单位为W;q为热流密度,单位为W/m2。
电机热仿真案例

电机热仿真案例今天来给你唠唠电机热仿真这个事儿。
就好比我们要给电机做个体检,看看它在工作的时候会不会发烧啥的。
先来说说我们这个电机的情况吧。
这是一个工业生产线上常用的电机,功率还不小呢,就像一个大力士,天天都在那儿拼命干活。
那为啥要做热仿真呢?你想啊,电机工作的时候就像人在跑步,跑久了身体就会发热。
电机要是太热了,就会出问题,可能就会像人中暑一样,突然罢工,那生产线可就麻烦大了。
我们开始做热仿真的时候,首先得建立电机的模型。
这就像是给电机画个像,把电机的每一个部件,什么定子、转子、线圈啊,都画得清清楚楚的。
这就像搭积木一样,一块一块地把电机在电脑里搭起来。
不过这可不像搭真正的积木那么简单,每个部件的尺寸、材料特性都得考虑进去。
比如说,定子的材质是铁,它导热的速度就和线圈那种铜材质不一样,就像铁和铜在传递热量的时候有自己的个性一样。
然后呢,我们要设定电机的工作条件。
这电机在生产线里可不是悠闲地晃悠,它有一定的转速,还有负载呢。
这就好比你让一个人跑步,你得告诉他跑多快,还要给他背上多重的包一样。
我们得把电机的转速、负载这些条件都告诉电脑,这样电脑才能模拟出电机真实的工作状态。
好了,模型建好了,工作条件也设定了。
现在就开始让电脑模拟电机工作发热的过程啦。
电脑就像一个超级大脑,它根据我们给的信息开始计算电机每个部位的温度变化。
就像有无数个小温度计在电机的各个角落测量温度一样。
过了一会儿,结果出来了。
哇塞,我们发现电机的线圈部分温度升得特别快。
这就好比电机的心脏(线圈就像电机的心脏一样重要)在快速发热呢。
为什么会这样呢?原来啊,我们发现是因为电机在这种高负载的情况下,线圈里的电流很大,电流就像调皮的小精灵,在里面跑来跑去的时候就会产生很多热量。
而且呢,线圈周围的散热条件不是很好,就像把一个小火炉放在一个小角落里,热量散不出去。
那怎么办呢?这就像医生给病人开药方一样,我们得想办法给电机降温。
我们提出了几个方案。
基于Icepak的某电子机箱大功率模块散热分析与优化

基于Icepak的某电子机箱大功率模块散热分析与优化1. 引言1.1 研究背景电子产品的发展已经成为了现代社会中不可或缺的一部分,而随着电子产品功率不断增大和集成度不断提升,对于散热性能的要求也越来越高。
在电子机箱大功率模块中,散热问题一直是制约产品性能和寿命的重要因素。
对电子机箱大功率模块的散热进行深入研究和优化是非常必要的。
目前,随着计算机辅助工程(CAE)技术的不断发展,仿真分析成为了研究电子机箱大功率模块散热的重要手段。
在这一背景下,使用基于Icepak的仿真软件来进行散热分析和优化已经成为了一个热门的研究方向。
Icepak是由美国ANSYS公司开发的专业散热仿真软件,具有高精度、高效率和多功能的特点,能够准确模拟电子产品的散热性能。
本文将基于Icepak软件,对某电子机箱大功率模块进行散热分析与优化,探索如何通过仿真实验和优化策略来提高电子机箱大功率模块的散热性能,为实际工程实践提供参考和借鉴。
1.2 研究目的本文旨在通过对基于Icepak的某电子机箱大功率模块散热进行分析与优化,旨在解决电子设备在高功率工作状态下产生的热量无法有效散热的问题。
通过研究目的,可以深入理解该电子机箱散热系统存在的问题和挑战,为后续散热设计提供参考和改进方向。
通过分析和优化,可以提高电子设备的工作效率和稳定性,延长设备的使用寿命,减少故障率。
本研究旨在为电子设备的散热设计提供理论支持和实践经验,促进电子设备的发展和应用。
通过本次研究,可以为相关领域提供参考和借鉴,为未来的研究提供基础和启示。
【字数:98】2. 正文2.1 Icepak的原理和特点Icepak是由ANSYS公司推出的一款专业的热管理软件,主要用于电子设备的热分析和优化。
其原理基于有限元方法,可以模拟各种复杂的热传导、对流和辐射现象,为工程师提供准确的温度场分布和热流量分析。
1. 多物理场耦合:Icepak可以同时考虑热传导、流体力学和辐射等多物理场耦合问题,保证了热分析的准确性。
FloTHERMXT首个结合MDA-EDA电子散热方案

FloTHERMXT首个结合MDA-EDA电子散热方案随着目前电子产品的功能越来越复杂,功耗越来越大;系统产生的热量也越来越大,而PCB的集成密度却越来越高。
据相关数据显示,PCB板的面积已经缩小一半,而板上集成的元器件却增加了3.5倍,整个PCB板的集成密度增加了7倍。
PCB板和系统在朝着密度更高、速度更快、发热量更大的方向发展。
另外,由于电路板过热引发的问题也越来越受到关注,热仿真将成为电子设计过程中一个不可或缺的步骤。
传统的热仿真测试主要在产品设计验证阶段进行,MDA和EDA之间不能很好衔接。
日前,Mentor Graphics公司推出了一款可覆盖从概念设计阶段至设计验证阶段的电子散热方案-FloTHERMXT,它支持在所有设计阶段进行热仿真测试,是首个结合MDA-EDA电子散热仿真的解决方案,能够显着缩短从概念到详细设计的流程时间。
应用于整个设计阶段如图1所示,以一个TP-Link的设计为例,FloTHERM XT可帮助工程师在概念设计阶段至设计验证阶段随时进行电子散热仿真。
在产品概念设计阶段,工程师可以直接建立或从已有的软件库中导入所需元器件进行最初的PCB概念布局,之后放置外部的机箱,并可从不同角度观察放置的位置和方向,以及元器件的大小、厚度等可能影响系统发热的参数;这时可进行系统热仿真测试,观察PCB上各元器件的发热情况,如存在过热情况,则进行设计修改,如增加通风孔或散热片,并观察设计改变后的气流流动情况,是否已符合系统的散热需求。
进入实际设计后,工程师可以从EDA设计工具中直接导入已完成的设计,经简化后(过滤不发热器件),导入FloTHERM XT进行PCB的热仿真分析。
同时,也可对元器件进行热分析并进行调整。
最后导入MDA外壳,在模拟应用环境中对整个设计进行热仿真,符合设计要求后导出具体的仿真结果报告。
缩短流程时间除了可结合MDA-EDA,为覆盖概念设计阶段至设计验证阶段提供完整的电子散热仿真解决方案,经FloTH ERMXT优化后的电子散热处理过程相较于传统的处理过程大大节省了。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
FloTHERM高级阻力模型的应用
一般采用体积阻力模型,计算公式如左图所 示。根据简化后的流体伯努利方程的计算公 式如下图所示,将得到的槽位单板阻力特性 曲线的一次项和二次项系数带入到下图中的 计算公式,并根据产品所处环境温度下的空 气参数计算高级流体阻力模型中的系数,可 以得出FloTHERM软件中的高级流体阻力模型 中的系数A和B。
11
FloTHERM高级阻力模型的应用
FloTHERM中高级阻力模型参数
FloTHERM软件中的流体高级阻力模型需要设置的参数如图所示,在 使用这个模型要解决的关键问题是如何把实际测试的阻力曲线转换成 软件所需要的参数。一般情况下我们可以用一个二次二项函数来描叙 实际测试的阻力曲线。此时,我们取 Index=0、入口处开孔率Free Area Ratio=1、 特征长度 Length Scale=1;现在需要计算的只有A、B这 两个系数。
静压(DELTA Pa)
系统单板阻力特性 多项式 (系统单板阻 力特性)
0.50
1.00
1.50
2.00
2.50
3.00
3.50
4.00
4.50
风速(m/s)
单板槽位风道阻力特性曲线
在这里需要说明的是:由于我们只需获得单板的流动阻力特性,建模时只 需设定设备的结构参数,无需设定物理参数,如导热系数、密度、比热等。 将计算模型设定为Flow Only。这样软件在计算过程中只计算动量守恒和质 量守恒方程,无需计算能量守恒方程,大大地提高了计算速度,同时也避 免了热特性对流场的影响导致阻力特性变化。
3
FloTHERM简介
元器件级:芯片封装的散热分析
板级和模块级:PCB板的热设计和散热 模块的设计优化
系统级:机箱、机柜等散热 方案优化及散热器选型
环境级:机房、外太空等大环境的热分析
4
FloTHERM简介
Zoom-In功能模块使用步骤: 1、在建立好的高级阻力和槽位Region模型后,初始化系统模型并计算; 2、在槽位Slot3创立的Region处,点击右键并Creat Zoom In,并生成下图的 模型。
16
Zoom-In模型生成
从左图中可以看出,当使用 Zoom-In功能后,除了在我们 要求定义的Slot3槽位的Region 以及系统外围架构还存在之 外,其他的部分系统模型都 给去掉了。 从图中可以看出,当使用 Zoom-In功能后,系统的模型 大大简化了,系统网格也大 大减少,同时该槽位单板的 所有热和流体流动物理边界 条件都通过Zoom-In生成了。
/flotherm/support/supp/webparts/advanced_resistance/
14
Zoom-In功能模块在系统槽位上的设计与应用
当系统槽位的单板简化阻力模型建立好后,应该把相应的体积阻力模型放 到系统槽位,同时给各阻力模型赋予一个与实际热耗相同的体积热源,系 统模型如图所示。
热量,以满足模块正常的工作条件。
风道的设计
冷风从箱体底部右侧的进风口通过 空气过滤器,以大于3m/s的风速流 经组件模块之间的间隙,与组件壳 体进行热交换后经箱体左端的风扇、 空气过滤器、从箱体底部左侧出风 口流出。设计时箱体底部的出风口 大于箱体底部的进风口,箱体底部 的进风口的有效面积不小于0.015m2。 设计箱体时,对风道的设计要考虑 周到,防止风向短路。
FloTHERM——通讯电子产品 散热仿真实例详解
CAE工程师:秦超晋 北京海基嘉盛科技有限公司
主要内容
FloTHERM软件功能简介
应用案例1—通讯局端插箱热设计
应用案例2—车载雷达户外接收机箱设计
应用案例3 —机柜散热设计
2
FloTHERM简介
• FloTHERM 作为全球第一款专门针对电子器件 /设备热设计 而开发的仿真软件,可以实现从元器件级、 PCB板和模块 级、系统级到环境级的热分析。 • FloTHERM软件自1989年推出以来就一直居于市场领导地位 (市场占有率高达 70%)并引领该行业的技术发展。其研 发人员是全球最早开始研究 CFD理论的科研人员,也是最 早一批将传统的CFD仿真技术工程化的技术先驱。
流动阻力压降的计算公式
计算FloTHERM软件中的高级阻力模型的A、B系数
13
FloTHERM高级阻力模型的应用
槽位单板高级阻力模型参数设置
在这里我们构建高级阻力模型的方式是用一些基本理论公式和表格来计 算得出。而在之前FloTHERM软件在其网站上也提供了计算高级流阻系数 的宏,只要把风阻曲线的数据输入,也可以直接得到阻力系数,并产生 一个PDML模型下载使用。
10
槽位单板数值风洞建立
Measured System PCB
45.00 40.00 35.00 30.00 25.00 20.00 15.00 10.00 5.00 0.00 0.00
Slot Impedance Curve
y = 2.0303x2 + 1.1909x
5
主要内容
FloTHERM软件功能简介
应用案例1—通讯局端插箱热设计
应用案例2—车载雷达户外接收机箱设计
应用案例3 —机柜散热设计
6
FloTHERM在通讯局端插箱热设计中的应用
为了避免整个热设计工程中的反复,降低设计成本,缩短设 计周期,电子散热设计通常与电路设计和结构设计同步进行。 一部分产品的散热采取了强迫风冷形式的散热
包括多种设计考虑:
1. 2. 3. 4. 5. 机箱内、外走线的设计 防雨、防尘、防盐雾的设计 电磁屏蔽设计 机箱的维修性能 机箱的热分析
机箱在运输状态下的轴测图
24
机箱的热分析
热分析主要考虑机箱的散热问题 散热设计主要是风道的设计及特定的进、出风口条件下能带走的最大
两方面做到了,软件仿真出来的数据与实际误差是可
以在接受范围之类。 本示例的重点是在于对热仿真分析软件FloTHERM中比 较重要的功能模块在通讯产品上的散热设计和应用说明。
20
结论
在电子设备热设计中,传统的经验评估以及无法及时满足产品开发的速 度和市场客户的需求。而借助于CFD软件来仿真设计产品的散热,就会避 免因为传统方法中因经验不足,数据不充分所导致的误差以及繁琐的解 析计算过程。这种基于流体传热的基本动量守恒定理和质量守恒定理, 利用成熟的数值计算方法,只要网格的大小、数量和布局合理,就会与 实际得到非常接近的计算结果。 FloTHERM软件提供上述的数值风洞、高级阻力模型、Command Center 优化参数以及最新的Zoom-In功能,无疑给我们热设计工程师提供非常快 速解决和评估产品散热能力的一种设计手段和思路,这大大的节省了产 品开发的时间周期,也会为产品赢得了市场上的可靠性优势,最重要的 是如果后续产品的升级和产品功耗的增大,而FloTHERM软件的这些功能 就会为热设计工程师提供快速评估产品的系统散热能力和单板芯片散热 瓶颈,从而更好的帮助产品提高在市场上的占有率。
用户板布局图
单板数值风洞模型
9
槽位单板数值风洞建立
之后把单板的高级阻力模型应用到系统的每一个槽位。同时可以利用软件 中的CC(Command Center)的参数优化功能来一次性得到数个风量不同下 的风道阻力,从而得到设备或者槽位的风道阻力特性曲线。
槽位单板风道阻力及对应的风量和风速计算结果
Zoom-In功能生成后的系统模型
这个功能也可以在FloTHERM软件中的Cut-Out功能模块来实现,在这里就不 对Cut-Out功能进行说明。然后,我们在Zoom-In环境下建立单板的详细芯片 模型,系统会在很短的时间内,把我们想要的结果计算输出,此时能够给 热设计工程师一个很细化的单板散热评估和风险评估分析。
18
仿真结果对比
单板模型在原系统的仿真结果
单板模型在Zoom-In系统的仿真结果
19
与实验结果对比
由于产品属于公司保密性质,没有把实际产品的测试 数据写出来做一个对比分析。 最后仿真数据与实际测试的数据误差,主要在于系统 网格的划分以及系统单板芯片功耗的准确性,如果这
系统插箱仿真模型Zoom-In Region之前的模型
15
Zoom-In模型生成
本系统插箱是在第三槽位做一个体积Region,当Region建立好后,就可以 使用FloTHERM软件中的Zoom In 功能来分析生成一个带有局部环境参数的 Zoom-In模型。为了得到高质量的Zoom-In环境模型,在这里需要注意的是: 1. 系统Modeling必需带有以下参数:温度、压力、速度以及Heat Fluxes; 2. Zoom-In的Region边界不要接近系统网格和局部网格边缘; 3. 二维阻力模型和任何打孔模型的网格约束都不能与Zoom-In边缘接近; 4. 网格的划分应遵守CFD软件的一般规则:防止奇异网格的产生。 注意网格的数量和计算的精度并不是成线性关系,在保证必要精度的前提 下,网格数量尽量少,
机箱的结构及组成
机箱整体采用了框架式结构,主要由箱体、导板、风机、空气过滤器、前后门板等 构成。箱体框架与四周的蒙皮一体构成箱体基本外形,箱体底部设计有进风口和出 风口,另有截止波导窗安装位置;导板被固定在箱体框架上;散热过滤器分别固定 在箱体上进风口和出风口位置;风机固定于插板上,插在箱体框架的一侧,被锁紧 机构固定于箱体上;前、后门板通过铰链固定于箱体上,另一侧用收缩搭扣与锁钩 配合,将门板压紧在柜体上而不需其他紧固方式;门板及箱体上特殊配合结构使系 统防雨水。组件模块沿导板槽插入箱内,通过锁紧机构进行固定。
21
主要内容
FloTHERM软件功能简介
应用案例1—通讯局端插箱热设计
应用案例2—车载雷达户外接收机箱设计